标准公差等级表
公差等级查询表

公差等级查询表.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630 孔的极限差值(基本尺寸由大于10至315mm)μm公差带等级基本尺寸m m>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315D8+77+50+98+65+119+80+146+100+174+120+208+145+242+170+271+190 ▼9+93+50+117+65+142+80+174+100+207+120+245+145+285+170+320+190 10+120+50+149+65+180+80+220+100+260+120+305+145+355+170+400+190 11+160+50+195+65+240+80+290+100+340+120+395+145+460+170+510+190公差带级>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315E 6+43+32+53+40+66+50+79+60+94+72+110+85+129+100+142+110 7+50+32+61+40+75+50+90+60+107+72+125+85+146+100+162+110 8+59+32+73+40+89+50+106+60+126+72+148+85+172+100+191+110 9+75+32+92+40+112+50+134+60+159+72+185+85+215+100+240+110 10+102+32+124+40+150+50+180+60+212+72+245+85+285+100+320+110F6+27+16+33+20+41+25+49+30+58+36+68+43+79+50+88+56 7+34+16+41+20+50+25+60+30+71+36+83+43+96+50+108+56 ▼8+43+16+53+20+64+25+76+30+90+36+106+43+122+50+137+56 9+59+16+72+20+87+25+104+30+123+36+143+43+165+50+186+56H6+11+13+16+19+22+25+29+320 ▼7+18+21+25+30+35+40+46+520 ▼8+27+33+39+46+54+63+72+810 ▼9+43+52+62+74+87+100+115+130公差带级>0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~31510+700 +84+100+120+140+160+185+210▼11+1100 +130+160+190+220+250+290+320K6+2-9+2-11+3-13+4-15+4-18+4-21+5-24+5-27 ▼7+6-12+6-15+7-18+9-21+10-25+12-28+13-33+16-36 8+8-19+10-23+12-27+14-32+16-38+20-43+22-50+25-56N6-9-20-11-28-12-24-14-33-16-38-20-45-22-51-25-57 ▼7-5-23-7-28-8-33-9-39-10-45-12-52-14-60-14-66 8-3-30-3-36-3-42-4-50-4-58-4-67-5-77-5-86P6-15-26-18-31-21-37-26-45-30-52-36-61-41-70-47-79 ▼7-11-29-14-35-17-42-21-51-24-59-28-68-33-79-36-88 轴的极限偏差(基本尺寸由于大于10至315mm)公差带等级基本尺寸m m>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315d 6 -50-61 -65-78-80-96-100-119-120-142-145-170-170-199-190-2227 -50-68 -65-86-80-105-100-130-120-155-145-185-170-216-190-2428 -50-77 -65-98-80-119-100-146-120-174-145-208-170-242-190-271▼9-50-93 -65-117-80-142-100-174-120-207-145-245-170-285-190-32010 -50-120 -65-149-80-180-100-220-120-260-145-305-170-355-190-400f ▼7-16-34 -20-41-25-50-30-60-36-71-43-83-50-96-56-1088 -16-43 -20-53-25-64-30-76-36-90-43-106-50-122-56-1379 -16-59 -20-72-25-87-30-104-36-123-43-143-50-165-56-186g 5 -6-14 -7-16-9-20-10-23-12-27-14-32-15-35-17-40▼6-6-17 -7-20-9-25-10-29-12-34-14-39-15-44-17-497 -6-24 -7-28-9-34-10-40-12-47-14-54-15-61-17-69h5—8—9—110—130—150—180—200—23▼6—11—13—160—190—220—250—290—32公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315▼7—18—21—25—30—35—40—460—528—27—33—39—46—54—63—72—81▼9—43—52—62—74—87—100—115—130K5+9+1 +11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6+12+1 +15+2+18+2+21+2+25+3+28+3+33+3+36+47+19+1 +23+2+27+2+32+2+38+3+43+3+50+4+56+4M5+15+7 +17+8+20+9+24+11+28+13+33+15+37+17+43+206+18+7 +21+8+25+9+30+11+35+13+40+15+46+17+52+207+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
公差等级表(整理全)
公差等级表(整理全)公差等级是机械加工中常用的一种标准化的公差进出制度。
公差是描述工件制造精度的指标,公差等级是指用以表示公差限制的数字,它由一系列数字组成,其中每个数字都代表着不同的公差。
公差等级分为五个等级:IT、CT、HT、MT和LT。
其中,IT公差等级是最高的,LT公差等级则是最低的。
1. IT公差等级IT公差等级是精度的最高等级,通常在精细加工工艺上使用。
IT公差等级分为十个等级,分别为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7和IT8。
其中,差量最小的是IT01,差量最大的是IT8。
2. CT公差等级CT公差等级用于一般加工工艺中,在极限条件下能够满足使用要求。
CT公差等级分为六个等级,分别为CT1、CT2、CT3、CT4、CT5和CT6。
其中,差量最小的是CT1,差量最大的是CT6。
3. HT公差等级HT公差等级适用于粗加工工艺,可以满足大多数机械制品的要求。
HT公差等级分为六个等级,分别为HT1、HT2、HT3、HT4、HT5和HT6。
其中,差量最小的是HT1,差量最大的是HT6。
4. MT公差等级MT公差等级适用于粗加工工艺中的低精度工件,其公差较大。
MT公差等级分为六个等级,分别为MT1、MT2、MT3、MT4、MT5和MT6。
其中,差量最小的是MT1,差量最大的是MT6。
5. LT公差等级LT公差等级适用于一些非常规的加工工艺中,其公差更大。
LT公差等级分为六个等级,分别为LT1、LT2、LT3、LT4、LT5和LT6。
其中,差量最小的是LT1,差量最大的是LT6。
公差等级是机械制品生产中非常重要的一个指标,它直接关系到产品的使用效果。
生产企业应该严格按照相关标准要求,根据产品的实际情况合理选择公差等级。
这既能保证产品的精度和性能,又能够提高产品的生产效率和竞争力。
标准公差表

标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适 用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:• 已有其他一般公差标准规定的线性和角度尺寸; • 括号内的参考尺寸;•矩形框格内的理论正确尺寸。
级)3°20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
标准公差带表

18 26 41 -3+△
310 230
340 240
380 260 15 0
22 30 47 -4+△
420 280
偏差=±
480 300 17 540 330
0
ITn/2,式中 ITn是IT值
25
36
55 -4+△
600 360 18 0 680 400
数
29 39 60 -4+△
760 440 20 0 840 480
-385 -475 -580 -710 -920 -1200 -1550 -425 -525 -650 -790 -1000 -1300 -1700
4
4
7
9
20
-475 -590 -730 -900 -1150 -1500 -1900 -530 -660 -820 -1000 -1300 -1650 -2100
225 250
-84 -140 -196 -284
250 280
280 315
-56
-94 -158 -218 -315 -98 -170 -240 -350
315 355
355 400
-62
-108 -190 -268 -390 -114 -208 -294 -435
400 450
450 500
-68
级 IT8 0 6 7 9 12 14 16 19
23
26
29 32 34
6:△=4μm,所以
10 14
14 18
-18 -23 -28 — -33
18 24
24 30
-22
-28
-35
公差等级查询表

公差带
级
基 本 尺 寸 mm
>0~18
>18~30
>30~50 >50~80 >80~120 >120~180 >180~250 >250~315
@
、
+70
+100
+120
+140
+160
+210
10
+84
+185
0
0
0
0
0
0
0
0
▼11
+110 0
+130 0
*
+160 0
+190 0
+220 0
+250 0
+51
+62
+72
+83
+96
+108
7
+18
+22
+26
+32
+37
+43
+50
+56
注:标注▼者为优先公差等级,应优先选用。
+72
+85
+100
+50
+110
等
公差带
级
基 本 尺 寸 mm
>0~18
>18~30
>30~50 >50~80 >80~120 >120~180 >180~250 >250~315
'
+27
+33
+41
+58
ISO公差等级2768标准

---
m
一般 +/-0.1 +/-0.1 +/-0.2 +/-0.3 +/-0.5 +/-0.8 +/-1.2
+/-2
c
粗造 +/-0.2 +/-0.3 +/-0.5 +/-0.8 +/-1.2 +/-2
+/-3
+/-4
v
很粗造 --- +/-0.5 +/-1 +/-1.5 +/-2.5 +/-4
+/-5
0.4
0.8
1.2
1.6
表2 垂直度一般公差(mm)
公差等级
短边一般长度垂直度公差(mm)
0-100
100-300
300-1000
1000-3000
H
0.2
0.3
0.4
0.5
K
0.4
0.6
0.8
1
L
0.5
1
1.5
2
表3 对称的一般公差
公差等级
一般长度的对称公差(mm)
0-100
100-300
300-1000
公差标准
一般公差
表1 长度允许偏差(除破损边外)
公差等级
基本尺寸(mm)
符号 内容 0.5-3 大于3-6 大于6-30 30-120 120-400 400-1200 1000-2000 2000-4000
f
好 +/-0.05 +/-0.05 +/-0.1 +/-0.15 +/-0.2 +/-0.3 +/-0.5
公差对照表

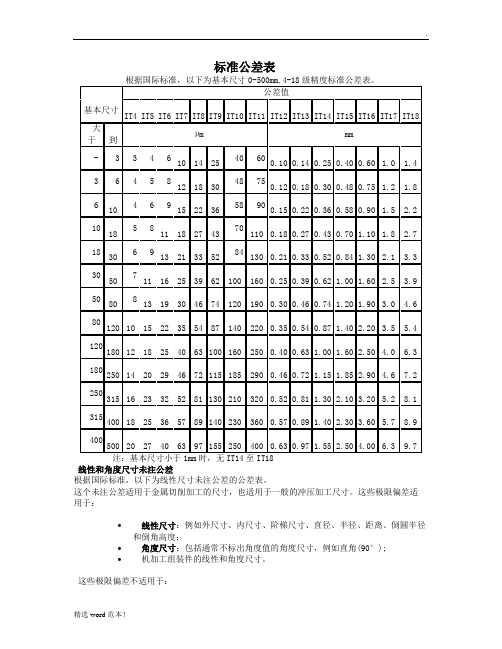
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
公差值基本尺寸IT4IT5IT6IT7IT8IT9IT10IT11IT12IT13IT14IT15IT16IT17IT18大于到µm mm-334610142540600.100.140.250.400.60 1.0 1.4 3645812183048750.120.180.300.480.75 1.2 1.8 61046915223658900.150.220.360.580.90 1.5 2.2 10185811182743701100.180.270.430.701.10 1.8 2.7 18306913213352841300.210.330.520.841.30 2.1 3.3 3050711162539621001600.250.390.621.001.60 2.5 3.9 5080813193046741201900.300.460.741.201.90 3.0 4.6 801201015223554871402200.350.540.871.402.20 3.5 5.4 12018012182540631001602500.400.631.001.602.50 4.0 6.3 18025014202946721151852900.460.721.151.852.90 4.67.2 25031516233252811302103200.520.811.302.103.20 5.28.1 31540018253657891402303600.570.891.402.303.60 5.78.9 40050020274063971552504000.630.971.552.504.00 6.39.7注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
标准公差表
标准公差表线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
国标公差等级对照表

公差检测与控制
检测方法
• 常用公差检测工具:包括三坐标测量机、光学显微镜、激光测距仪等,适用于不同尺寸和精 度要求的公差检测。
• 各种检测方法优缺点:接触式测量精度高但速度慢,非接触式测量速度快但受表面反射影响 大,适用于不同场景。
11/13
公差控制策略
• 控制流程:详细描述了如何通过科学的方法和工具来规范和优化公差,确保产品质量的稳定。 • 问题应对策略:提供了具体的应对方案,包括如何快速识别和处理公差相关的问题,保证生
用场景和推荐使用条件。
5/13
不同等级应用
• 各等级适用场合:介绍不同公差等级的具体应用场合,确保选择适合的公差等级。 • 公差等级选择:提供选择公差等级的指导原则,考虑功能需求和制造成本。
6/13
公差等级对照
尺寸公差对照表
• 公差等级与尺寸范围:不同公差等级在特定尺寸范围内具有不同的公差值。 • 偏差值表达式:每个公差等级有其对应的尺寸偏差值,以保证加工精度。 • 尺寸公差对比图:清晰展示各公差等级对应的实际尺寸误差范围。
产效率。
12/13
Thank you!
国标公差等级对照表
Overview
1. 公差与配合概述 2. 国标公差等级 3. 公差等级对照 4. 实际应用案例 5. 公差检测与控制
2/13
公差与配合概述
公差定义
• 公差的基本概念:公差是制造和装配过程中允许的尺寸和形状的变化范围,确保零件可以互 换和组装。
• 公差的重要性:控制产品质量和成本,确保零件的功能和可靠性。
7/13
形位公差对照表
• 形位公差的各等级: 按照不同等级规定的形状和位置公差。 • 各等级形位偏差值: 各等级对应的具体形位偏差值,以毫米为单位。
国标尺寸公差标准一览表
国标尺寸公差标准一览表主要涉及的是确定尺寸精确程度的等级,以及相应的公差数值。
根据国家标准,公差等级分为20个等级,从IT01到IT18,数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
具体到尺寸公差的标注,一般有三种形式:
1. 标注公差带代号;
2. 标注极限偏差;
3. 同时标注公差带代号和极限偏差。
在机械设计中,我们经常看到如“50H8”或“50f7”这样的标注,其中“50”指的是零件的设计直径,而“H”或“f”指的是偏差,数字“8”或“7”则是公差等级代号。
通过国标表格,我们可以查出相应的极限偏差和公差值。
此外,对于未注公差的情况,应按照GB/T1804-2008《未注公差的线性和角度尺寸公差》的要求执行。
而对于形位公差,则按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
在焊接结构方面,根据GB/T19804-2005/ISO13920:1996,焊接结构的尺寸(线性尺寸和角度尺寸)公差及形位公差分为四个等级,适用于普通制造精度。
公差等级的选择应当满足实际需求。
总的来说,国标尺寸公差标准一览表为我们提供了明确的公差等级和相应的公差数值,以便我们在设计过程中进行准确的尺寸标注。