2020最新创作模具维护保养记录表Excel模板
合集下载
模具定期保养记录表
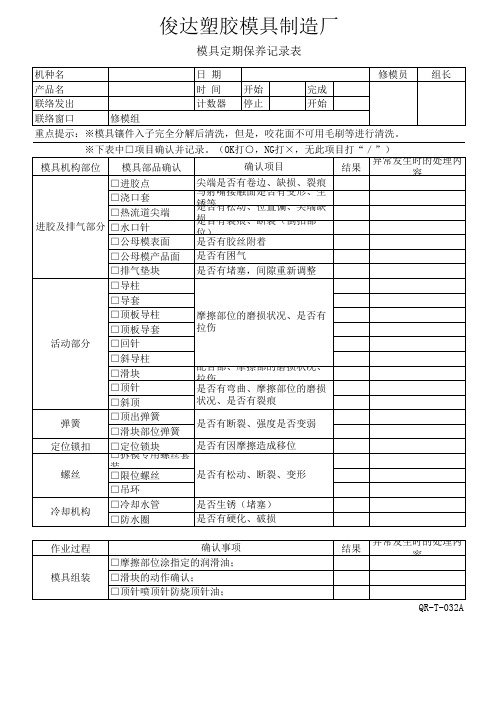
俊达塑胶模具制造厂
模具定期保养记录表
机种名 日 期 修模员 产品名 时 间 开始 完成 联络发出 计数器 停止 开始 修模组 联络窗口 重点提示:※模具镶件入子完全分解后清洗,但是,咬花面不可用毛刷等进行清洗。 ※下表中□项目确认并记录。(OK打○,NG打×,无此项目打“/”) 模具机构部位 模具部品确认 确认项目 尖端是否有卷边、缺损、裂痕
与射嘴接触面是否有变形、生锈等组长源自结果 异常发生时的处理内容
□进胶点 □浇口套 □热流道尖端 进胶及排气部分 □水口针 □公母模表面 □公母模产品面 □排气垫块 □导柱 □导套 □顶板导柱 □顶板导套 活动部分 □回针 □斜导柱 □滑块 □顶针 □斜顶 □顶出弹簧 弹簧 □滑块部位弹簧 定位锁扣 □定位锁块
□拆模专用螺丝套装
是否有松动、位置偏、尖端缺损 是否有裂痕、断裂(倒扣部位)
是否有胶丝附着 是否有困气 是否有堵塞,间隙重新调整
摩擦部位的磨损状况、是否有拉伤
配合部、摩擦部的磨损状况、拉伤
是否有弯曲、摩擦部位的磨损状况、是否有裂痕
是否有断裂、强度是否变弱 是否有因摩擦造成移位 是否有松动、断裂、变形 是否生锈(堵塞) 是否有硬化、破损 结果 异常发生时的处理内容
螺丝
冷却机构
□限位螺丝 □吊环 □冷却水管 □防水圈
作业过程 模具组装
确认事项 □摩擦部位涂指定的润滑油; □滑块的动作确认; □顶针喷顶针防烧顶针油;
QR-T-032A
模具定期保养记录表
机种名 日 期 修模员 产品名 时 间 开始 完成 联络发出 计数器 停止 开始 修模组 联络窗口 重点提示:※模具镶件入子完全分解后清洗,但是,咬花面不可用毛刷等进行清洗。 ※下表中□项目确认并记录。(OK打○,NG打×,无此项目打“/”) 模具机构部位 模具部品确认 确认项目 尖端是否有卷边、缺损、裂痕
与射嘴接触面是否有变形、生锈等组长源自结果 异常发生时的处理内容
□进胶点 □浇口套 □热流道尖端 进胶及排气部分 □水口针 □公母模表面 □公母模产品面 □排气垫块 □导柱 □导套 □顶板导柱 □顶板导套 活动部分 □回针 □斜导柱 □滑块 □顶针 □斜顶 □顶出弹簧 弹簧 □滑块部位弹簧 定位锁扣 □定位锁块
□拆模专用螺丝套装
是否有松动、位置偏、尖端缺损 是否有裂痕、断裂(倒扣部位)
是否有胶丝附着 是否有困气 是否有堵塞,间隙重新调整
摩擦部位的磨损状况、是否有拉伤
配合部、摩擦部的磨损状况、拉伤
是否有弯曲、摩擦部位的磨损状况、是否有裂痕
是否有断裂、强度是否变弱 是否有因摩擦造成移位 是否有松动、断裂、变形 是否生锈(堵塞) 是否有硬化、破损 结果 异常发生时的处理内容
螺丝
冷却机构
□限位螺丝 □吊环 □冷却水管 □防水圈
作业过程 模具组装
确认事项 □摩擦部位涂指定的润滑油; □滑块的动作确认; □顶针喷顶针防烧顶针油;
QR-T-032A
模具定期保养记录表

模具定期保养记录表
模具类别 客户名称 序号 保养项目
保养标准
保养日期 摆放区域
保养记录
一
模具归类摆放
按规定区域摆放整齐并保 持周边环境整洁、干净
二
模具表面清理 无生锈、油污、飞尘等杂
干净
物
三
喷防锈剂
模具内部型腔、零部件必 须适度喷防锈剂防止生锈
四 导柱、导套
导柱、导套间隙≦ 0.015mm
五
弹簧
弹簧无断裂、损伤,使用 次数达40H即更换
六
滑块
无损伤,活动顺畅
无>10mm裂纹,无变形和
七
模板 缺损,配合部分单边磨损
Байду номын сангаас
≦0.015mm
八
型腔
无磨损,要求成型尺寸和 外观符合产品尺寸及要求
九 顶针及顶针板 落料、脱料顺畅
十
其它
保养人:
主管审核:
模具类别 客户名称 序号 保养项目
保养标准
保养日期 摆放区域
保养记录
一
模具归类摆放
按规定区域摆放整齐并保 持周边环境整洁、干净
二
模具表面清理 无生锈、油污、飞尘等杂
干净
物
三
喷防锈剂
模具内部型腔、零部件必 须适度喷防锈剂防止生锈
四 导柱、导套
导柱、导套间隙≦ 0.015mm
五
弹簧
弹簧无断裂、损伤,使用 次数达40H即更换
六
滑块
无损伤,活动顺畅
无>10mm裂纹,无变形和
七
模板 缺损,配合部分单边磨损
Байду номын сангаас
≦0.015mm
八
型腔
无磨损,要求成型尺寸和 外观符合产品尺寸及要求
九 顶针及顶针板 落料、脱料顺畅
十
其它
保养人:
主管审核:
模具定期保养点检表

模具定期保养检查记录表
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位板有无变形。
顶针板,归位板平面度良好
9
滑块、斜销、斜顶出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
联接牢固,无滑丝现象
11
热流道及接线器
感温线、加热线漏电测试
感温线,加热线异电良好,无漏电现象
12
水路保养
检查有无堵塞,漏水现象
水路保持畅通,无堵塞,漏水现象
ห้องสมุดไป่ตู้13
各成型零件及成型表面检查
成型表面有划伤、划痕等情况维修
成型表面无损伤、划痕、成型零件无变形等不良
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位板有无变形。
顶针板,归位板平面度良好
9
滑块、斜销、斜顶出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
联接牢固,无滑丝现象
11
热流道及接线器
感温线、加热线漏电测试
感温线,加热线异电良好,无漏电现象
12
水路保养
检查有无堵塞,漏水现象
水路保持畅通,无堵塞,漏水现象
ห้องสมุดไป่ตู้13
各成型零件及成型表面检查
成型表面有划伤、划痕等情况维修
成型表面无损伤、划痕、成型零件无变形等不良
模具维修保养记录
Department head
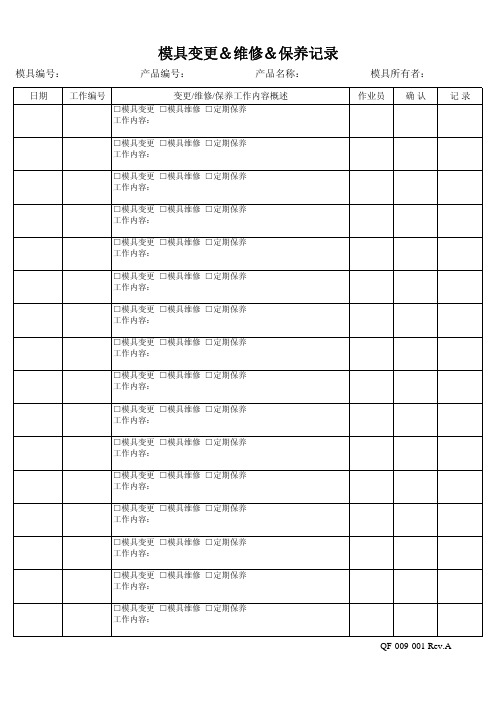
QF-009-002 Rev.A
MOLd Maintenance Schedule
模具定期保养记录表
Mold 机种名称
P/N 模具编号
Production tine 生产啤数
NO. 项次
1
2
3
Maintenance ltem 保养项目 模具表面和模腔内油污、脏物、异物 、锈斑及灰尘. 模具灌嘴
模具变更&维修&保养记录
模具编号:______________ 产品编号:____________ 产品名称:____________ 模具所有者:___________
日期
工作编号
变更/维修/保养工作内容概述
□模具变更 □模具维修 □定期保养 工作内容:
作业员 确 认
记录
□模具变更 □模具维修 □定期保养 工作内容时间:__________________
Drawings/Samples 图纸/样板
Reasoms: □damaged man made 人为损坏 Estimaled finishing time: 申请完成时间: ___________________
分模表面及各擦破,靠破面
Maintcnance Metl1od 保养方法
用抹布、模具清洗剂擦拭;气枪吹 扫;油石省模 清除灌嘴内残留塑胶料;用抹布、模 具清洗剂擦拭表面 清洁擦破、靠破锈斑;检查有无拉伤 、撞伤
Standard 合格标准 手感清洁、无拉伤、撞伤
灌嘴内孔无残留物,表面光滑
无锈斑累渍、及拉伤、撞伤之情况
Cheeked by: 检查人: _______________
Reviewed by tooling department 工模部
模具日常保养记录表

8: 00~9:
00
11:30~ 12:30
17:00~ 18:00
20:00~ 21:00
13:30~ 14:30
3:30~4 :30
8: 00~9:
00
11:30~ 17:00~ 12:30 18:00
20:00~ 13:30~ 21:00 14:30
3:30~4 :30
无漏水,无堵 塞,无破损
2.每副模具一张,订单生产完后更换另外一张,下模后将此表同模具一同交模具保管员; 3.在保养模具时一定要关掉主机电源。 ZM-QR-029-A/0
无漏水,无堵 塞,无破损
检查分型面、型 检查及清理: 腔、滑块是否粘 用小铁铲及铜 铝、压塌、污垢 刷清理
表面无粘铝无污 垢
检查排气道、溢 检查及清理: 流槽、溢流口是 用小铁铲及铜
否堵塞、粘铝 刷清理
表面无粘铝无污 垢
保养人签名 本班生产订单量
领班签名
模具异常说明
注意事项:1.检查保养模具时一定要关掉主机电源;2.严禁用顶针钢刷清理模具;3.注意不能碰伤、刮伤模具型腔模芯等产品部位;4.清理型腔用毛刷和抹布,清理 模板用薄铁铲。 备注:1.保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,没有做保养打“X”,模具已损坏的打“△”
模具编号
检查保养项目 浇品套及模仁冷
却水管及接头 模仁冷却水管及
接头
Hale Waihona Puke 保养日期 保养方式检查 检查
生产机台
模具日常保养记录表
产品编号
产品名称
2015年
检查与保养标准
8: 00~9:
00
11:30~ 12:30
17:00~ 20:00~ 18:00 21:00
模具一级保养记录表

模 具 一 级 保 养 记 录 表
模具编号
产品名称
产品编号
模穴
模具规额
保养项目
生产数
序 号
清除模具 上的废渣
、油污
水道否畅通
清洗、打 油
顶针、镶针 、镶件是否
正常
分型面及
型腔是否 本次啤数
正常
累计
1Байду номын сангаас
保养人
保养日期
检查人
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
注意事项:1.严禁用顶针钢刷清理模具;2.注意不能碰伤、刮伤模具型腔模芯等产品部位;3.清理型腔用毛刷和抹布,清理模 板用 薄铁铲
保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,没有做保养打“X”,模具已损坏的打“△”
ZM-QR-031-A/0
模具编号
产品名称
产品编号
模穴
模具规额
保养项目
生产数
序 号
清除模具 上的废渣
、油污
水道否畅通
清洗、打 油
顶针、镶针 、镶件是否
正常
分型面及
型腔是否 本次啤数
正常
累计
1Байду номын сангаас
保养人
保养日期
检查人
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
注意事项:1.严禁用顶针钢刷清理模具;2.注意不能碰伤、刮伤模具型腔模芯等产品部位;3.清理型腔用毛刷和抹布,清理模 板用 薄铁铲
保养且达到标准的在对应项目的方框内打“√”,做过保养但没有达到标准的打“*”,没有做保养打“X”,模具已损坏的打“△”
ZM-QR-031-A/0
五金模具维护保养记录表

东莞XX五金制品有限公司
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
模具检测、保养记录
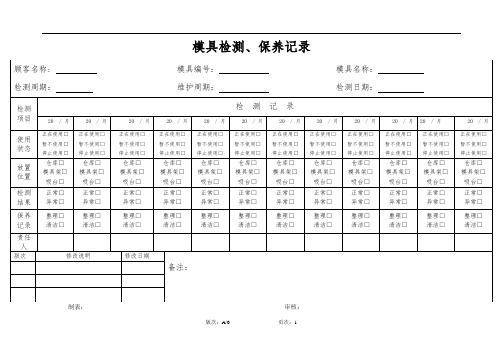
模具检测、保养记录
顾客名称:模具编号:模具名称:
检测周期:维护周期:检测日期:
检测项目
检 测 记 录
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
使用状态
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
保养记录
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
顾客名称:模具编号:模具名称:
检测周期:维护周期:检测日期:
检测项目
检 测 记 录
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
20 / 月
使用状态
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
停止使用□
正在使用□
暂不使用□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
正常□
异常□
保养记录
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
整理□
清洁□
注塑模具维护保养记录表
模具编号产品名称保养次数保养人已生产数量保养周期检查项目物料内容结果措施事项排气堵塞涂洗净剂空气洗净抓痕现象模具面的洗净模具内部的排气堵塞涂洗净剂后柔布或绒布擦分割型芯堵塞顶针涂润滑剂导柱导套滑动导轨螺栓再拧紧锁定螺栓有效距离最低数值设定销钉喷嘴接触抓痕现象维护喷嘴接触损伤维护或更换漏水检查冷却水连接口部水管接头交换生料带使用垫圈类更换防腐处理成型中断时除去冷却水线的水休止或终了时涂防蚀剂短期未使用模具涂挥发性防蚀剂长期未使用模具洗净后涂润滑剂成型终了的模具包防护薄膜核准
顶针
活动部的
导柱,导套Βιβλιοθήκη 润滑行位,斜销,锁紧块
涂润滑剂
滑动导轨
螺栓再拧紧
锁定螺栓 销钉
有效距离最低数值设定
喷嘴接触
抓痕现象 喷嘴接触损伤
维护 维护或更换
漏水检查
冷却水连接口部 垫圈类
水管接头交换,生料带使用 更换
成型中断时
除去冷却水线的水
休止或终了时
涂防蚀剂
防腐处理
短期未使用模具
涂挥发性防蚀剂
长期未使用模具
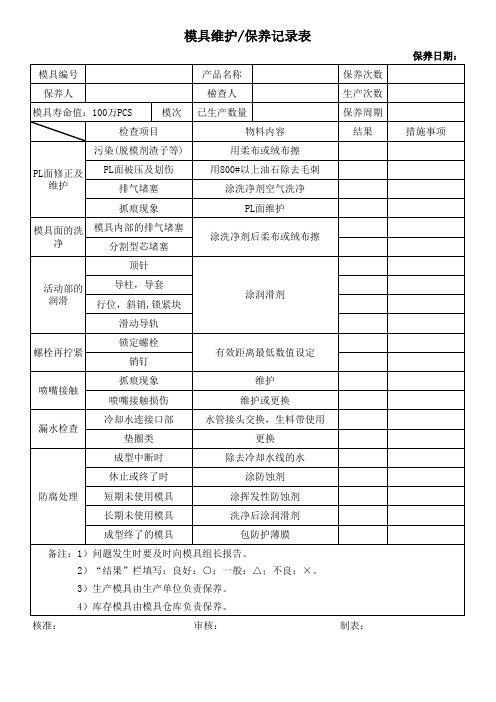
模具维护/保养记录表
模具编号
产品名称
保养人
檢查人
模具寿命值:100万PCS
模次 已生产数量
检查项目
物料内容
污染(脱模剂渣子等)
用柔布或绒布擦
PL面修正及 维护
PL面被压及划伤 排气堵塞
用800#以上油石除去毛刺 涂洗净剂空气洗净
抓痕现象
PL面维护
模具面的洗 模具内部的排气堵塞
净
分割型芯堵塞
涂洗净剂后柔布或绒布擦
洗净后涂润滑剂
成型终了的模具
包防护薄膜
备注:1)问题发生时要及时向模具组长报告。
顶针
活动部的
导柱,导套Βιβλιοθήκη 润滑行位,斜销,锁紧块
涂润滑剂
滑动导轨
螺栓再拧紧
锁定螺栓 销钉
有效距离最低数值设定
喷嘴接触
抓痕现象 喷嘴接触损伤
维护 维护或更换
漏水检查
冷却水连接口部 垫圈类
水管接头交换,生料带使用 更换
成型中断时
除去冷却水线的水
休止或终了时
涂防蚀剂
防腐处理
短期未使用模具
涂挥发性防蚀剂
长期未使用模具
模具维护/保养记录表
模具编号
产品名称
保养人
檢查人
模具寿命值:100万PCS
模次 已生产数量
检查项目
物料内容
污染(脱模剂渣子等)
用柔布或绒布擦
PL面修正及 维护
PL面被压及划伤 排气堵塞
用800#以上油石除去毛刺 涂洗净剂空气洗净
抓痕现象
PL面维护
模具面的洗 模具内部的排气堵塞
净
分割型芯堵塞
涂洗净剂后柔布或绒布擦
洗净后涂润滑剂
成型终了的模具
包防护薄膜
备注:1)问题发生时要及时向模具组长报告。
模具保养记录表
已生产模数
库存保养
待生产前检查
仓管员:李如宇
300000模 生产后保养
300000模 生产后保养
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
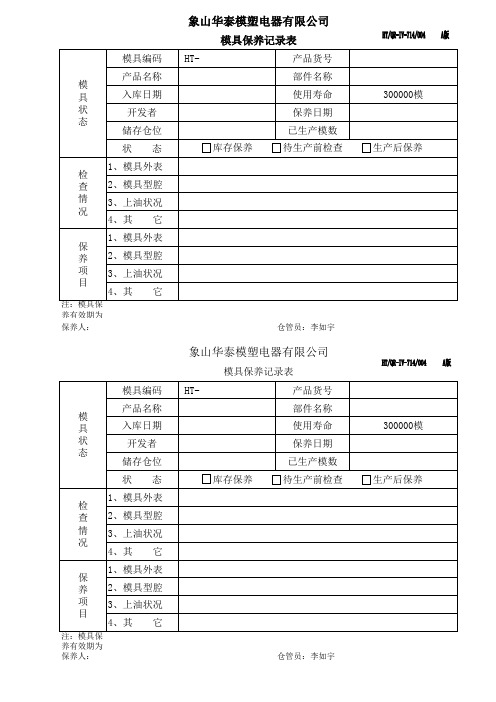
象山华泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
已生产模数
库存保养
待泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
模具编码
产品名称 模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
模具编码
产品名称
模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
模具维护保养记录一览表
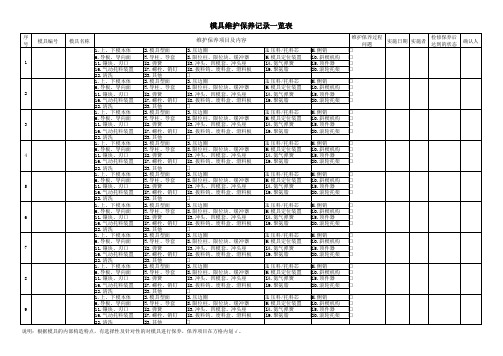
说明:根据模具的内部构造特点,有选择性及针对性的对模具进行保养,保养项目在方格内划√。
□4.压料/托料芯 □9.模具定位装置 □14.氮气弹簧 □19.聚氨脂
□5.侧销 □10.斜楔机构 □15.顶件器 □20.滚轮托架
维护保养过程 问题
□ □ □ □
实施日期 实施者
检修保养后 达到的状态
确认人
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器
□
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料芯 □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
□19.聚氨脂
□20.滚轮托架 □
□4.压料/托料ቤተ መጻሕፍቲ ባይዱ □5.侧销
□
□9.模具定位装置 □10.斜楔机构 □
□14.氮气弹簧
□15.顶件器 □
维护保养项目及内容
□3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □ □3.压边圈 □8.限位柱、限位块、缓冲器 □13.冲头、凹模套、冲头座 □18.拔料钩、废料盒、滑料板 □
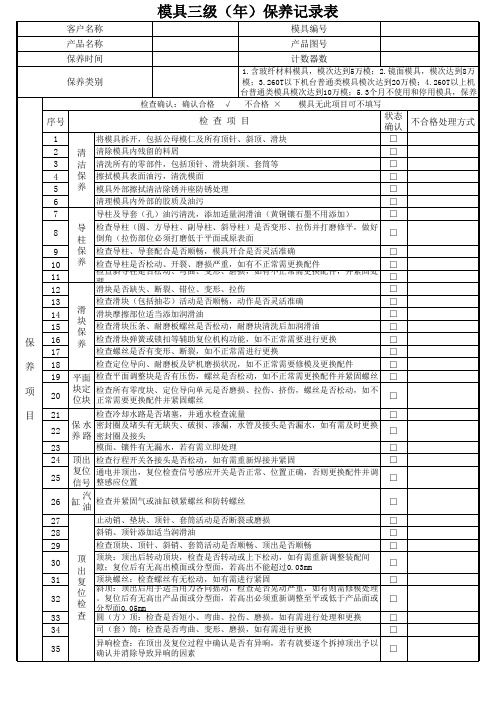
模具三级(年)保养记录表-
□
22
保 水 密封圈及堵头有无缺失、破损、渗漏,水管及接头是否漏水,如有需及时更换 养 路 密封圈及接头
□
23
模面、镶件有无漏水,若有需立即处理
□
24 顶出 检查行程开关各接头是否松动,如有需重新焊接并紧固
□
25
复位 通电并顶出,复位检查信号感应开关是否正常、位置正确,否则更换配件并调 信号 整感应位置
□
26
缸
汽 油
检查并紧固气或油缸锁紧螺丝和防转螺丝
□
27
止动销、垫块、顶针、套筒活动是否断裂或磨损
□
28
斜销、顶针添加适当润滑油
□
29
检查顶块、顶针、斜销、套筒活动是否顺畅、顶出是否顺畅
□
30
顶 顶块:顶出后转动顶块,检查是否转动或上下松动,如有需重新调整装配间 出 隙;复位后有无高出模面或分型面,若高出不能超过0.03mm
□
养 18
检查定位导向、耐磨板及铲机磨损状况,如不正常需要修模及更换配件
□
19 平面 检查平面调整块是否有压伤,螺丝是否松动,如不正常需更换配件并紧固螺丝 □
项
20
块定 检查所有零度块、定位导向单元是否磨损、拉伤、挤伤,螺丝是否松动,如不 位块 正常需要更换配件并紧固螺丝
□
目 21
检查冷却水路是否堵塞,并通水检查流量
□
34
司(套)筒:检查是否弯曲、变形、磨损,如有需进行更换
□
35
异响检查:在顶出及复位过程中确认是否有异响,若有就要逐个拆掉顶出予以 确认并消除导致异响的因素□□ Nhomakorabea12
滑块是否缺失、断裂、错位、变形、拉伤
□
13
模具预防性维护保养计划及实施记录表
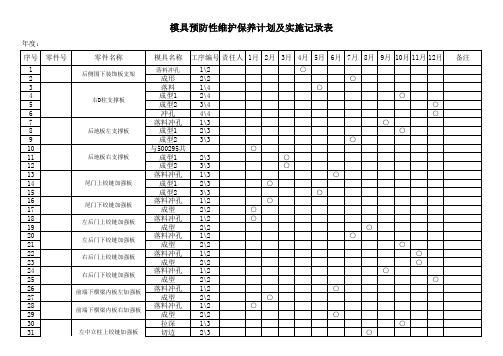
模具预防性维护保养计划及实施记录表年度:
32冲孔翻边3\3○
33拉深1\3○
34切边2\3○35冲孔翻边3\3○
36落料冲孔1\2○
37成型2\2○
38落料冲孔1\2○
39成型2\2○
40落料冲孔1\2○
41成型2\2○
42落料冲孔1\3○
43成型2\3○
44冲孔3\3○
45落料冲孔1\4○
46成型12\4○
47成型23\4○
48冲孔4\4○
49落料1\3○
50成型2\3○
51成型冲孔3\3○
52落料1\4○
53冲孔2\4○
54冲孔3\4○
55成型4\4○
56落料冲孔1\2○57成型2\2○
58落料冲孔1\5○
59成型12\5○
60成型23\5○
61冲孔4\5○
62
冲孔5\5
○
左前翼子板加强板
编制:
审核:
批准: 日期:
注:计划:○ 实绩:●并在后面备注好时间 引擎盖锁支架加强板
散热器左侧支架
空气冷凝器支架
汽油机发动机ECU支架
防盗ECU 支架
左后门锁扣安装加强板
右中立柱上铰链加强板
左侧引擎盖铰链加强板右侧引擎盖铰链加强板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具维护保养记录表
模具品名
模号
使用材质
保养类别
保养员
保养现场
保养时间
检查模具是否生锈: 有 无
清理模面油渍: 有 无
滑பைடு நூலகம்润滑: 保养项目
导杆润滑:
有无 有无
滑块定位损坏 有 无
检查顶针短少或磨损: 有 无
水油路是否阻塞: 有 无 模具开闭器短少或磨损:有 无
油缸是否异常: 有 无
检查弹簧断裂: 有 无 模面有无碰划伤:
有无
保养异常记录:
正常 异常
处理对策:
保养类别:
保养员:
模具喷防锈剂处理:
有无
开闭器是否短少或磨损 有 无
检查顶针是否断裂: 保养项目
滑块及限位是否正常:
有无 正常
异常
检查模面是否残留塑胶 有 无 检查模面/镶块是否有漏水 有 无
检查模具生产所需之配件是否归还及是否有损坏:
保养异常记录及对策: 正常 异常
模具品名
模号
使用材质
保养类别
保养员
保养现场
保养时间
检查模具是否生锈: 有 无
清理模面油渍: 有 无
滑பைடு நூலகம்润滑: 保养项目
导杆润滑:
有无 有无
滑块定位损坏 有 无
检查顶针短少或磨损: 有 无
水油路是否阻塞: 有 无 模具开闭器短少或磨损:有 无
油缸是否异常: 有 无
检查弹簧断裂: 有 无 模面有无碰划伤:
有无
保养异常记录:
正常 异常
处理对策:
保养类别:
保养员:
模具喷防锈剂处理:
有无
开闭器是否短少或磨损 有 无
检查顶针是否断裂: 保养项目
滑块及限位是否正常:
有无 正常
异常
检查模面是否残留塑胶 有 无 检查模面/镶块是否有漏水 有 无
检查模具生产所需之配件是否归还及是否有损坏:
保养异常记录及对策: 正常 异常