助焊剂检验标准与规范
免清洗助焊剂检测要求

免清洗助焊剂技术条件1范围本标准规定了免清洗型助焊剂的技术要求、试验方法、检验规则、标志、包装运输和贮存等。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
ANSI/IPC J-STD-004A-2004 助焊剂的要求GB 190 危险货物包装标志GB/T2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T6753.4 色漆和清漆用流量杯测定流出时间GB/T9491 锡焊用液态焊剂(松香基)GB/T 1981.1 电气绝缘用漆第1部分:定义和一般要求QML-J11.006 产品中限制使用有害物质的技术标准IPC-T-50G CN 电子电路互连与封装术语及定义IPC-TM-650 试验方法手册ASTM D-465 松脂制品包括妥尔油及其它相关产品酸值的试验方法3术语和定义3.1本标准所涉及的术语及定义,参见IPC-T-50G CN《电子电路互连与封装术语及定义》。
3.1.1形态助焊剂根据其呈现的形态分为:液态(L)、固态(S)或膏状(P)。
3.1.2无机助焊剂无机酸和/或盐的溶液。
3.1.3有机助焊剂主要由有机材料而不是松香类或树脂组成的助焊剂。
3.1.4树脂助焊剂主要由天然树脂而不是松香和/或合成树脂组成的助焊剂。
3.1.5松香助焊剂主要从松树的油性树脂中萃取并精加工后的天然松香组成的助焊剂。
由一种或多种如下类型的松香组成:松香、木松香、妥尔油松香、改性或天然松香。
根据ASTM D-465规定,所用松香的最小酸值应当为130。
3.2助焊剂分类及要求3.2.1助焊剂分类备注:数字1和0表示有无(卤化物在助焊剂固体中的重量百分比<0.05%,即为无)卤化物.3.2.2分类要求3.2.2.1助焊剂组成材料根据助焊剂中非挥发物(固体)最大重量百分比构成,组成助焊剂的材料应该是松香型、树脂型、有机型物质的一种。
助焊剂进料检验规范
版本变更记录 版 本
01 02 03 04
变 更 说 明
新制訂 增加檢驗標準判定的第 11 項內容 增加 3.6、3.7 項及判定標準第 9 項內容 修改 3.7 项绝缘阻抗测试标准
04
3/3
042/3Fra bibliotek2013/06/17 2013/03/27 助焊劑進料檢驗規範
3.7 高温高湿试验测试: 取 5ML 助焊劑均勻的滴加到如上圖 1 PCB 板 (GB/T9491-2002 梳形線路板,線寬 0.5mm,線距 0.5mm,板厚 1.5mm) 焊盤位置,放置锡炉(溫度 235±10℃)浸锡 3S,然後放入 40℃和相對濕度為 90%-95%的試驗箱中保持 96 H, 在室溫和相對濕度為 85%的條件下恢復 1 H,用高阻儀(量程為 100MΩ 、电压为 DC:500V)按上图 1 示分别 测量 1-2、2-3、3-4 和 4-5 腳之間的絕緣電阻(1MIN)后讀數。測試標準(参照 IPC-TM-650)大於 1000MΩ, 并將測試結果記錄到報表中。 4.參考文件: 4.1 助焊劑承認規格書. 5.檢驗判定標準: 缺點 檢驗項目 不良判定標準 抽樣標準 檢檢工具或方法 CR MA MI 1. 2. 3. 4. 5. 未承認 出貨報告不符 入錯料 包裝潮濕 保質期 為 6 個月) 6. 7. 8. 外觀檢驗 氣味 密度 非黃色液體 有刺激性氣味 不符合承认书要求的 測試結果不符合(IPC-TM-650、GB/T9491-2002) 9. 绝缘阻抗测试 環保檢測不符 10. 合. 11. SGS 报告确认 不符合 不予接受 整批 目視 ※ 不予接受 抽樣 環保檢測儀 ※ 5ML 标准的 絕緣阻抗測試儀 ※ 正常抽樣 正常抽樣 250ml 目檢 鼻嗅 密度計 ※ ※ ※ 不予接受 無附出貨報告或出貨報告項目有缺 不予接受 不予接受 包裝或膠瓶印刷週期超过產品有效期內.(有效期 正常抽樣 目視 ※ 任 1 規格 全檢 正常抽樣 正常抽樣 目視 目視 目視 目視 ※ ※ ※ ※
助焊剂技术标准

助焊剂技术标准助焊剂是焊接过程中常用的辅助材料之一,其作用是提供熔化金属的润湿和保护作用,以促进焊接接头的形成。
助焊剂具有一定的技术标准,以下是助焊剂技术标准的相关参考内容。
1. 助焊剂的类别和组成:助焊剂根据其化学成分和技术性能的不同,可分为有机助焊剂和无机助焊剂两大类。
有机助焊剂主要由助焊剂基质、活性剂、协助剂等组成;无机助焊剂主要由无机物质、金属元素、活性剂等组成。
助焊剂的组成应符合国内或国际相关标准的规定。
2. 助焊剂的技术性能要求:助焊剂的技术性能是评价其质量好坏的关键因素,主要包括润湿性、活性、去除性、干燥性等。
润湿性是指助焊剂能否迅速在焊接接头表面形成均匀的润湿层;活性是指助焊剂在高温下能否有效地去除焊接接头表面的氧化层,与熔化金属发生化学反应,提高焊接接头强度;去除性是指焊接后助焊剂残留物是否易于去除,不影响焊接接头的使用。
3. 助焊剂的使用规范:助焊剂在焊接过程中的使用应符合一定的规范,例如使用助焊剂的温度、时间、涂布方式等。
助焊剂的温度应符合焊接接头材料的熔点要求,一般情况下,使用助焊剂的温度在焊接接头的熔点以上10-50℃为宜。
助焊剂的涂布方式应根据焊接接头的形状和结构灵活选择,可以采用刷涂、喷涂、浸渍等方法。
4. 助焊剂的质量控制:助焊剂生产过程中,应建立完善的质量控制体系,确保助焊剂产品的质量稳定可靠。
质量控制包括原材料的选择和检验、生产过程的控制和监督、成品的质量检验等。
助焊剂的质量检验应符合国家相关标准的要求,例如助焊剂的润湿性检测、活性检测、判定方法等。
5. 助焊剂的包装、贮存和运输:助焊剂的包装应符合国家相关标准的要求,以确保产品的质量和安全。
包装应使用无毒材料,避免助焊剂污染和泄漏。
贮存过程中,助焊剂应避免阳光直射和高温环境,防潮、防火、防爆措施应到位。
运输过程中,助焊剂应保持包装完好,避免剧烈晃动和损坏。
总之,助焊剂技术标准的相关参考内容应包括助焊剂的类别和组成、技术性能要求、使用规范、质量控制和包装、贮存、运输等方面的内容。
免清洗助焊剂检测要求

免清洗助焊剂检测要求
1.免清洗助焊剂应符合相关标准和规范。
免清洗助焊剂的质量标准应
符合国家和行业的相关标准,例如IPC标准。
除此之外,还应符合公司内
部的规范和要求。
2.检测设备应准确可靠。
选择适合的检测设备对于免清洗助焊剂的质
量控制非常重要。
常用的检测设备包括红外线热成像仪、光学显微镜、离
子色谱仪等。
确保检测设备的准确性和可靠性,以保证测试结果的真实性
和可信度。
3.检测方法应全面有效。
对免清洗助焊剂进行检测时,应采用多种方
法进行综合检测,以确保结果的准确性。
常用的检测方法包括表面湿润性
测试、离子残留物测试、电阻测试、镜面观测等。
通过不同的检测方法综
合评估免清洗助焊剂的性能和质量。
4.免清洗助焊剂的可靠性测试。
除了对免清洗助焊剂进行质量检测外,还需要对其可靠性进行测试。
通过模拟实际工作环境进行测试,评估免清
洗助焊剂在不同温度、湿度和振动等条件下的性能和可靠性。
5.记录和追踪。
在免清洗助焊剂的生产和使用过程中,需要对质量检
测结果进行记录和追踪。
建立有效的记录和追踪体系,以便在发生质量问
题时能够进行追溯和分析,及时改进和提升产品质量。
总之,免清洗助焊剂的检测要求包括符合标准和规范、准确可靠的检
测设备、全面有效的检测方法、可靠性测试以及记录和追踪等。
只有通过
严格的质量检测,才能保证免清洗助焊剂的质量和可靠性,提高产品质量
和生产效率。
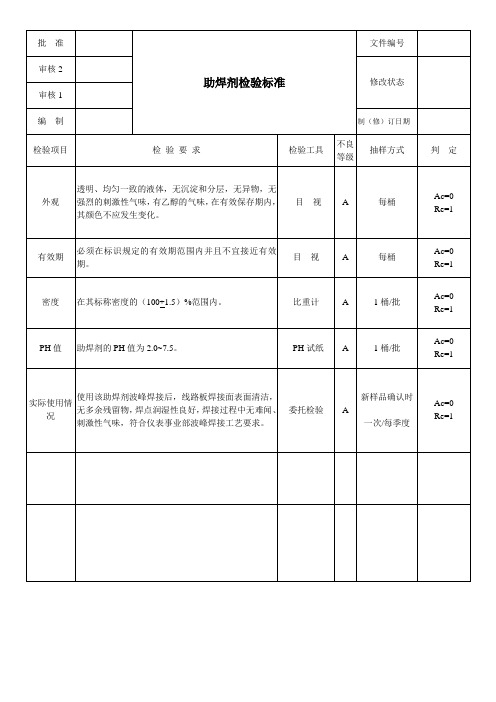
助焊剂检验标准
A
每桶
Ac=0
Re=1
密度
在其标称密度的(100+1.5)%范围内。
比重计
A
1桶/批
Ac=0
Re=1
PH值
助焊剂的PH值为2.0~7.5。
PH试纸
A
1桶/批
Ac=0
Re=1
实际使用情况
使用该助焊剂波峰焊接后,线路板焊接面表面清洁,无多余残留物,焊点润湿性良好,焊接过程中无难闻、刺激性气味,符合仪表事业部波峰焊接工艺要求。
委托检验
A
新样品确认时
一次/每季度
Ac=0
Re=1
批准
助焊剂检验标准
文件编号
审核2
修改状态
审核1
编制
制(修)订日期
检验项目
检验要求
检验工具
不良等级
抽样方式
判定
外观
透明、均匀一致的液体,无沉淀和分层,无异物,无强烈的刺激性气味,有乙醇的气味,在有效保存期内,其颜色不应发生变化。目视Βιβλιοθήκη A每桶Ac=0
Re=1
有效期
必须在标识规定的有效期范围内并且不宜接近有效期。
助焊剂的检验方法(依据标准)

助焊剂的檢驗方法(依據標准)项目 规格 测试标准助焊剂分类 ORM0 J-STD-004物理状态(20℃) 液体 目测颜色 无色 目测比重(20℃) 0.822±0.010 GB611-1988酸价(mgKOH/g) 49.00±5.00 J-STD-004固态含量(w/w%) 7.50±1.00 JIS-Z-3197卤化物含量 (w/w%) 无 J-STD-004/2.3.35吸入容许浓度 (ppm) 400 WS/T206-2001助焊剂检测方法6.1助焊剂外观的测定目视检测成品外观应均匀一致,透明,无沉淀、分层现象,无异物。
6.2助焊剂固体含量的测定6.2.1(重量分析法)A)原理将已称重的助焊剂样品先后在水浴及烘箱中除去挥发性物质,冷却后再称重。
助焊剂的固体含量由以上所得到的数值计算而得。
B)仪器A.实验室常规仪器B.水浴C.烘箱D.电子天平:灵敏度为0.0001gC)步骤A.有机溶剂助焊剂(沸点低于100℃):a.将烧杯放入恒温110℃± 5℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ± 2℃烘箱中烘1小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
B.水溶剂助焊剂:a.将烧杯放入恒温110°± 2℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ±2℃烘箱中烘3小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
D)计算助焊剂中固体物质百分含量计算如下式: M2 / M1 x 100其中:M2----------干燥后残余物质量(g)M1----------称取的样品重量(g)6.3助焊剂比重的测定6.3.1适用范围用于规范DMA35n手持式温度/密度计之操作密度:0至1.999g/cm³ 温度:0至405ºC, 32至1045ºF, 粘度:0至1000Mpa.s测量不可靠性: 密度:±0.001g/ cm³,温度: ±0.2ºC6.3.2 参考文件DMA 35n 手持式温度/密度计手册6.3.3 测试步骤A 连接吸液管顺时针方向将吸管拧进DMA35n,直到感觉有阻力感,不要使用任何工具,以免损伤螺纹。
助焊剂比重
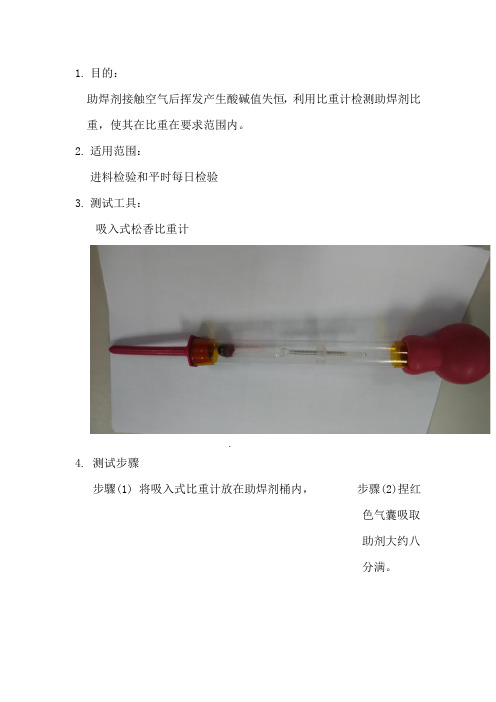
1.目的:
助焊剂接触空气后挥发产生酸碱值失恒,利用比重计检测助焊剂比重,使其在比重在要求范围内。
2.适用范围:
进料检验和平时每日检验
3.测试工具:
吸入式松香比重计
.
4. 测试步骤
步驟(1) 将吸入式比重计放在助焊剂桶内,步骤(2)捏红
色气囊吸取
助剂大约八
分满。
步驟(3) 将吸入式比重计轻轻的拿起。
步驟(4)待比重计静止
时读取刻
度。
5.平时检验标准
5-1检查周期为每天一次。
5-2 检验助焊剂比重是否为正常
5-4 将检测结果填写于[助焊剂比重測量记录表] 中,以备查询。
5-5 助焊剂属于易挥发溶剂,所以每天对助焊剂进行检测,确认其结果是否正常,如有比重超出比重范围及时退还仓库。
6. 进料检验标准
6-1将测出的比重值与厂商提供的(物质安全资料表)里给出的比重值比较,如果超出范围,则要求退货,并填写(助焊剂进料比重检验记录表),以备查看。
6-2一般需抽验批量的三分之一,根据实际情况而定。
7. 注意事项
7-1吸入式比重计使用完成后一定要清洗干净,以防止不同液体使用时污染液体。
7-2吸入式比重计为玻璃易碎品,存放和使用时一定要小心保管,轻拿轻放。
助焊剂技术标准

助焊剂技术标准助焊剂技术标准是制定助焊剂生产和使用过程中必须遵守的规范,它对助焊剂的成分、性能、生产、贮存、包装、运输、使用等方面做出了详细的规定。
通过遵守助焊剂技术标准,可以确保助焊剂的质量和使用效果,保障焊接工艺的可靠性和稳定性。
下面将对助焊剂技术标准进行详细解读。
一、助焊剂的成分助焊剂的成分是制定技术标准的重要内容之一。
助焊剂通常由活性剂、溶剂和添加剂组成,技术标准需要对这些成分的种类、含量、性能等进行详细规定。
活性剂的种类可以包括树脂、酸性物质、氧化剂等,需要规定其化学成分、含量范围以及对焊接性能的影响等;溶剂的种类可以包括酒精、醚类、芳烃类等,需要规定其挥发性、残留量、蒸发残渣等指标;添加剂可以是抗氧化剂、流动剂、稳定剂等,技术标准也需要对其使用范围和性能要求做出规定。
二、助焊剂的性能助焊剂的性能是其品质评价的重要依据,助焊剂技术标准对其性能指标进行了详细的规定。
主要包括润湿性、清洗性、腐蚀性、残留物、可靠性等方面的要求。
润湿性是助焊剂对焊接金属表面的润湿能力,技术标准需要规定其在不同金属表面上的润湿角、润湿速度等指标;清洗性是助焊剂对焊接后残留物的清洗能力,技术标准需要规定其清洗剂的种类、使用方法、清洗效果等;腐蚀性是助焊剂对金属材料的腐蚀情况,技术标准需要规定其在不同金属上的腐蚀速度和影响程度。
三、助焊剂的生产和贮存助焊剂的生产和贮存是技术标准中的重要内容,它关系到助焊剂的生产工艺、生产环境、质量控制、贮存条件等方面的要求。
技术标准需要规定助焊剂的生产工艺流程、操作规程、检测方法、生产设备和环境要求等内容;同时也需要规定助焊剂的贮存条件,比如温度、湿度、光照等要求,确保助焊剂在贮存期间不会发生质量变化和性能衰减。
四、助焊剂的包装和运输技术标准对助焊剂的包装和运输也有具体要求,主要包括包装容器的材质、结构、标识、密封性等方面的规定,以确保助焊剂在包装和运输过程中不受外界环境的影响,保持其质量和性能稳定。
助焊剂技术标准

助焊剂技术标准助焊剂是焊接过程中非常重要的一种辅助材料,它可以提高焊接质量和效率,减少焊接缺陷。
为确保助焊剂的质量可靠,需要制定一系列的技术标准,以确保助焊剂的性能和使用效果符合要求。
下面是一些关于助焊剂技术标准的相关参考内容。
1. 助焊剂性能要求:1.1 润湿性能:助焊剂应具有良好的润湿性能,能够在焊接过程中迅速湿润焊件表面,使焊接材料均匀分布并形成良好的焊接接头。
1.2 引焊性能:助焊剂应具有较低的引焊温度,以保证焊接过程中热量的集中和传导,提高焊接效率。
1.3 气体护膜性能:助焊剂应具有良好的气体护膜性能,能够阻隔空气中的氧气和杂质,避免污染和氧化焊接接头。
1.4 渣分离性能:助焊剂应具有良好的渣分离性能,能够将焊接过程中产生的焊渣迅速分离,减少焊接缺陷的发生。
2. 助焊剂化学成分:2.1 酒精类助焊剂:主要成分为酒精、酒精酸盐、酯类物质等,适合用于低温焊接和微型电子焊接。
2.2 水溶性助焊剂:主要成分为无机盐和有机化合物,适合用于常规焊接和大型电子焊接。
2.3 焊膏类助焊剂:主要成分为树脂、活性剂、氧化剂等,适合用于焊锡丝、焊锡膏等应用。
3. 助焊剂检测方法:3.1 润湿性检测:根据焊接接头的润湿性能,可以使用接触角仪等设备进行检测,测量助焊剂在焊接表面的润湿程度。
3.2 引焊性检测:通过测量焊接过程中的引焊温度和引焊时间,评估助焊剂的引焊性能。
3.3 气体护膜性检测:可以使用气体分析仪等设备,测量焊接过程中的气氛组成和氧含量,评估助焊剂的气体护膜性能。
3.4 渣分离性检测:通过观察焊接过程中产生的焊渣形态和排放情况,评估助焊剂的渣分离性能。
4. 助焊剂质量评估标准:4.1 助焊剂外观检查:检查助焊剂的色泽、颗粒度、湿润性等外观特征,确保无异物和可见污染。
4.2 化学成分分析:使用化学分析方法,测量助焊剂中各种化学成分的含量,并与规定的标准进行对比评估。
4.3 性能测试:通过润湿性、引焊性、气体护膜性、渣分离性等测试,评估助焊剂的性能是否达到要求。
助焊剂检验方法
J 33JB/T 6173-1992水溶性有机助焊剂1992-05-15 发布1993-01-01 实施中华人民共和国机械电子工业部发布11范围本标准规定了水溶性有机助焊剂的主要技术要求,试验方法,检验规则和标志、包装、运输、贮存。
本标准适用于电子元器件在印制板上进行自动焊接与手工焊接用水溶性有机助焊剂(以下简称助焊剂)。
2引用标准GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 2423.3电工电子产品基本环境试验规程 试验Ca :恒定湿热试验方法GB 2424.2电工电子产品基本环境试验规程 湿热试验导则GB 611化学试剂密度测定通用方法GB 191包装储运图示标志SY 2000石油产品包装、贮运及交货验收规则3 技术要求3. 1 色状助焊剂是无色或淡颜色的无沉淀物的液体。
3. 2 比重3. 2. 1 手工焊用的以水为溶剂的助焊剂比重为:1.04±0.06g/cm 3。
3. 2. 2 自动焊用的以异丙醇为溶剂的助焊剂比重为:0.90±0.05g/cm 3。
3. 3 酸碱度助焊剂的酸碱度即pH 值为:1.0~4.0。
3. 4 扩展率 扩展率>90%。
3. 5 铜板腐蚀试验铜板腐蚀试验后的样板无腐蚀现象。
3. 6 绝缘电阻经助焊剂焊接处理后的印制板在清洗风干后的绝缘电阻>1×1011Ω。
4 试验方法4. 1 色状机械电子工业部1992-05-15 批准中华人民共和国机械行业标准水 溶 性 有 机 助 焊 剂JB/T 6173-19921993-01-01 实施2用标准色卡目测4. 2 比重比重测定按GB 611的规定进行。
手工焊用的助焊剂比重用比重瓶法测定。
自动焊用的助焊剂用比轻计测定,比重天平法做为仲裁手段。
4. 3 酸碱度 用pH 计测试。
4. 4 扩展率采用的试样液为水溶性有机助焊剂,试片为0.3mm×30mm×30mm 的薄铜片,试验方法参见附录A 。
助焊剂的检验方法(依据标准)
助焊剂的检验方法(依据标准)助焊剂的檢驗方法(依據標准)项目规格测试标准助焊剂分类 ORM0 J-STD-004物理状态(20℃)液体目测颜色无色目测比重(20℃)0.822±0.010 GB611-1988酸价(mgKOH/g)49.00±5.00 J-STD-004固态含量(w/w%)7.50±1.00 JIS-Z-3197卤化物含量 (w/w%) 无 J-STD-004/2.3.35吸入容许浓度 (ppm) 400 WS/T206-2001助焊剂检测方法6.1助焊剂外观的测定目视检测成品外观应均匀一致,透明,无沉淀、分层现象,无异物。
6.2助焊剂固体含量的测定6.2.1(重量分析法)A)原理将已称重的助焊剂样品先后在水浴及烘箱中除去挥发性物质,冷却后再称重。
助焊剂的固体含量由以上所得到的数值计算而得。
B)仪器A.实验室常规仪器B.水浴C.烘箱D.电子天平:灵敏度为0.0001gC)步骤A.有机溶剂助焊剂(沸点低于100℃):a.将烧杯放入恒温110℃± 5℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ± 2℃烘箱中烘1小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
B.水溶剂助焊剂:a.将烧杯放入恒温110°± 2℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ±2℃烘箱中烘3小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
助焊剂焊料检测方法

助焊剂焊料检测方法目录:一、卤素含量的测定二、酸值的测定:三、扩展率测定:四、焊剂含量测定(焊丝)五、锡含量测定六、样品制备七、发泡实验八、颜色九、比重十、机械杂质十一、水溶物电导率试验十二、绝缘电阻试验十三、铜板腐蚀试验一.卤素含量的测定实验方法:电位滴定法1.试剂:(1)乙醇─苯混合溶液(10:1)(2)硝酸银标准溶液0.05N(需标定)2.仪器:电位差计、银电极、甘汞电极(玻璃电极)3.基本原理:(略)注:由能斯特公式导出电位滴定法是一种测量滴定反应过程中电位变化的方法,当滴定反应达到等当点时,待测物质浓度突变,使指示电极的电位产生突跃,故可确定终点。
4.硝酸银标准溶液的配制:用万分之一天平称量8.494g硝酸银,后溶解至1L容量瓶中(0.05N)。
5.基准氯化钠标准溶液的配制:用减量法称量氯化钠(优级纯)至坩锅中,在550℃下烘烤2个小时左右,降至室温,转至称量瓶中称量,取50ml小烧瓶,将氯化钠慢慢(分几次)向小烧杯中倒,称重1.64g,溶解后转移至1L容量瓶中。
(1ml=0.001g 氯)6.铬酸钾(2%)溶液配制:称取2g铬酸钾配成2%的水溶液。
7.标定硝酸银:吸取10ml溶液于250ml锥形瓶中,以铬酸银溶液为指示剂,用硝酸银溶液滴定至淡黄色为终点。
按下式计算系数C:C=0.01/V(g/ml).8.实验步骤:准确称量试样(约1g)若为焊剂则移取已知比重的试液1ml,配制成200ml溶液于500ml烧杯中,接好电极,开动电磁搅拌,用0.05N硝酸银溶液滴定,记录消耗的硝酸银溶液体积(ml)和相应的电极电位(mv).全部实验需进行空白试验。
Cl%=C(V-V0)/m x100%二、酸值的测定:实验方法:酸碱滴定法1.试剂:(1)无水乙醇(2)甲苯(3)0.1N KOH标准溶液:将5.6gKOH溶于蒸馏水中,备用。
(4)酚酞溶液:1g酚酞溶于甲醇溶液中至100ml。
2.实验步骤:(1)用溶剂(选(1)、(2)或(1)+(2))溶解约1g样品(若为焊剂则移取已知比重的试液1ml),溶于100溶剂内。
锡膏、助焊剂检验测试方法

锡膏及助焊剂测试方法测试标准•锡膏相关标准Solder paste•JIS-Z-3284•JIS-Z-3197•IPC J-STD-006•IPC J-STD-005•IPC J-STD-004•IPC J-STD-003•IPC-TM-650•JIS-Z-3283•助焊剂相关标准Flux•J-STD-004•JIS-Z-3197•IPC-TM-650•GB/T助焊剂保护剂活化剂扩散剂溶剂添加剂松香树脂等有机酸及盐含氮有机物表面活性剂IPA,乙醇,少量高沸点溶剂缓蚀剂,消光剂等H0High(0%)RE Resin K H1High(>2.0%)REResinLM1Moderate(0.5-2.0%)RE Resin J M0Moderate(0%)RE Resin I L1Low(<0.5%)RE Resin H L0Low(0%)RE Resin G H1High(>2.0%)RO Rosin F H0High(0%)RO Rosin E M1Moderate(0.5-2.0%)RO Rosin D M0Moderate(0%)RO Rosin C L1Low(<0.5%)RO Rosin B L0Low(0%)RO Rosin A 助焊剂类型助焊剂活性水平(%卤化物)符号助焊剂成分材料助焊剂类型符号M1Moderate(0.5-2.0%)IN Inorganic W H1High(>2.0%)INInorganicYH0High(0%)IN Inorganic X M0Moderate(0%)IN Inorganic V L1Low(<0.5%)IN Inorganic U L0Low(0%)IN Inorganic T H1High(>2.0%)OA Organic S H0High(0%)OA Organic R M1Moderate(0.5-2.0%)OA Organic Q M0Moderate(0%)OA Organic P L1Low(<0.5%)OA Organic N L0Low(0%)OA Organic M 续上表•JIS-Z-3197 中规定的助焊剂分类JIS-Z-3197 8.1水萃取液电导率8GB/T15829.2-1995物理稳定性9IPC-TM-650 2.3.33 铬酸银测试7*IPC-TM-650 2.3.35IPC-TM-650 2.3.28.1卤素含量6*JIS-Z-3197 / IPC-TM-650 2.3.34固体含量/不挥发分含量5IPC-TM-650 2.3.13 酸值4GB/T7534-87 沸程3GB/T4472-84 密度2目视外观1备注测试标准测试项目编号备注测试标准测试项目编号19干燥度18IPC-TM-6502.3.25离子清洁度17IPC-TM-6502.6.14.1电化学迁移试验16IPC-TM-6502.6.3.3表面绝缘电阻15IPC-TM-6502.3.32铜镜腐蚀14IPC-TM-6502.6.15铜板腐蚀13相对润湿力/润湿性12JIS-Z-31978.3.1.1扩展率11GB 闪点10助焊剂类/测试方法:外观测试方法:目视结果应该为透明液体,无分层,无沉淀,无杂质。
if2005c助焊剂技术文件

if2005c助焊剂技术文件一、概述if2005c助焊剂是一种用于电子元件焊接的特殊材料,具有优异的导热性和防氧化性能。
在电子生产制造过程中,if2005c助焊剂被广泛应用于PCB板焊接及电子元器件的连接工艺中,其技术文件的编制对于保障生产过程的稳定性和产品质量至关重要。
二、if2005c助焊剂技术参数1. 化学成分:if2005c助焊剂的化学成分包括活性剂、助焊剂和稀释剂。
其中活性剂主要包括树脂和活性成分,助焊剂主要包括氧化剂和氯化剂,稀释剂主要包括丙酮和乙酸乙酯。
2. 外观:if2005c助焊剂呈无色透明液体,不含机械杂质和异物。
3. 密度:if2005c助焊剂的密度为0.86g/cm³,密度稳定,易于储存和使用。
4. 固含量:if2005c助焊剂的固含量为25,具有适中的粘度和流动性。
5. PH值:if2005c助焊剂的PH值为7-8,属于中性产品,不会对金属表面产生侵蚀和腐蚀。
6. 储存条件:if2005c助焊剂应贮存在阴凉通风的仓库中,远离火源和酸碱物质。
7. 包装规格:if2005c助焊剂的常用包装规格为5kg/桶和20kg/桶,也可根据客户要求进行定制。
三、if2005c助焊剂使用方法1. 清洗:在进行焊接前,应先将PCB板和电子元器件进行清洗,去除表面油污和杂质。
2. 涂覆:使用专用刷子或喷涂设备将if2005c助焊剂均匀涂覆在焊接表面上,确保涂覆均匀且不漏刷。
3. 加热:将涂覆了if2005c助焊剂的焊接表面进行加热处理,使助焊剂充分挥发和固化。
4. 焊接:待助焊剂固化后,进行焊接操作,确保焊点牢固、均匀并无氧化。
四、if2005c助焊剂的应用领域1. 电子制造业:if2005c助焊剂广泛应用于电子元件的表面粘接、焊接和连接工艺中,能够提高焊接接头的导电性和可靠性。
2. 通讯设备:if2005c助焊剂可用于手机、通讯基站、卫星调制解调器等通讯设备的焊接工艺中,能够提高焊接质量和使用寿命。
r型和rma型助焊剂标准

r型和rma型助焊剂标准
R型和RMA型助焊剂的标准可能因地区和行业而异,但通常会涉及到一些通用的性能指标和规范。
以下是一些常见的标准:
1. 成分:助焊剂应包含适当的活性剂、溶剂、稳定剂和其他可能的添加剂,以确保其具有适当的助焊性能。
2. 粘度:助焊剂应具有适当的粘度,以确保其在喷涂、刷涂或浸渍过程中具有良好的流动性和覆盖性。
3. 腐蚀性:助焊剂应具有一定的腐蚀性,以去除焊接表面的氧化物和其他污染物,但不应过分腐蚀金属表面。
4. 焊接残留物:助焊剂在焊接后应留下适量的残留物,以保护焊接点免受腐蚀和机械损伤。
5. 稳定性:助焊剂应具有良好的稳定性,以确保其在储存和使用过程中不会变质或分离。
6. 安全性:助焊剂应符合相关国家和地区的安全法规和标准,以确保其在使用过程中不会对人体健康和环境造成危害。
7. 环保性:助焊剂应符合环保法规和标准,如无卤素、低VOC等要求。
8. 兼容性:助焊剂应与所使用的基材、焊料和焊接工艺相兼容。
9. 可靠性:助焊剂应具有良好的可靠性,以确保其在使用过程中不会引起焊接缺陷或故障。
具体标准可能会因不同的行业、应用领域和供应商而有所不同,因此建议在使用特定类型的助焊剂时查阅相关的行业规范和标准。
【推荐】2019年助焊剂操作验收规范
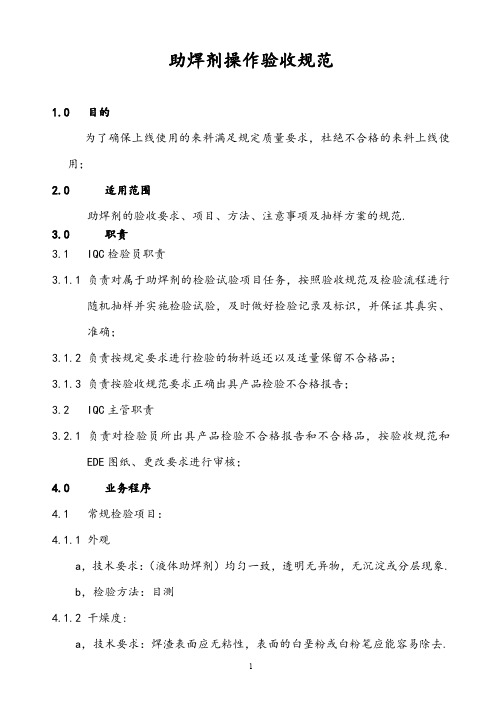
助焊剂操作验收规范1.0目的为了确保上线使用的来料满足规定质量要求,杜绝不合格的来料上线使用;2.0适用范围助焊剂的验收要求、项目、方法、注意事项及抽样方案的规范.3.0职责3.1 IQC检验员职责3.1.1 负责对属于助焊剂的检验试验项目任务,按照验收规范及检验流程进行随机抽样并实施检验试验,及时做好检验记录及标识,并保证其真实、准确;3.1.2 负责按规定要求进行检验的物料返还以及适量保留不合格品;3.1.3 负责按验收规范要求正确出具产品检验不合格报告;3.2 IQC主管职责3.2.1 负责对检验员所出具产品检验不合格报告和不合格品,按验收规范和EDE图纸、更改要求进行审核;4.0业务程序4.1 常规检验项目:4.1.1 外观a,技术要求:(液体助焊剂)均匀一致,透明无异物,无沉淀或分层现象.b,检验方法:目测4.1.2 干燥度:a,技术要求:焊渣表面应无粘性,表面的白垩粉或白粉笔应能容易除去.b,检验方法:实际焊接、目测.4.1.3 绝缘电阻(焊后40℃95%RH96H)a,技术要求AA:≥1*1012;A:≥ 1*1011;B≥1*1010(单位:OHM)b,检验方法:绝缘电阻测试仪.4.1.4 水萃取液电阻率:a,技术要求:AA≥1*105;A≥5*104;(单位:OHM.CM)b,检验方法:取五个100ml烧杯,清洗干净.再装入50ml去离子水.选择合适的仪器电极,在水温为23±2℃条件下测得的电阻率应不小于5*105OHM.CM.并用去离子水洗过的表面用皿盖好,以免污染. 分别在三个烧杯中加入0.100±0.005ml焊剂试液,其余两个烧杯作为空白,用来核对,同时加热五个烧杯至沸点,并沸腾1min后,冷却.将冷却的带盖烧杯放入温度为23±2℃的恒温水槽内,使其达到平衡.用去离子水彻底清洗测试电极,然后浸入装有焊剂试液的烧杯内.记录读数.用去离子水彻底清洗测试电极,然后浸入核对用去离子水,记录读数.用上述相同方法依次对剩下的焊剂试液和核对用去离子水进行测试,并记录读数.当核对用去离子水的电阻率小于5*105OHM.CM时,则该水被污染,应全部重做.4.1.5 铜镜腐蚀性:a,技术要求:AA应基本无变化;A不应使铜膜有穿透性腐蚀.b,测试方法:将大约0.05ml被测焊剂和0.05ml标准焊剂分别滴在相邻的一块铜镜表面上(铜膜上不得有氧化膜和任何损伤,滴管不得接触铜,两种焊剂不得相连)共作三块试验,铜镜表面应无污物、尘土和指印.将它们水平放置在温度为23±2℃、相对湿度为45~55%的无尘密闭室内24+0.5H然后将铜镜浸入清洁的无水乙醇(或异丙醇)中,除掉试验焊剂和标准焊剂.检查清洗后的铜镜是否有腐蚀现象。
助焊剂检验标准与规范

东莞市盈聚科技股份有限公司东莞市盈聚电子有限公司文件编号QM-TD-L040 版次 A原材料检验标准与规范修订码0生效日期2009-07-01 原材料名称:助焊剂页码1/4修订记录修订页修订码修订内容修订确认修订日期文件盖红色“受控文件”印章,随时保持最新版本;未经总经理批准,不得外借、复印或用于其他目的。
文件正式审批编制部门编制审核批准标准化品质部东莞市盈聚科技股份有限公司东莞市盈聚电子有限公司文件编号QM-TD-L040 版次 A原材料检验标准与规范修订码0生效日期2009-07-01 原材料名称:助焊剂页码2/41.引用标准GB2828.1-2003《逐批检验计数抽样程序及抽样表(适用于连续批的检验)》GB/T 1981-1989 有溶剂绝缘漆试验方法2.合格质量充收水准1. 抽样方案:根据GB2828.1-2003一般检验Ⅱ级水平(LEVEL)及正常检验一次抽样方案。
2 .合格质量水平(AQL):A类不合格:严重缺点(CRITICBL)AQL:0B类不合格:主要缺点(MAJOR)AQL:0C类不合格:次要缺点(MINOR)AQL:1.53.常规项目检验标准及检验方法表一检验项目抽样水平检验方法检验标准不良描述不良判定检验工具CR MA MI外观外包装全数包装目视全数外包装外包装完好,无破损、泄漏外包装破损、泄漏√ 1.0以上视力包装应为密封式包装不密封√包装标识应有产品名称、规格/型号、重量、制造日期、贮存期限、供应商名称等相关内容包装标识不明确√1.0以上视力溶液一般抽样目视溶液表面稀释剂为淡黄色液体,无杂质、沉淀物,无粘稠状;液体混浊变质与要求颜色不符,有杂质沉淀√1.0以上视力东莞市盈聚科技股份有限公司东莞市盈聚电子有限公司文件编号QM-TD-L040版次 A 原材料检验标准与规范修订码0生效日期2009-07-01原材料名称:助焊剂页码3/4 续上表一:检验项目抽样水平检验方法检验标准不良描述不良判定检验工具CR MA MI特性挥发性一般抽样打开溶器,用手扇动液体表面正常嗅觉有酒精味气味不明显√/ 比重适量的溶液用40CM高的量筒装入适量的助焊剂,摆放于水平桌面上,将比重计放入量筒中心部位,并让比重计自由悬浮,待比重计静止后,读出比重计的读值助焊剂比重为:0.816g/cm3±0.003g/cm3(20℃)与要求比重不符√量筒比重计4.特殊项目检验标准及检验方法4.1助焊剂材质保证:同一材质物料,供应商须向我司提供原材料出厂材质证明书;每年核查一次,无材质证明书按MA判定处理。
助焊剂评估项目及方法

flux 评估项目及方法1.目的:规范助焊剂导入流程,测试助焊剂性能,确认并确保焊点各项可靠度要求2.范围:波焊锡炉制程与小锡炉制程。
3.相关资料:ANSI/J-STD-004,IPC-TM-650,IPC-A-610D, Bell core TR-NWT-0000784.定义:无。
5.作业程序与权责:如果IPC-TM-650测试法有更新,以最新IPC规定为主。
5.1.作业流程5.1.1.发出评估邀请函,请厂商提供合适于XX基本要求无铅Flux型号5.1.2.小批量测试(2~10pcs)5.1.3.请厂商提供基础测试报告.5.1.4.200pcs量试5.1.5.Flux可靠性测试(第三方测试)5.1.6.开立PCN,PCR量试1条线5.1.7.逐步导入所有线别以上流程5.1.2~5.1.7如未通过,则请厂商改良助焊剂,重复5.1.1.具体流程图如下5.3.5.2.测试方法5.2.1.铜镜测试(Copper Mirror Test):助焊剂之侵蚀特性必须符合IPC-TM-650测试法2.3.32所示,如附件一。
5.2.2.铬酸银试纸测试(Chlorides and Bromides by Silver Chromate Method):氯与溴必须符合IPC-TM-650测试法2.3.33所示,如附件二。
5.2.3.污点测试(Fluorides By Spot T est):氟必须符合IPC-TM-650测试法2.3.35.1所示,如附件三。
5.2.4.侵蚀测试(Corrosion Test):助焊剂侵蚀残余必须符合IPC-TM-650测试法2.6.15所示,如附件四。
5.2.5.表面绝缘组抗(Surface Insulation Resistance (SIR) Test):助焊剂之表面绝缘组抗必须符合IPC-TM-650测试法2.6.3.3所示,如附件五。
5.2.6.电迁移(Electrochemical Migration Resistance Test):电迁移必须符合IPC-TM-650测试法2.6.14.1如附件六5.2.7.助焊剂残留特性测试:5.2.7.1.外观测试:使用量试助焊剂上线生产后,取3 PCS置于Chamber中,于55℃/85% R.H.下作Burn-in 24小时后进行外观检验。
助焊剂成品检验报告 模板
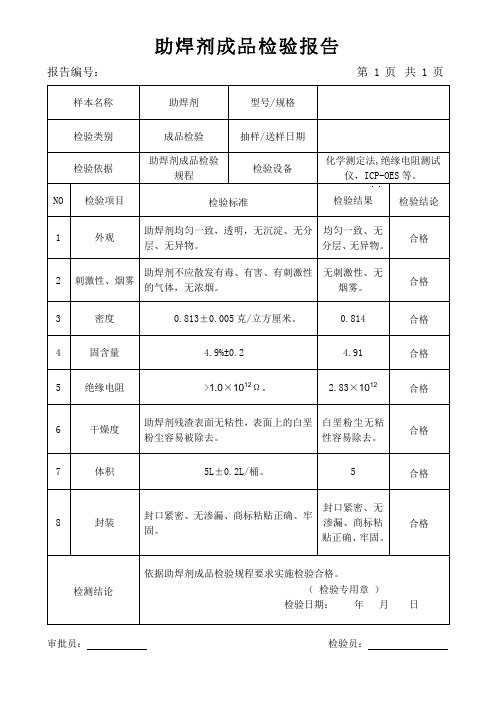
报告编号:第1页共1页
样本名称
助焊剂
型号/规格
检验类别
成品检验
抽样/送样日期
检验依据
助焊剂成品检验规程
检验设备
化学测定法,绝缘电阻测试仪,ICP-OES等。
NO
检验项目
检验标准
检验结果
检验结论
1
外观
助焊剂均匀一致,透明,无沉淀、无分层、无异物。
均匀一致、无分层、无异物。
合格
2
刺激性、烟雾
助焊剂不应散发有毒、有害、有刺激性的气体,无浓烟。
无刺激性、无烟雾。
合格
3
密度
0.813±0.005克/立方厘米。
0.814
合格
4
固含量
4.9%±0.2
4.91
合格
绝缘电阻
>1.0×1012Ω。
2.83×1012
合格
6
干燥度
助焊剂残渣表面无粘性,表面上的白垩粉尘容易被除去。
白垩粉尘无粘性容易除去。
合格
7
体积
5L±0.2L/桶。
5
合格
8
封装
封口紧密、无渗漏、商标粘贴正确、牢固。
封口紧密、无渗漏、商标粘贴正确、牢固。
合格
检测结论
依据助焊剂成品检验规程要求实施检验合格。
( 检验专用章 )
检验日期:年月日
审批员:检验员:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞市盈聚科技股份有限公司东莞市盈聚电子有限公司文件编号QM-TD-L040 版次 A
原材料检验标准与规范修订码0
生效日期2009-07-01 原材料名称:助焊剂页码1/4
修订记录
修订页修订码修订内容修订确认修订日期
文件盖红色“受控文件”印章,随时保持最新版本;未经总经理批准,不得外借、复印或用于其他目的。
文件正式审批
编制部门编制审核批准标准化
品质部
东莞市盈聚科技股份有限公司东莞市盈聚电子有限公司文件编号QM-TD-L040 版次 A
原材料检验标准与规范修订码0
生效日期2009-07-01 原材料名称:助焊剂页码2/4
1.引用标准
GB2828.1-2003《逐批检验计数抽样程序及抽样表(适用于连续批的检验)》
GB/T 1981-1989 有溶剂绝缘漆试验方法
2.合格质量充收水准
1. 抽样方案:根据GB2828.1-2003一般检验Ⅱ级水平(LEVEL)及正常检验一次抽样方案。
2 .合格质量水平(AQL):
A类不合格:严重缺点(CRITICBL)AQL:0
B类不合格:主要缺点(MAJOR)AQL:0
C类不合格:次要缺点(MINOR)AQL:1.5
3.常规项目检验标准及检验方法表一
检验项目抽样水平检验方法检验标准不良描述
不良判定
检验工具CR MA MI
外观外包装全数包装目视全数外包装
外包装完好,无破损、泄漏外包装破损、泄漏√ 1.0以上视
力
包装应为密封式包装不密封√
包装标识应有产品名称、规格
/型号、重量、制造日期、贮
存期限、供应商名称等相关内
容
包装标识不明确√
1.0以上视
力溶液一般抽样目视溶液表面
稀释剂为淡黄色液体,无杂
质、沉淀物,无粘稠状;
液体混浊变质与要求颜色
不符,有杂质沉淀
√
1.0以上视
力
东莞市盈聚科技股份有限公司
东莞市盈聚电子有限公司
文件编号QM-TD-L040
版次 A 原材料检验标准与规范修订码0
生效日期2009-07-01
原材料名称:助焊剂页码3/4 续上表一:
检验项目抽样水平检验方法检验标准不良描述
不良判定
检验工具CR MA MI
特性挥发性一般抽样打开溶器,用手扇动液体表面
正常嗅觉有酒精味
气味不明显√/ 比重
适量的溶
液
用40CM高的量筒装入适量
的助焊剂,摆放于水平桌面上,
将比重计放入量筒中心部位,
并让比重计自由悬浮,待比重
计静止后,读出比重计的读值
助焊剂比重为:
0.816g/cm3±0.003g/cm3
(20℃)
与要求比重不符√
量筒
比重计
4.特殊项目检验标准及检验方法
4.1助焊剂材质保证:同一材质物料,供应商须向我司提供原材料出厂材质证明书;每年核查一次,无材质证明书按MA判定
处理。
4.2环境管理物质检验:
4.2.1环境管理物质管控项目: ROHS、PAHS、邻苯二甲酸盐(16P)、DMF(富马酸二甲酯)、PFOS(全氟辛烷磺酸<及其盐>)、
SVHC(15种高关注物质)、无卤素(客户有要求时管控)
4.2.2ROHS六项检验:每批来料抽取足量样品送XRF检测,XRF检测结果判定依《盈聚电子有限公司-环保产品部件和材料中
环境管理物质的管理标准》进行判定;检测方法按《盈聚电子有限公司-XRF检测管理规范》进行操作。
4.2.3环境管理物质管控:供应商向我司签定环保保证书,提供权威性第三方检测机构出具之检测报告,并通过我司综合评估,
符合我司环保合格供应商标准要求,列入盈聚合格环保供应商名录;来料检验时,供应商若不属于环保合格供商名录则CRI判定处理。
东莞市盈聚科技股份有限公司
东莞市盈聚电子有限公司文件编号QM-TD-L040 版次 A
原材料检验标准与规范修订码0。