常用加工刀具参数(仅供参考)
刀具参数

飞刀参数刀具类型普通长度普通加长转速S 切削速度F 吃刀量D100R1.6 200 250 500 1000 0.2-0.5D80R1.6 200 250 500 1000 0.2-0.5D63R8 100 200 500-700 1500-1800 0.5-1.5D63R6 140 140 500-700 1500-1800 0.5-1.5D63R2 300 300 500-700 1200-1800 0.5-1.5D50R8 80 100 500-700 1200-1500 0.5-1.5D32R5 120 250 1200-1500 1000-1500 0.5-1.5D32R2 100 200 1200-1500 1200-1500 0.5-1D40R0.8 150 250 1200-1500 1200-1500 0.2-0.5D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5D20R0.4 150 200 1300 1500 0.3-0.5D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5D30R15 230 350 1200-1500 1000-1500 0.3-0.6D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量12 50 25/75 26/100 1800 500-1500 0.05-0.510 50 22/70 25-100 2000 500-1500 0.05-0.58 45 19/60 20/100 2500 500-1500 0.05-0.56 30 13/50 15/100 3000 500-1500 0.05-0.44 30 11/50 3500 500-1500 0.05-0.32 25 8/50 4000 500-1500 0.05-0.31 20 6/50 5000 500-1500 0.05-0.15R6 75 22/75 22/100 2000 1000-2000 0.2-1R5 75 18/70 18/100 2000 1000-2000 0.2-1R4 75 14/60 14/100 2000 1000-2000 0.2-1R3 75 12/50 12/100 2500 800-1500 0.2-0.8R2.5 30 10/50 3000 800-1500 0.15-0.6R2 25 8/50 3000 800-1500 0.15-0.6R1.5 25 8/50 3500 800-1500 0.15-0.6R1 25 5/50 4000 500-800 0.1-0.2R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型加工深度普通长度普通加长转速S 切削速度F 吃刀量32 80-120 60/125 106/186 300-400 500-1000 0.1-125 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-1 16 120 40/95 65/123 500-800 500-1000 0.1-1 12 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
机械加工 刀具切削参数表
刀具类型 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀 球飞刀
刀具 长度 170 \ \ \ \ \ \ \ \ 180 215 220 140 200 220 200 200 200 180 130 180 180 140 160 175 160 180 180 120 110 120 120 100 100 95 120 300 250 120 160 160 160 200 140 110 105 105 100 100 95
R角 8 8 8 8 6 0.8 6 2 0.4 6 6 2 2 2 0.8 0.8 0.8 0.8 0.8 2 2 0.8 0.8 1 0.8 0.8 0.8 0.4 0.4 2.5 0.8 0.4 0.4 0.4 0.4 16 15 12.5 12.5 10 8 8 8 8 6 6 5 4 4 3
精度 推荐用途 粗加工 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0.1 -0 0.1 -0 -0.1 -0.1 -0 -0 -0 -0 -0 -0.1 -0.1 -0 -0 -0 -0.1 -0 -0 0.1 -0 -0 -0 -0.1 -0.1 -0 -0 -0.1 -0 -0 -0.1 -0 粗加工 粗加工 精加工 粗加工 插铣加工,清 根 粗加工 粗加工 精加工 粗加工 精加工 粗加工 只用于粗加工 只用于粗加工 精加工 插铣刀 精加工 只用于精加工 粗加工 只用于粗加工 只用于粗加工 粗加工 精加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工 粗加工 精加工 粗加工 粗加工 精加工 精加工 粗加工 精加工 精加工 粗,半精加工 精加工 精加工 -0 -0 -0 -0 精加工 精加工 精加工 精加工 精加工 精加工 -0 精加工 精加工 精加工
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
数控刀具的使用参数
各种数控刀具的使用参数一.球刀类。
1.Q30球刀加工3d型面钢件时1000-1500转之间,加工铸件时1200-1800转之间.3d加工切削余量5mm-10mm,清角3mm-7mm.2.Q25球刀加工3d型面钢件时3000-5000转之间,加工铸件时3500-5500转之间.清角时2000-3000转之间. 3d加工切削余量0.8mm-1.5mm.3.Q20球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.4.Q16球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时2200-2600转之间. 3d加工切削余量0.8mm-1.2mm.5.Q12球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.6.Q10球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2400转之间.3d加工切削余量0.3mm-0.6mm.7.Q8球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.3mm-0.5mm.8.Q6球刀加工3d型面钢件时2500-3500转之间,加工铸件时3000-4000转之间.清角时1800-2200转之间. 3d加工切削余量0.2mm-0.3mm.9.球刀在加工时以上提供的參数只作参考,具体操作时根据使用的机台钢性,切削时的负载合理调节转速与切削參数。
清角时下刀一定要慢,余量大时一层一层加工。
二.立铣刀类。
1. 50mm粗铣刀加工2d钢件时120-140转之间,加工铸件时130-180转之间。
2d加工切削余量5mm-15mm. 精铣刀加工2d钢件时140-160转之间,加工铸件时150-200转之间,2d加工切削余量0.5mm-0.8mm.2. 32mm 精铣刀加工2d钢件时150-250转之间,加工铸件时150-300转之间,2d加工切削余量0.5mm-0.8mm.3. 25mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.4. 20mm精铣刀加工2d钢件时200-400转之间,加工铸件时250-450转之间,2d加工切削余量0.5mm-1.5mm.5. 16mm精铣刀加工2d钢件时200-350转之间,加工铸件时200-400转之间,2d加工切削余量0.5mm-1.5mm.6. 14mm以下到2mm的直柄立铣刀加工2d钢件时400-1000转之间,加工铸件时450-1000转之间。
各种刀具切削参数表

E26R6 飞刀
E21R0.8 飞刀
E21R0.8 飞刀
E26R2 E21R2 E32R6 E26R2 E21R2
飞刀 飞刀 飞刀 飞刀 飞刀
E21R2 飞刀
普通机床 F(mm/min) S(转/min) 金属去除率
高速机床 Ar(切宽) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 F(mm/min) 高速机床 S(转/min)
刀长在200以下
刀长在200以下
刀长200-350
刀长200-350
刀长200-350
一般构造用钢S55C,45#
刀长200-350
刀长200-350
刀长200-350
刀长200-350
刀长200-350
调质钢(30<HRC<38)
刀长200-350
刀长200-350
刀长350-480
刀长350-480 刀长350-480
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min)
2200 2000
10.5 2500 5000 6000 1800
1 13 4500 2200
0.4 14 2000 2000
0.4 14.7 2400 2600
0.3 14.7 2000 2000
2500 3000
0.8 10.5 4000 2000
一般构造用钢S55C,45#
刀长350-480 刀长350-480
刀长350-480
调质钢(30<HRC<38)
23.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
0.2 25.5 500 1200
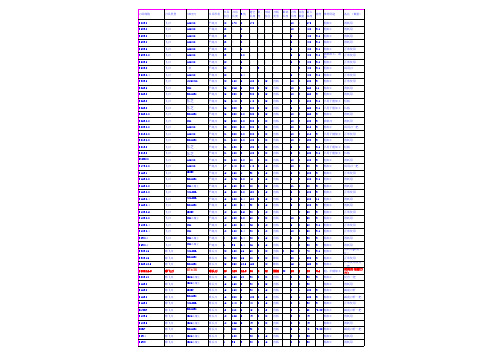
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
CNC标准刀具切削参数参考表(加工产品)

3
140
3
2
2
2
2
8
1000
4000
2
10
1000
4000
2
12
1200
3500
2
15
1200
3000
2.5
19
1200
2500
3
2
800
5000
0.3
3
800
5000
0.5
4
800
4800
0.6
5
800
4800
0.8
7.5
1000
4000
9
1200
3800
12
1300
3500
15
1500
3000
19
型号2:TAP400R 63*25.4
型号1:BAP400R-80-27-6T Φ80R0.8
型号2:BGP-800-FMB27
50
1
65
1.5
70
2
95
3
100
4
40
0.4
40
0.5
40
0.6
40
1
55
3
60
4
70
4
85
4
100
1
135
2
110
2
130
2
60
0.5
70
1
85
1
95
2
115
2.5
130
(不用填)
400 600 800 1000 1200
转速S 8000 8000 7500 7500 7000 7000 6500 6000 5500 4500 4500 4000 4000
龙门常用加工刀具参数

140-160 40-55 800 600 400 400 350 350 300 200 150 80 80 60 60 F1 F1.5 F1.75 F2 F2 F2.5 F2.5 F3 F3.5 F1.5 F4 F2 钻头用Ф 5 钻头用Ф 8.5 钻头用Ф 10.2 钻头用Ф 12 钻头用Ф 14 钻头用Ф 15.5 钻头用Ф 17.5 钻头用Ф 21 钻头用Ф 26.5 钻头用Ф 30.5 钻头用Ф 32 钻头用Ф 34 F1.25 钻头用Ф 6.7-6.8
常用加工刀具参数(仅供参考) 刀具名称
Ф 250面铣刀 Ф 200面铣刀 Ф 160面铣刀 Ф 125面铣刀 Ф 100面铣刀 Ф 80面铣刀 Ф 63面铣刀 Ф 50面铣刀 Ф 80玉米铣刀
切削量 转速/S 2MM 150-170 2-3MM 190-210 2-4MM 210-230 3-4MM 230 3-4MM 230-250 3-5MM 300-320 3-5MM 350 3-5MM 400-450 3-5MM 300-350 320-380 250 350-380 380-420 700-750
转速/S 进给/F 1000 800 700 680 650 650 500 500 480 450 400 350 100-150 100-120 100-120 100 80-100 80-100 85-100 85-100 85 60-85 50-80 50-80
备注
Ф 50长玉米铣刀 2-3MM Ф 50精铣焊接刀 0.2MM Ф 40精铣焊接刀 0.2MM Ф 30精铣焊接刀 0.2MM Ф 16钨钢粗铣刀 5-8MM Ф 20钨钢精铣刀 Ф 16钨钢精铣刀 Ф 38*17T型刀 Ф 50*20T型刀 Ф 30*13T型刀 30°斜度成型刀 45°倒角刀 15°斜度成型刀 中心钻 燕尾刀 反刮刀 Ф 200倒割刀 寻边器
材料加工与刀具参数参考
(3)切削液中的氯化物使用时还可能分解或挥发有毒气体,使用时宜采取安全防护措施,否则不应使 用;切削后应及时用不含氯的清洗剂彻底清洗零件,清除含氯残留物。
(4)禁止使用铅或锌基合金制作的工、夹具与钛合金接触,铜、锡、镉及其合金也同样禁止使用。 (5)与钛合金接触的所有工、夹具或其它装置都必须洁净;经清洗过的钛合金零件,要防止油脂或指
不锈钢
加工硬化严重:
在不锈钢中,以奥氏体和奥氏体铁素体不锈钢的加工硬化现象最为突出。如奥氏体不锈钢硬化后的强度b 达 1470~1960MPa,而且随b 的提高,屈服极限s 升高;退火状态的奥氏体不锈钢s 不超过的 σb30%~ 45%,而加工硬化后达 85%~95%。加工硬化层的深度可达切削深度的 1/3 或更大;硬化层的硬度比原来的 提高 1.4~2.2 倍。因为不锈钢的塑性大,塑性变形时品格歪扭,强化系数很大;且奥氏体不够稳定,在切 削应力的作用下,部分奥氏体会转变为马氏体;再加上化合物杂质在切削热的作用下,易于分解呈弥散分 布,使切削加工时产生硬化层。前一次进给或前一道工序所产生的加工硬化现象严重影响后续工序的顺利 进行。
TORLON 4203(黄褐色)
外型及平面加工: 刀具磨损快,刀具与工件过度磨擦会产生热量,工件容易变型、烧焦。
此材料耐磨性高,易崩角,加工过程中刀具必须保持锋利
打孔: 钻头尖的位置容易磨损,一支新钻头大约可打 200 个孔,就必须要换新钻头,以免做成孔不垂直及孔壁烧焦 或飘孔现象。 装夹工件: 工件尽可能用压的方式,把工件压紧,薄片工件压紧时,不可以太大力,以免工件受压过度中间部分凸起, 同时受压的位置会压伤。
刀具切削参数
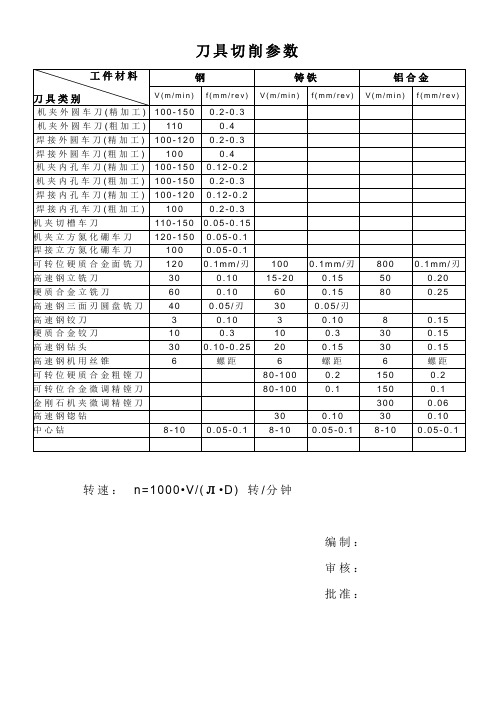
0.05-0.1
可转位硬质合金面铣刀
120
0.1mm/刃
100
0.1mm/刃
800
0.1mm/刃
高速钢立铣刀
30
0.10
15-20
0.15
50
0.20
硬质合金立铣刀
60
0.10
60
0.15
80
0.25
高速钢三面刃圆盘铣刀
40
0.05/刃
30
0.05/刃
高速钢铰刀
3
0.10
3
0.10
8
0.15
硬质合金铰刀
10
0.3100.3源自300.15高速钢钻头
30
0.10-0.25
20
0.15
30
0.15
高速钢机用丝锥
6
螺距
6
螺距
6
螺距
可转位硬质合金粗镗刀
80-100
0.2
150
0.2
可转位合金微调精镗刀
80-100
0.1
150
0.1
金刚石机夹微调精镗刀
300
0.06
高速钢锪钻
30
0.10
30
0.10
中心钻
8-10
0.05-0.1
8-10
0.05-0.1
8-10
0.05-0.1
转速:n=1000•V/(Л•D)转/分钟
编制:
审核:
批准:
0.4
机夹内孔车刀(精加工)
100-150
0.12-0.2
机夹内孔车刀(粗加工)
100-150
0.2-0.3
焊接内孔车刀(精加工)
资料-各种刀的参数

各种刀的参数飞刀参数刀具类型加工深度普通长度转速S切削速度 F吃刀量ZD100R1.62002505001000 0.2-0.5 D80R1.6 200250500 1000 0.2-0.5 D63R8 180100500-700 1500-1800 0.5-1.5D63R6 140140500-700 1500-1800 0.5-1.5D63R2 300300500-700 1200-1800 0.5-1.5D50R880100500-7001200-1500 0.5-1.5D32R5 1202501200-1500 1000-1500 0.5-1.5D32R2 1002001200-1500 1200-1500 0.5-1D40R0.8 1502501200-1500 1200-1500 0.2-0.5D35R0.8 3003501200-1500 1200-1500 0.2-.5D32R0.8 100-150 2301200-1500 1200-15000.2-0.5D25R4802001000-1500 1000-2000 0.3-0.5D20R0.4 80-120 1501300 15000.3-0.5D16R0.4 60-100 1501200-1500 1000-2000 0.2-0.5D30R15100-160 2301200-1500 1000-1500 0.3-0.6D20R10 80-120 1601000-1200 1000-1500D16R880-120 1601200-1500 1000-1500 0.3-0.5D12R6601001000-15000.-0.5D10R560100>1500100-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S切削速度 F 吃刀量125025/7526/100 1800500-1500 0.05-0.5 105022/7025/100 2000 500-1500 0.05-0.5 84519/6015/100 2500 500-1500 0.05-0.5 63013/5015/100 3000500-1500 0.05-0.4 43011/503500 500-1500 0.05-0.3 2258/504000 500-1500 0.05-0.3 1206/50500-1500 0.05-0.15 R67522/7522/100 2000 1000-2000 0.2-17518/7018/00 2000 1000-2000 0.2-1R47514/6014/1002000 1000-2000 0.2-1R37512/5012/100 2500800-1500 0.2-0.8R2.53010/503000 800-1500 0.15-0.6 R2258/50300800-1500 0.15-0.6 R1.5258/503500 800-1500 0.15-0.6R1255/504000 500-800 0.1-0.2 R0.5252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速S切削速度 F3280-120 60/125 106/186 300-400 500-1000 0.1-12580-12090/166 300-400 500-1000 0.1-12012050/110 75/141 500-700 500-10000.1-11612040/9565/123 500-800 500-1000 0.1-11210030/8053/110 500-1000 500-1000 0.1-1108023/7545/95 800-1000500-1000 0.1-0.885020/6528/82 800-1200 500-1000 0.1-0.565015/60800-1200 500-1000 0.1-0.5R88032/9235/140 800-1000500-1000 0.2-0.4R68026/8326/120 800-1000 500-1000 0.2-0.4R56020/7220/110 800-1000 500-1100 0.2-0.4R45019/6320/1001000-1500 500-1000 0.2-0.4R33013/5715/90 1000-1500 500-1000 0.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度于P20调低,硬度低于P20调高。
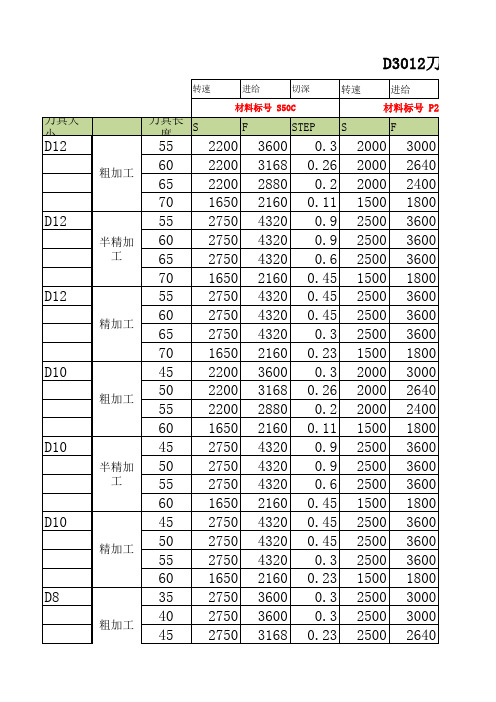
机加工刀具参数参考表 - D3012
工 25 11000 2592 0.12 10000 2160
半精加 工
D2-16
15 11000 3168 0.09 10000 2640
精加工
20 25
11000 2880 0.08 10000 2400 11000 2592 0.06 10000 2160
B12
55 3300 3600 0.3 3000 3000
D4
15 6050 3600 0.23 5500 3000
精加工
20 25
6050 3168 0.18 5500 2640 5500 2880 0.15 5000 2400
精加工
D2-6
15
粗加工
20 25
8800 8800 8800
3168 2880 2592
0.12 0.09 0.08
8000 8000 8000
半精加 20 11000 2880 0.18 10000 2400
工 25 11000 2592 0.15 10000 2160
D2-12
15 11000 3168 0.12 10000 2640
精加工
20 25
11000 2880 0.09 10000 2400 11000 2592 0.08 10000 2160
45 2750 4320 0.45 2500 3600
50 2750 4320 0.45 2500 3600
55 2750 4320 0.3 2500 3600
60 1650 2160 0.23 1500 1800
35 2750 3600 0.3 2500 3000
40 2750 3600 0.3 2500 3000 45 2750 3168 0.23 2500 2640
加工中心常用刀具参数
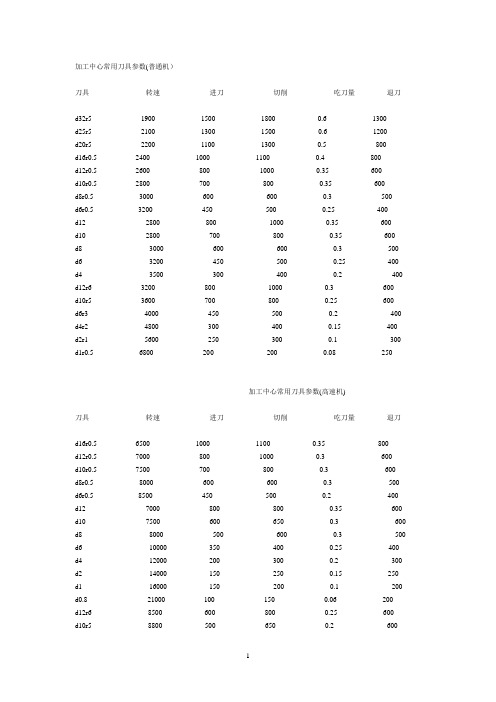
加工中心常用刀具参数(普通机)刀具转速进刀切削吃刀量退刀d32r5 1900 1500 1800 0.6 1300d25r5 2100 1300 1500 0.6 1200d20r5 2200 1100 1300 0.5 800d16r0.5 2400 1000 1100 0.4 800d12r0.5 2600 800 1000 0.35 600d10r0.5 2800 700 800 0.35 600d8r0.5 3000 600 600 0.3 500d6r0.5 3200 450 500 0.25 400d12 2800 800 1000 0.35 600d10 2800 700 800 0.35 600d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600d10r5 3600 700 800 0.25 600d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250加工中心常用刀具参数(高速机)刀具转速进刀切削吃刀量退刀d16r0.5 6500 1000 1100 0.35 800d12r0.5 7000 800 1000 0.3 600d10r0.5 7500 700 800 0.3 600d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200d12r6 8500 600 800 0.25 600d10r5 8800 500 650 0.2 6001d6r3 11000 450 400 0.25 400 d4r2 14000 350 250 0.2 300 d2r1 17000 250 200 0.15 250 d1r0.5 19000 200 150 0.1 200常用G代码G00快速定位G01直线G02顺圆G03逆圆G04暂停G08加速G09 试建G17xy平面G18xz平面G19yx平面G20英制G21公制G28返回机床参考点G33螺纹切削G40刀补取消G41左补偿G42右补偿G43刀正偏G44刀负偏G80固定循取消G81固定循环G90绝对坐标G91增量坐标G92工件原点G96--G97恒线速控制G98没分进给G99每转进给常用M代码M00程式停M01选折停M03主轴顺转M04主轴反转M05主轴停M06换刀M07冷却液开(液态)M09------------(雾状)M10卡盘加紧M30程式结束M98调用子程式M99子程式并反回主程式文件(F)-新建(N)... Ctrl+N文件(F)-打开(O)... Ctrl+O文件(F)-保存(S) Ctrl+S文件(F)-另存为(A)... Ctrl+Shift+A 文件(F)-绘图(L)... Ctrl+P文件(F)-导出(E)-部件(P) 0文件(F)-执行(T)-图形交互编程(G)... Ctrl+G文件(F)-执行(T)-Grip 调试(D)... Ctrl+Shift+G 文件(F)-执行(T)-NX Open(N)... Ctrl+U编辑(E)-撤消列表(U)-1 进入“建模”Ctrl+Z编辑(E)-修剪(T) Ctrl+X编辑(E)-粘贴(P) Ctrl+V编辑(E)-删除(D)... Ctrl+D Delete 编辑(E)-选择(L)-最高选择优先级- 特征(F) F编辑(E)-隐藏(B)-隐藏(B)... Ctrl+B2编辑(E)-隐藏(B)-反向隐藏全部(R) Ctrl+Shift+B编辑(E)-隐藏(B)-取消隐藏所选的(S)... Ctrl+Shift+K编辑(E)-隐藏(B)-显示部件中所有的(A) Ctrl+Shift+U编辑(E)-变换(N)... Ctrl+T编辑(E)-对象显示(J)... Ctrl+J编辑(E)-特征(F)-移除参数(V)... Y视图(V)-刷新(R) F5视图(V)-操作(O)-缩放(Z)... Ctrl+Shift+Z视图(V)-操作(O)-旋转(R)... Ctrl+R视图(V)-操作(O)-剖面(C)... Ctrl+H视图(V)-布局(L)-新建(N)... Ctrl+Shift+N视图(V)-布局(L)-打开(O)... Ctrl+Shift+O视图(V)-布局(L)-充满所有视图(F) Ctrl+Shift+F视图(V)-可视化(V)-高质量图像(H)... Ctrl+Shift+H视图(V)-重设方位(E) Ctrl+F8插入(S)-草图(S)... S插入(S)-基准/点(D)-点(P)... P插入(S)-曲线(C)-基本曲线(B)... L插入(S)-设计特征(E)-拉伸(E) (X)插入(S)-设计特征(E)-回转(R)... R插入(S)-联合体(B)-求差(S)... C插入(S)-联合体(B)-求交(I)... Ctrl+C插入(S)-裁剪(T)-修剪的片体(R)... T插入(S)-细节特征(L)-边倒圆(E)... B插入(S)-扫掠(W)-变化的扫掠(V) (V)插入(S)-直接建模(I)-偏置区域(O)... O格式(R)-图层的设置(S)... Ctrl+L格式(R)-视图中的可见层(V)... Ctrl+Shift+V格式(R)-移动至图层(M)... Shift+Z格式(R)-复制至图层(O)... Shift+X格式(R)-WCS-显示(P) W工具(T)-日记(J)-播放(P)... Alt+F8工具(T)-日记(J)-编辑(E) Alt+F11工具(T)-宏(R)-开始记录(R)... Ctrl+Shift+R工具(T)-宏(R)-回放(P)... Ctrl+Shift+P工具(T)-宏(R)-步进(S)... Ctrl+Shift+S工具(T)-特定于工艺(O)-注塑模向导(M)-模具工具(T)-分割实体(O) (4)信息(I)-对象(O)... Ctrl+I分析(L)-距离(D).. K分析(L)-角度(A)... G分析(L)-曲线(C)-刷新曲率图表(R) Ctrl+Shift+C首选项(P)-对象(O)... Ctrl+Shift+J首选项(P)-选择(E)... Ctrl+Shift+T应用(N)-建模(M)... Ctrl+M3M应用(N)-外观造型设计(T)... Ctrl+Alt+S 应用(N)-制图(D)... Ctrl+Shift+DD应用(N)-加工(N)... Ctrl+Alt+MN应用(N)-钣金(H)-NX 钣金(H)... Ctrl+Alt+N 应用(N)-船舶设计(S)... Ctrl+E应用(N)-装配(L) A应用(N)-基本环境(G)... Ctrl+W帮助(H)-根据关联(C)... F1适合窗口(F) Ctrl+F缩放(Z) F6Z旋转(O) F7定向视图(R)-正二测视图(T) HomeF4定向视图(R)-正等测视图(I) End定向视图(R)-俯视图(O) Ctrl+Alt+T 定向视图(R)-前视图(F) Ctrl+Alt+F 定向视图(R)-右(R) Ctrl+Alt+R 定向视图(R)-左(L) Ctrl+Alt+L 捕捉视图(N) F8常用材质缩水none 1.000nylon 1.016abs 1.005ppo 1.010ps 1.006pc+abs 1.0045abs+pc 1.0055pc 1.0045pmma 1.002pa+60%gf 1.001pc+10%gf 1.00354。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
85-100
φ50面铣刀
3-5mm
400-450
500-800
φ14-16钻头
500
85-100
φ80玉米铣刀
3-5mm
300-350
500-600
φ16-18钻头
480
85
φ50长玉米铣刀
2-3mm
320-380
320-400
φ18-22钻头
450
60-85
φ50精铣焊接刀
250
300
φ钻头
400
50-80
φ40精铣焊接刀
350-380
350-400
φ钻头
350
50-80
φ30精铣焊接刀
380-420
400
φ26-28钻头
250-275
50-80
φ20钨钢粗铣刀
5-10mm
650-700
300-500
φ钻头
200-225
50-65
φ16钨钢粗铣刀
5-8mm
700-750
300-500
φ钻头
常用加工刀具参数(仅供参考)
刀具名称
切削量
转速/S
进给/F
刀具名称
转速/S
进给/F
备注
φ250面铣刀
2mm
150-170
350-400
φ5钻头
1000
100-150
φ200面铣刀
2-3mm
190-210
350-450
φ钻头
800
100-120
φ160面铣刀
2-4mm
210-230
350-500
φ7钻头
180-220
50-65
φ20钨钢精铣刀
1200-1400
400-600
φ34-39钻头
140-160
40-55
φ16钨钢精铣刀
1200-1400
400-600
M6丝攻
800ห้องสมุดไป่ตู้
F1
钻头用φ5
φ38×17T型刀
270-300
200-275
M8丝攻
600
钻头用φ
型刀
250-275
200-225
M10丝攻
400
中心钻
1000
100
M20丝攻
200
钻头用φ
燕尾刀
700-800
800-900
M24丝攻
150
F3
钻头用φ21
反刮刀
180-220
M30丝攻
80
钻头用φ
φ200倒割刀
130-180
300-100
M32丝攻
80
钻头用φ
寻边器
400-500
M36丝攻
60
F4
钻头用φ32
M36细牙
60
F2
钻头用φ34
700
100-120
φ125面铣刀
3-4mm
230
400-600
φ钻头
680
100
φ100面铣刀
3-4mm
230-250
400-600
φ钻头
650
80-100
φ80面铣刀
3-5mm
300-320
500-700
φ11-12钻头
650
80-100
φ63面铣刀
3-5mm
350
500-800
φ12-14钻头
钻头用φ
φ30×13T型刀
250-275
200-225
M12丝攻
400
钻头用φ
30°斜度成型刀
350-380
300-325
M14丝攻
350
F2
钻头用φ12
45°倒角刀
1200-1300
1000-1200
M16丝攻
350
F2
钻头用φ14
15°斜度成型刀
280-300
300-325
M18丝攻
300
钻头用φ