注塑模具结构及设计斜顶ppt课件
合集下载
注塑模具结构及设计-8(斜顶_强脱)
设计改善后斜顶侧向抽芯时对产品的倒扣产生 的侧向拉力不会太大,成型在模芯里面的倒扣 部分也会挡住倒扣随斜顶侧向移动的趋势,可 以避免产生撅白或折断现象。
在设计斜顶结构时,要注意产品的侧定位,防止 产品随斜顶走,产生侧抽不良。
当在斜顶的 后面有顶杆 时,如果两 者靠的太近, 在顶出时斜 顶与顶杆可 能会产生干 涉。
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
斜顶设计方案二:倒扣的一部分成型在模芯里 面,而斜顶仅仅只侧抽芯防碍出模的部分。
分体式的斜顶头和斜顶杆之间可以采用 键槽,燕尾槽,定位销,螺纹等多种形 式来定位连接。
分体式的斜顶头和 斜顶杆,可以 做成
头部和杆部粗细大 小不一样的情况, 把斜顶头和斜顶杆 分开加工。
3°
3°
分体式的斜顶头和斜Байду номын сангаас杆,可以
由一个斜顶头和两个斜顶杆组成。 对于这类斜顶很难保证斜顶杆的 角度和斜顶头的角度精度一致, 为了防止角度不一致时防碍斜顶 顶出和出毛刺,通常将斜顶头的 三面加上角度,使斜顶头的背面 15°的角度比斜顶杆的角度大一点。
动,定模分开。
顶出初始阶段,外侧型腔和产品一起 向上走,内侧的型芯相对产品向下走, 为强制脱模让出空间。
强制顶出时,制品为脱出倒扣向内变形。
脱出倒扣后,制品又弹性恢 复到原来的形状,可以完整 顺利的取出制品。
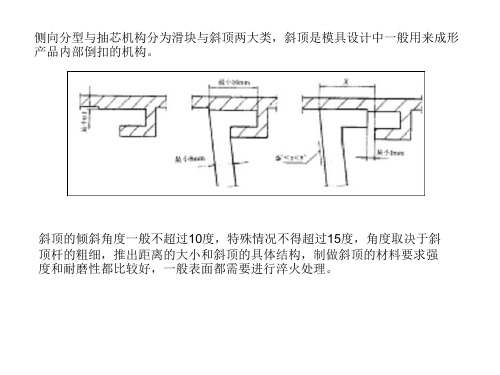
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
在设计斜顶结构时,要注意产品的侧定位,防止 产品随斜顶走,产生侧抽不良。
当在斜顶的 后面有顶杆 时,如果两 者靠的太近, 在顶出时斜 顶与顶杆可 能会产生干 涉。
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
斜顶设计方案二:倒扣的一部分成型在模芯里 面,而斜顶仅仅只侧抽芯防碍出模的部分。
分体式的斜顶头和斜顶杆之间可以采用 键槽,燕尾槽,定位销,螺纹等多种形 式来定位连接。
分体式的斜顶头和 斜顶杆,可以 做成
头部和杆部粗细大 小不一样的情况, 把斜顶头和斜顶杆 分开加工。
3°
3°
分体式的斜顶头和斜Байду номын сангаас杆,可以
由一个斜顶头和两个斜顶杆组成。 对于这类斜顶很难保证斜顶杆的 角度和斜顶头的角度精度一致, 为了防止角度不一致时防碍斜顶 顶出和出毛刺,通常将斜顶头的 三面加上角度,使斜顶头的背面 15°的角度比斜顶杆的角度大一点。
动,定模分开。
顶出初始阶段,外侧型腔和产品一起 向上走,内侧的型芯相对产品向下走, 为强制脱模让出空间。
强制顶出时,制品为脱出倒扣向内变形。
脱出倒扣后,制品又弹性恢 复到原来的形状,可以完整 顺利的取出制品。
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
注塑模具斜顶介绍_

=目 录=
1.斜顶的一般结构和类别 2.斜顶的运动原理 3.斜顶的设计 4.斜顶运动图示 5.斜顶设计规范(参考) 6.其他滑块形式
1/14
1.斜顶的一般结构和类别
斜顶一般由二个部分所构成:机体部分和成形部分。 它与滑块一样,由于机体部分与成形部分是否组合,斜顶可以分类为: 1.整体式斜顶(如图1,也可以叫做非组合式斜顶) 2. 非整体式斜顶(如图2,又可叫组合式斜顶)。 注意,由于斜顶相对比较小,一般我用整体式斜顶,很少去用组合式斜顶。 整体式斜顶结构紧凑、强度较好、不容损坏。而对于较大的斜顶,设计时可运 用组合式,这样更换比较方便,也便于维修维护,加工比较简单。
2/14
1.斜顶的一般结构和类别
由于斜顶机体底端定位结构的不同,斜顶又可分类为: 圆柱销式斜顶(如图3)和T型块式斜顶(如图4)。 对于这两种斜顶来讲,圆柱销式斜顶在设计当中运用很多,主要原因就是加工方便、安装配合维修维护容易。 T型块式斜顶主用于较大的精密度要求较高的产品,它还要与专用的T型底座(如图5)相配合(如图6),加工配合 比较难,制造成本也会加大。
ቤተ መጻሕፍቲ ባይዱ
干涉 干涉
10/14
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
12/14
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
1.斜顶的一般结构和类别 2.斜顶的运动原理 3.斜顶的设计 4.斜顶运动图示 5.斜顶设计规范(参考) 6.其他滑块形式
1/14
1.斜顶的一般结构和类别
斜顶一般由二个部分所构成:机体部分和成形部分。 它与滑块一样,由于机体部分与成形部分是否组合,斜顶可以分类为: 1.整体式斜顶(如图1,也可以叫做非组合式斜顶) 2. 非整体式斜顶(如图2,又可叫组合式斜顶)。 注意,由于斜顶相对比较小,一般我用整体式斜顶,很少去用组合式斜顶。 整体式斜顶结构紧凑、强度较好、不容损坏。而对于较大的斜顶,设计时可运 用组合式,这样更换比较方便,也便于维修维护,加工比较简单。
2/14
1.斜顶的一般结构和类别
由于斜顶机体底端定位结构的不同,斜顶又可分类为: 圆柱销式斜顶(如图3)和T型块式斜顶(如图4)。 对于这两种斜顶来讲,圆柱销式斜顶在设计当中运用很多,主要原因就是加工方便、安装配合维修维护容易。 T型块式斜顶主用于较大的精密度要求较高的产品,它还要与专用的T型底座(如图5)相配合(如图6),加工配合 比较难,制造成本也会加大。
ቤተ መጻሕፍቲ ባይዱ
干涉 干涉
10/14
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
12/14
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
注塑模具斜顶(侧抽芯.-滑块)介绍-(含动画演示)知识分享
顶行程(取整数)=死角大小+大于或等于3mm的最小安全量。 5. 连接DB,得到角度DBC。这个角度一般为小数。我们取一整数,
为M°。这个角度才是我们所需要的斜顶斜面的倾角度。 6. 其它的内容可根据前面所讲的结构及其要求完成斜顶其他部分 的设计。
其实,像上面这么复杂的内容主要的目地是教我们如何去求出 顶的倾角度。我们可以简化为如右图所示:我们可以得出三角函数 tgM°=顶行程/顶出行程。此时要求出M°是多大就很容易了,也可 以直接在图纸上测量出来。
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干涉 干涉
10/11
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
可以处理死角了。
动画演示
动画演示
4/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
为M°。这个角度才是我们所需要的斜顶斜面的倾角度。 6. 其它的内容可根据前面所讲的结构及其要求完成斜顶其他部分 的设计。
其实,像上面这么复杂的内容主要的目地是教我们如何去求出 顶的倾角度。我们可以简化为如右图所示:我们可以得出三角函数 tgM°=顶行程/顶出行程。此时要求出M°是多大就很容易了,也可 以直接在图纸上测量出来。
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干涉 干涉
10/11
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
可以处理死角了。
动画演示
动画演示
4/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
注塑模具结构及设计方案实用PPT(46张)
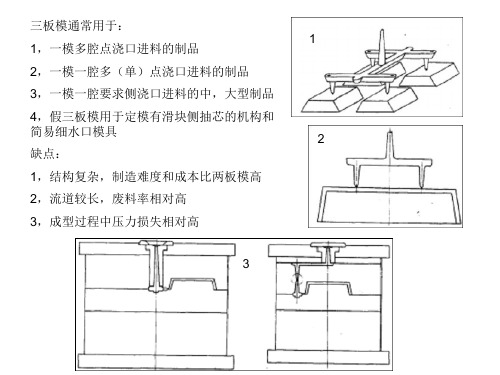
三板模通常用于:
1,一模多腔点浇口进料的制品
1
2,一模一腔多(单)点浇口进料的制品
3,一模一腔要求侧浇口进料的中,大型制品
4,假三板模用于定模有滑块侧抽芯的机构和 简易细水口模具
2 缺点:
1,结构复杂,制造难度和成本比两板模高
2,流道较长,废料率相对高
3,成型过程中压力损失相对高
3
三板模合模状态
三板模开模状态
•
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
•
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
•
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
模具构想图
流道 走向
定模部分
定模部分第一次开模 在最细处拉断料把
定模部分第二次开模 把料把从拉料销上脱出
动,定模分开 取出料把,顶出产品
三板模相关的尼龙锁模器, 限位螺栓,弹簧等零件
•
1.有学者认为,这些水是地球本身固 有的。 在地球 形成之 初,地 球水就 以蒸气 的形式 存在于 炽热的 地心中 ,或者 以结构 水、结 晶水等 形式存 于地下 岩石中 。那时 ,地表 的温度 较高, 大气层 中以气 体形式 存在的 水分也 较多。
1,一模多腔点浇口进料的制品
1
2,一模一腔多(单)点浇口进料的制品
3,一模一腔要求侧浇口进料的中,大型制品
4,假三板模用于定模有滑块侧抽芯的机构和 简易细水口模具
2 缺点:
1,结构复杂,制造难度和成本比两板模高
2,流道较长,废料率相对高
3,成型过程中压力损失相对高
3
三板模合模状态
三板模开模状态
•
6.如果一个人有自己的心灵追求,又 在世界 上闯荡 了一番 ,有了 相当的 人生阅 历,那 么,他 就会逐 渐认识 到自己 在这个 世界上 的位置 。世界 无限广 阔,诱 惑永无 止境, 然而, 属于每 一个人 的现实 可能性 终究是 有限的 。
•
7.一个人不论伟大还是平凡,只要他 顺应自 己的天 性,找 到了自 己真正 喜欢做 的有意 义的事 ,并且 一心把 它做得 尽善尽 美,他 在这个 世界上 就有了 牢不可 破的家 园。
•
10.词 的 结 尾 , 放言 “了却 君王天 下事, 赢得生 前身后 名”, 更是快 人快语 。最后 一句“ 可怜白 发生” ,感叹 “老之 将至” ,也暗 指壮志 难酬, 这给“ 壮词” 更增加 了慷慨 悲凉的 色彩。
模具构想图
流道 走向
定模部分
定模部分第一次开模 在最细处拉断料把
定模部分第二次开模 把料把从拉料销上脱出
动,定模分开 取出料把,顶出产品
三板模相关的尼龙锁模器, 限位螺栓,弹簧等零件
•
1.有学者认为,这些水是地球本身固 有的。 在地球 形成之 初,地 球水就 以蒸气 的形式 存在于 炽热的 地心中 ,或者 以结构 水、结 晶水等 形式存 于地下 岩石中 。那时 ,地表 的温度 较高, 大气层 中以气 体形式 存在的 水分也 较多。
注射模具结构综合介绍(ppt 71页)PPT学习课件

顶块顶出
胶位较高,难下顶针。,如:分体面框
推板顶出
筒形件、盒形件、瓶盖等
模具型腔中的空气如 何排出?
排气系统
排气系统 作用
排气槽排气 排气钢排气 配合间隙排气
…….
保证塑料熔体在填充过 程中型腔中的气体能完 全顺利排出。
排气系统对确保制品成型质量起着至关重要的作用。 A、利用排气槽,排气槽一般设在型腔最后被充满的部位,排气槽的深度因塑料不同而异,基本 上是以塑料不产生飞边的所允许的最大间隙来确定,如ABS 0.04以下,泥龙0.02mm以下,赛钢 0.02以下。 B、利用型芯镶件推杆等的配合间隙或专用排气塞排气; C、有时为了防止制品在顶出时造成真空变形,必设气销; D、有时为了防止制品与模具的真空吸附,而设计防真空吸附元件。
浇注系统(流道系统)
冷流道系统
如何把塑料填充 到成型零件组成 的型腔中?
流道 系统
作用
使塑料熔体平稳且有序地填充到型腔中, 并在填充和凝固过程中把压力充分传递 到各部位,以获得组织紧密、外观清晰 的塑料件。
热流道系统
浇口套
塑料模具的浇注系统
主流道(直浇道)
浇口
分流道
定位圈 浇口套
水口刮板
常用浇口方式
排气槽
排气槽
排气不良会产生烧黑、注不满等
在注塑过程中,动定 模不断开合,如何保 证动定模相对位置精 确?(保证产品分型 线不错位)
导向定位零件
导向定位 零件 作用
保证动定模合模时位置 的精确性。
导柱、导套 辅助定位器 …….
导柱
定位辅助器
中托司(针板导柱)
导向不精确,会导致产品 分型线错位、擦穿位批锋。 严重时会会导致模具卡死、
注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]
![注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)[优质ppt]](https://img.taocdn.com/s3/m/ff09c9b15ef7ba0d4a733bfd.png)
干涉 干涉他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
8
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
可以处理死角了。
动画演示
动画演示
4
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
计0°靠破面,则选择A点作为斜顶斜面的起点。 3. 以B点为基准,偏一距离,如图BC,BC=顶出行程。 4. 以C点为基准,向顶移动的反方向偏一距离,如图CD。CD=斜
3
2.斜顶的运动原理
如右图所示,斜顶放置在一个固定不动的模板
的斜孔中,斜顶与斜孔配合。从下向上给顶一个推
注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)

注塑模具斜顶(侧抽芯.滑块)介绍_(含动画演示) 注塑模具斜顶(侧抽芯.滑块)介绍_(含动画演示)1.概述注塑模具斜顶是一种常见的模具结构,常用于制造具有倾斜表面的注塑产品。
它可以通过侧抽芯和滑块的组合来实现倾斜表面的成型。
本文将详细介绍注塑模具斜顶的结构和工作原理,并配备动画演示来直观展示其工作过程。
2.结构组成注塑模具斜顶主要包括以下几个部分:2.1 行动板行动板是注塑模具斜顶的主要部件,它通过导柱和导套与模具固定板连接。
行动板上安装有侧抽芯和滑块等结构。
2.2 侧抽芯侧抽芯位于行动板的侧面,通过斜顶导柱的支撑实现倾斜成型。
侧抽芯可由液压或气动驱动,具有很强的刚性和稳定性。
2.3 滑块滑块位于行动板的顶部,与侧抽芯配合完成模具的开合动作。
滑块通常采用液压或气动驱动,具有较大的滑动面积,能够承受较大的压力。
3.工作原理注塑模具斜顶的工作原理如下:3.1 开模状态在开模状态下,行动板向后移动,侧抽芯与滑块一起向上移动,使得模腔和侧抽芯脱离,产品顶出成型。
3.2 关模状态在关模状态下,行动板向前移动,侧抽芯与滑块一起向下移动,使得模腔和侧抽芯接合,形成闭合状态。
4.动画演示请参考附件中的动画演示文件,该文件将直观展示注塑模具斜顶的工作过程和各个组成部分的运动轨迹。
附件:动画演示文件(请参考附件文件名称,例如:InjectionMold_SlantingCore_Slider_Animation)法律名词及注释:1.注塑模具:指用于注塑成型的模具,可以通过模具的开合运动实现塑料制品的成形。
2.斜顶导柱:指在模具中用于支撑倾斜结构的导柱,常用于支撑侧抽芯。
3.滑块:指模具中用于实现于行动板相对运动的零件,用于模具的开合过程。
《注塑模具结构介绍》课件

浇注系统
浇注系统是注塑模具中的进料 通道,将塑料熔体从注射机输 送到模具型腔。
顶出系统
顶出系统用于将固化后的塑料 制品从模具中顶出。
注塑模具的工作原理
注塑机将塑料原料加 热熔融,通过注射机 将熔融的塑料注入模 具型腔。
顶出系统将固化后的 塑料制品从模具中顶 出,完成一个成型周 期。
塑料在型腔内冷却固 化,形成所需的塑料 制品。
03
注塑模具的设计要点
材料选择
01
02
03
钢材
钢材是注塑模具最常用的 材料,具有高强度、耐磨 性和耐腐蚀性。
铝合金
铝合金重量轻,易于加工 和散热,适用于小型模具 和需要轻量化的模具。
塑料
某些特殊塑料可用于模具 的内部结构,以降低成本 和减轻重量。
模具强度与刚度
01
模具的强度和刚度是确保注塑成 型过程稳定性的关键因素。
02
注塑模具的主要结构
成型系统
成型零部件
成型模具的主体部分,直接关 系到塑件成型质量的优劣。通 常由凹模、凸模和镶块等组成
。
结构零件
为满足模具结构要求而设置的 零件,如固定板、顶出板、垫 块、支承板等,这些零件统称 为结构零件。
导向零件
导柱和导套是应用最广的导向 零件,其作用是保证模具在开 模和合模时能够准确复位。
注塑模具广泛应用于汽车、家电、电 子、包装、医疗器械等领域,是塑料 加工行业的重要工艺装备。
注塑模具的组成
型腔和型芯
动模和定模上分别有型腔和型 芯,用于成型塑料制品的外形 和内部结构。
冷却系统
冷却系统用于将注入型腔的塑 料熔体冷却固化。
动模和定模
注塑模具由动模和定模两部分 组成,动模随注射机活动,定 模固定在注射机上。
注塑模具结构最清晰原创图文含动画专题培训课件
IVU
Ye
斜顶结构
11
斜顶机构,紫色框为斜顶结构。
放大图 产品图
IVU
Ye
斜顶结构
12
斜针,顶出塑胶使其脱落。 斜顶杆,形成产品特征。 支撑板,支撑与固定作用。
垫板,合模力量的支撑作用。
顶针板,与推板共同固定顶针。 推板,注塑机推杆直接施力在此板。
塑胶脱离
底座,支撑与固定。
注塑机推杆
模具安装讲解: 斜顶杆顶底部为T型滑动结构,由黑色工件与推板锁紧;中部由淡蓝色工件线割斜方孔,锁紧在支撑板。 斜顶机构原理讲解: 注塑后开模,公模后退(下行),注塑机推杆前进(上行),穿过底座直接作用在推板,使得斜顶杆和顶针一起上行。但由于斜顶杆与竖直方向成 一定角度倾斜上行,所以随着上行距离加大,斜顶杆慢慢脱离直至最后完全脱离塑胶,即形成方形孔。
压力损失大 要求较高的注射力
1.去除困难 2.浇口痕迹明显 3.浇口周围应力大 4.只能用于单腔模具
1.加工困难 2.浇口尺寸精度不易保证 3.压力损失大
1.加工困难 2.浇口尺寸精度不易保证 3.压力损失大
适用材料
PE PP ABS PC PS POM PA AS
PVC PE PP ABS PC PS POM PA AS PMMA
Ye
1
注塑模具结构最清 晰--原创图文含动画
IVU
Ye
注塑模具结构讲解
2
01 产品分模/流道系统 02 模具结构概览 03 斜顶机构原理 04 滑块机构原理
PART ONE PART TWO PART THREE PART FOUR
05 冷却系统
PART FIVE
06 产品顶出
PART SIX
07 典型模具零件加工及设备 PART SEVEN
Ye
斜顶结构
11
斜顶机构,紫色框为斜顶结构。
放大图 产品图
IVU
Ye
斜顶结构
12
斜针,顶出塑胶使其脱落。 斜顶杆,形成产品特征。 支撑板,支撑与固定作用。
垫板,合模力量的支撑作用。
顶针板,与推板共同固定顶针。 推板,注塑机推杆直接施力在此板。
塑胶脱离
底座,支撑与固定。
注塑机推杆
模具安装讲解: 斜顶杆顶底部为T型滑动结构,由黑色工件与推板锁紧;中部由淡蓝色工件线割斜方孔,锁紧在支撑板。 斜顶机构原理讲解: 注塑后开模,公模后退(下行),注塑机推杆前进(上行),穿过底座直接作用在推板,使得斜顶杆和顶针一起上行。但由于斜顶杆与竖直方向成 一定角度倾斜上行,所以随着上行距离加大,斜顶杆慢慢脱离直至最后完全脱离塑胶,即形成方形孔。
压力损失大 要求较高的注射力
1.去除困难 2.浇口痕迹明显 3.浇口周围应力大 4.只能用于单腔模具
1.加工困难 2.浇口尺寸精度不易保证 3.压力损失大
1.加工困难 2.浇口尺寸精度不易保证 3.压力损失大
适用材料
PE PP ABS PC PS POM PA AS
PVC PE PP ABS PC PS POM PA AS PMMA
Ye
1
注塑模具结构最清 晰--原创图文含动画
IVU
Ye
注塑模具结构讲解
2
01 产品分模/流道系统 02 模具结构概览 03 斜顶机构原理 04 滑块机构原理
PART ONE PART TWO PART THREE PART FOUR
05 冷却系统
PART FIVE
06 产品顶出
PART SIX
07 典型模具零件加工及设备 PART SEVEN
注塑模具斜顶(侧抽芯.-滑块)介绍-(含动画演示)资料讲解

液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
11/11
6.其他滑块形式
动画演示
二、机动侧向抽芯机构
利用注射机的开模力,通过传动机构改变运动方向,将侧向的活动型芯抽出。 机动抽芯机构的优、缺点: 结构较复杂,抽拔力较大,灵活、方便、生产效率高、容易实现全自动操作、 无需另外添置设备等。 结构形式为: 斜销、弹簧、弯销、斜导槽、斜滑块、楔块、齿轮齿条等 。
可以处理死角了。
动画演示
动画演示
4/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
计0°靠破面,则选择A点作为斜顶斜面的起点。 3. 以B点为基准,偏一距离,如图BC,BC=顶出行程。 4. 以C点为基准,向顶移动的反方向偏一距离,如图CD。CD=斜
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
2/11
1.斜顶的一般结构和类别
注塑模具结构及设计-8(斜顶强脱)

02 注塑模具的基本结构
主流道设计
01
主流道是模具中直接与注塑机喷 嘴接触的部分,通常设计为圆锥 形,便于塑料流动。
02
主流道应与喷嘴紧密配合,防止 溢料,同时要求耐磨、耐高温。
分流道设计
分流道是连接主流道与模具型腔的通 道,用于将塑料均匀分配到各个型腔 。
分流道截面形状有圆形、梯形、U形 等,长度和截面尺寸根据塑料性质和 模具大小而定。
详细描述
斜顶行程的计算需要精确,因为行程过大会导致塑料件顶出时位置不稳定,行程过小则可能导致斜顶无法完全顶 出塑料件。计算斜顶行程时,需要考虑塑料件的高度、模具的开模距离以及斜顶的角度和长度等因素。
斜顶的润滑与排气
总结词
斜顶的润滑和排气是提高模具使用寿命 和确保塑料件质量的重要措施。
VS
详细描述
为了减小摩擦和磨损,提高斜顶的滑动顺 畅度,需要定期对斜顶进行润滑。同时, 为了防止气体在模具腔内积聚,影响塑料 件的成型质量,需要合理设计排气结构, 确保气体能够顺利排出模具。
05 斜顶强脱结构的实例分析
实例一:手机外壳模具设计
总结词
复杂度高、尺寸精度要求高
详细描述
手机外壳模具设计通常采用斜顶强脱结构,因为手机外壳的形状复杂,需要高精度的尺 寸和形状。斜顶强脱结构能够满足高复杂度和高精度要求,确保生产出的手机外壳符合
设计要求。
实例二:汽车零件模具设计
总结词
大型、结构复杂
斜顶强脱结构通过斜向顶出元件的顶 出力,在塑件与型腔表面之间形成分 力,以强制分离塑件。斜顶的倾斜角 度通常为30°~45°,
斜顶强脱结构适用于形状复杂、不易 自动脱落的塑件,尤其在中小型精密 塑件的生产中应用广泛。
注塑模具斜顶(侧抽芯. 滑块)介绍_(含动画演示)上课讲义

可以处理死角了。
动画演示
动画演示
3/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
计0°靠破面,则选择A点作为斜顶斜面的起点。 3. 以B点为基准,偏一距离,如图BC,BC=顶出行程。 4. 以C点为基准,向顶移动的反方向偏一距离,如图CD。CD=斜
7/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干涉 干涉
9/11
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
注塑模具斜顶(侧抽芯. 滑块)介绍_( 含动画演示)
注塑模具结构介绍PPT课件
35
编辑版ppt
36
编辑版ppt
37
4.2.3 各种形式及大小的模架明细单
本书模架明细单摘录了深圳南方模具厂的模架订购本中 的一部分,由于篇幅有限,摘录的各大小模架尺寸规格 间隔较大,实际上是很细的,主要目的是使读者了解模 架的供货状况。另外,为学生进行模具课程设计’提供 模架选择资料,而不是作为具体资料介绍给读者。标准 模架图例详见本书附录B。
用。读者在工作中选购模架及其他标准件时,应向有关
厂家索取详细的供货资料。
编辑版ppt
28
4.2 注塑模具标准模架
4.2.1 标准模架分类
按进料口(浇口)的形式模架分为大水口模架和小水
口模架两大类,香港地区将浇口称为水口,大水口模架
指采用除点浇口外的其他浇口形式的模具(二板式模具)
所选用的模架,小水口模架指进料口采用点浇口模具(三
必须先拔出侧向凸模或抽出侧向型芯,然后方能顺利脱
出。使侧向凸模或侧向型芯移动的机构称为侧向抽芯机
构。
(5)顶出机构
顶出机构是指模具分型以后将塑件顶出的装置(又
称脱模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉
料杆等组成。
编辑版ppt
3
(6)冷却和加热系统
为了使熔融塑料在模具型腔内尽快固化成型,提高
同在定模;斜导柱和滑块同在动模四种结构形式。
编辑版ppt
15
2.4.1 斜导柱在定模、滑块在动模的结构
编辑版ppt
16
2.4.2 斜导柱在动模、滑块在定模的结构
编辑版ppt
17
编辑版ppt
18
编辑版ppt
19
编辑版ppt
20
编辑版ppt
注塑模具结构图示课件PPT
❖ 4、脱模机构
❖ 实现塑件和浇注系统脱模的装置,其结构形式很 多,最常用的有顶杆、顶管、顶板及气动顶出等 脱模机构,一般由顶杆、复位杆、弹弓、顶杆固 定板、顶板(顶环)及顶板导柱/导套等组成。
❖ 5、抽芯机构
❖ 对于有侧孔或侧凹的塑件,在被顶出脱模之前, 必须先进行侧向抽芯或分开滑块(侧向分型),方能 顺利脱模。
实现塑件和浇注系统脱模的装置其结构形式很多最常用的有顶杆顶管顶板及气动顶出等脱模机构一般由顶杆复位杆弹弓顶杆固定板顶板顶环及顶板导柱对于有侧孔或侧凹的塑件在被顶出脱模之前必须先进行侧向抽芯或分开滑块方能顺利脱模
本次专题讲座的目的
❖ 1、了解塑胶模具的结构
注塑模具的定义
❖ 塑料注射成型所用的模具称为注塑成型模具, 简称注塑模。注塑模能一次成型外形复杂、尺 寸精确高或带有嵌件的塑料制品。
C、斜导柱模具(边浇口、推板顶出) 结构图
胶件顶出图
D、绞牙抽芯模具(直浇口) 结构图
胶件顶出图
注塑模具的分类
❖ 注塑模的分类方法很多,按其所用注塑机的类型, 可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑模等;按模 具的型腔数目可分为单型腔和多型腔注塑模;按 分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注 系统和热流道浇注系统注塑模;另外还有重叠式 模具(叠模)。
按基本结构分类,一般可划分为以下两类:
❖ 二板模具(两块模板、一次分型模具); ❖ 三板模具(三块模板、二次分型模具); ❖ 这是根据分模时,分成两块或三块模板来分类
的,几乎所有的模具均属这两种类型(个别的 是四板模)。
❖ 注塑模具常分为:通用注塑模、双色注塑模、 热流道模具、重叠注塑模等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斜顶含在动模 里的部分并斜 顶通过动模板 的地方,动模 板上要开过孔, 在动模板底部, 要加上导向块 来与斜顶配合, 起到导滑和防 止斜顶弯曲变 形的作用。 (通常情况下 导向块是不可 缺少的,否则 斜顶的寿命会 大受影响)
10
在下模板上正对斜 顶的地方,一般都 要开有斜顶的拆装 孔,目的是在维修 斜顶时不用拆整套 模具就能方便的把 斜顶拆下来。
精品课件
13
斜斜顶是通 过改变导滑 块里滑槽的 方向,使斜 顶相对于产 品的移动方 向改变,来 避免斜顶对 产品铲胶。
精品课件
14
产品的倒 扣处需要 斜顶抽芯 才能出模
斜顶设计 方案一: 倒扣的大 部分成型 在斜顶里 面。
缺点:斜 顶侧向抽 芯时产品 的倒扣根 部处容易 产生撅白 或折断。
精品课件
侧向分型与抽芯机构分为滑块与斜顶两大类,斜顶是模具设计中一般用来成形 产品内部倒扣的机构。
斜顶的倾斜角度一般不超过10度,特殊情况不得超过15度,角度取决于斜 顶杆的粗细,推出距离的大小和斜顶的具体结构,制做斜顶的材料要求强 度和耐磨性都比较好,一般表面都需要进行淬火处理。
精品课件
1
1合模注射阶段
分体式的斜顶头 和斜顶杆如果斜 顶头的两侧面没 有角度,容易造 成擦伤,回位时 可能会发生碰撞 干涉。
精品课件
8
分体式的斜 顶头和斜顶 杆如果斜顶 头背面的角 度比斜顶杆 小,顶出时 就会因为干 涉不能顶出。
只有使斜顶 头的背面的 角度比斜顶 杆的角度大 一点,才能 够顺利顶出。
精品课件
9
精品课件
对于某些特殊场合的斜顶内抽芯,其抽芯距 离因为产品结构的限制需要很大,导致斜顶 的角度必须很大,此种情况下则可以考虑使 用双杆精品斜课顶件结构来做角度比较大的斜顶。 25
双杆结构的斜顶与普通斜顶相比,增加了一根
滑动块侧向移动的导向杆,可以承受顶出时的
弯曲载荷,斜顶杆基本可以不用或者只需承受
一小部分弯曲载荷。这样斜顶杆的角度就可以
精品课件
19
精品课件
在斜顶的 侧面增加 一部分, 可以在增 加的部分 下面寻找 足够的空 间来设计 强度足够 的斜顶杆。
20
斜 顶 与 产 品 未 顶 出 状 态
斜 顶 与 产 品 已 顶 出 状 态
未顶出状态
已顶出状态
变异的斜顶:上斜下直精的品组课合件 斜顶。
21
斜顶与模 芯的立体 效果图。
精品课件
29
图例为当产品外侧面上有倒扣的情况
精品课件
30
动,定模分开。
精品课件
31
顶出初始阶段,外侧型腔和产品一起 向上走,内侧的型芯相对产品向下走, 为强制脱模让出空间。
精品课件
32
强制顶出时,制品为脱出倒扣向内变形。
精品课件
33
脱出倒扣后,制品又弹性恢 复到原来的形状,可以完整 顺利的取出制品。
做的很大而在顶出时也不会弯曲精变品课形件。
26
对于某些材质较软,弹性较好的塑料制品,当侧壁的凹,凸 形状不大时,可以利用塑件的弹性对制品进行强制脱模。
图例为当产品内侧面 上有倒扣的情况
精品课件
27
动,定模分开,外侧为强制脱模让出空间。
强制顶出时,制品为脱出倒扣向外变形。
精品课件
28
脱出倒扣后,制品又弹性 恢复到原来的形状,可以 完整顺利的取出制品。
普通带斜顶的模具的周期动作
2动,定模分 开
3顶出,斜顶实现侧向抽 芯
4产品被取走
精品课件
2
5复位,开始下一个循环
整体式的斜顶通常应用于尺寸比较小,形状 简单的情况,其两侧面平行,背面是一个平 面,其加工和研配相对来说比较简单。
整体式斜顶在加工时可以把宽度相 同的零部件排布在一块原材料上, 用线切割把各个部件外形切割出来。
精品课件
3
斜顶也可以分开做成斜顶头和斜 顶杆两部分,这样可以很方便的 更换和维修。图示例子为用定位 销定位的分体式斜顶。
精品课件
4
分体式的斜顶头和斜顶杆之间可以采用 键槽,燕尾槽,定位销,螺纹等多种形 式来定位连接。
精品课件
5
精品课件
分体式的斜顶头和 斜顶杆,可以 做成 头部和杆部粗细大 小不一样的情况, 把斜顶头和斜顶杆 分开加工。
6
3°
3°
分体式的斜顶头和斜顶杆,可以 由一个斜顶头和两个斜顶杆组成。 对于这类斜顶很难保证斜顶杆的 角度和斜顶头的角度精度一致, 为了防止角度不一致时防碍斜顶 顶出和出毛刺,通常将斜顶头的 三面加上角度,使斜顶头的背面 15°的角度比斜顶杆的角度大一点。
精品课件
7
10°
分体式的斜顶头和 斜顶杆要将斜顶头 的两侧面加上角度。
未顶出状态的斜顶与模芯 顶出状态的斜顶与模芯
精品课件
22
上斜下直的组合斜顶:斜顶背后加燕尾槽; 这种情况下斜顶角度可以适当的大些。
精品课件
23
上斜下直的组合斜顶可以在斜顶的正前方
增加顶杆而不至于发生顶杆与斜顶下部干
涉的情况;也可以采用两个组合斜顶面对 面接拼。
精品课件
24
设计时注意顶出后不可以让斜顶完全脱离燕尾槽
斜顶的下端一般都有固 定块,固定块两边通过 销子和滑动块连起来, 滑动块在导滑块里滑动。 滑动块可以用润滑性能 好的铜来制做。
精品课件
11
导滑块固定在模 具的顶出板里。 滑动块和斜顶固 定块之间可以绕 销子转动,这样 即使斜顶有一点 变形,滑动块也 不会卡死。
精品课件
12
当制品在位于 斜顶上方的部 位不是水平的 时候,斜顶水 平运动时会与 制品干涉,就 会对制品铲胶。
15
斜顶设计方案二:倒扣的一部分成型在模芯里 面,而斜顶仅仅只侧抽芯防碍出模的部分。
设计改善后斜顶侧向抽芯时对产品的倒扣产生 的侧向拉力不会太大,成型在模芯里面的倒扣 部分也会挡住倒扣随斜顶侧向移动的趋势,可 以避免产生撅白或折断现象。
在设计斜顶结构时,要注意产品的侧定位,防止 产品随斜顶走,产生侧抽不良。
精品课件
34
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
精品课件
16
当在斜顶的 后面有顶杆 时,如果两 者靠的太近, 在顶出时斜 顶与顶杆可 能会产生干 涉。
精品课件
17
解决斜顶与顶 杆干涉的方法: 让顶杆与斜顶 之间的距离足 够大或者是尽 量不要在斜顶 后面设置顶杆。
精品课件
18
有些情况下,由于受到制品的结构限制, 斜顶杆不能够做的足够粗,斜顶杆显得 很单薄,导致斜顶杆的强度会受到影响。 这时可以考虑对斜顶杆进行侧向加粗。