零件重量统计表
统计学例题-抽样估计
上 限 p p 91% 5% 96%
下 限 p p 91% 5% 86%
t p
5%
2.86
μp 0.91 0.09
100
查表得:F(2.86)= 0.9958,即合格率在86% ~96%之间,其可靠程度为99.58%。
样本容量推算:
置信度为95%的区间估计:
x t μx 1.961.082 2.10 p t μp 1.96 2.17% 4.25%
估计区间: 平均袋重:101±2.10 一等品率: 88.3%± 4.25%
例:分层抽样区间估计
对某某城市居民每年的家庭旅游支出进行抽样调 查。在不同的行政区域,随机抽取3%的家庭进 行调查,得统计结果如下表所示:
例3:用五数概括法进行数据汇总
对轿车保险索赔系数进行评分,平均分为100分, 评分越低意味着越好,越安全。下面是两种车型的 评分数据。
中型轿车:81 91 93 127 68 60 51 58 75 100 103 119 82 128 76 68 81 91 82
小型轿车:73 100 127 100 124 103 119 108 109 113 108 118 103 120 102 122 96 133 80 140
均合格率进行区间估计。
水泥生产情况表:
样本编号
1 2 3 4 5 6 7 8 9 10
合计
各群每袋平均重量 x 一 等品率 p(%)
98
75
102
80
104
87
106
95
100
90
98
88
100
85
96
proe自动生成零件明细表

2. 定义明细表栏
பைடு நூலகம்
明细表做为一个 table 存在于 Pro/E 的工程图中,里面的文字内容,文本可以通过表→
保存表→文本文件的方式存成一个文本,并可读入 Excell 中,其中的空格可用作分行用,与其他系统连接。建立一个 table,自下向上(Ascending),最下面一行为表头,另外需要几行根据表格的不一样,由用户决定。如果零件不分类(即不对标准件、基本件、钢件、非金属件等分类)。零件间也不需要空行时,只需一行,需几个空行,加几行,再乘以分类的类数。列数及每列宽度,通常企业有标准。
No start Idx
此选择适用于零件的分类统计,当分类统计时,第一类的起始序号是 1,第二类的序
号应接续第一类,以次类推,这时,应对第二类设定 Start Index 再选第一类的 Repeat Region。但由于是自动检索零件,因此,软件不允许序号不连续。 至此,Repeat Region 已基本定义完成,接下来输入各列的内容,选择双击单元格从重复区域中选择对应的单元。
编辑→移动特殊→选取表的顶点→捕捉到点→选取相应端点即可。利用表→合并单元格,将
table 修改为合适的形状,利用选中各列→文本格式,将字符设定为表格中间位置,再通过
双击表格,输入需要的中、英文字符。 在 Pro/E 中,有许多变量是可以由软件自动判别的,请参考用户手册,常用的有&model_name,可写入模型名称,可以是零件或装配;&scale 比例尺;¤t_sheet,第几页;&total_sheets,共几页等,另外所有用户自行设定的参数,均可作为 table 中的变量使用,请注意,对于自定义参数,一定要用 table 中的输入文本, 不可用插入→注释。
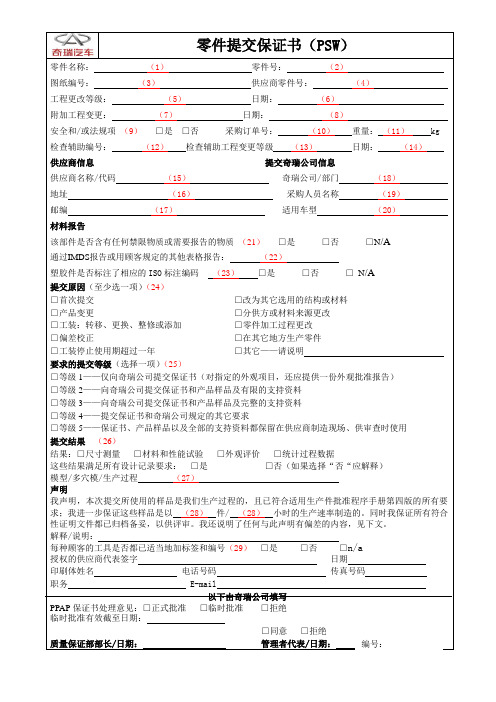
零件提交保证书PSW(附填写规范)
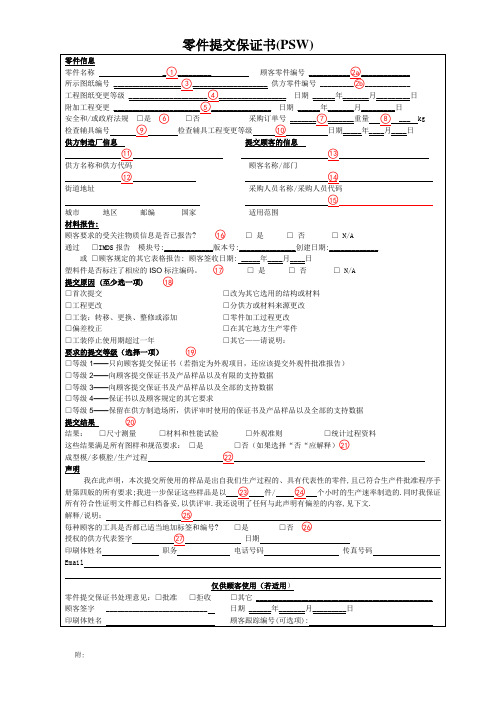
零件提交保证书(PSW)附:零件提交保证书(PSW)的填写规范(共二页)零件信息:1.零件名称:产品开发部签发的最终零件名称;2a.顾客零件编号:客人的零件料号2b.供方零件编号:工厂的零件料号3.所示图纸编号:工厂的图面编号4.工程图纸变更等级和日期:说明工程图纸变更的版本和提交日期5.附加的工程变更和日期:列出所有没有纳入设计记录的,但已在该零件上体现并批准的工程变更6.安全和/或政府法规:如设计记录注明为安全和/或政府法规项的,则选则“是”,反之选“否”7.采购订单号:依据合同/采购订单号填写8.零件重量:填入千克表示的零件实际重量,精确到小数点后四位,除非顾客另有规定9&10.检查辅具编号&变更等级和日期:如顾客有要求,填入检具编号、变更的版本号和日期供方制造厂信息:11.供方名称和供方代码:按采购订单或合同上规定的制造厂的名称和代码填写12.街道地址,地区,邮编,国家:填入零件生产地完整的地址.材料报告:13.顾客名称/部门:填入公司名称和部门或组织14.采购人员姓名/代码:填入采购人员姓名和代码15.适用范围:填入车型、车辆名称、或引擎、变速箱等材料报告:16.受关注物质的信息:填入“是”、“否”或“N/A”IMDS/顾客规定的其它表格报告:选“IMDS”或“顾客规定的其它表格报告”,如果是通过IMDS提交的,需填写模块号,版本号和创建日期;如果是用顾客规定的表格提交的,则填入顾客的签收日期17.塑料件是否标注了相应的ISO标注编码:填入“是”、“否”或“N/A”提交原因:18.提交原因:选择合适的项目.对于散装材料,除了要选合适的项目,还要选“其它”栏,并在空格入填上“散装材料”要求提交等级:19.要求提交等级:标明由顾客要求的提交等级,如顾客没有要求,则按等级3的要求进行提交提交结果:20.钩选合适的项目21.钩选合适的项目,如果是钩选“否”,应在下面25处的“说明”栏中进行解释22.成型模/多模腔/生产过程:如果生产零件是采用一个以上的、多模腔、成型模、工具、冲模或样版模型、或采用生产线或生产单元之类的生产过程加工出来的,供方必需对于来自每一处的每一个零件进行全尺寸测量评价,并在此处填上成型模/多模腔 /生产线等信息声明:23.填入有效生产过程产出的零件数量24.填入该有效生产过程运行的时间(以小时为单位)25.解释/说明:填写任何与提交结果有关的解释内容或任何有违声明的事项,可加附页说明详细内容26.顾客工具的标识和编号:顾客所属的工具,是否依据IATF16949的要求或顾客特殊要求进行了标识,回答“是”或“否”.这一条不适用于OEM的内部供方27.经授权的组织代表签名:组织责任人在确认所有结果都符合顾客要求并且所有相关文件都备妥后,必须在声明上签字,并填写上自己的职务,电话号码,传真号码和E-Mail地址.仅供顾客使用:此处由顾客填写。
镀锌方管理论重量表

锈。 • 缓冲包装:采用泡沫、木材等缓冲材料,防止镀锌方管在运输
03
镀锌方管的重量计算与理论重量表
镀锌方管的尺寸与重量计算公式
尺寸:镀锌方管的尺寸主要包括边长、壁厚、长度 等。
• 边长:镀锌方管的边长是指四个角的 距离,通常以毫米为单位。 • 壁厚:镀锌方管的壁厚是指管壁的厚 度,通常以毫米为单位。 • 长度:镀锌方管的长度是指管子的长 度,通常以米为单位。
• 质量控制方法:镀锌方管的质量控制方法主要包括原材料检验、生产过程监控、成品检验等。 • 原材料检验:对原材料进行化学成分、力学性能等检验,确保原材料质量。 • 生产过程监控:对生产过程中的温度、压力、速度等参数进行监控,确保生产过程稳定。 • 成品检验:对成品进行尺寸、厚度、表面质量、力学性能等检验,确保产品质量。
• 设备发展:随着科技的进步,镀锌方管生产设备不断更新换代,实现了自动化、智能化生产。 • 热轧机:从最初的普通热轧机发展到现在的连轧机、万能轧机等,提高了生产效率和产品质量。 • 冷拔机:从最初的单链式冷拔机发展到现在的多链式冷拔机、液压冷拔机等,提高了生产效率和产品质量。 • 镀锌设备:从最初的浸镀法发展到现在的喷涂法、电镀法等,提高了镀锌质量和生产效率。
02
镀锌方管的生产工艺与质量控制
镀锌方管的生产工艺流程
• 原材料:镀锌方管生产所需的原材料主要包括废钢、合金元素、 石墨电极等。 • 炼钢:通过炼钢炉将废钢、合金元素等加热熔化,炼成钢液。 • 连铸:将炼好的钢液倒入连铸机,通过冷却凝固成方坯。 • 热轧:将方坯加热后,通过热轧机轧制成镀锌方管。 • 冷拔:将热轧后的镀锌方管通过冷拔机拔制成所需规格的镀锌方 管。 • 镀锌:将冷拔后的镀锌方管浸泡在镀锌液中,使表面形成一层锌 层,提高耐腐蚀性。 • 成品检验:对镀锌方管进行尺寸、厚度、表面质量等检验,确保 产品质量。
第五章 价值分析设计方法
价值分析与成本估算设计方法 2、价值分析的方法
当一个产品包括多功能元件,必须抓住影响重要的一些主 要功能元件作为分析对象,采取有效措施以提高整个产品的价 值。
价值分析与成本估算设计方法
价值分析的主要主要步骤: 价值分析的主要主要步骤 开展价值工程活动的过程是一个发现问题、解决问题的过 程,针对价值工程的研究对象,逐步深入提出一系列问题,通 过回答问题、寻找答案,导致问题的解决。 在一般的价值工程活动中,所提问题通常有以下七个方面: (1)价值工程的研究对象是什么? (2)它的用途是什么? (3) 它的成本是多少? (4)它的价值是多少? (5)有无其他方法可以 实现同样的功能? (6)新方案的成本是多少? (7)新方案能满足 要求吗? 从本质上讲,价值工程活动实质上就是提出问题和解决问 题的过程。
ቤተ መጻሕፍቲ ባይዱ
价值分析与成本估算设计方法
2、利用成本估算法对某套类零件进行分析设计 : 、 某一套类零件在不同重量下的生产成本如 表所示,试求新设计W=76kg的此类零件 的生产成本。
零件号 重量W(kg) 生产成本C(元) 重量成本系数fW( fW =C/W) 1 2 3 4 5 4.9 11.8 29.8 109 204 67.62 123.91 244.36 577.71 938.45 13.8 10.5 8.2 5.3 4.6
价值分析与成本估算设计方法
减速器价值优化的措施及效果 (1)箱体和大齿轮的价值系数<<1,可以考虑降低成本,由原 来的铸造件改为焊接件。大齿轮采用锻钢件,进一步降低成本。 (2)两个齿轮轴的价值系数>>1,功能与成本不相适应,应考 虑调整。齿轮精度可以有提高空间,同时改变原来齿轮轴材料 和热处理工艺。 (3)改进箱体结构,保证轴连接的同轴度要求,同时采用通 用结构,有利于批量生产。 (4)改进密封结构,提高使用效率,节约使用维修费用。
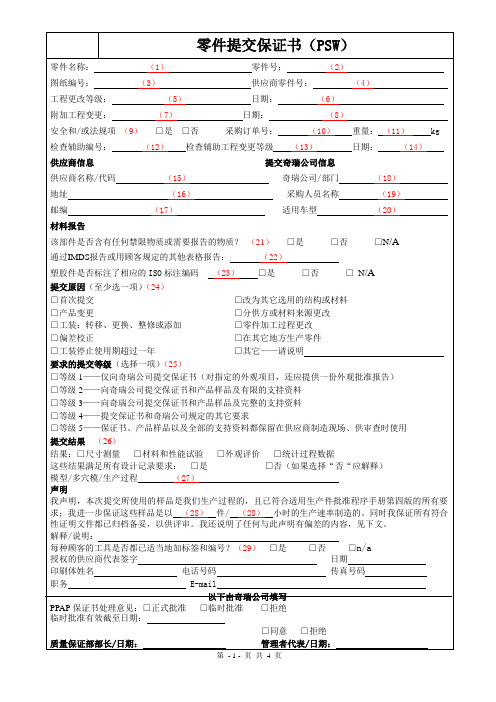
PSW 填写规范

零件提交确保书(PSW)零件名称:○1零件号:○2图纸编号:○3供给商零件号:○4工程更改等级:○5日期:○6附加工程变更:○7日期:○8安全和/或法规项○9□是□否采购订单号:○10重量:○11 kg14检验辅助编号:○12检验辅助工程变更等级○13日期:○供给商信息提交奇瑞企业信息供给商名称/代码○15奇瑞企业/部门○18地址○16采购人员名称○19邮编○17适用车型○20材料汇报该部件是否含有任何禁限物质或需要汇报物质?○21□是□否□N/A经过IMDS汇报或用用户要求其它表格汇报:○22塑胶件是否标注了对应ISO标注编码(聚合物标示)○23□是□否□N/A提交原因(最少选一项)○24□首次提交□改为其它选择结构或材料□产品变更□分供方或材料起源更改□工装:转移、更换、整修或添加□零件加工过程更改□偏差校正□在其它地方生产零件□工装停止使用期超出一年□其它——请说明要求提交等级(选择一项)○25□等级1——仅向奇瑞企业提交确保书(对指定外观项目,还应提供一份外观同意汇报)□等级2——向奇瑞企业提交确保书和产品样品及有限支持资料□等级3——向奇瑞企业提交确保书和产品样品及完整支持资料□等级4——提交确保书和奇瑞企业要求其它要求□等级5——确保书、产品样品和全部支持资料全部保留在供给商制造现场、供审查时使用提交结果○26结果:□尺寸测量□材料和性能试验□外观评价□统计过程数据这些结果满足全部设计统计要求:□是□否(假如选择“否“应解释)模型/多穴模/生产过程○27申明我申明,此次提交所使用样品是我们生产过程,且已符适宜用生产件同意程序手册第四版全部要求;我深入确保这些样品是以○28件/ ○28小时生产速率制造。
同时我确保全部符合性证实文件全部已归档备妥,以供评审。
我还说明了任何和此申明有偏差内容,见下文。
解释/说明:每种用户工具是否全部已合适地加标签和编号?○29□是□否□n/a授权供给商代表签字日期印刷体姓名电话号码传真号码职务 E-mail以下由奇瑞企业填写PPAP确保书处理意见:□正式同意□临时同意□拒绝临时同意有效截至日期:□同意□拒绝质量确保部部长/日期:管理者代表/日期:编号:QCX03.004-01PSW零件提交确保书填写规范零件信息1.零件名称:奇瑞工程部门签发最终零件名称,通常以奇瑞IMAN系统中信息为准;2.零件号:奇瑞工程部门签发最终零件编号,通常以奇瑞IMAN系统中信息为准;3.安全/法规项:若零件图上注明为安全/法规项,则选择“是”,不然为“否”;4.供给商零件号:供给商内部使用零件号;5.工程更改等级:填写产品工程更改等级,在奇瑞IMAN网上有明确标注。
量具重复性和再现性数据表

量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告
量具重复性和再现性数据表
量具重复性和再现性报告。
PSW_填写规范_-__必读
PSW零件提交保证书的填写规范零件信息1.零件名称:奇瑞工程部门签发的最终零件名称,以奇瑞IMAN系统中信息为准;2.零件号:奇瑞工程部门签发的最终零件编号,以奇瑞IMAN系统中信息为准;3.图纸编号:奇瑞发放零件图纸左上角编号(设计记录);4.供应商零件号:供应商内部使用的零件号;5.工程更改等级:填写产品工程更改的等级,在奇瑞的IMAN网上有明确的标注。
在图纸中就是填写阶段标识和版本号,比如某产品的阶段标识为B,版本号为02,那么工程更改等级就是“B 02”;6.日期:填写PPAP的提交日期,主要是证明在提交当天,工程的更改等级是什么级别;7.附加工程变更:列出所有已经在该零件上体现的,并已获得奇瑞产品部门批准认可的工程更改编号;8.日期:填写PPAP提交日期;9.安全/法规项:若零件奇瑞图纸上注明为安全/法规项,则选择“是”,否则为“否”;;10.采购订单代号:奇瑞内部没有固定的采购订单号,因此在该栏暂时标上N/A;11.零件重量:填入用千克表示的零件实际重量,精确到小数点后四位,可以用0代替,比如0.3200Kg,0.4563kg;12.检查辅助编号:如果有辅助工具(检具)用于尺寸检验,应填入其编号,如填上检具名牌上的编号;13.检查辅助工程变更等级:若该检具发生过设变,那么需要将其设变的编号填入;14.日期:PPAP提交日期;供应商信息15. 供应商名称/代码:填入在奇瑞采购订单上指定的制造厂家及其代码;16.地址:供应商工厂所在的详细地址;17.邮编:供应商工厂所在地的邮政编码;提交奇瑞公司信息18.奇瑞公司/部门:填上奇瑞公司的SQA所在的部门,正确的填写“质量保证部采购质量SQA”19.采购人员:该零件奇瑞采购部门对应采购人员的姓名;20.适用车型:填入该零件适用的车型代号,如B21,B12;材料报告21.该部件是否含有任何禁限物质或需要报告的物质?该栏要在奇瑞公司《04.666 禁用物质》标准中查找,如果没有则标上N/A;22.通过IMDS报告或用顾客规定的其他表格报告:奇瑞公司目前没有IMDS权限,所以标上N/A;23.塑胶件是否标注了相应的ISO标注编码:这里适用于零件含有塑料和橡胶件的情况。
车型主副仪表板产品重量成本统计表

0.569 0.109 0.109 0.172 0.101 5.951 0.08 1.317 0.871 0.025 0.285 0.368 0.13 0.335 0.075 0.075 0.1064 0.248 0.248 5.493 0.128 1.215 0.339 0.154 0.154 0.233 0.114 0.098 0.35 0.139 0.025 0.033 8.68 28.329
25 5.3 5.3 33 4.4 491 19 114 24 0.29 14.72 18.34 4.83 7.26 4.02 4.02 4.79 27.13 27.13 331.74 60.1 220.26 79.39 47 47 62 50 47 105 28 1.2 1.3 146 2059.520
单车用 单件成本/ 量元源自合计成本/元 单件重量/kg合计重量 /kg
1 25.00 1 5.30 1 5.30 1 33.00 1 4.40 1 491.00 1 19.00 1 114.00 1 24.00 1 0.29 1 14.72 1 18.34 1 4.83 1 7.26 1 4.02 1 4.02 1 4.79 1 27.13 1 27.13 1 331.74 1 60.10 1 220.26 1 79.39 1 47.00 1 47.00 1 62.00 1 50.00 1 47.00 1 105.00 1 28.00 1 1.20 1 1.30 1 146.00
0.569 0.109 0.109 0.172 0.101 5.951 0.080 1.317 0.871 0.025 0.285 0.368 0.130 0.335 0.075 0.075 0.106 0.248 0.248 5.493 0.128 1.215 0.339 0.154 0.154 0.233 0.114 0.098 0.350 0.139 0.025 0.033 8.680 28.329
PSW-填写规范----必读
24.选择合适的项目,并在相应方框上划涂黑,在“其他”栏上加注细节说明。
要求的提交等级
25.按照奇瑞公司SQA要求提交的等级,在对应的方框内涂黑。
提交结果
26.选择合适的项目,并在相应方框上划涂黑,包括尺寸、材料试验、性能试验、外观评价和统计数据;
27.模型/多穴模/生产过程:如果该零件是采用一个以上的多穴模、成型模、工具、冲模或样板模型,或采用乳生产线或工作站单元之类的生产过程加工出来的,则必须在该栏处填上特定的多穴模、成型模或生产线等的编号。
17.邮编:供应商工厂所在地的邮政编码;
提交奇瑞公司信息
18.奇瑞公司/部门:填上奇瑞公司的SQA所在的部门,正确的填写“质量保证部采购质量SQA”
19.采购人员:该零件奇瑞采购部门对应采购人员的姓名;
20.适用车型:填入该零件适用的车型代号,如B21,B12;
材料报告
21.该部件是否含有任何禁限物质或需要报告的物质该栏要在奇瑞公司《禁用物质》标准中查找,如果没有则标上N/A;
要求的提交等级(选择一项)
□等级1——仅向奇瑞公司提交保证书(对指定的外观项目,还应提供一份外观批准报告)
□等级2——向奇瑞公司提交保证书和产品样品及有限的支持资料
■等级3——向奇瑞公司提交保证书和产品样品及完整的支持资料
□等级4——提交保证书和奇瑞公司规定的其它要求
□等级5——保证书、产品样品以及全部的支持资料都保留在供应商制造现场、供审查时使用
临时批准有效截至日期:
□同意□拒绝
质量保证部部长/日期:管理者代表/日期:
PSW零件提交保证书的填写规范
零件信息
1.零件名称:奇瑞工程部门签发的最终零件名称,以奇瑞IMAN系统中信息为准;
proe工程图-BOM明细表备注栏中如何填入备注

BOM明细表备注栏中如何填入备注作者: wxywx 时间: 2004-4-29 13:21 标题: BOM明细表备注栏中如何填入备注?在装配图的BOM中,根据零件的文件名来自动判断明细表的备注栏是否填入借用,而不是在三维图中加入备注参数,请问proe wild能不能实现?比如我新的零件的文件名是以YT2开头的,而借用的零件的文件名是以YT8开头的,如果文件名是以YT8开头的,则自动在备注栏中填入借用两字,否则不填。
作者: 孤峰醉酒时间: 2004-4-29 14:39象这种具有判断功能的操作,我想用program或者通过二次开发来做。
没有实际用过,想象。
不过是个很好的话题,欢迎大家积极讨论。
作者: basehouse 时间: 2004-4-29 15:32我想的方法:通过二次开发可以轻松实现,不过原理应该是一样的,根据文件名来判断要否新建一个备注参数(通过protoolkit函数创建),如果需要的话,就创建并赋值“借入”。
作者: 鱼小虾时间: 2004-4-29 15:53我想说得是这个借用是老革命们留下的习惯,现在的数据管理概念中应该没有借用一说!开发这个有什么意义?A装配(借用)了B中的B1为什么不能说成B装配(借用)了A中的B1呢?没有借与被借的关系!哪些东东“借用了”B1只需查一下关联件--where use就可以了!作者: 孤峰醉酒时间: 2004-4-29 16:00管理上的东西很难一步到位,总有个过渡阶段。
作者: lhtom1976 时间: 2004-4-29 16:00其实很简单,大家可能忘记了我们pro/e得关系是无处不在的,表里同样也有关系式可以利用啊!在表里加入rpt_rel_user defined参数“remark”;再进入表关系式加入以下判断句就可以了。
IF asm_mbr_name=="YT8"remark="借用"elseremark=" "ENDIF作者: wxywx 时间: 2004-4-29 16:50lhtom1976版主,你的方法简单可行,不过还有个小问题:我的借用件比较多,所以需要截取文件名的前三个字符与YT8进行比较,这个截取字符串的函数在pro/eZ中是什么?关系中用通配符好像不行作者: lhtom1976 时间: 2004-4-29 17:53那就要改一下了,先创建一个临时参数,比如temp定义为字符串类型再用extract截取字符串关系式如下temp=asm_mbr_nameif extract(temp,1,3)=="YT8"remark="借用"elseremark=" "endif作者: wxywx 时间: 2004-4-30 08:45IF extract(asm_mbr_name,1,3)=="YT8"remark="借用"elseremark=" "ENDIF成功了!解决了我的大问题!非常谢谢lhtom1976版主,也特别楼上为此问题积极献计献策的各位斑竹们,你们的劳动让这里感觉更温馨!作者: wxywx 时间: 2004-4-30 14:25与之相关的问题我还想请教一下,也是在BOM明细表中,我的图号使用的是零件的文件名,这样出现了一个问题,标准件由于文件名不允许出现斜杠“ /、点.”等符号,就无法满足国标图纸的要求,现在我想在使用的三维标准件库中添加参数TH,BOM明细表中的图号使用参数tuhao,更具文件名判断如果文件名以YT开头的,图号tuhao取零件的文件名,否则取标准件自带的参数TH,关系如下:IF extract(asm_mbr_name,1,2)=="YT"tuhao=asm_mbr_nameELSEtuhao=asm_mbr_thENDIF结果POR/E报错,找不到参数asm_mbr_th,请问该如何处理?标准件库已经加TH参数,普通零件没有加TH参数作者: xjixiong 时间: 2004-5-2 13:42看到楼上的说到在BOM中使用关系式,我想能不能也利用关系式来统计明细表中的相同材料的零件的重量数据来呢,不知孤峰版主还记不记得我以前的贴子:我想在明细表中统计相同材料的重量数据来,我再举个例子说明一下:一个组件中,有两块厚度为10毫米的钢板,其中一块钢板外形尺寸为400×200毫米,另一块是直径为300毫米的钢板,在明细表是两个零件,我要计算这个组件的各种零件的材料计划来,在材料计划中这两块厚度为10毫米的钢板是钢板材料中的一个规格,可我在PRO/e中怎样使这两块钢板汇总呢???请各位帮忙,谢谢了。
P-Q分析

P-Q分析生产车间的布置形式在很大程度上受到车间生产的产品品种及产品产量高低的影响。
于是按照产品品种和产量将企业生产类型大致划分为三种类型:大量生产、成批生产和单件生产。
针对不同的生产类型,车间设备采用不同的布置形式,分为产品原则布置、工艺原则布置、成组原则布置和固定工位布置四种形式,不同的设备布置形式适应不同的生产类型。
(1)产品原则布置(流水线布置、对象原则布置)。
指在工厂生产的产品种类比较单一或者较少,而生产批量却很大时,应该依照产品的工艺加工过程顺序来安置和配备加工设备。
在生产车间中应用形成的就是生产线,在装配车间中应用形成的就是装配线。
产品原则布置的依据是标准化和作业分工。
将生产整个产品的工艺加工过程分解为一系列的标准化过程,每种标准作业均由专门的加工设备和工作人员来完成。
(2)工艺原则布置(功能布置或机群式布置)。
通常在产品品种很多而生产批量却不是很高的生产情况下,把功能相同或者相似的设备分为一组,放置在一起。
(3)成组单元布置。
成组单元布置是将产品原则布置和工艺原则布置这两种布置形式加以综合后形成的,是为了适应如今多样化、少批量、多品种的主要生产形式。
该布置原则先是识别并利用产品的零部件的相似性,然后将零部件进行分类。
具有相似或相同工艺要求的零部件就会被划分为一个零件族。
接下来根据一个个零件族的设备需求,将加工机器人为的划分为一系列的机器组,或者可以成为制造单元。
这种成组单元的布置方式极具灵活性,对于产量的不断变化以及产品设计有很好的适应性。
(4)固定工位布置在生产加工大型的产品或者进行大型的工程项目时经常会用到固定工位的布置方式,例如飞机的生产和制造。
将产品固定是因为加工对象重而大,进行移动很不方便。
所以就要求其生产设备以及人员都要随着被加工产品的位置移动而移动。
由此可见,进行深入的P-Q分析,能确定生产车间的基本布置形式,对于更进一步的车间布局设置有重要的意义。
其中,处于不同行业、不同类型的产品,大小批量的含义有不同的划分标准,详见表3-2及表3-3。
PPAP的定义
I.2.2.1 设计记录
供方必须具备所有的可销售产品的设 计记录,包括:部件的设计记录或可销 售产品的详细信息。若设计记录,如 CAD/CAM数学数据、零件图纸、规范等 是以电子版形式存在,如:数字数据, 则供方必须制作一份硬件拷贝来确定所 进行的测量。
I.2.2.2 任何授权的工程更改文件
供方必须具有尚未记入设计记 录中、但已在产品、零件或工装上体 现出来的任何授权的工程更改文件。
I.2.2.14 外观批准报告 (AAR)
如果在设计记录某一要求提交的零件或零件系列有 外观要求,则必须完成该产品/零件一份单独的外观批 准报告(AAR)。 一旦完全满足所有要求的准则,供方则必须在AAR 上记录所要求的信息。必须到你的顾客指定的地点提 交完成的AAR和代表性的生产产品/零件,并等候处置。 按照所要求的提交等级,在最后提交时,AAR(填入 零件交接情况和顾客签名)与PSW一起提交。
I.4.1 提交等级
如果顾客负责产品批准部门没有其 它的规定,则供方必须使用等级3作为 默认等级,进行全部提交。
保存/提交要求 表Ⅰ.4.1保存 提交要求 保存
I.2.2.17 标准样品
供方必须保存一件标准样品,与生产件批准记录保 存的时间相同,或 a)直到顾客批准而生产出一个用于相同顾客零件编 号的新标准样品为止;或 b)在设计记录、控制计划或检验准则要求有标准样 品的地方,作为一个基准或标准使用。 必须对标准样品进行标识,并在样品上标出顾客 批准的日期。对于多腔冲模、铸模、工具或模型、或 生产过程的每一个位置,除非顾客另有规定,否则供 方必须各保留一件标准样品。
I.2.2 PPAP 要求
供方必须满足所有的规定要求,如: 设计记录、规范。 如果供方不能满足其中的任何要求, 为了确定合适的纠正措施必须与顾客 取得联系。
超全汽车零部件分类 详细的汽车零部件统计表
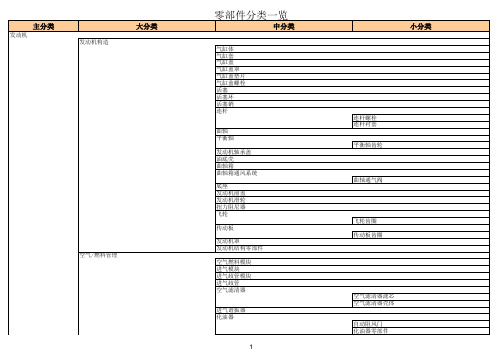
主分类
大分类
空气悬架 电子悬架 悬架控制 减震器
车轮
轮胎
车桥/制动器/车身控制 车桥
零部件分类一览
中分类
扭杆 横向稳定杆 悬架球铰 减震器橡胶 减震器支架 悬架零部件
悬架电子控制单元
减震器 减震器模块 空气减震器 电子减震器 减震器零部件
车轮 钢毂 铝合金毂 车轮螺母 主销 车轮零部件
轮胎气门嘴 轮胎帘线 轮胎零部件
杆状天线 玻璃天线 全球定位系统天线 胶片式天线
主分类
执行器 电机
大分类
隐匿式开关
零部件分类一览
中分类
指示灯
螺线管/电磁阀 其他执行器
节气门段电机 怠速控制器电机 燃油泵电机 散热器风扇电机 水泵电机 动力转向用电机 转向位置调整用电机 悬架调平电机 防抱死制动系统电机 动力窗电机 雨刮器电机 后刮水器电机 洗涤器泵电机 前照灯控制电机 前照灯清洁器电机 车外后视镜调节电机 车门后视镜电机 天窗电机 电动座椅电机 座椅靠背调节电机 里程表步进电机 鼓风扇电机 暖气风扇电机 天线电机 空气滤净器电机 各式电机
车身紧固件零部件 车身隔振元件 发动机底盖 防溅板 挡泥板 车身紧固件/防护装置零部件
保险杠饰板 保险杠柱 能量吸收式保险杠零部件 保险杠零部件
窗框 门铰链 车门检测器 玻璃升降摇把 车门模块 车窗升降器 电动车窗 车门外把手 车门内把手 车门锁
车锁模块 门锁控制器 闭门装置 无钥匙开门系统 车门零部件
自动变速器零部件 无级变速器传送带 无级变速器电子控制单元 无级变速器零部件 差速器壳 半轴齿轮
差速器行星齿轮轴 差速器零部件 多种限滑差速器 粘性限滑差速器 扭矩感应限滑差速器 四轮驱动分动器 四轮驱动分动齿轮 四轮驱动零部件
常用不锈钢比重表

常用不锈钢比重表(KG)“4DC”系列 7.75304、321、304L、202、201 7.93310S、309S、316L、3167.98不锈钢重量简易计算公式不锈钢板每平方米重量(kg)计算公式:比重×厚度(mm) ×宽度(m)长度(m) 304、321管每料重量(kg)计算公式:0.02491×壁厚(mm) ×(外径—壁厚)(mm) 316L、310S管海米重量(kg)计算公式:0.02495×壁厚(mm) ×(外径—壁厚)(mm) 不锈钢圆钢:直径×直径×0.00623:公斤/米不锈钢铬钢:直径×直径×0.00609:公斤/米不锈角钢:宽度×厚度×0.015:公斤/米不锈槽钢:宽度×厚度×0.015×2:公斤/米不锈钢的特点与选用(不锈钢知识)不锈钢是石油、化工、化肥、食品、国防、餐具、合成纤维和石油提炼等工业行业中广泛使用的金属材,而许多容器、管道、阀门、泵、等一般都因与各种腐蚀性介质接触遭受腐蚀而报废。
据统计,全世界每年因腐蚀而报废的钢材约占钢材年产量的1/4。
而不锈钢的产量占钢铁总产量的1%。
因此,材料受到腐蚀而失效是当今材料研究与发展中的三大主要问题之一。
不锈钢是指具有抗腐蚀性能的一类钢种。
通常所说的不锈钢是不锈钢与耐酸钢的总称。
不锈钢不一定耐酸,但耐酸钢同时又是不锈钢。
所谓不锈钢是指能抵抗大气及弱腐蚀介质腐蚀的钢种。
腐蚀速度<0.01 mm/年者为完全耐腐蚀钢,速度<0.1 mm/年者为耐蚀钢。
所谓的耐酸钢是指在各种强腐蚀介质中能耐酸的钢.腐蚀速度<0.1mm/年者为完全耐蚀,腐蚀速度<1mm/年者为耐蚀。
因此.不锈钢并不是不腐蚀、只不过腐蚀速度较慢而已、绝对不被腐蚀的钢是不存在的。
值得注意的是在同一介质中.不同种类的不锈钢腐蚀速度大不相同而同一种不锈钢在不同的介质中腐蚀行为也大不一样。