11-成型零件尺寸计算[33页]
成型零件尺寸计算
模块三 成型零件设计 任务三 成型零件尺寸的计算
一、项目导入
二、相关知识
三、项目实施
塑料成型工艺 与模具设计
一、 项目引入
本任务以食品盒盖(如图1-1所示)为载体,训练学生设计成 型零部件的能力。
图1-1 食品盒盖二维图形
图1-2 食品盒盖三维图形
塑料成型工艺 与模具设计
塑料成型工艺 与模具设计
二、相关知识
2. 影响塑件尺寸公差的因素
塑件的尺寸和精度主要取决于成型零件的尺寸和精度; 而成型零件的尺寸和公差必须以塑件的尺寸和精度及塑料的收缩率为依据。
塑件成型收缩的波动δs
成型零件的制造误差δz
成型零件的磨损δc
模具安装配合误差δj
塑料成型工艺 与模具设计
二、相关知识
塑料成型工艺 与模具设计
尺寸类型
计算公式
校核的条件
型 腔
径向尺寸 (直径、长、
(Lm )0z [(1 Scp%)Ls x]0z
(Smax-Smin)%Ls+δz+δc<Δ
磨
宽)
损 增 大
深度
(Hm )0z [(1 Scp%)Hs x']0z (Smax-Smin)%Hs+δz <Δ
型 芯
径向尺寸 (直径、长、
塑料成型工艺 与模具设计
二、相关知识
2. 影响塑件尺寸公差的因素
1.塑件的成型收缩δs
⑶成型收缩偏差δs产生的原因: 系统误差:计算收缩率与实际收缩的差异 偶然误差:成型时工艺的波动、材料批号的改变等
δs=(Smax-Smin) ×Ls
对于一副已制造好的模具,δs是引起塑件尺寸变化的主要因素 一般要求:成型收缩引起的塑件尺寸误差δs< Δ/3
成型零件尺寸计算

成型零件工件尺寸计算案例、塑料制品制品如图1所示,材料为ABS。
以下计算相关模具凹模、型芯的直径和高(深)度、螺纹直径以及孔的中心距尺寸。
图1制品尺寸二、计算1、确定模塑收缩率查模具设计手册得知,ABS的收缩率为0.4〜0.8%。
收缩率的平均值为:B 一% =0.6%2、确定制品尺寸公差等级,将尺寸按规定形式进行处理查常用塑料模塑公差等级表,对于ABS塑件标注公差尺寸取MT3 ,未注公差尺寸取MT5级,以满足模具制造和成型工艺控制,满足制品要求。
查得制品未注公差尺寸的允许偏差为双向偏差形式,按照尺寸形式的规定,作如下转换:塑件外径『' '内部小孔'一1一’'塑件高度三1顼二--------- 1 '-3、计算凹模、型芯工作尺寸...... …月—i.取模具制造公差五厂。
1)凹模尺寸径向尺寸'-V - - :'注J匕二[50.32 +50.32x0.006—"0.64]十年片口40.lt —〜,,,,、=(不保留小数位)高度尺寸、T.=21祁'H (不保留小数位)2)型芯尺寸大型芯径向尺寸 ,-',:-;一』'L」一 L '孩=[45+45x0.006 + 1、』0.361 顷==45.5 w (保留一位小数)大型芯高度尺寸二- 一-1"^ = 18+18x0.006 + jx0.2] …=18.2 (保留一位小数)或=[786 + 7.86 x O.OQ6 T E.28]小型芯径向尺寸=8 7叩(不保留小数位) 小型芯高度尺寸 f ,-L -:]'" 一 ,.... - ::-.J . - 22-i :::=2.2两个小型芯固定孔的中心距匕M =【£$+£孩性】土*%皿上二【30+30x0.006]土于 _3。
2 +。
35-3U.2 H U.U35取制造公差为土 U.U1,因土 U.U1V 土 U.U35,满足要求,故最后确定两小型芯固定孔的中 心距为上=30 2 + 0 014、计算螺纹型芯和螺距工作尺寸 查普通金属螺纹基本尺寸标准(GB197 — 81),得:OB.。
3.4.3成型零件的尺寸计算
标注公差:49.95+0.6/3
500..15 0 05 圆整:
19
第三章 注塑成型模具
七、螺纹型芯与型环的尺寸计算
1、螺纹型芯的径向尺寸
目的与要求 重点和难点
2013年7月15日
螺纹型芯中径:
dm中 (1 Scp )d s中 中
成型零件尺寸计算 计算实例 型腔壁厚底板厚 思考与练习
平均收缩率Scp
模具磨损量 δc= Δ /6 模具制造公差 δz= Δ /3
成型零件尺寸计算 计算实例 型腔壁厚底板厚 思考与练习
按平均值计算方法可得:
δz δc Δ Δ L M (L s - ) (L s - ) Scp 2 2 2 2
整理得:
3 L M L s L s Scp - 4
2
第三章 注塑成型模具
§3.4.3 成型零件的尺寸计算
一、成型零件的工作尺寸
目的与要求 重点和难点
2013年7月15日
成型零件工作尺寸包括:‴型芯和型腔的径向尺寸 ‴型芯和型腔的深度尺寸 ‴中心距尺寸
成型零件尺寸计算 计算实例 型腔壁厚底板厚 思考与练习
3
第三章 注塑成型模具
§3.4.3 成型零件的尺寸计算
7.型芯上的孔边距计算
目的与要求 重点和难点
2013年7月15日
LM (Ls LsScp /24) z /2
成型零件尺寸计算 计算实例 型腔壁厚底板厚 思考与练习
23
第三章 注塑成型模具
§3.4.3 成型零件的尺寸计算
六、中心距与孔边距的计算
8.螺纹成型件的尺寸计算
目的与要求
2013年7月15日
2 3
标注公差后得: H M (H s H s Scp
成型零件的尺寸计算

2021年4月2日
§3.3.3 成型零件的尺寸计算
六、中心距与孔边距的计算
5.中心距尺寸计算(平均值法)
其中:
CM
(Cs
Cs
Scp
)
z 2
中心距制造公差δz=(1/3~1/6)Δ或查教材表3-5孔间距公差
6.凹模上的孔边距计算(平均值法)
此时凹模存在单边磨损,最大磨损量为δc/2。
2021年4月2日
§3.3.3 成型零件的尺寸计算
四、型腔和型芯径向尺寸计算
2.型芯径向尺寸计算
标注公差后得:
lM
(ls
lsScp
3 4
)0-z
※式中Δ前的系数可取在1/2~3/4之间
※有脱模斜度时径向尺寸确定
当脱模斜度不包括在塑件公差范围内时:
塑件上外形以大端为准,斜度取向小端; 模具型腔以大端为准,斜度取向小端。 只检验大端尺寸:LM=[Ls+LsScp–(3/4)Δ]+δz 塑件上的孔以小端为准,斜度取向大端; 模具型芯以小端为准,斜度取向大端。 只检验小端尺寸第:1l1M页=[/共ls3+4l页sScp +(3/4)Δ]-δz
⑵公制普通螺纹型芯工作尺寸计算 螺纹型芯中径尺寸 d2M-δz=(D2s+D2sScp+b)-δz 螺纹型芯大径尺寸 dM-δz=(Ds+DsScp+b)-δz 螺纹型芯小径尺寸 d1M-δz=(D1s+D1sScp+b)-δz
第17页/共34页
2021年4月2日
§3.3.3 成型零件的尺寸计算
六、中心距与孔边距的计算
第12页/共34页
2021年4月2日
§3.3.3 成型零件的尺寸计算
轴端密封盖成型零件部尺寸的计算
7 成型零件的设计本模具拟用侧向成型块和动模型芯及定模型芯来构造塑件型腔。
侧向成型块采用整体式。
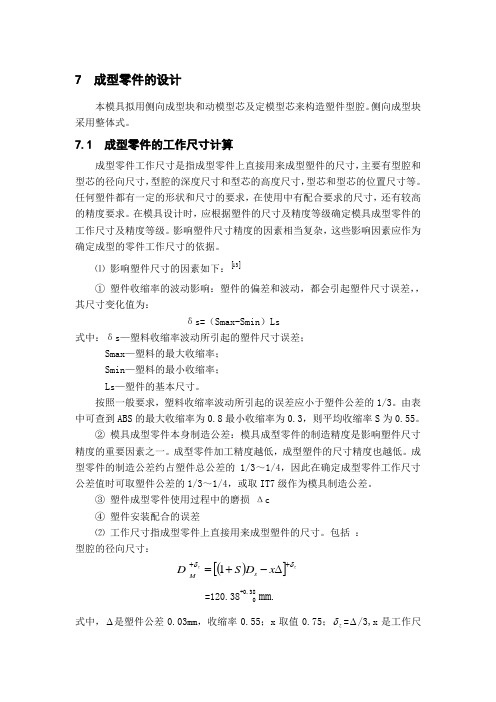
7.1 成型零件的工作尺寸计算成型零件工作尺寸是指成型零件上直接用来成型塑件的尺寸,主要有型腔和型芯的径向尺寸,型腔的深度尺寸和型芯的高度尺寸,型芯和型芯的位置尺寸等。
任何塑件都有一定的形状和尺寸的要求,在使用中有配合要求的尺寸,还有较高的精度要求。
在模具设计时,应根据塑件的尺寸及精度等级确定模具成型零件的工作尺寸及精度等级。
影响塑件尺寸精度的因素相当复杂,这些影响因素应作为确定成型的零件工作尺寸的依据。
⑴ 影响塑件尺寸的因素如下:[]13① 塑件收缩率的波动影响:塑件的偏差和波动,都会引起塑件尺寸误差,,其尺寸变化值为:δs=(Smax-Smin )Ls 式中:δs —塑料收缩率波动所引起的塑件尺寸误差;Smax —塑料的最大收缩率;Smin —塑料的最小收缩率;Ls —塑件的基本尺寸。
按照一般要求,塑料收缩率波动所引起的误差应小于塑件公差的1/3。
由表中可查到ABS 的最大收缩率为0.8最小收缩率为0.3,则平均收缩率S 为0.55。
② 模具成型零件本身制造公差:模具成型零件的制造精度是影响塑件尺寸精度的重要因素之一。
成型零件加工精度越低,成型塑件的尺寸精度也越低。
成型零件的制造公差约占塑件总公差的1/3~1/4,因此在确定成型零件工作尺寸公差值时可取塑件公差的1/3~1/4,或取IT7级作为模具制造公差。
③ 塑件成型零件使用过程中的磨损 Δc④ 塑件安装配合的误差⑵ 工作尺寸指成型零件上直接用来成型塑件的尺寸。
包括 :型腔的径向尺寸:()[]z zx D S D s M δδ++∆-+=1 =120.38+0.38 0mm .式中,∆是塑件公差0.03mm ,收缩率0.55;x 取值0.75;z δ=∆/3,x 是工作尺寸的制造与使用修正系数,此处取0.5。
型腔的深度尺寸:()z z Hs S H M δδ++⎥⎦⎤⎢⎣⎡∆-+=321 =60.09+0.12 0mm 型芯的径向尺寸:()[]z z x ds S d M δδ--∆++=1=107.010 -0.19mm型芯的高度尺寸:()zzs M h S h δδ--⎥⎦⎤⎢⎣⎡∆++=321 =40.410 -0.09mm型芯的中心距尺寸:L M =(L 塑件 + L 塑件×S 均)±δz /2=80.28+-0.11。
成型零部件的工作尺寸计算
工作尺寸计算
计算实例
思考与练习
第3章 塑料模具设计基本知识 2021/6/26 四、成型零件工作尺寸计算
问题 目的与要求
重点难点 影响因素 工作尺寸计算 计算实例 思考与练习
第3章 塑料模具设计基本知识
§3.3 成型零件的工作尺寸计算
四、成型零件工作尺寸计算
1.型腔径向工作尺寸计算
2021/6/26
§3.3 成型零件的工作尺寸计算
五、计算实例二(Example)
2021/6/26
问题 目的与要求
重点难点 影响因素 工作尺寸计算 计算实例 思考与练习
查表得塑料收缩率为: Smax=0.01 Smin=0.006 故:Scp=0.008
分析塑件的最高精度为 MT3
模具制造精度取:Δ/3
第3章 塑料模具设计基本知识 2021/6/26
4.模具的安装配合误差δj
模具活动成型零件和配合间隙的变化会引起塑件工作尺寸的变化
※塑件可能产生的最大误差δ为各种误差的总和: δ=δz+δc+δs+δj
※塑件的公差Δ应大于或等于各种因素引起的积累误差之和δ, 即Δ≥δ ※模具制造公差δz ,模具的磨损δc 和成型收缩的波动δs 是 影响塑件公差的主要因素。
⑵公制普通螺纹型芯工作尺寸计算 螺纹型芯中径工作尺寸 d2M 0-δz=(d2s+d2sScp+b)0-δz 螺纹型芯大径工作尺寸 dM 0-δz=(ds+dsScp+b)0-δz 螺纹型芯小径工作尺寸 d1M 0-δz=(d1s+d1sScp+b)0-δz
第3章 塑料模具设计基本知识 2021/6/26
第3章 塑料模具设计基本知识 2021/6/26
成型零件的工作尺寸

强度刚度校 核
思考与练习
型芯大端尺寸: lM=[ls+lsS+(3/4)Δ ]-δz 型芯小端尺寸: lM小=[lM–(1/4~1/2)Δ ]-δz
第6章 成型零部件设计
四、成型零件工作尺寸计算
3.型腔深度尺寸计算
问题
2018/11/15
§6.2 成型零件工作尺寸的计算
基本内容
重点难点 工作尺寸计 算 计算实例
第6章 成型零部件设计
二、影响塑件尺寸公差的因素
问题
2018/11/15
§6.2 成型零件工作尺寸的计算
4.模具的安装配合误差δj
模具活动成型零件和配合间隙的变化会引起塑件尺寸的变化 ※塑件可能产生的最大误差δ为各种误差的总和: δ=δz+δc+δs+δj+δa ※塑件的公差Δ 应大于或等于各种因素引起的积累误差之和 δ,即Δ ≥δ ※模具制造公差δz ,模具的磨损δc 和成型收缩的波动δs 是影响塑件公差的主要因素。
强度刚度校 核
思考与练习
第6章 成型零部件设计
目的与要求:
2018/11/15
1.会运用公式计算成型零件工作部分的尺寸。
问题
基本内容
重点难点 工作尺寸计 算 计算实例
重点和难点: 掌握公式运用
强度刚度校 核
思考与练习
第6章 成型零部件设计
一、成型零件的工作尺寸
问题
2018/11/15
§6.2 成型零件工作尺寸的计算
基本内容
重点难点 工作尺寸计 算 计算实例
强度刚度校 核
思考与练习
第6章 成型零部件设计
二、影响塑件尺寸公差的因素
问题
2018/11/15
成型零部件的工作尺寸计算

※塑件脱模时的摩擦(型腔变大、型芯变小、中心距工作尺寸不变) ※料流的冲刷 ※腐蚀性气体的锈蚀 ※模具的打磨抛光
2019/2/12
二、影响塑件工作尺寸公差的因素
2.成型零件的磨损δ c
垂直于脱模方向的模具表面不考虑磨损。 平行于脱模方向的模具表面要考虑磨损。
塑件成型收缩的波动δ
s
成型零件的制造误差δ
z
成型零件的磨损δ
c
模具安装配合误差δ
j
2019/2/12
二、影响塑件工作尺寸公差的因素
1.塑件的成型收缩δ s
⑴成型收缩率δ s :δs =(Smax-Smin) Ls 对于一副已制造好的模具,δ s是引起塑件尺寸变化的主要因素
一般要求:成型收缩引起的塑件尺寸误差δ s< Δ /3
其中:
中心距制造公差δ z=(1/3~1/6)Δ
2019/2/12
四、成型零件工作尺寸计算
6.螺纹成型件的工作尺寸计算
⑴公制普通螺纹型环工作尺寸计算 螺纹型环中径工作尺寸 D2M
0 +δ z=(D ) +δ z 2s+D2sScp–b 0
螺纹型环大径工作尺寸 DM
0
+δ z=(D
0
s+DsScp–b)0
螺纹型芯小径工作尺寸 d1M
2019/2/12
四、成型零件工作尺寸计算
6.螺纹成型件的工作尺寸计算
⑶螺距工作尺寸计算 螺纹型芯螺距:
z P (P P S ) M s s cp 2
式中:PM ——螺纹型芯螺距
Ps ——塑件内螺纹螺距基本工作尺寸
成型零件尺寸计算
④模具安装配合误差δj ,主要受配合间隙影响,对于过盈配合, 不存在此误差。 ⑤水平飞边厚度的波动δf :对于压铸模和注塑模,水平飞边厚 度很薄,影响较小。 塑件可能产生的最大误差δ = δz + δc +δs +δj +δf 塑件的公差值应大于或等于上述各种因素引起的积累误差: 即:∆≥δ
径向尺寸
4 3
深度尺寸:
LM=(HS+HSSCP - 2 ∆) 0+ δz
3
2.型芯尺寸:
径向尺寸: LM=(LS+LSSCP + 4 ∆) - δz 0
3
高度尺寸: HM=(HS+HSSCP + ∆) - δz 0
3 2
3.中心距尺寸:
LM=(LS+LSSCP )± 2
z
4.螺纹型环尺寸:
大径尺寸: DM=(d S+ d S SCP - b)0+ δz 中径尺寸: D2M=(d2S+d2SSCP - b)0+ δz
(2)轴类尺寸(B类)
该类尺寸属被包容尺寸(或广义的轴),与塑料熔体或塑件之间产生摩擦磨 损之后,具有变小的趋势 。属这类尺寸的有:型芯高度、型芯径向尺寸等。
(3)中心距类尺寸(C类)
该类尺寸不受摩擦磨损影响,因此可视为一种不变尺寸。属于这类尺寸的 有:孔间距、型芯间距和孔中心与型芯中心的距离。
塑件及成型零件尺寸标注方法
=(30+30×0.008)± = 30.24±0.03mm
6.螺纹型芯大径尺寸:
dM=(DS+DSSCP + b) 0- δz
=(8+8×0.008 + 0.20) 0- 0.03
注塑模具设计资料荟萃-注塑模成型零件工作尺寸计算
文章编号:100624710(2001)022*******注塑模成型零件工作尺寸计算马建辉,严 翔(西安理工大学机械与精密仪器工程学院,陕西西安710048)摘要:提出了一种用极值法计算注塑模成型零件工作尺寸的方法,说明了该方法在实际计算中的应用,进而推导出了不同情况下注塑模成型零件工作尺寸的计算公式,并以表格形式给出。
经实例验证表明这些计算公式均能满足塑件要求。
关键词:注塑模;零件尺寸;塑件尺寸;极值法中图分类号:T G 76 文献标识码:AThe Ca lcula ti on of W ork i n g Si zes of I n jecti on M old Shap i n g PartsM A J ian 2hui ,YAN X iang(X i ’an U n iversity of T echno l ogy ,X i ’an 710048,Ch ina )Abstract :T h is paper suggests an ex tre m e value m ethod to calculate the w o rk ing sizes of in jecti on mo ld shap ing parts ,and exp lain s the app licati on of th is m ethod in p racticalcalculati on s .A nd at the sa m e ti m e ,the calculati on fo r m ula fo r the w o rk ing sizes of in jecti onmo ld shap ing parts in differen t cases are further deduced .T hese fo r m ula tested th rough thep ractical exa mp les can satisfy the require m en ts of p lastic parts.Key words :in jecti on mo ld ;part size ;p lastic part size ;ex tre m e value m ethod1 问题提出注塑模成型零件工作尺寸是指模具成型零件上用以直接成型塑件部位的尺寸。
成型零部件工作尺寸计算及浇注系统平衡
6.2.2 型腔和型芯径向尺寸的计算
塑件基本尺寸 Ls是最大尺寸,其公差△为负偏差,如果塑 件上原有的公差的标注与此不符,应按此规定转换为单向负偏 差。 模具型腔的基本尺寸Lm是最小尺寸,公差为正偏差。 (1)型腔径向尺寸
L
l
z m 0
1 S Ls 0.5 ~ 0.75 0
t2,4 0.81 mm
b2,4 2.43 mm
(3)其他三组浇口的截面尺寸
根据BGV值相等原则: Ag1 Ag 3,5 1.98 BGV 0.16 26 26 26 1.25 80 2 1.25 80 1.25 2 2 2
Ag1 3t12 0.72 m m2
补充: 浇注系统的平衡
在一般多型腔注射模浇注系统设计中,浇口截面 通常采用矩形或圆形点浇口,浇口截面积Ag与分流道 截面积Ar的比值取:
Ag : Ar 0.07 ~ 0.09
矩形浇口的截面宽度 b 为其厚度 t 的 3 倍,即 b=3t , 各浇口的长度相等。在上述前提下,进行浇口的平 衡计算。
(3) 成型尺寸计算(制造公差按Δ/3计算)
1)型腔径向尺寸:
L
z m 0
1 S Ls 0.5 ~ 0.75 0
z
Lm 50.321 0.006 0.75 0.640
0.21 50.10
0.64 / 3
2)型腔深度尺寸:
H
Φ
制品的尺寸
成型零件工件尺寸计算示例
制品如图所示,材料为 ABS 。最大收缩率 Smax=0.7%,最 小收缩率Smin=0.5%。取模具制造公差为δz=Δ/3,现计算模具 成型零件的工作尺寸。
成型零部件的工作尺寸计算35页PPT
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
成型零件的尺寸计算PPT文档共37页
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比
Hale Waihona Puke 谢谢你的阅读❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
成型零件工作尺寸计算实例

成型零件工作尺寸计算实例
如图所示塑件,其材料为U165绝缘酚醛塑料粉,求该塑件压缩模的成型零件工作尺寸。已知 , , , , , , , , , 。
解:
1、由已知条件,查得该塑料的收缩率为0.6~1.0%,
求塑料的平均收缩率
S=(0.6%+1.0%)/2=0.8%
2、尺寸换算
将 换算为 ;
将 换算为 ;
将 换算为 ;
模具制造公差取 ,模具的磨损取δc=Δ/6
3、型腔尺寸计算
=
=
=
=
=
=
=
=
4、型芯尺寸计算
=ቤተ መጻሕፍቲ ባይዱ
=
=
=
=
=
=
=
5、中心距尺寸计算
=
=
6、标注尺寸
(略)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成型零部件设计
2020/10/30
问题 基本内容
四、成型零件工作尺寸计算
2.型芯径向尺寸计算
※有脱模斜度时径向尺寸确定
重点难点
工作尺寸计 算
计算实例
强度刚度校 核
思考与练习
当脱模斜度不包括在塑件公差范围内时:
塑件上外形以大端为准,斜度取向小端; 模具型腔以大端为准,斜度取向小端。 只检验大端尺寸:LM=[Ls+LsS–(3/4)Δ]+δz 塑件上的孔以小端为准,斜度取向大端; 模具型芯以小端为准,斜度取向大端。 只检验小端尺寸:lM=[ls+lsS +(3/4)Δ]-δz
※ 塑料的平均收缩率的计算公式:
成型零部件设计
2020/10/30
三、成型零件工算 计算实例 强度刚度校
核 思考与练习
※塑件与成型零件尺寸标注方法:
轴类尺寸采用基轴制,标负差 孔类尺寸采用基孔制,标正差 中心距尺寸公差带对称分布,标正负差
成型零部件设计
2020/10/30
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
2.成型零件的制造误差δz
模具制造公差占塑件总公差的三分之一左右:δz=Δ/3 或取IT7-IT8级作为模具的制造公差。
3.成型零件的磨损δc 中小型塑件模具:δc=Δ/6
成型零件磨损的原因:
磨损量的大小取决于塑料品种、模具材料及热处理。
小批量生产时,δc取小值,甚至可以不考虑。 玻璃纤维塑料磨损大,δc应取大值。 模具材料耐磨,表面强化好,δc应取小值。
小型塑件的模具磨损对塑件影响较大。
成型零部件设计
2020/10/30
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
计算实例
强度刚度校 核
思考与练习
整理得: 标注制造公差后得:
※式中Δ前的系数可取在1/2~3/4之间
成型零部件设计
2020/10/30
四、成型零件工作尺寸计算
问题 基本内容
2.型芯径向尺寸计算
标注公差后得:
重点难点
※式中Δ前的系数可取在1/2~3/4之间
工作尺寸计 算
计算实例
强度刚度校 核
思考与练习
重点难点
工作尺寸计 算
计算实例
强度刚度校 核
思考与练习
成型零部件设计
2020/10/30
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
塑件的尺寸和精度主要取决于成型零件的尺寸和精度;
而成型零件的尺寸和公差必须以塑件的尺寸和精度及塑 料的收缩率为依据。
核 思考与练习
1.塑件的成型收缩δs
⑶成型收缩偏差δs产生的原因: 系统误差:计算收缩率与实际收缩的差异 偶然误差:成型时工艺的波动、材料批号的改变等
δs=(Smax-Smin) ×Ls
对于一副已制造好的模具,δs是引起塑件尺寸变化的主要因素 一般要求:成型收缩引起的塑件尺寸误差δs< Δ/3
成型零部件设计
核 思考与练习
4.模具的安装配合误差δj
模具活动成型零件和配合间隙的变化会引起塑件尺寸的变化
※塑件可能产生的最大误差δ为各种误差的总和: δ=δz+δc+δs+δj+δa
※塑件的公差Δ应大于或等于各种因素引起的积累误差之和δ, 即Δ≥δ ※模具制造公差δz ,模具的磨损δc 和成型收缩的波动δs 是 影响塑件公差的主要因素。
问题 基本内容 重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
2020/10/30
成型零部件设计
2020/10/30
四、成型零件工作尺寸计算
问题
基本内容
重点难点 工作尺寸计
算
1.型腔径向尺寸计算
已知:塑件尺寸
(L
s
)
0
平均收缩率 S
按平均值计算方法可得:
模具磨损量 δc= Δ/6 模具制造公差 δz= Δ/3
成型零部件设计
2020/10/30
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
目的与要求: 1.会运用公式计算成型零件工作部分的尺寸。
重点和难点: 掌握公式运用
成型零部件设计
成型零件工作尺寸的计算
一、成型零件的工作尺寸
2020/10/30
问题 基本内容
成型零件工作尺寸包括:※型芯和型腔的径向尺寸 ※型芯和型腔的深度尺寸 ※中心距尺寸
成型零部件设计
问题 基本内容 重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
2020/10/30
知之者不如好知者, 好知者不如乐知者。
——孔子《论语》
成型零部件设计
2020/10/30
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
问题: 1.如何计算成型零件工作尺寸? 2.怎么样计算和校核模具型腔侧壁和底板的厚度?
模具型腔在室温下的尺寸:Lm=Ls+S×Ls
⑵影响塑件收缩的因素(产生偶然误差) ※塑料品种 ※塑件特点 ※模具结构 ※成型方法及工艺条件(料筒温度、注射 压力、注射速度、模具温度)
成型零部件设计
2020/10/30
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
成型零部件设计
2020/10/30
三、成型零件工作尺寸计算方法
问题 ※ 成型零件尺寸的计算方法有:平均值法和极限值法
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
平均值法:按平均收缩率、平均磨损量和平均制造 公差为基准的计算方法。
※ 计算模具成型零件最基本的公式: Lm=Ls(1+S)
大型塑件模具:δc<Δ/6
※塑件脱模时的摩擦(型腔变大、型芯变小、中心距尺寸不变) ※料流的冲刷
※腐蚀性气体的锈蚀
※模具的打磨抛光
成型零部件设计
2020/10/30
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
3.成型零件的磨损δc
垂直于脱模方向的模具表面不考虑磨损。 平行于脱模方向的模具表面要考虑磨损。
塑件成型收缩的波动δs 成型零件的磨损δc
成型零件的制造误差δz 模具安装配合误差δj
成型零部件设计
2020/10/30
§6.2 成型零件工作尺寸的计算
二、影响塑件尺寸公差的因素
问题
基本内容
重点难点 工作尺寸计
算 计算实例 强度刚度校
核 思考与练习
1.塑件的成型收缩δs
⑴成型收缩率S:室温下塑件尺寸Ls与模具尺寸Lm的相对差值。 S =(Lm-Ls)/ Ls