工艺员工作内容及流程
工艺员工作内容及流程

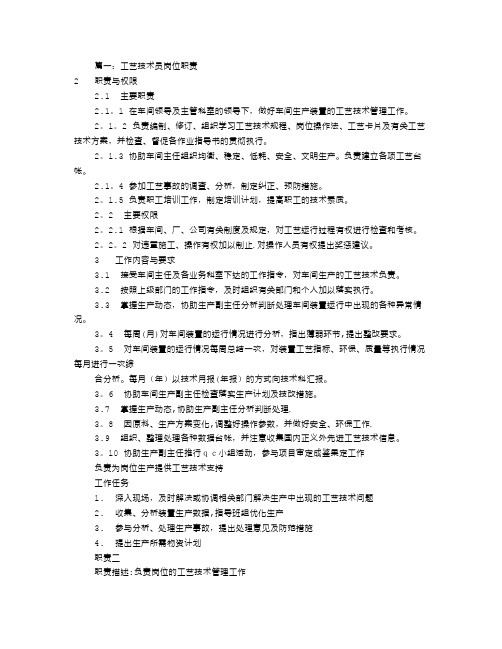
工艺室工艺员相关工作流程及主要工作内容序号步骤(流程)组织者/参与者主要工作内容需填写表格中心、应用室/工艺室、生准室生准室/工艺室生准室/工艺室质保部/工艺室生准室/工艺室与现有基础车型进行对比,初步确定扣车、电泳等方案,预估工装、模具及材料大体需求。
工艺室确定试制方案并参与评审。
编制试制流程图/ 控制计划/工装图纸/材料定额/设备申请等•对产品结构的工艺性进行评价和工艺大致工作量;提出自制件和外协件大致划分;提出特殊设备的采购或设计、改装意见;专用工艺装备设计、制造、改装意见;主要零部件的工艺流程意见;主要材料和工时;参与对试制样车进行评审并对工艺项完善。
编制《试制工艺方案》配合生准室填写《试制工艺方案评审表》填写《试制评审表》编制《工艺更改通知单》配合生准室填写《生准输入评审表》再次检验设计问题更改对试制进行验证,对涉及工艺的问题进行工艺更改。
进行生准输入评审,评审条件包括:技术协议、装置图、总成图、技术要求、DFMEA、产品特性清单、BOM、产能、节拍、质量等级等。
自制和外委件的调整意见;自制件工艺路线意见;提出所有工艺文件及要求;工装、设备的意见;特殊毛胚、原材料的意见;关键工序和指控点设置要求;工艺工装验收要求;工艺室主任或主管主持:按工艺路线及产品要求,确认是否新增工装、工具及设备;明确工艺顺序、物流及存放方案、费用预算、来件状态、电泳方案及标准等。
关键工序/特殊过程/平台工艺文件是否能利用现有,给定工艺周期是否能够满足工艺需求,是自制还是外委,是分装还是线上装配,需要哪些设备编制《工艺方案》填写《工艺方案评审记录表》(与会人员每人一张,车间/质量/采购/生产/人力资源等)<工艺方案评审报告>主要评审:工艺方案和工艺流程的合理性和经济性;工艺设计的可行性;可检验性和可实验性;工装的适用性和设备选型的合理性;外购件、原材料的可用性和质量保证能力;工序质控点正确性;工艺试验结果;工艺制作成本经济分析编制《工艺流程图》编制《PFMEA〉工艺室/生准室、长春工厂单台或5台以下小批量产品可以不做工艺方案评审及相关记录,但是也要准备生产相关工装夹具等,保证车辆生产下线•工艺室/核心小组工艺室/核心小组工艺室/核心小组10。
车间工艺员个人工作总结5篇
车间工艺员个人工作总结5篇篇1一、背景在过去的一年里,作为车间工艺员,我肩负着提升生产效率、优化工艺流程、保障生产安全的重要职责。
在这一岗位上,我深感责任重大,时刻以严谨的态度和敬业的精神投入到工作中。
现将本年度的工作总结如下。
二、工作内容及成果1. 工艺流程优化本年度,我主导了对车间生产流程的梳理与优化工作。
通过对各环节生产数据的收集与分析,识别出存在的瓶颈和问题,提出并实施了多项改进措施。
例如,针对某道工序生产效率低下的问题,我们引入了自动化设备和智能化管理系统,有效提升了生产效率和产品质量。
同时,我还推动了跨部门的流程协同工作,减少了生产过程中的等待时间和物料转运成本。
2. 生产质量控制作为工艺员,我深知质量是企业的生命线。
因此,我加强了生产过程中的质量监控和控制工作。
通过制定严格的质量检验标准和流程,确保每一道工序的产品都能达到质量要求。
对于生产过程中出现的不合格品,我组织团队成员进行原因分析并采取纠正措施,避免了问题的再次发生。
3. 安全生产管理安全生产是车间工作的重中之重。
我严格执行安全生产规章制度,定期组织安全培训和演练,提高员工的安全意识和应急处理能力。
同时,我还加强对车间设备的安全检查和维护工作,确保设备的正常运行和安全生产。
4. 技术创新与研究为了不断提升自身的技术水平,我积极参与各类技术创新和研究项目。
通过与研发团队的合作,引入新技术、新工艺,推动车间的技术升级和改造。
同时,我还关注行业发展趋势,及时将先进的工艺理念和技术应用到实际工作中。
5. 团队建设与培训作为工艺员,我深知团队的重要性。
因此,我注重团队建设和培训工作。
通过定期组织团队会议和培训活动,提高团队成员的技术水平和团队协作能力。
同时,我还关注团队成员的个人发展,为他们提供晋升机会和成长空间。
三、工作不足及改进措施1. 数据分析能力需加强:虽然我在工作中注重数据分析,但仍需进一步提升数据处理和分析能力,以更准确地识别问题和制定改进措施。
工艺员岗位描述

工艺员岗位描述一、岗位概述工艺员是指在生产制造过程中负责工艺流程的规划、优化和管理的专业人员。
工艺员需要具备良好的技术理论知识和实践经验,能够根据产品要求设计出合理的工艺流程,并负责工艺参数的设定、调整和优化。
工艺员还需要与生产、质量、设备等部门密切合作,确保生产过程的顺利进行,达到产品质量和生产效率的要求。
二、岗位职责1. 负责制定产品的工艺流程和工艺参数,并进行优化和调整,以确保产品质量和生产效率的要求;2. 根据产品设计要求,编制工艺文件和工艺指导书,指导生产操作人员进行生产工艺操作;3. 负责工艺参数的设定、调整和优化,提出改进措施,提高生产效率和产品质量;4. 参与新产品的试制和试产过程,进行工艺验证和优化,确保新产品的顺利生产;5. 跟踪生产过程中的关键工艺参数,及时发现和解决工艺问题,确保生产进度和产品质量;6. 协助质量部门进行产品质量问题的分析和处理,提出改进意见,降低产品不良率;7. 参与设备的选型和改进工作,提出设备改进方案,提高设备的稳定性和生产效率;8. 参与工艺改进项目,提出工艺改进方案,降低生产成本,提高生产效率;9. 参与工艺培训和技术交流活动,不断提升自身的工艺技术水平。
三、任职要求1. 大专及以上学历,机械、材料、化工等相关专业背景;2. 具备一定的工艺设计和优化经验,熟悉相关工艺流程和工艺参数的设定;3. 具备良好的沟通协调能力和团队合作意识,能够与各部门密切合作,解决工艺问题;4. 具备较强的分析和问题解决能力,能够快速发现和解决生产过程中的工艺问题;5. 具备较强的学习能力和自我提升意识,能够不断学习和掌握新的工艺技术知识;6. 熟练使用办公软件和相关工艺设计软件,如AutoCAD、Pro/E等;7. 具备良好的工作责任心和工作积极性,能够承受一定的工作压力。
四、工作环境工艺员主要在生产车间和办公室工作,需要经常与生产操作人员、质量部门和设备维护人员进行沟通和协调。
服装工艺员工作流程

服装工艺员工作流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!服装工艺员是负责设计和制作服装的专业人员,他们需要遵循一定的工作流程来完成任务。
tpu操作工艺员工作内容

tpu操作工艺员工作内容TPU操作工艺员是负责在生产过程中操作和控制热塑性聚氨酯(TPU)材料的专业技术人员。
他们需要具备丰富的工艺知识和操作经验,能够熟练地掌握各种设备和工具的使用,以确保生产过程的顺利进行。
下面将详细介绍TPU操作工艺员的工作内容。
一、原材料准备1. 原材料检查:TPU操作工艺员需要仔细检查原材料的质量和数量,确保其符合生产要求。
2. 原材料配比:根据产品配方要求,精确称取所需原材料,并按照一定比例混合均匀。
二、设备调试1. 设备检查:TPU操作工艺员需要检查生产设备的运行状态,确保设备正常运转,并及时发现并解决设备故障。
2. 设备调试:根据产品要求,对设备进行调试,包括温度、压力、速度等参数的设置和调整。
三、生产操作1. 开机准备:TPU操作工艺员需要按照规定程序启动设备,并进行必要的预热和准备工作。
2. 生产操作:根据工艺流程和生产指令,将原材料送入设备中进行加热、熔融、混合等处理,然后通过模具或挤出机将TPU材料成型。
3. 过程监控:TPU操作工艺员需要时刻关注生产过程中的温度、压力、速度等参数,并及时调整和控制,以确保产品质量稳定。
4. 故障处理:在生产过程中,如果发现设备故障或产品不合格情况,TPU操作工艺员需要及时停机排除故障,并调整生产参数以提高产品质量。
四、质量控制1. 产品检测:TPU操作工艺员需要按照要求对生产出的产品进行抽样检测,包括外观检查、尺寸测量、物理性能测试等。
2. 数据记录:对每批次的产品进行详细记录,包括原材料使用情况、生产参数设置、产品检测结果等。
3. 不合格品处理:如果发现产品不合格,TPU操作工艺员需要及时采取措施进行处理,如返工修复或报废处理。
五、日常维护1. 设备保养:定期对设备进行清洁和维护保养,包括润滑、更换易损件等,以确保设备的正常运行。
2. 工作环境整理:TPU操作工艺员需要保持工作区域的整洁和安全,及时清理生产过程中产生的废料和污染物。
工艺工作制度(5篇)
工艺工作制度1、目的和适用范围为稳定和提高产品质量,加强工厂工艺管理,特制订本制度。
本制度适用于工厂的工艺管理。
,2、工作内容2.1总则2.1.1工艺管理是企业管理的重要环节,是生产技术准备、材料准备、加工操作、计划调度、质量检验、劳动组织、科学合理安排生产的依据。
认真搞好工艺管理工作是实现优质、高效、低耗和安全生产的重要保证。
2.1.2工艺管理工作实行集中领导分级管理的办法,在技术副厂长直接领导下,技术科组织工艺工作;车间设技术质量副主任,贯彻执行工厂工艺性文件及管理要求;各级工艺管理机构须保持业务工作上的有机联系与相互监察。
2.2各级工艺机构的任务与分工2.2.1技术科2.2.1.1参加产品设计方案的讨论,对新结构产品设计进行工艺性评审,会签产品底图,编制工艺规样/工艺文件和材料消耗定额,设计并验证工艺装备,划分工艺路线,提出重大新产品或系列产品工艺方案。
2.2.1.2做好生产技术服务工作,处理生产过程(包括工装验证〉中发生的工艺技术问题。
2.2.1.3参与产品质量与分析活动,提出质量改进措施,协同车间实施。
2.2.1.4开展新工艺试验研究,引进和推广新工艺、新技术、新材料。
设计专用工、夹、模具,工位器具和专用设备。
2.2.1.5编制工厂工艺发展规划,汇总、审批全厂技术改造项目,编制全厂技术改造计划。
2.2.2.1会签有关工艺文件,并组织工人学习、贯彻;总结工人的操作经验,提出修改建议,搞好本车间的技术管理工作。
2.2.2.2做好生产前的技术准备工作,准备产品图纸、有关工艺文件和工具,根据需要编制车间的工艺路线卡片及其临时性的工艺文件。
2.2.2.3负责生产现场技术服务工作,解决正常产品超标超差等工艺技术问题;提供简单的工具,工位器具设计。
2.____组织工人学习产品技术条件、工艺守则、质量标准和工艺纪律细则,制订和执行技术培训计划并进行教育与考核。
2.2.2.5定期分析车间产品质量情况,监督工序质控点管理工作,做好质量信息反馈,执行日常工艺纪律检查和生产现场定置管理实施工作,制订车间产品质量升级规划。
装配流程工艺员工作内容

装配流程工艺员工作内容英文回答:Assembly Process Engineer Responsibilities.The primary objective of an Assembly Process Engineer is to optimize assembly processes and ensure the efficient and cost-effective production of products. Their responsibilities encompass the following key areas:Process Planning and Development:Develop and implement assembly processes, including work instructions, assembly sequences, and equipment selection.Conduct process improvement studies to identify and eliminate inefficiencies.Design and optimize assembly lines for maximumproductivity and quality.Quality Assurance and Control:Establish and maintain quality standards for assembly processes.Conduct inspections and audits to ensure compliance with quality specifications.Identify and resolve quality issues to minimize defects and rework.Cost Optimization:Evaluate assembly costs and identify areas for cost reduction.Optimize material usage, labor allocation, and equipment utilization.Implement cost-saving measures without compromisingquality or productivity.Equipment and Tooling:Select, maintain, and calibrate assembly equipment and tooling.Identify opportunities for equipment upgrades to improve efficiency and quality.Collaborate with equipment vendors to optimize performance and minimize downtime.Training and Development:Train assembly operators on established processes and procedures.Develop and implement training programs to enhance operator skills and knowledge.Provide continuous support and guidance to ensureconsistent quality and performance.Communication and Coordination:Effectively communicate with cross-functional teams, including manufacturing, design, and quality engineers.Collaborate with suppliers and vendors to resolve issues and ensure timely delivery of materials.Provide technical support to assembly operators and supervisors.Continuous Improvement:Implement lean manufacturing principles to identify and eliminate waste.Monitor assembly lines for potential improvements and suggest modifications to enhance efficiency.Participate in ongoing process review and optimizationinitiatives.中文回答:装配流程工艺员工作内容。
工艺员每日大致工作流程

工艺员每日大致工作流程※固定工作:1、每天上班第一件事就是看工艺留言本,看看倒班有何异常情况或工艺变更,抑或有什么事让白班解决;耗时约10-15分钟;2、上班铃打响10分钟后,到所辖机种所在班线巡查,疏通流水线,安排一下当天的生产和试验,对QC抽检不良品进行确认、分析、对策;3、8:30分过后,联系相关人员解决倒班留下的问题,并查看工程不良率一览表,针对前一天的前三项不良进行分析,当确定某项不良不是车间能解决的时候,联系相关部门的人员解决;4、查看PQC抽检不良,确认对策是否已实施,针对前一天不良检查其他班线,防止同类问题再次发生;5、确认准备线配对实验结果,如OK则再为后一天生产进行配对储备,如NG继续配对实验至OK为止;6、查看D/S相关结果,确定车间D/S与QC D/S的一致性,防止因设备偏差而导致QC抽检不良,如对设备相关性存在疑问,请求设备管理员加以解决;7、跟踪合拢线当日产生的不良,以人、机、料、法、环、测几个方面去分析,找到原因马上加以解决,必要时让相关工位和人员暂停操作避免不良进一步扩大,而导致严重结果;8、确认合拢线退准备线修理的PU,确认准备线退回基准线或物料房的材料;9、确认工程检查报表;对不良多的项目进行调查、分析,并对相关的一些问题进行记录,以准备在开会讨论中交流;10、确认倒班留下的问题的解决效果;11、确认合拢段当天生产的外观不良品,对相关工位进行指导,并给出不良的判定标准,检讨一下该工位对外观的检查方法;12、临下班5分钟,给倒班工艺员留言,告知旧问题的解决效果及当日生产发生的问题,如有操作变更、工艺变更、新要求的注意事项等不易表达清楚的内容,应留下当面交接。
※不确定的工作内容:1、新开线工作,转机种工作;2、新员工或转岗员工的工艺指导;3、对严重的工艺问题开班会或机种会议进行通报,并与班长、员工一起找出防止再次发生的办法,对做出的对策进行落实、检查、确认;4、对生产中的设备进行维护、修理,对部分治具进行改进;5、为减少冗余人员或工艺改善而进行一些工位合并试验,工位操作内容或工位顺序改变的实验;6、7S检查,清洗吹风口;7、当其他机种工艺员忙不过来时,跨机种进行协助;8、QC确认及补回光头;9、对相关部门的联络及反馈;10、材料不足时协调各线的生产情况,适当作出其他工作的安排。
工艺员岗位职责

工艺员岗位职责
1. 负责制定和优化生产工艺流程,确保生产过程的高效、稳定和安全。
2. 负责对生产设备进行技术改进和优化,提高生产效率和产品质量。
3. 负责编制生产工艺文件和操作规程,指导生产人员进行生产操作。
4. 负责对产品进行工艺过程控制和质量检验,及时发现和解决生产过程中的问题。
5. 参与新产品的工艺开发和试制工作,确保新产品能够顺利投入生产。
6. 负责对生产过程中的环境、安全和卫生进行监督和管理,确保生产过程符合相关法律法规和公司标准。
7. 参与生产技术改进和新工艺新技术的研究和开发工作,提出
改进建议和技术方案。
8. 协助生产部门解决工艺上的技术问题,提高生产效率和产品质量。
9. 参与生产设备的维护和保养工作,确保设备的正常运行和使用寿命。
10. 参与生产过程中的成本控制和资源优化工作,提高生产效益和经济效益。
工程部工艺员工作流程

工程部工艺员工作流程(大钢)1.新款1.1存货编码输入(在ERP内操作)1.2物料清单输入(用量参照中兴标准,在ERP内操作)1.3工艺流程输入(在ERP内操作)1.4工艺单制作1.5打印材料定额单(在ERP内操作]1.6工资定额制作,给生产主管或叶总确定单价1.7打印工资定额单给生产组长公布1.8利用率的计算2.旧款2.1材料定额单修改(从市场部收到生产通知单后)2.2打印材料定额单2.3工资定额每月重新制作,重新确认单价,如无变动风无需公布,如有变动则打印给生产组长公布工作操作步骤(细则)1.存货编码输入1.1打开ERP点击左下角“设置”点击“基础档案”点击“存货”点击“存货档案”点击“存货分类”1.2具体编哪种类型的编码点击哪种&如有新款的产品,点击“产成品”1.3在“增加存货档案”点击“基本”参照“物料编码原则”进行编码,打为必输项,存货属性栏,如是产成品则“销售”“自制”须打勾;如是原材料则“外购”“生产耗用”须打勾,税率默认为17%1.4击“成本”计价方式选“全月平均法”默认仓库选“产成品”或“原材料”仓库1.5点击“保存”2.物料清单输入(用时参照中兴标准,在ERP内操作)2.1打开ERP点击左下角“设置”点击“物料清单”点击“物料清单维护”点击“过虑”2.2&可寻找相似的点击“复制”根据产品需用要进行“母件编码”即“产品代码”“子件编码”即“材料名称”“基本用量分子”(即定额)作相应修改;(注意:钢带和锁扣要在“铺助数量”栏里输入具体用量的“米数”其它在“基本用量分子”即“定额”作修改。
&无类似的可点击“增加”,输入“母件编码”部门编码为“工程部”“子件编码”“基本用量分子”,各种材料的“换算率”“存入仓库”。
2.3点击“保存”点击“退出”3.工艺流程输入(在ERP内操作)3.1打开ERP点击左下角“业务”点击“生产制造”点击“生产管理”点击“档案”点击“生产数据”3.2点击“工艺路线”3.3有相似的点击“复制”,无类似的点击“增加”5.4输入“工艺路线编码”,“工艺路线名称”“存货编码”3.5对具体工序进行增加或减少3.6点击“保存”点击“退出”4.工艺单制作4.1打开工艺单文件夹非标木箱按中兴非标准制作工艺单有图纸一定严格按图纸要求制作工艺单,包括版本号,尺寸,丝印等4.2工艺单中包含的工位有:夹板下料,木方下料,卡板加工,压边,锁扣定位,钢带下料冲孔冲角,丝印A.9mm板B.6mm板1号板=(长内尺寸+20)*(宽内尺寸+20) 1号板=(长内尺寸+14)*(宽内尺寸+14)2号板=(长内尺寸+18)*(高内尺寸+15) 2号板=(长内尺寸+12)*(高内尺寸+10)3号板=(宽内尺寸+16)*(高内尺寸+15) 3号板=(宽内尺寸+10)*(高内尺寸+10)当长度≥1000mm,宽度≥600mm时,底板允许拼板,当板的尺寸超过2440*1220时,必须搭接,2号板3号板一般要求高度方向搭接;所有板边销45度角。
工艺员的工作内容及职责

工艺员的工作内容及职责工艺员是制造业中不可或缺的一环,承担着重要的工作内容和职责。
他们负责制定和改进工艺流程,保证产品的质量,并提高生产效率。
下面将介绍工艺员的具体工作内容及职责。
工艺流程的制定和改进工艺员的核心职责之一是制定和改进工艺流程。
他们根据产品的特性和生产需求,设计和优化生产工艺,确保产品能够按照设计要求进行生产。
工艺员需要了解产品的工艺要求和操作流程,分析生产设备和工艺参数,提出改进意见,并通过实验和测试验证改进效果。
他们还负责编制和更新工艺流程文档,以便生产人员能够准确执行。
质量控制和问题解决工艺员也承担着产品质量的控制责任。
他们负责定期检查产品的质量指标,并与质检部门合作,制定质量控制措施和流程。
当发现产品质量问题时,工艺员需要快速定位问题原因,并采取有效的措施解决问题,以确保产品质量稳定。
他们还负责分析质量数据,提供改进建议,并参与制定和实施质量管理体系。
新产品导入和技术支持随着新产品的推出,工艺员需要参与新产品导入工作。
他们与研发部门密切合作,了解新产品的设计要求和特性,评估生产可行性,制定相应的工艺流程。
工艺员还负责组织和参与试生产,收集并分析生产数据,解决新产品生产过程中的技术问题。
此外,工艺员还提供技术支持和培训,确保生产人员能够正确操作和维护设备。
设备管理和维护作为工艺流程的执行者,工艺员需要对生产设备进行管理和维护。
他们负责制定设备的操作规程和维护计划,并指导运维人员进行设备操作和维护。
工艺员还需要定期检查设备的运行状况,分析设备故障原因,并提出修复措施。
他们还负责采购和更新设备,以满足生产需求和技术改进的需要。
生产效率提升和成本控制工艺员也要致力于提高生产效率和控制成本。
他们通过对生产过程的优化和改进,减少生产中的浪费和损耗,提高生产线的稳定性和吞吐量。
工艺员还参与成本分析和优化,提出控制成本的建议,并与采购和供应部门合作,寻找具有性价比的原材料和设备。
总结工艺员是制造业中至关重要的一职,他们的工作内容涵盖了工艺流程制定和改进、质量控制和问题解决、新产品导入和技术支持、设备管理和维护、生产效率提升和成本控制等方面。
工艺员职责与工作任务

工艺员职责与工作任务嘿,朋友们!今天咱来聊聊工艺员这个有意思的活儿。
工艺员啊,就像是工厂里的神奇魔法师!你看啊,他们得对各种工艺了如指掌,这就好比一个大厨得清楚每道菜该怎么烹饪,调料放多少一样。
他们要把那些复杂的设计图纸啊,变成实实在在能生产出来的东西。
这可不是一件容易的事儿啊,就像要把一堆乱麻理清楚一样。
工艺员得时刻瞪大眼睛,关注着生产线上的一举一动。
要是哪里出了问题,那可得赶紧冲上去解决,这不就跟消防员灭火似的嘛!他们得保证生产流程顺畅得像丝绸一样,不能有一点卡顿。
他们还得和各个部门打交道呢!和设计部门沟通,确保工艺能实现设计的要求,这就像是翻译官,得准确传达两边的意思。
和生产部门合作,指导工人怎么操作,就像教练教运动员怎么拿金牌一样。
而且啊,工艺员还得不断改进工艺,让生产更高效、更省钱。
这就好比我们过日子,得想法子让日子越过越好,钱越花越值。
他们得绞尽脑汁,想出各种妙招,这可需要不少的智慧和创造力呢!你想想,要是没有工艺员,那生产不就乱套啦?就像没头苍蝇一样到处乱撞。
他们就像是生产线上的定海神针,有他们在,大家心里都踏实。
工艺员还得有耐心,不能急躁。
有时候一个工艺问题可能要研究好久,就跟破解一个超级难的谜题似的。
但他们不能放弃,得一点点地去琢磨,去尝试。
他们还得不断学习新的知识和技术,这世界变化这么快,不学习可不行啊!就跟我们得跟上时代的潮流一样。
所以啊,工艺员可真是个了不起的角色!他们默默付出,为了生产出高质量的产品而努力。
他们就像工厂里的无名英雄,虽然不常被人提起,但却至关重要。
让我们为这些工艺员们点赞吧!他们真的很棒!原创不易,请尊重原创,谢谢!。
羊毛衫工艺员岗位职责及工作流程
工艺员岗位职责及工作流程打样实行工艺员总负责制,即所有关于样衣的衣型,尺寸,手感,密度要求工艺员总负责,所有问题由工艺员负责解决。
一、收到版单,查看版单要求。
1.了解版单内容:款号、产品线(童装、男装、女装)、款式重点(领型、肩型、袖型、特别做工等)、针型、纱线、进线条数、颜色、尺寸是否合理、量尺方法、各部位组织结构名称、部位细节、手感要求、辅料说明、样衣件数、下发日期、完成日期是否能做到?、品质设计负责人。
十七项核对准确。
2.查看编织说明,了解所有关于样衣的细节说明,纱线、肩部、领子、挂肩、袖子、腰、门襟、下摆。
查看缝合说明,是否有特别缝合要求、后整要求。
常规十项说明。
二、试密度布片1.尺寸要求30cm*30cm尺寸。
2.罗纹高度尽量跟版单要求做,织完罗纹织间纱10转织大身组织。
3.电脑机试特别组织边留4支单边,单边组织两边加底织三平,以保持不卷边,方便量尺寸。
新纱线要试领以及所有附件。
4.试片要数专数,针数,并记录洗前尺寸。
5.洗好布片,自己烫片。
6.量布片每边各放0.5cm左右.7.记录最终尺寸,并根据洗前尺寸计算缩水率。
以上步骤要求在资料纱线齐全之后1天之内完成.三、工艺、织片、套口。
1.写工艺之前要对版单所有要求细节了解,有疑问及时提出,所有细节没有疑问才开始写工艺。
2.工艺单要注明缝合工艺,包括:套口针型,缝几支边,是否反缝,领子和贴子门襟是领包贴还是帖子包领等注意事项。
普通套衫领接口在肩缝位后1cm,开衫门襟缝罗纹位置及领边要适当增加针数以避免吊起。
门襟边严禁起波浪,严禁起吊。
工艺注明套衫领拉力,童装26cm以上,成人装32cm以上。
并注明肩部拉力,以及侧缝、袖底拉力在120%-130%。
3.所有罗纹密度要偏紧,不可松塌,要有弹性和立体。
罗纹起脚要加2转弹力丝。
普通男装做后肩明收针。
普通肩型肩缝加透明肩带。
4.在工艺上注明所有附件高度,宽度,长度,所有普通款四平明贴要求一边底面各空1支针,另外一边卷边,四平贴要求密度做到最紧。
工艺员岗位说明书

工艺员岗位说明书一、岗位概述工艺员是企业生产过程中的重要技术人员,主要负责产品的工艺设计、流程优化、工艺文件编制以及生产现场的技术指导和问题解决等工作。
他们的工作直接影响到产品的质量、生产效率和成本控制,对企业的发展具有重要意义。
二、岗位职责1、产品工艺设计(1)参与新产品的开发和设计,了解产品的性能、结构和技术要求,制定合理的生产工艺方案。
(2)根据产品设计要求,确定所需的原材料、零部件和生产设备,制定工艺路线和工艺流程。
2、工艺文件编制(1)编写详细的工艺文件,包括工艺流程图、工艺卡、作业指导书等,明确生产过程中的各项工艺参数、操作方法和质量控制要点。
(2)对工艺文件进行审核和修订,确保其准确性和可操作性,为生产提供可靠的技术依据。
3、生产现场技术支持(1)深入生产现场,指导生产工人按照工艺文件进行操作,及时解决生产过程中出现的技术问题。
(2)对生产过程中的工艺执行情况进行监督和检查,发现违反工艺纪律的行为及时纠正,确保产品质量符合要求。
4、工艺优化和改进(1)收集生产过程中的数据和信息,分析工艺过程中存在的问题和不足之处,提出改进措施和优化方案。
(2)参与质量事故的调查和处理,从工艺角度分析原因,制定预防措施,防止类似问题的再次发生。
5、工装夹具设计(1)根据生产工艺要求,设计和改进工装夹具,提高生产效率和产品质量。
(2)负责工装夹具的验收和维护工作,确保其正常使用。
6、原材料和零部件选型(1)协助采购部门选择合适的原材料和零部件,提供技术支持和建议。
(2)对新选用的原材料和零部件进行性能测试和验证,确保其符合产品质量要求。
7、成本控制(1)在工艺设计和改进过程中,充分考虑成本因素,通过优化工艺路线、减少浪费等方式降低生产成本。
(2)对生产过程中的成本进行分析和核算,提出成本控制的建议和措施。
8、培训与沟通(1)对生产工人进行工艺培训,提高他们的技术水平和操作技能。
(2)与其他部门(如设计、质量、生产等)保持密切沟通和协作,共同解决生产过程中的问题,确保生产顺利进行。
工艺员岗位职责

工艺员岗位职责下面是作者整理的工艺员岗位职责(共含13篇),欢迎阅读分享,希望对大家有所帮助。
篇1:工艺员岗位职责1、负责各班组制剂产品的工艺技术管理等日常工作。
2、负责产品岗位技术安全操作法及岗位SOP的编写修订工作,批准后组织贯彻执行,认真检查工艺执行情况。
3、负责车间岗位操作工的工艺技术培训工作,组织学习工艺规程和岗位SOP。
4、参加制订(或修订)中间产品、成品及原材料质量标准和成品等级标准,并贯彻执行。
5、负责批生产记录整理工作,认真检查生产记录的填写和保存情况,定时收集、整理、装订、归档。
6、参加生产过程中的技术质量事故的分析调查工作。
7、负责协助处理影响各班组生产的技术问题,并就各班组的技术执行状态向车间主任报告。
8、协助新产品的试生产工作。
9、认真做产品的收率和消耗和考核工作。
10、完成车间主任交办的其他工作。
篇2:工艺员岗位职责职责概要:根据工艺方案,协助工艺主管完善、协调实习生产流程中的工艺装备、工艺流程,解决产品生产中的工艺问题,保证实习生产活动正常运行。
职责:1、根据生产工艺方案、工艺流程的设计,组织实习车间工艺审核,设备、工装模具调配。
2、协助实习车间按计划组织生产,与质量部门密切合作,分析生产流程冲突,对与工艺有关的问题提供解决方法,及时妥善处理生产现场出现的质量、技术问题。
3、审核车间工艺方案,按工艺流程设计对现场管理、工艺改进和成本控制进行调研,收集工艺数据。
4、协助工艺主管培训操作人员正确地维护并操作已有的和新购设备、工装,配备工位器具,指导员工严格按工艺流程程进行生产。
5、协助有关部门按规定制定、编写、修订岗位安全操作规程,监督、检查各工序员工严格执行。
6、负责车间各种工艺记录的管理和修订工作,认真检查工艺记录的填写和保存情况,检查并指导员工填写好、用好记录,定时收集、整理、装订、归档。
7、负责员工的工艺技术培训工作,组织员工学习工艺规程和各种标准操作程序,教育员工遵守工艺规程,并建立严格的检查制度,保证工艺规程和操作规程的正确执行,提高生产操作水平,保证生产顺利进行。
工艺员工作内容范文

工艺员工作内容范文工艺员详细做什么?(一)产品工艺性审查;进展产品工艺性审查是保证产品制造过程中,能否到达设计的要求。
生产出符合设计要求产品的关键过程。
因此在产品构造定型和设计过程中,工艺人员参与产品的工艺性审查,以保证产品在设计完成后,使产品在企业现有生产条件下,用比较经济合理的方法,将产品制造出来。
为保证产品具有良好的工艺性,一般工艺性审查分三个阶段;(1)方案设计阶段的审查,(2)技术设计阶段的审查,(3)工作图设计阶段的审查。
(二)制订产品试制工艺方案;产品试制工艺是重要的工艺指导性文件,是产品试制过程中,要进展生产准备,编制工艺规程,制订工艺措施和组织生产的依据。
制定产品试制工艺方案的依据;(1)产品图样及有关技术文件,(2)用户的订货合同及技术条件、(3)厂生产方案及新产品开发规划,(4)有关领导对产品工艺的指导意见。
(三)编写工艺试制总结总结主要内容;(1)主要件、关键件的主要精度和关键部位,在工艺上采取了那些措施和加工方法,及其所获效果等。
(2)工艺装备验证情况,(3)产品试制过程中,存在的工艺问题及改进意见。
(4)对产品整机构造提出建议和改进意见。
(四)制订产品小批生产工艺方案;制订产品小批生产工艺方案,是继产品样机试制工艺方案后,进展小批生产的重要工艺指导文件,制订产品小批生产工艺方案,是经产品样机试制,产品图样及工艺路线整顿之后,在工艺规程整顿之前进展。
可依据样机试制总结中有关领导、处、室、车间的意见,用户需求及其补充要求、厂生产方案的安排来进展。
内容应包括以下几点;(1)对试制中出现难度较大的主要关键件,提出详细的加工方法及措施,并对关键件工序,形成批量生产能力的意见。
(2)提出批量生产的工艺试验和技术攻关工程。
(3)提出对铸、锻件毛坯,原材料工艺方法的改进意见。
(4)试制过程中加工需增加改进的工艺装备情况,及根据产品复杂程度,确定工艺装备系数等。
(五)编制工艺规程应尊守的原那么及要求;(1)按照有关技术文件执行标准,(2)编制工艺文件应按工艺术语,简单明了,起到指导生产作用,(3)对主要的协作件,应严格履行会签手续,并应进展工艺规程的验证及工艺主管会签,(4)提出专用、通用、标准工艺装备,(5)对有开展的产品或宜大批生产、轮番生产的主导产品,应根据生产特点,对主要件的关健工序应有工序简图,对编制工艺的内容,应有较详细要求1)成绩和经历这是工作总结的目的,是正文的关键部分,这部分材料如何安排很重要,一般写法有二。
工艺工作策划书范文模板3篇
工艺工作策划书范文模板3篇篇一《工艺工作策划书范文模板》一、引言工艺工作是产品制造过程中的重要环节,它直接影响产品的质量、成本和生产效率。
为了确保工艺工作的顺利进行,提高产品质量和生产效率,降低成本,特制定本工艺工作策划书。
二、工艺工作目标1. 提高产品质量,确保产品符合相关标准和客户要求。
2. 提高生产效率,降低生产成本。
3. 优化工艺流程,减少工艺缺陷和废品率。
4. 加强工艺管理,提高工艺文件的准确性和完整性。
三、工艺工作内容1. 产品设计工艺性审查(1)参与产品设计方案的评审,从工艺角度提出改进意见和建议。
(2)审查产品设计图纸,确保图纸符合工艺要求。
(3)制定产品工艺方案,包括工艺流程、工艺参数、工艺装备等。
2. 工艺文件编制(1)根据产品工艺方案,编制工艺规程、工艺卡片、工序卡片等工艺文件。
(2)制定工艺标准,包括工艺参数标准、工艺装备标准、检验标准等。
(3)编制工艺说明书,对工艺过程进行详细说明。
3. 工艺装备设计与制造(1)根据工艺要求,设计工艺装备,如夹具、模具、刀具等。
(2)负责工艺装备的制造和调试,确保工艺装备的质量和性能。
(3)建立工艺装备管理制度,对工艺装备进行定期维护和保养。
4. 生产现场工艺管理(1)负责生产现场的工艺指导和技术支持,解决生产过程中的工艺问题。
(2)监督生产过程中的工艺执行情况,确保工艺文件的贯彻执行。
(3)对生产过程中的工艺数据进行收集和分析,为工艺改进提供依据。
5. 工艺改进(1)根据生产过程中的工艺数据和质量问题,提出工艺改进方案。
(2)组织实施工艺改进方案,验证改进效果。
四、工艺工作流程1. 产品设计工艺性审查流程(1)产品设计部门提出产品设计方案。
(2)工艺部门组织相关人员对产品设计方案进行评审。
(3)工艺部门根据评审意见,提出改进意见和建议。
(4)产品设计部门根据改进意见和建议,对产品设计方案进行修改。
(5)工艺部门对修改后的产品设计方案进行审查,确保符合工艺要求。
农药生产工艺员

农药生产工艺员农药生产工艺员是负责农药的生产过程的技术人员,主要负责农药的生产工艺控制和生产线设备维护。
下面将介绍一下农药生产工艺员的工作内容和工作流程。
农药生产工艺员的主要工作内容包括:1. 生产工艺控制:农药生产是一个复杂的过程,需要严格按照工艺流程进行操作。
工艺员需要了解每个生产环节所需的操作步骤和工艺参数,确保生产的质量和安全性。
2. 工艺调试和优化:在农药生产过程中,可能会出现一些工艺问题,如温度控制不准确、反应速率过慢等。
工艺员需要及时调试和优化工艺参数,以确保生产的顺利进行。
3. 设备维护和维修:农药生产过程中使用的设备较多,如反应釜、搅拌器等。
工艺员需要定期检查设备的工作状态,及时进行维护和维修,以确保设备的正常运行。
农药生产工艺员的工作流程一般包括以下几个步骤:1. 工艺准备:在开始生产之前,工艺员需要准备好所需的原材料和配方,并制定好生产计划和工艺流程。
同时,还需要检查设备的工作状态,确保设备可以正常使用。
2. 工艺操作:根据工艺流程,工艺员需要按照规定的操作步骤和工艺参数进行生产。
这包括控制反应温度、搅拌速度等,确保反应可以顺利进行。
3. 工艺监控:在生产过程中,工艺员需要时刻监控各个环节的工艺参数,如温度、压力等。
同时,还需要检查反应进展情况,确保反应可以达到预期的效果。
4. 工艺调试:如果生产过程中出现异常情况,如反应速率过快或过慢,工艺员需要及时调试工艺参数,以恢复正常生产。
5. 设备维护:定期检查和维护设备,确保设备的正常运行。
如果设备出现故障,工艺员需要及时进行维修,以避免影响生产进度。
农药生产工艺员需要具备一定的专业知识和技能。
首先,他们需要了解农药的生产原理和工艺流程,熟悉各种反应的特点和要求。
其次,他们需要了解农药生产设备的结构和工作原理,能够熟练使用和维护设备。
此外,他们还需要具备一定的分析能力和解决问题的能力,以便在生产过程中能够及时处理各种异常情况。
总的来说,农药生产工艺员是农药生产过程中非常重要的技术人员,他们通过控制工艺参数和维护设备的工作,确保农药生产的质量和安全性。
工艺技术岗位职责(共7篇)
篇一:工艺技术员岗位职责2 职责与权限2.1 主要职责2.1。
1 在车间领导及主管科室的领导下,做好车间生产装置的工艺技术管理工作。
2。
1。
2 负责编制、修订、组织学习工艺技术规程、岗位操作法、工艺卡片及有关工艺技术方案,并检查、督促各作业指导书的贯彻执行。
2。
1.3 协助车间主任组织均衡、稳定、低耗、安全、文明生产。
负责建立各项工艺台帐。
2.1。
4 参加工艺事故的调查、分析,制定纠正、预防措施。
2。
1.5 负责职工培训工作,制定培训计划,提高职工的技术素质。
2。
2 主要权限2。
2.1 根据车间、厂、公司有关制度及规定,对工艺运行过程有权进行检查和考核。
2。
2。
2 对违章施工、操作有权加以制止.对操作人员有权提出奖惩建议。
3 工作内容与要求3.1 接受车间主任及各业务科室下达的工作指令,对车间生产的工艺技术负责。
3.2 按照上级部门的工作指令,及时组织有关部门和个人加以落实执行。
3.3 掌握生产动态,协助生产副主任分析判断处理车间装置运行中出现的各种异常情况。
3。
4 每周(月)对车间装置的运行情况进行分析,指出薄弱环节,提出整改要求。
3。
5 对车间装置的运行情况每周总结一次,对装置工艺指标、环保、质量等执行情况每月进行一次综合分析。
每月(年)以技术月报(年报)的方式向技术科汇报。
3。
6 协助车间生产副主任检查落实生产计划及技改措施。
3.7 掌握生产动态,协助生产副主任分析判断处理.3。
8 因原料、生产方案变化,调整好操作参数,并做好安全、环保工作.3.9 组织、整理处理各种数据台帐,并注意收集国内正义外先进工艺技术信息。
3。
10 协助生产副主任推行qc小组活动,参与项目审定成鉴果定工作负责为岗位生产提供工艺技术支持工作任务1.深入现场,及时解决或协调相关部门解决生产中出现的工艺技术问题2.收集、分析装置生产数据,指导班组优化生产3.参与分析、处理生产事故,提出处理意见及防范措施4.提出生产所需物资计划职责二职责描述:负责岗位的工艺技术管理工作工作任务1.起草并及时修订岗位工艺技术规程、方案和临时技术方案,确保其具有指导性、有效性和实用性2.监督、检查班组工艺纪律的执行情况3.收集、整理和保存技术资料,整理、归类保管生产历史数据,建立和完善技术台账,及时更新、存档各类相关技术标准、管理标准4.及时分析异常数据,向直接上级提交有价值的分析结果和改进建议,参与生产事故的调查、分析,形成事故报告5.组织岗位技术创新,开展qc小组活动职责三职责描述:负责岗位员工的技术培训工作作任务1.参与制定员工技术培训计划和方案,建立技术培训台帐,承担岗位工艺技术的培训授课工作,考核培训成绩,推荐本岗位优秀技术工人晋级和嘉奖2.具体组织岗位技术练兵工作3.参与内外技术交流,完成各类技术总结报告职责四职责描述:参与岗位装置大修的管理工作工作任务1.拟定大修项目,并做出计划,编写相关方案2.监督检查岗位大修工作3.承担岗位装置大修前后的开停车和试车指导、验收工作4.起草大修技术总结职责五职责描述:参与车间的相关管理工作工作任务1.承担与本岗有关的安全、环保、质量、计量管理工作2.承担与本岗有关的现场“6s”管理工作3.承担与本岗有关的年度职工培训计划编制4.参与车间其他理工作职责六职责描述:完成上级交办的其他工作权限:车间管理制度建议权生产事故处理权对车间相关岗位员工生产操作的指挥权对车间的考核奖惩具有建议权对车间员工技术工作有指导权本领域(专业)获取信息、知识的工具使用权学习、研究权和接受再教育、培训的权利办公工具和劳动工具的使用权相关事情的知情权篇二:工艺技术员职责工艺技术员岗位职责:一、责负编制车间工艺管理的制度、规定,并组织贯彻落实.二、负责对工段、岗位执行工艺管理制度,工艺控制指标和《作业指导书》进行监督、检查与考核.三、根据生产需要,提出调整工艺流程,控制指标的计划方案,经批准后负责组织实施。
机械工艺员工作实践报告(2篇)

第1篇一、前言机械工艺员是机械制造行业中的关键岗位,主要负责产品的工艺设计和工艺改进工作。
通过本次工作实践,我对机械工艺员的工作有了更深入的了解,以下是我对机械工艺员工作实践的报告。
二、实践单位及岗位实践单位:某机械制造有限公司岗位:机械工艺员三、实践内容及过程1. 实践内容(1)了解公司产品及生产工艺流程(2)参与产品工艺设计及改进(3)编写工艺文件及操作规程(4)指导生产现场操作(5)进行工艺验证及数据分析2. 实践过程(1)了解公司产品及生产工艺流程在实践初期,我通过查阅资料、询问同事等方式,了解了公司主要产品的结构、性能、生产工艺流程等。
通过对公司产品的深入了解,为后续的工艺设计及改进工作奠定了基础。
(2)参与产品工艺设计及改进在产品工艺设计及改进过程中,我主要参与了以下工作:1)根据产品设计图纸,分析产品结构及性能要求,确定生产工艺路线;2)选择合适的加工设备、刀具、量具等,确保产品加工精度和效率;3)优化工艺参数,提高产品加工质量;4)针对生产过程中出现的问题,提出改进措施,提高生产效率。
(3)编写工艺文件及操作规程在编写工艺文件及操作规程过程中,我主要做了以下工作:1)根据生产工艺流程,编写详细的生产工艺文件;2)制定操作规程,规范生产现场操作,确保产品质量;3)对工艺文件及操作规程进行审核,确保其准确性和实用性。
(4)指导生产现场操作在生产现场,我负责指导操作工进行产品加工,确保产品加工质量。
具体工作如下:1)对操作工进行工艺培训,使其掌握产品加工工艺;2)对操作工进行现场指导,纠正其操作过程中的错误;3)对生产过程中出现的问题,及时提出解决方案。
(5)进行工艺验证及数据分析在工艺验证及数据分析过程中,我主要做了以下工作:1)对产品进行检测,验证工艺文件及操作规程的准确性;2)对生产数据进行分析,找出生产过程中的问题,并提出改进措施;3)对改进措施进行验证,确保其有效性。
四、实践收获1. 理论知识与实践相结合,提高了自己的专业技能;2. 深入了解机械制造行业,对产品生产过程有了更全面的了解;3. 学会了与同事、领导沟通协作,提高了自己的团队协作能力;4. 培养了严谨的工作态度和解决问题的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制工艺流程图
编制PFMEA
编制特殊特性清单
工具、工装、设备
申请、购买制造、验证、保存
平面布置图
编制控制计划
原辅材料定额及编码
编制作业指导书
操作人员培训
确认与现有工艺差别
提出培训需求
对培训情况进行跟踪
保证培训效果
试生产指导与总结
设计问题反馈中心
工艺问题更改控制
工装问题进行改进
工艺室/核心小组
工艺室/核心小组
工艺室/核心小组
工艺室/核心小组
工艺室
长春工厂/工艺室
人力资源室/工艺室
工艺室
长春工厂/工艺室
与现有基础车型进行对比,初步确定扣车、电泳等方案,预估工装、模具及材料大体需求。
工艺室确定试制方案并参与评审。编制试制流程图/控制计划/工装图纸/材料定额/设备申请等.
对产品结构的工艺性进行评价和工艺大致工作量;提出自制件和外协件大致划分;提出特殊设备的采购或设计、改装意见;专用工艺装备设计、制造、改装意见;主要零部件的工艺流程意见;主要材料和工时;
工艺室工艺员相关工作流程及主要工作内容
序号
步骤(流程)
组织者/参与者
主要工作内容
需填写表格
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
试制交底会
试制方案确定及评审
设备
材料
下发方案 工装
工具
设计问题反馈 试制评审 技术要求
试制验证
生准输入评审
再次检验设计问题更改
工艺方案制定及评审
接发图纸、签字确认 确认路线是否有遗漏
根据流程图编制PFMEA,同时根据以往经验和售后服务反馈完善PFMEA。填写检查表
根据PFMEA及产品特性清单编制特殊特性清单。
依据图纸、流程图、PFMEA、特殊特性清单编制控制计划,如需新增工具、设备及工装,需按流程申请,并更改过程流程图及工具、工装、设备、量检具、模具及吊具清单,同时反映在控制计划中。
填写《工艺纪律检查表》
填写《工艺审核记录》
填写《代用、放行通知单》
填写《工艺更改通知单》
编制《技术问题通知单》
更改《控制计划》
填写《工艺改进立项表》
编制《试制工艺方案》
配合生准室填写《试制工艺方案评审表》
填写《试制评审表》
编制《工艺更改通知单》
配合生准室填写《生准输入评审表》
编制《工艺方案》
填写《工艺方案评审记录表》(与会人员每人一张,车间/质量/采购/生产/人力资源等)
<工艺方案评审报告>
主要评审:工艺方案和工艺流程的合理性和经济性;工艺设计的可行性;可检验性和可实验性;工装的适用性和设备选型的合理性;外购件、原材料的可用性和质量保证能力;工序质控点正确性;工艺试验结果;工艺制作成本经济分析
参与对试制样车进行评审并对工艺项完善。
对试制进行验证,对涉及工艺的问题进行工艺更改。
进行生准输入评审,评审条件包括:技术协议、装置图、总成图、技术要求、DFMEA、产品特性清单、BOM、产能、节拍、质量等级等。自制和外委件的调整意见;自制件工艺路线意见;提出所有工艺文件及要求;工装、设备的意见;特殊毛胚、原材料的意见;关键工序和指控点设置要求;工艺工装验收要求;
工艺室主任或主管主持:
按工艺路线及产品要求,确认是否新增工装、工具及设备;明确工艺顺序、物流及存放方案、费用预算、来件状态、电泳方案及标准等。
关键工序/特殊过程/平台工艺文件是否能利用现有,给定工艺周期是否能够满足工艺需求,是自制还是外委,是分装还是线上装配,需要哪些设备
编制工艺流程图,包含全部工艺过程的各工艺流程。
编制《工艺流程图》
编制《PFMEA》
编制《特殊特性清单》
编制《控制计划》
填写《设备、工具、工装申请单》
填写《工装验收单》
更改《平面布置图》
填写《工具、工装、设备、量检具、模具及吊具清单》
编制《原辅材料定额》
会签《作业指导书》
填写《培训需求》
填写《培训记录表》
填写《工艺更改通知单》
填写《工装更改通知单》Hale Waihona Puke 批量生产工艺纪律检查
工艺审核
工艺管理
工艺更改
代用、放行
临时工艺、质量提升
工艺降成本
更改完善控制计划
中心、应用室/工艺室、生准室
生准室/工艺室
生准室/工艺室
质保部/工艺室
生准室/工艺室
工艺室/生准室、长春工厂
单台或5台以下小批量产品可以不做工艺方案评审及相关记录,但是也要准备生产相关工装夹具等,保证车辆生产下线.
确定材料标准、材料型号、来料规格、使用量、首用车型,必要时明确生产厂家。
对长春工厂编制的作业指导书进行会签,重点关注与质量有关内容。
确定培训需求,填写培训记录和效果,直到培训满足生产需求为止。
对试生产情况进行总结,必要是进行工艺及工装改进。
对批量生产现场问题进行解决,同时按要求开展工艺管理;关键件的质量公关;工艺文件和工装的进一步完善和改进;新材料新工艺的采用意见;车间平面布置和生产节拍的意见;