发那科宏程序ppt课件
法兰克宏程序PPT课件

12、平方根: #i=SQRT[#j];
13、绝对值: #i=ABS[#j];
14、舍入:
#i=ROUND[#j];
15、上取整: #i= FUP[#j] ;
16、下取整: #i= FIX[#j] ;
25
第25页/共75页
19、或:
#i=#j OR #k ;
20、异或: #i=#j XOR #k ;
41
第41页/共75页
1、非模态调用(G65) 格式: G65 Pp Ll <自变量指定> 其中: p:要调用的程序号 l: 重复次数(默认值为1) 自变量:数据传递到宏程序,其值被赋值到相应的局部变量,
有两种指定形式。
42
第42页/共75页
自变量指定Ⅰ
地址 变量号 地址
A
#1
I
B
#2
J
C
#3
K
●在NC语句地址中,ROUND函数根据地值得最小 设定单位指定四舍五入。
例如 #1=1.2345;
#2=2.3456;
G00 G91 X-#1;
G01 X-#2 F300;
G00 X[#1+#2];
1.2345+2.3456=3.5801=3.580不返回
到初始位置
29
第29页/共75页
⑤上取整和下取整 CNC处理数值运算时,若操作后产生的整数绝对值大于原数的绝对值时为上
变量号 #1 #2 #3 #4 #5 #6 #7 #8 #9 #10 #11
地址 变量号
K3
#12
I4
#13
J4
#14
K4
#15
I5
#16
J5
#17
《数控加工工艺与编程》教学课件—05FANUC系统宏程序编程

当程序执行结束(M30,M02),或遇到复位操作时,局部变量将被清空
(3)全局变量 全局变量一旦定义,将以模态的形式存在,即使程序执行完毕,全局变量依然
有效(。3当)然复位操作后,全局变量也有效。 全局变量分为两个范围段:#100~#199,#500~#599。
当数控机床断电后,变量#100~#199 中的数值就会丢失(清空),而变量#500~#599 中存储
普通手工编程时只能用数值编程,由于是固定数值,所以编程时不能进行数学计算,数控机 床在读取程序时不能跳转到其他程序段,只能自上而下逐行读取。 使用宏指令编制数控加工程序时,使用变量赋值的方法进行赋值,宏变量之间可以进行数学运算 与逻辑运算,数控机床读取程序时可根据要求跳转到所需要的程序段,程序灵活。
(3)
刘书溢
陈英
陈英
王庆成 梅
5
2 变量
(变1量)是宏程序最基本的特征,也是宏程序区别与普通宏程序的标志。 1)变量的定义 变量是一个数学等价物,是与常数相对应的。在计算机技术中,一个变量对应一个存储器。 在宏程序中,变量只能存储数字。 可以用常见的小型科学计算器来解释变量的概念。即使是最便宜的计算器,也有一个临时存 储单元,对应的按键是 M 键。我们计算的中间数据,可以存放到里面,供后面的计算使用,这个 存储(单3元)本身就是一个变量(计算器说明书上称之为存储器)。 变量名字本身意味着它里面的数据在计算过程中是随时变化的。 在 FANUC 系统中,用符号“#”和一个数字的组合表示一个变量,例如: #3 表示3号变量,#13 表示13号变量,#123 表示123号变量。
刘书溢
陈英
陈英
王庆成 梅
9
3 宏程序函数
3)四舍五入函数:在宏程序中和四舍五入有关的函数有 3 个,它们是:ROUND,FIX,FUP变
发那科机器人程序员课程 ppt课件

新TP介绍:
特点:1:重量减轻,优化重力平衡; 2:支持USB 端口; 3:增加了组键。
USB port
USB memory USB camera
PC
Group key
指示灯亮,分别表示:
p
机器人正处于单步模式。
HOLD
机器人正处于HOLD(暂停)状态, 在此状态中,该指示灯不保持常亮。
1.机器人的概论
机器人由伺服电机驱动的机械机构组成的,各环节每一个结合 处为一个关节点或坐标系。
交流伺服马达的组成
绝对值脉冲编码器 交流伺服电机 抱闸单元
2.机器人的应用
弧焊 搬运 喷漆 切割 测量等
点焊 涂胶 去毛刺 激光焊接
弧焊 :
点焊:
搬运: 喷漆:
切割:
涂胶:
3.机器人的常规型号
型号
M-1iA LR Mate 200iC M-10iA M-20iA R-2000iB
M-710iC M-900iA/M-410iB
轴数
手部负重(kg)
4/6 0.5
6
5
6
10(6)
6
20(10)
6
210(165,200, 100, 125,
175)
6
50 (70,20)
6/4 600/450(300,160)
功能菜单【FCTN】介绍:
FCTN
1 ABORT 2 Disable FWD/BWD 3 CHANGE GROUP 4 TOG SUB GROUP 5 TOG WRIST JOG 6 7 RELEASE WAIT 8 9 0 ---NEXT---
1 QUICK/FULL MENUS 2 SAVE 3 PRINT SCREEN 4 PRINT 5 6 UNSIM ALL I/O 7 8 CYCLE POWER 9 ENABLE HMI MENUS 0 ---NEXT---
发那科宏程序ppt课件

结果
c/a b/a c/b θ θ θ
•三角函数的角度单位为度。如:90°30′表示为90.5
.
BEIJING-FANUC
•反三角函数的取值范围
函 数 No.6004#0=0 No.6004#0=1
ATAN
0~360
-180~+180
ASIN
270~90
-90~90
ACOS
180~0
#1=SIN[90];
例: #[#2-1], #[#500/2]
▪ 可在程序段结尾加注释说明变量内容,需用括号封 闭。
.
例: #2=#3-1(TOOL NUMBER);
BEIJING-FANUC
变量的种类
变量号 变量类型
用途
#0
空变量
总为空
#1~#33
#100~#199 #500~#999
局部变量 公共变量
只能用在当前宏程序中存储变量, 断电后数据初始化
格式 #i = SQRT[ #k ]
#i = LN[ #k ] #i =EXP[ #k ]
#1 1.414
.
BEIJING-FANUC
逻辑运算
种类 或
异或 与
名称 OR XOR AND
格式 #i = #j OR #k #i = #j XOR #k #i = #j AND #k
• 对32位的每一位按二进制进行逻辑运算
在不同的程序中意义相同,各宏程 序公用。断电后#100~#199初始化 为空, #500~#999数据保存
#1000~
系统变量 可用于读写CNC运行时的各种数据
.
BEIJING-FANUC
变量的范围
正值 0
FANUC培训课件(宏程序)

在参数6080下ห้องสมุดไป่ตู้入 610,则可利用M610调用宏程序。 O6120; M610 X90.0 Y120.0 M30
O9020; N1 G01 G91 #24 F300; N2 Y#24; N3 X-#24; N4 Y-#25; M30;
5)用M 代码调用子程序 在参数中设定调用宏程序的M代码,同用 M98 一样调用子程序。 其参数(No.6071至 No.6079)对应调用宏程序(O9001 至 O9009) M代码号(1 至 99999999) 参数号与宏程序号之间的对应关系: 程序号 参数号 O9001 6071 O9002 6072 O9003 6073 O9004 6074 O9005 6075 O9006 6076 O9007 6077 O9008 6078 O9009 6079
#1=FIX[#2]; #1=ROUND[#2]; #1=ABS[#2];
三角函数 直角三角形(边长为a、b、c)的边长和角 度的关系用下面公式可以求得。
运算种类 正弦 余弦 正切 反正切
表达式 #1=SIN[θ]; #1=COS[θ]; #1=TAN[θ]; #1=ATAN[c]/ [b];
答案 c/a b/a c/b
程序的书写方法:
在IF后面的[ ]中,要书写条件式。 IF[○比较运算符△] GOTO n;
在[ ]中,比较运算符(GE和LT等)的两侧是进行比较的2个数值 或者是式子,常数。 在[ ]的右侧,GOTO的后面写着当条件成立时的转移目的顺序号。
比较运算符 EQ NE GT GE LT LE 意义 = ≠ > ≥ < ≤ 英语拼音 Equal(等于) Not Equal(不等于) Greater Than(大于) Greater or Equal(大于等于) Less Than(小于) Less or Equal(小于等于)
宏程序编程实例与技巧方法PPT课件

编 X[#1+#1]F#3” 程
15
.
2021/3/23
单 元 宏
用 户 宏 程 序 编 程
16
.
2021/3/23
单 元 宏
用 户 宏 程 序 编 程
17
.
2021/3/23
单 元 宏
用 户 宏 程 序 编 程
18
.
宏程序零件编制实例
1.抛物线宏程序的应用
如图所示。已知前端椭 圆的方程为抛物线,Z=X2/24.2。
户
宏
程
序
编
程
6
2021/3/23
.
2)IF [条件表达式] THEN 当指定的条件表达式满足时,执行预先决定的宏程序语句。 例:IF [#1EQ #2] THEN #3=0;
单 3. WHILE [条件表达式] DO m;
元 宏
条件
用
不满
户
足
宏
(m=1,2,3)
条件满足
…… ……
程
序
编
ENDm
程 注:循环允许嵌套,最多3层,但不允许交叉
.
(2)特点:1)可以进行变量的算术运算、
逻辑运算和函数的混合运算。还可以使用循
环语句、分支语句和子程序调用语句。2)
宏程序能依据变量,用事先指定的变量代替
单 元 宏
直接给出的数值,在调用宏程序或宏程序本 身执行时,得到计算好的变量值。3)宏程
用 序通用性强,灵活方便,一个宏程序可以描
户 宏
述一种曲线,曲线的各种参数用变量表示。
.
1. 概念:
“宏程序”一般指含有变量的程序。由宏程
序体和程序中调用宏程序的指令。即宏指令
宏程序PPT课件

:
400 #11400
#11400
#13400
#12001 #12002 #12003 : #12200 : #12400
当偏置组数小于等于200时,也可以用#2001—— #2400
10
刀具补偿存储器C用G10指 令进行设定
H代码的几何补偿值 G10L10P R ; D代码的几何补偿值 G10L12P R ;
变量号
变量类型 功能
#1——#33
局部变量 局部变量只能用在宏 程序中存储数据,例 如运算结果。当断电 时局部变量被初始化 为空,调用宏程序时 自变量对局部变量赋 值。
7
FANUC宏程序的变量Ⅲ
变量号
变量类型 功能
#100—#199 #500—#999
公共变量
公共变量在不同的 宏程序中的意义相同 当断电时变量#100 #199初始化为空变量
数控加工中宏程序的编制方法
1
FANUC宏程序简介
在数控编程中,宏程序编程灵活、 高效、快捷。宏程序不仅可以实现 象子程序那样,对编制相同加工操 作的程序非常有用,还可以完成子 程序无法实现的特殊功能,例如, 型腔加工宏程序、固定加工循环宏 程序、球面加工宏程序、锥面加工 宏程序等。
2
FANUC宏程序特殊用法
#500 #999 的数据 保存即使断电也不丢 失
8
FANUC宏程序的变量Ⅳ
变量号
变量类型 功能
#1000——
系统变量 系统变量用于读和 写CNC 运行时各种数 据的变化例如刀具的 当前位置和补偿值等
9
刀具补偿存储器C的系统变量
补偿 刀具长度补偿(H) 刀具半径补偿(D) 号 几何补偿 磨损补偿 几何补偿 磨损补偿
FANUC宏程序讲解PPT幻灯片

用<空>赋值
当#1=<空>时
#2=#1 ↓ #2=<空>
#2=#1﹡5 ↓ #2=0
#2=#1+#1 ↓ #2=0
当#1=0时
#2=#1 ↓ #2=0
#2=#1﹡5 ↓ #2=0
#2=#1+# 1 ↓ #2=0
条件表达式
EQ和NE中的<空>不同于0
当#1=<空>时
#1 EQ #0 ↓
成立
#1 NE 0 ↓
•三角函数的角度单位为度。如:90°30′表示为90.5
1.运算命令的种类
其它函数
种类 平方根 自然对数 指数函数
函数名 SQRT
LN EXP
格式 #i = SQRT[ #k ]
#i = LN[ #k ] #i =EXP[ #k ]
#2=2; #1=SQRT[#2];
#1 1.414
1.运算命令的种类
1.运算命令的种类
三角函数
种类 正弦 余弦 正切 反正弦 反余弦 反正切
符号 SIN COS TAN ASIN ACOS ATAN
格式 #i=SIN[θ] #i=COS[θ] #i=TAN[θ] #i=ASIN[c/a] #i=ACOS[b/a] #i=ATAN[c]/[b]
结果 c/a b/a c/b θ θ θ
2.变量的显示
1、按下
显
示宏程序变量值
2.按 、
显
示局部和公共变量值
3.变量的使用
表示方法
# i = <表达式>
将计算结果赋值 给对应的变量号
常数、变量、函数和 运算符的组合
#1= #2 + 100 ; #1= #2 + #18 SIN[#5] ;
《发那科宏程序》课件

发那科宏程序在机器 人控制中的应用
探索发那科宏程序在机器 人控制领域的应用,实现 复杂动作和路径规划。
宏程序的发展趋势
1
发那科宏程序技术的发展历程
回顾发那科宏程序技术的发展历程,了解其在工业领域中的重要里程碑。
2
发那科宏程序技术的未来发展方向
展望发那科宏程序技术的未来发展方向,包括更智能化和自动化的应用。
3
发那科宏程序与智能制造的关系
探讨发那科宏程序与智能制造的密切关系,展示其在实现智能工厂的重要性。
发那科宏程序常用指令介绍
详细介绍发那科宏程序常用的指令, 包括运动指令、逻辑指令和系统指令 等。
宏程序的优化
优化宏程序性能的 原则和方法
介绍优化发那科宏程序性能 的基本原则和常用方法,以 提高生产效率和加工质量。
发那科ห้องสมุดไป่ตู้程序调试 技巧
分享调试发那科宏程序的实 用技巧,帮助解决常见问题 和提高调试效率。
《发那科宏程序》PPT课 件
这是关于发那科宏程序的PPT课件,让我们一起来了解这个激动人心的话题 吧!
概述
1 什么是发那科宏程
序?
发那科宏程序是一种用 于控制和编程发那科机 床的软件工具,它可以 实现自动化的零件加工 流程。
2 宏程序的应用范围
发那科宏程序可以应用 于各种工业领域,包括 自动化生产线和机器人 控制等。
3 发那科宏程序的特
点和优势
宏程序具有灵活性、精 确性和高效性,能够大 大提高生产效率和产品 质量。
宏程序的编写
1
发那科宏程序编写基础语法
2
掌握发那科宏程序的基础语法和常用
指令,以便编写精确和高效的宏程序。
3
发那科宏程序编写环境搭建
FANUC用户宏程序详解 PPT

主要内容:
一、变量 二、运算指令 三、控制指令 四、简单练习 五、系统变量 六、宏程序调用
主程序
宏程序
宏程序的适用范围:
✓ 形状类似但大小不同(圆、方及其它) ✓ 大小相同但位置不同(组孔、阵列等) ✓ 特殊形状(椭圆、球等) ✓ 自动化功能(刀具长度测量、生产管理等) ✓ 其它
用<空>赋值
当#1=<空>时
#2=#1 ↓ #2=<空>
#2=#1﹡5 ↓ #2=0
#2=#1+#1 ↓ #2=0
当#1=0时
#2=#1 ↓ #2=0
#2=#1﹡5 ↓ #2=0
#2=#1+# 1 ↓ #2=0
条件表达式 指令
#2 EQ #1 #2 NE #1 #2 GT #1 #2 LT #1 #2 GE #1 #2 LE #1
• 改变引用变量的值的符号,要把负号放在#的前面
G00 X-#1;
• 当引用未定义的变量时,变量及地址字都被忽略
G00 X#1 Y#2; 当#1=0,#2为空时,
G00 X0;
• 程序号、顺序号和任选程序段跳转号不能使用变量
O#1; N#3 Y200.0; /#2 G00 X10.;
4.未定义变量
2.将光标移至欲设定的变量 号上。
• 键入变量号并按 键
• 按换页键 、
和
.变量的使用
表示方法
# i = <表达式>
将计算结果赋值 给对应的变量号
常数、变量、函数 和运算符的组合
#1= #2 + 100 ; #1= #2 + #18 * SIN[#5] ;
ROUND ABS
数控机床宏程序PPT课件

§2.4 数控系统指令代码—6
4)运算指令和转移指令(G65) 格式:G65 Hm P#i Q#j R#k ;
其中:m=01~99,Hm表示运算指令和转移指令的功能; #i:运算结果的变量名; #j,#k: 被运算的变量名,可以定为常量;
例: G65 H01 P#100 Q0;#100=0 G65 H02 P#100 Q#101 R#102;#100=#101+#102 G65 H84 P2000 Q#100 R#101; #100<#101时,转移到N2000程序段
G65 H32 P#103 Q#502 R#102 ;
X=X + rCOS(θi)
G65 H02 P#103 Q#500 R#103 ; G65 H31 P#104 Q#502 R#102 ;
Y=Y + rSIN(θi)
G65 H02 P#104 Q#501 R#104 ;
G90 G00 X#103 Y#104 ;第i孔定位
§2.4 数控系统指令代码—6
二.宏编程及其技术应用
椭圆
.
§2.4 数控系统指令代码—6
椭圆方程
.
§2.4 数控系统指令代码—6
椭圆拟合算法
.
§2.4 数控系统指令代码—6
用户宏程序
.
§2.4 数控系统指令代码—6
1.宏编程概念
➢ 宏程序:含有变量的程序。 ➢ 宏程序的最大特点:
➢以FANUC 0i数控系统为例介绍宏指令编程
.
§2.4 数控系统指令代码—6
宏程序调用示例
.
§2.4 数控系统指令代码—6
1.宏编程概念
➢ 宏程序类型:A、B。
FANUC 0系列只有A, 需用H指令
FANUC数车宏程序
x向精加工余量 z向精加工余量 半精精加工控制 进刀,准备精加工 角度初值 曲线加工 X Z
FANUC Oi-T
抛物线加工
加工下图所示抛物线孔,方程为Z=X2/16,换算成直径编程形式 为Z=X2/64,则X=sqrt[Z]/8。采用端面切削方式,编程零点放在
工件右端面中心,工件预钻有Φ30底孔。
回刀
• #3=#3+2 进刀
• END1 粗加工结束
• G0Z100 退刀
• X100
• S1200M3
• T0202
• G0X30Z2
• G0X80
• G1Z1.4 精加工定位
• #1=80 X初始值
• WHILE[#1GE30]DO1 精加工条件控制
• #2=[#1*#1]/64
Z值
• #1=#1-0.2
• 变量的赋值
程序中的地址
A B C D E F H I J K M
在宏程序体中的 变量
#1 #2 #3 #7 #8 #9 #11 #4 #5 #6 #13
程序中的地址
Q R S T U V W X Y Z
在宏程序体中的 变量
#17 #18 #19 #20 #21 #22 #23 #24 #25 #26
可粗一些,易保ห้องสมุดไป่ตู้加工质量。
精加工:一般应采用仿形加工,即半精车、精车各一次
• 椭圆轮廓的加工
对椭圆轮廓,其方程有两种形式。对粗加工,采用G71/G72走刀方 式时,用直角坐标方程比较方便;而精加工(仿形加工)用极坐标 方程比较方便。
极坐标方程
直角坐标方程:
注意:方程式中的X、Z为数车坐标轴,通常a<b,且X为直径值。
• #1=#2+100
数控加工之宏程序编程PPT课件
元 例:
宏
用 G65 P8000 L2 A10. B2.;
户 宏
调用2次程序号8000,经自变量A传递到宏程序
程 #1=10;自变量B传递到宏程序#2=2。
序
编
程
29
自变量指定Ⅰ
2024/1/26
.
单 元 宏
用 •根据使用的字母,CNC系统自动地决定自变量指定的类
户 型。
宏 程
•地址不需要按字母顺序指定。但应符合字地址的格式。
#0=0;给角度赋0初值
单 WHILE #0 LE 360;当角度≤360度时,执行循环体内容
元 宏
#1=40*COS[#0*PI/180];用椭圆的标准参数方程求动点M的X坐标值 #2=30*SIN[#0*PI/180];用椭圆的标准参数方程求动点M的Y坐标值
用 G01 X[#1] Y[#2] ;用直线插补指令加工至M点,即用直线段逼近椭圆
单 元
精简程序量。
宏
Hale Waihona Puke 一、基础知识用 户
1. 宏变量及常量
宏 (1) 宏变量
程 HNC-21/22T华中世纪星数控系统变量表示形式为# 后跟1~4位数字,变量种类
序 编 程
有三种: ①局部变量:#0~#49是在宏程序中局部使用的变量,用于存放宏程序中的数据
,断电时丢失为空。
2
一、基础知识
1、 宏变量及常量
2024/1/26
②全局变量:用户可以自由使用#50~#199,它对于由主程序调用的各子程序及各 宏程序来说是可以公用的,可以人工赋值。HNC-21/22T子程序嵌套调用的深度最 多可以有8层,每一层子程序都有自己独立的局部变量(变量个数为50)。
发那科椭圆圆周打孔宏程序
发那科椭圆圆周打孔宏程序
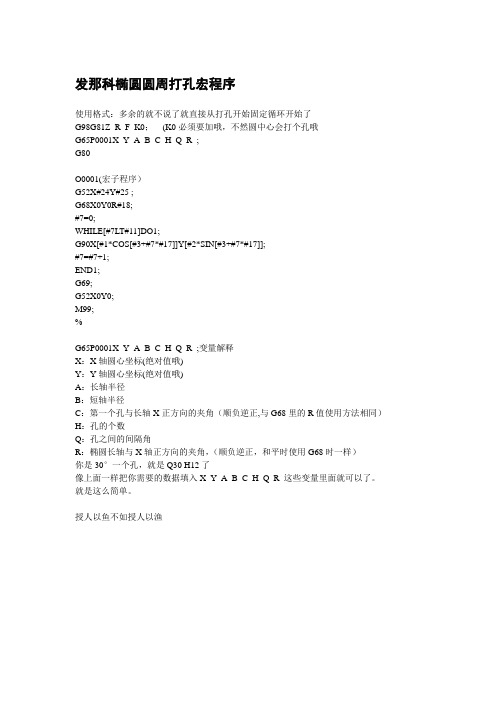
使用格式:多余的就不说了就直接从打孔开始固定循环开始了
G98G81Z_R_F_K0;(K0必须要加哦,不然圆中心会打个孔哦
G65P0001X_Y_A_B_C_H_Q_R_;
G80
----------------
O0001(宏子程序)
G52X#24Y#25 ;
G68X0Y0R#18;
#7=0;
WHILE[#7LT#11]DO1;
G90X[#1*COS[#3+#7*#17]]Y[#2*SIN[#3+#7*#17]];
#7=#7+1;
END1;
G69;
G52X0Y0;
M99;
%
------------------------------------
G65P0001X_Y_A_B_C_H_Q_R_;变量解释
X:X轴圆心坐标(绝对值哦)
Y:Y轴圆心坐标(绝对值哦)
A:长轴半径
B:短轴半径
C:第一个孔与长轴X正方向的夹角(顺负逆正,与G68里的R值使用方法相同)H:孔的个数
Q:孔之间的间隔角
R:椭圆长轴与X轴正方向的夹角,(顺负逆正,和平时使用G68时一样)
你是30°一个孔,就是Q30 H12了
像上面一样把你需要的数据填入X_Y_A_B_C_H_Q_R_这些变量里面就可以了。
就是这么简单。
---------------------------------
授人以鱼不如授人以渔
---------------------------------。
数控车宏程序编程方法及技巧.ppt

其中
为椭圆的离心角,
为椭圆的旋转角
两者不为一个值,关系为
tan
a b
tan
椭圆宏程序结构流程:
1.开始 2.给常量赋值
3.给变量赋值
4.计算坐标值
5.指令机床沿曲线移动X,Z坐标
6.变量递增或递减
7.判断是否到达终椭圆加工: 零件材料 45钢,毛 坯为 φ50mm×1 00mm,按 图要求完 成数控加 工程序。
宏程序用于系列零件的加工,此系列零件形状 相同,但是部分尺寸不同,如果将这些不同的尺寸 用宏变量表示,由程序自动将相关基点坐标进行计 算则可用同一个程序完成一个系列零件的加工。
以上图为例。该系列零件的右端面半球球径可取 R10与R15,可将球径用变量表示,编程原点设在工 件右端面中心,毛坯直径¢45.从图中可以看出编程所 需基点A·D ·E三点外,B ·C点均与球径R相关, 下面给出各基点坐标:
O0003;(椭圆加工子程序)
#101=20.;(椭圆长半轴)
#102=13.;(椭圆短半轴)
#103=20.;(起点处Z坐标)
N20 IF [#103 LT 1] GOTO 50;(如果Z值小于1跳转到50句)
#104 = SQRT[#101*#101 - #103*#103];(构造 #105 = #102*#104/#101;(构造 b a2 Z 2 )
#i=COS [#j]
正切 度
#i=TAN [#j]
反正切 #i=ATAN [#j] / [#k]
平方根 #i=SQRT [#j]
绝对值 #i=ABS [#j]
取整 #i=ROUND [#j]
单位: 单位: 单位: 单位:度
逻辑判断功能
等于:
Fanuc系统宏程序教程

15.用户宏程序用户宏程序允许使用变量、算术和逻辑运算及条件转移,使得编制相同加工操作的程序更方便,更容易。
可将相同加工操作编为通用程序,使用时,加工程序可用一条简单指令调出宏程序,和调用子程序完全一样。
15.1变量变量值可用程序或MDI面板上的操作改变。
#1=#2+100;G01 X#1 F300;说明:➢变量的表示变量用符号(#)和后面的变量号指定,例如:#1表达式可以用于指定变量号,例如:#[#1+#2-12]➢变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量#1—#33 局部变量只能用于宏程序存储数据,断电后初始化为空#100—#199 #500—#999 公共变量在不同的宏程序中意义相同,断电为空,断电保存#1000—系统变量用于读和写CNC运行时各种数据的变化,如刀具的当前位置和补偿值➢~-10或~10如果计算结果超出则发出P/S报警No.111 ➢小数点的省略#1=123 相当于#1=123.000➢变量的引用G01 X[#1+#2] F#3G00 X-#1当引用未定义的变量时,变量及地址号都被忽略,如#1=0,#2为空时,G00 X#1 Y#2; == G00 X0;➢限制程序号、顺序号和任选程序段跳转号不能使用变量。
如下面情况不能使用变量:O#1; 1#2 G00 X100.0; N#3 Y200.015.2系统变量(略)15.3算术和逻辑运算表算术和逻辑运算说明:➢角度单位函数SIN,COS,ASIN,ACOS,TAN,ATAN的角度单位是度。
➢ARCSIN #i=ASIN[#j] 取值范围如下:当参数(No.6004#0)NAT位设为0时,270°~90°当参数(No.6004#0)NA T位设为0时,-90°~90°当#j超出-1到1的范围时,发出P/S报警No.111常数可替代变量#j➢ARCCOS #i=ACOS[#j] 取值范围从180°~0°当#j超出-1到1的范围时,发出P/S报警No.111常数可替代变量#j➢运算次序 1.函数 2.乘除运算 3.加碱运算➢括号嵌套括号可以使用5级,包括函数内部使用的括号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变量的显示
1.按下MDI面板上 的功能键 OFFSET
SETTING
2.按几次 键, 直至出现
.
BEIJING-FANUC
3.按下
显示
宏程序变量值
.
BEIJING-FANUC 4.按 、
显示局部和公共 变量值
.
BEIJING-FANUC
公共变量的设定
1.找到显示公共变量的画面。
例: #[#2-1], #[#500/2]
▪ 可在程序段结尾加注释说明变量内容,需用括号封 闭。
.
例: #2=#3-1(TOOL NUMBER);
BEIJING-FANUC
变量的种类
变量号 变量类型
用途
#0
空变量
总为空
#1~#33
#100~#199 #500~#999
局部变量 公共变量
只能用在当前宏程序中存储变量, 断电后数据初始化
↓ 成立
#1 NE 0
↓ 不成立
#1 GE #0
↓ 成立
#1 GE #0
↓ 成立
#1 GT 0
#1 GT 0
↓
↓
.
不成立
不成立
BEIJING-FANUC
示例
.
BEIJING-FANUC
二、运算指令
• 运算命令的种类 • 运算顺序
.
BEIJING-FANUC
加减乘除
1.运算命令的种类
种类 加法 减法 乘法 除法
在不同的程序中意义相同,各宏程 序公用。断电后#100~#199初始化 为空, #500~#999数据保存
#1000~
系统变量 可用于读写CNC运行时的各种数据
.
BEIJING-FANUC
变量的范围
正值 0
负值
+10-29 ~ +1047 0
-10-29 ~ -1047
.
BEIJING-FANUC
#6(CCV) 复位(Reset)后,公共变量#100~#199
0: 清空
1: 不清空
#7(CLV) 复位(Reset)后,局部变量#1~#33
0: 清空
1: 不清空
.
BEIJING-FANUC
#4(NE9) 编辑程序号为9000~9999的程序
0: 不禁止 1: 禁止
#6(NPE) 程序登录时,对含有M02,M99,M30的程序段
BEIJING-FANUC
用户宏程序
.
BEIJING-FANUC
主要内容:
一、变量 二、运算指令 三、控制指令 四、简单练习 五、系统变量 六、宏程序调用
.
BEIJING-FANUC 主程序
宏程序
.
下一页
BEIJING-FANUC
宏程序的适用范围:
✓ 形状类似但大小不同(圆、方及其它) ✓ 大小相同但位置不同(组孔、阵列等) ✓ 特殊形状(椭圆、球等) ✓ 自动化功能(刀具长度测量、生产管理等) ✓ 其它
符号 + * /
格式 #i = #j + #k #i = #j - #k #i = #j*#k #i = #j / #k
.
BEIJING-FANUC
数据处理
种类 下取整 上取整 四舍五入 绝对值
函数名 FIX FUP
ROUND ABS
格式 #i = FIX[ #k ] #i = FUP[ #k ] #i =ROUND[ #k ] #i =ABS[ #k ]
• 把变量用于地址数据的时候,被引用变量的值根据地址 的最小设定单位自动地四舍五入 G01 X#1; 当#1赋值为12.3456时,实际指令值为G01 X12.346;
• 改变引用变量的值的符号,要把负号放在#的前面
G00 X-#1;
.
BEIJING-FANUC
• 当引用未定义的变量时,变量及地址字都被忽略
上一页
.
BEIJING-FANUC
宏程序与子程序的比较:
宏程序
子程序
使用变量
可使用变量
不可以使用变量
调用方式 G65 P_ L _<自变量赋值> ; M98 P_ _;
调用行有其 它NC指令时
无条件调用
先执行NC指令,再 调用子程序
嵌套
4重
4重
.
BEIJING-FANUC
宏程序相关的参数
#5(SBM) 用户宏程序语句中, 0: 单程序段不停止 1: 单程序段停止
G00 X#1 Y#2; 当#1=0,#2为空时,
G00 X0;
• 程序号、顺序号和任选程序段跳转号不能使用变量
O#1;
N#3 Y200.0;
.
/#2 G00 X10.;
BEIJING-FANUC
4.未定义变量
当变量值未定义时,这样的变量成为<空>变量
• 变量#0 总是空变量,它不能写只能读 未定义变量的引用
0: 视为登录结束
1: 不视为登录结束
.
BEIJING-FANUC
一、变量
• 变量的种类 • 变量的显示与设定 • 变量的使用 • 未定义变量
.
BEIJING-FANUC
1. 变量的种类
变量的表示 变量符号(#)+ 变量号
例: #10, #1005
▪ 表达式也可以用于指定变量号,需封闭在括号中。
当引用一个未定义的变量时,地址本身也被忽略
当#1=<空>时
G90 X100 Y#1 ↓
G90 X100
当#1=0时
G90 X100 Y#1 ↓
G90 X100 Y0
.
BEIJING-FANUC
未定义变量的计算
除了用<空>赋值以外,其余情况下<空>与0 相同
用<空>赋值
.
当#1=<空>时
#2=#1 ↓ #2=<空>
下取整(FIX):舍去小数点以下部分 上取整(FUP):将小数后部分进位到整数部分
#2=#1﹡5 ↓ #2=0
#2=#1+#1 ↓ #2=0
当#1=0时
#2=#1 ↓ #2=0
#2=#1﹡5 ↓ #2=0
#2=#1+# 1 ↓ #2=0
BEIJING-FANUC
条件表达式
EQ和NE中的<空>不同于0
当#1=<空>时
当#1=0时
#1 EQ #0
↓ 成立
#1 EQ #0
↓ 不成立
#1 NE 0
2.将光标移至欲设定的变量 号上。
• 键入变量号并按 键
• 按换页键 、
和
光标键将光标移至欲设定
的变量号上
3.键入数据并按
.
BEIJING-FANUC
3.变量的使用
表示方法
# i = <表达式>
将计算结果赋值 给对应的变量号
常数、变量、函数 和运算符的组合
#1= #2 + 100 ; #1= #2ቤተ መጻሕፍቲ ባይዱ+ #18 * SIN[#5] ;
.
BEIJING-FANUC
变量的定义
•当在程序中定义变量值时,小数点可以省略
#1 = 123;
#1 123.000
变量的引用
• 跟在地址后面的数值可用变量来代替。
G01 X10.0 F#1;
F
G01 X-[#1+#2] F#1;
把表达式放
.
在括号中
把#1值作为F 的指令值
BEIJING-FANUC