〔优质课件〕热轧粗轧区工艺设备简介
合集下载
热轧带钢生产工艺介绍教学课件

05
CHAPTER
设备选型及维护管理
根据产品规格、材质和生产工艺要求,选用合适的轧机类型和规格。
轧机选型
考虑加热质量、能源消耗和设备寿命等因素,选用高效、节能的加热炉。
加热炉选型
根据带钢厚度、宽度和卷重等要求,选用合适的卷取机类型和规格。
卷取机选型
03
建立设备档案
记录设备的运行状况、维护保养情况、故障维修记录等信息,为设备管理提供依据。
学习态度与团队协作
THANKS
感谢您的观看。
应急预案制定
针对可能发生的安全事故,制定应急预案,并定期组织演练,提高应急处理能力。
利用余热回收技术,将生产过程中产生的余热进行回收利用,降低能源消耗。
余热回收
采用高效节能设备,如高效电机、变频器等,降低设备能耗。
节能设备应用
建设能源管理系统,对生产过程中的能源消耗进行实时监控和管理,提高能源利用效率。
能源管理系统建设
定期对节能减排技术应用效果进行评估,总结经验教训,持续改进节能减排工作。
减排效果评估
07
CHAPTER
总结与展望
通过测试、作业等方式评估学生对热轧带钢生产工艺知识的掌握程度。
知识掌握情况
组织学生参与实际生产操作,培养其运用所学知识解决实际问题的能力。
实践能力提升
考察学生在学习过程中的态度、参与度及团队协作能力。
冷却
通过水淬或空冷等方式,将热轧带钢冷却至适当温度,以改善其组织和性能。冷却速度和时间要根据带钢厚度和材质等因素进行控制。
平整
通过平整机对热轧带钢进行平整处理,消除其内应力和形状缺陷,提高带钢的平直度和表面质量。平整时要根据带钢的厚度、材质和表面状况等因素制定合理的平整工艺参数。
轧钢工艺简介ppt课件
噪声控制技术
采用隔声、吸声等措施,降低噪声对周围环境的影响。
绿色轧钢工艺的发展趋势
短流程生产
采用短流程生产方式,减少中间环节,降低能源消耗和环境污染 。
智能化控制
引入智能化控制系统,实现生产过程的自动化和智能化,提高生产 效率和环保性能。
低碳环保
积极推广低碳环保技术,如新能源、清洁能源等,降低碳排放,实 现绿色可持续发展。
精轧
对粗轧后的钢材进行精细轧制,使 其形状、尺寸更加符合要求。
尺寸控制
通过调整轧制参数和控制冷却速度 ,控制钢材的厚度、宽度和长度等 尺寸。
精整
矫直
将轧制后的钢材进行矫直,消除 应力并改善其平直度。
表面处理
根据需要,对钢材表面进行抛光 、涂层或镀层等处理。
分级和包装
根据钢材的质量、尺寸和用途进 行分级,并进行包装,便于后续
纵轧机
主要用于加工板材和带材,其优点是产量高、品 种多。
斜轧机
主要用于加工锥形断面的金属材料,其优点是能 够实现高速、高效的生产。
轧机的工作原理
金属材料进入轧机后,受到轧 辊的压缩和变形,使其形状和 尺寸发生变化。
通过调整轧辊之间的距离,可 以控制金属材料的变形程度, 从而达到所需的形状和尺寸。
在轧制过程中,还需对金属材 料进行冷却和润滑,以降低摩 擦和温度,提高产品质量。
挑战
随着全球市场竞争的加剧,轧钢工艺面临着节能减排、降低成本、提高产品质 量的挑战。同时,由于环保政策的加强,如何减少轧钢生产过程中的环境污染 和废弃物排放也成为亟待解决的问题。
新技术对轧钢工艺的影响与推动
新技术应用
数字化轧钢、智能制造、新材料技术等新技术的应用,使得轧钢生产过程更加高 效、精准和可控。例如,通过数字化技术,可以实现轧钢生产过程的实时监控和 优化控制,提高产品质量和生产效率。
采用隔声、吸声等措施,降低噪声对周围环境的影响。
绿色轧钢工艺的发展趋势
短流程生产
采用短流程生产方式,减少中间环节,降低能源消耗和环境污染 。
智能化控制
引入智能化控制系统,实现生产过程的自动化和智能化,提高生产 效率和环保性能。
低碳环保
积极推广低碳环保技术,如新能源、清洁能源等,降低碳排放,实 现绿色可持续发展。
精轧
对粗轧后的钢材进行精细轧制,使 其形状、尺寸更加符合要求。
尺寸控制
通过调整轧制参数和控制冷却速度 ,控制钢材的厚度、宽度和长度等 尺寸。
精整
矫直
将轧制后的钢材进行矫直,消除 应力并改善其平直度。
表面处理
根据需要,对钢材表面进行抛光 、涂层或镀层等处理。
分级和包装
根据钢材的质量、尺寸和用途进 行分级,并进行包装,便于后续
纵轧机
主要用于加工板材和带材,其优点是产量高、品 种多。
斜轧机
主要用于加工锥形断面的金属材料,其优点是能 够实现高速、高效的生产。
轧机的工作原理
金属材料进入轧机后,受到轧 辊的压缩和变形,使其形状和 尺寸发生变化。
通过调整轧辊之间的距离,可 以控制金属材料的变形程度, 从而达到所需的形状和尺寸。
在轧制过程中,还需对金属材 料进行冷却和润滑,以降低摩 擦和温度,提高产品质量。
挑战
随着全球市场竞争的加剧,轧钢工艺面临着节能减排、降低成本、提高产品质 量的挑战。同时,由于环保政策的加强,如何减少轧钢生产过程中的环境污染 和废弃物排放也成为亟待解决的问题。
新技术对轧钢工艺的影响与推动
新技术应用
数字化轧钢、智能制造、新材料技术等新技术的应用,使得轧钢生产过程更加高 效、精准和可控。例如,通过数字化技术,可以实现轧钢生产过程的实时监控和 优化控制,提高产品质量和生产效率。
51钢铁PPT-1780mm热轧板带工程工艺设备介绍

(6)
1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
1.3 板加区及其主要工艺特点
板加区有二个部分组成:三个板坯跨和二个加热 跨。在板坯跨板坯库布置成与主轧线相垂直的T字 形式,由两个跨间组成,每跨跨度33m,长197m。 两个跨间设置了三条辊道:1号主要用于碳钢连铸 与热轧的连接,并与加热炉装炉辊道直接连接, 作为上料、直接热装板坯的辊道;2号用于碳钢连 铸与热轧的连接,并与轧制线直接连接,作为碳 钢冷装板坯的卸料辊道;3号辊道用于不锈钢连铸 与热轧的连接,作为不锈钢连铸坯的卸料辊道 (返回)。在连铸下线清理的合格的板坯,可由 连铸的一台100t过跨台车运入热轧板坯库。每跨 设有两台30t电动板坯夹钳桥式起重机,轨面标高 12m。
800000 1324000
合计
-
-
-
2822000
(5)
1.2 热轧1780mm平面布置
热轧1780mm工程和冶炼和连铸相连接,从热 轧的工艺流程看有东向西和1580热轧方向相 反,整个热轧的工程(一期)总长700米,共 分成三个区。板坯、加热炉区,主轧区和钢 卷库区。
按功能分成:板坯库、加热炉上料跨、加热 炉跨、主轧跨、钢卷库、主电室、磨辊间等 组成。
(7)
加热炉与轧线垂直布置,加热炉上料跨与主轧跨 平行,跨度36m,长度70m,设置有装炉辊道、 加热炉装料机等。跨间内设有一台30t桥式起重机, 轨面标高11m。
加 热 炉 跨 与 主 轧 跨 相 邻 平 行 , 跨 度 21m , 长 度 70m。跨间内设置一台20t桥式起重机。
加热炉出料端在主轧跨内,布置两台加热炉出钢 机、加热炉出炉辊道等。
(4)
表1 按产品流向分配的年产量表
下工序 生产品种
代表牌号或钢号
产品规格 (mm)
热轧钢卷 量(t)
轧机详细介绍ppt课件
(2)连续退火
20世纪70年代后期,日本开发了能生产深冲板的连续退火 技术,迅速推广,到1995年全世界达54套。连续退火技术 不断发展,带钢在炉内一次冷却技术、带钢炉内控制技术、 板形控制技术、在线检测技术都达到了一个新水平。
编辑课件
67
(3)全氢罩式退火
20世纪70年代后期,奥地利艾伯纳公司开发出强对流全氢 退火炉,80年代初德国罗意公司开发出高频率全氢退火炉。 优点:生产效率提高约1倍,产品深冲性能良好,表面光洁, 特别适合生产规模不大,品种多、批量小的冷轧带卷。迅 速推广,90年代,建成1000多座。
1.2.2. 组成:主要设备和辅助设备
主要设备:主机列。包括工作机座(机架、轴承、调整装置、导
卫)、传动装置(齿轮、减速机、连轴节)和主电机。
辅助设备:主机列之外的其它设备。车间的自动化程度越高,重量
所占的比例越大。(是主要设备重量的3~4倍)
编辑课件
5
编辑课件
6
编辑课件
7
1.3 轧钢机分类
1.3.1 轧钢机按用途分类:可直观显现轧机的主要性能参数 和所生产的产品形状、尺寸。
(7)卷板箱和保温罩
卷板箱(热卷箱):设在热带轧机粗轧与精轧之间,将 粗轧轧出的带坯卷成卷,减少了带坯散热面积,调换了带坯 头尾。从而减少温降,头尾温差,在20度左右,无须升速轧 制,从而精轧机组电机功率减少,能耗下降。
编辑课件
64
保温罩:在中间 辊道设置,作用 同上,广泛采用。
(8)卷取机:改进有助卷辊、液压伸缩等控制,卷筒多级 涨缩,以避免头尾压痕和迅速建立稳定的卷取张力和方便 卸卷。
(4)板形控制技术
1)普遍使用液压弯辊技术
2)改善了工艺润滑剂性能及其控制手段,润滑剂能沿辊身 长度分成几十个段并分别控制流量喷撒。
轧机区域设备简介ppt课件-49页PPT精品文档

5 辅助设施
5 辅助设施
5.3 稀油集中润滑系统
轧机稀油集中润滑系统用于向轧机1#~5#机 架的主传动齿轮箱、飞剪及卡罗式卷取机提供集中 稀油润滑。系统主要包括2 个油箱(1 用1 备)、2 台 泵(1 用1 备)、双联过滤器、冷却器、净油机和液位、 压力、温度控制装置等。
在油箱上装有液位继电器、温度继电器和渗水报 警器以控制油箱的液位、温度和渗水报警;在主供 油管路上装有压力继电器和温度继电器以控制主供 油管路的压力和温度。
整个行程分六段调整,五段用于调整轧制线,一段用于换 辊。
斜楔调整装置的调整模式取决于辊子的重磨量,该重磨量 为上工作辊、上中间辊及上支承辊重磨量的和。
当重磨量小于30mm时,只利用斜楔进行调整。 当重磨量大于30mm时,先利用阶梯板粗调,再利用斜楔 精调。阶梯板阶梯的高度为30mm,共5个阶梯,用于轧线 调整;此外,一个阶梯高40mm,用于换辊。
3.5 测厚仪
机架间共有2套测厚仪,分别安装在No.1和No.4轧机的出 口处,用于测量带钢厚度。测厚仪将实际厚度值发送给厚度 控制系统。轧机轧制运行之前,测厚仪必须移入带钢流动区。 轧制过程中,测厚仪停留在带钢流动区。 万一检修维护、 断带和人工剪断带钢时,测厚仪必须移出。
3 机架间设备
3.6 机架带钢压紧装置(S1-S4)
4.4 出口测厚仪和激光测速仪
4 出口设备
4.5 出口夹送辊
出口夹送辊安装在飞剪的入口侧,钢卷分卷剪切时防止带 钢拍动;并将带钢夹送到转向辊和磁力导板台。上下夹送辊 分别通过1台交流变频电机驱动。
轧机正常运行时,仅上夹送辊与带钢接触。正常轧制时, 上夹送辊与带钢速度保持同步,下夹送辊下降缩回,并停止 转动。进行分卷剪切时,处于下降位置的下夹送辊开始加速 至剪切速度 。当下夹送辊等于出口带钢速度后,下夹送辊
轧钢热轧冷轧工艺介绍PPT学习教案课件
第38页/共41页
2)冷加工无缝钢管的生产方法 用冷加工方法生产无缝钢管主要有冷轧、冷拔和冷
旋压法。 3)焊管生产方法
焊管生产的实质是:将管坯(钢板或带钢)用不 同成型方法弯曲成所需要的钢管形状,然后用不同的 焊接方法将其焊接成钢管。
第39页/共41页
②电焊管生产 电焊管生产具有尺寸范围广、可以生产各种成分的钢管
连铸机
隧道式加热
结
炉
晶
器
摆动剪
精轧机
飞剪 除鳞箱 第33页/共41页
卷取机 层流冷却
② ISP工艺(Inline Strip Production )
ISP工艺,即在线热带生产工艺。 1992年1月在意大利的阿尔维迪 公司建成世界上第一条生产线,该类生产线是目前世界上最短的薄板坯 连铸连轧生产线。世界上已经建成5条。
宝钢5m轧机采用世界最先进工艺与设备,试 车成功。
第28页/共41页
(3)中厚板生产的工艺流程
原料
加热
除鳞
轧制
冷矫
冷床
热矫
层流冷却
冷床
剪切
喷印
包装
第29页/共41页
轧制
中厚板的轧制过程大致可分为粗轧和精轧。
(1)全纵轧法 当板坯宽度大于或等于钢板宽度时,即可不用展宽而直接纵轧成
成品。
(2)横轧-纵轧法或综合轧制法 先进行横轧将板坯展宽至所需宽度以后再转90°进行纵轧完成。
1)冷轧的含义 金属学说法:加工温度低于该钢种在特定变形条件下的再 结晶温度的压力加工称为“冷加工”;
工业上的习惯:坯料事先不经过再加热的常温轧制过
程。
2)冷轧的工艺特点 (1)冷轧中的加工硬化; (2)冷轧中的工艺冷却和润滑; (3)冷轧中的张力轧制。
2)冷加工无缝钢管的生产方法 用冷加工方法生产无缝钢管主要有冷轧、冷拔和冷
旋压法。 3)焊管生产方法
焊管生产的实质是:将管坯(钢板或带钢)用不 同成型方法弯曲成所需要的钢管形状,然后用不同的 焊接方法将其焊接成钢管。
第39页/共41页
②电焊管生产 电焊管生产具有尺寸范围广、可以生产各种成分的钢管
连铸机
隧道式加热
结
炉
晶
器
摆动剪
精轧机
飞剪 除鳞箱 第33页/共41页
卷取机 层流冷却
② ISP工艺(Inline Strip Production )
ISP工艺,即在线热带生产工艺。 1992年1月在意大利的阿尔维迪 公司建成世界上第一条生产线,该类生产线是目前世界上最短的薄板坯 连铸连轧生产线。世界上已经建成5条。
宝钢5m轧机采用世界最先进工艺与设备,试 车成功。
第28页/共41页
(3)中厚板生产的工艺流程
原料
加热
除鳞
轧制
冷矫
冷床
热矫
层流冷却
冷床
剪切
喷印
包装
第29页/共41页
轧制
中厚板的轧制过程大致可分为粗轧和精轧。
(1)全纵轧法 当板坯宽度大于或等于钢板宽度时,即可不用展宽而直接纵轧成
成品。
(2)横轧-纵轧法或综合轧制法 先进行横轧将板坯展宽至所需宽度以后再转90°进行纵轧完成。
1)冷轧的含义 金属学说法:加工温度低于该钢种在特定变形条件下的再 结晶温度的压力加工称为“冷加工”;
工业上的习惯:坯料事先不经过再加热的常温轧制过
程。
2)冷轧的工艺特点 (1)冷轧中的加工硬化; (2)冷轧中的工艺冷却和润滑; (3)冷轧中的张力轧制。
不锈钢热轧线粗轧区简介

WR&BUR Balance Cylinder
STRIPPER
Stripper可以防止鋼坯在軋延 中沿工輥跑進機台內。也可防 止冷卻水滴入鋼坯,造成鋼坯 溫降的不確定因素。 Top Stripper靠Cylinder Force依附在輥上;Bottom Stripper靠自身重量依附在 輥上。
RM “WORK ROLL CHANGE”
W+W3
W+W2 W+W2 W+W2 W+W2 W+W3
VE
“ZEROING”
操作流程: 1、Opening調整裝置量測其Gap W0 2、操作員實際測量其Gap W0 3、重新輸入Gap W0的值
操作前準備: 1、確認操作場合安全 2、確認液壓系統是否正常 (not alarm condition active) 3、確認主馬達是否停止(完全不轉動) 4、確認APC cylinder的APC控制是否正常 5、確認VE “Pull Back” 6、確認有裝上Edger Roll
WORK ROLL CHANGE “PREPARATION”
1、注意自身工作安全 2、確認主馬達定位心軸、冷卻系統停止、駝車已就準備位置 3、WR balance 開啟並升至最上方(Top On) 4、Push-up Cylinder移置換輥位置(S = 3mm APC) 5、Bottom Spindle Balance “ OFF ”
7、換輥油壓缸拉至最外邊,吊走Stool並更換下背輥 8、將新下背輥推入軋機內並裝上 (Bot. BUR Clamp “Clamp”)
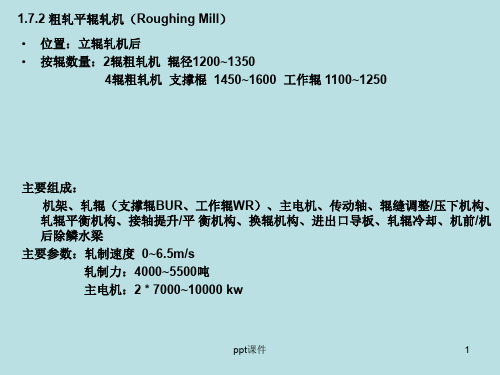
ROUGHING MILL
PASS LINE ADJUST
在軋延的時候版坯厚度會減小,而Pass Line也會隨之改變。 Actual Pass Line與Table Pass Line的高度差會造成板坯頭尾的翹曲。 H和h的值會因為軋延到次跟來坯材料不同而有所改變, 因此∆X值也會隨之不同, ∆X由Level 2設定,設定標準以實際操作為準。 建議之∆X應不小於 ( H − h ) / 2
《热轧设备组成》PPT课件

Function: 1.Slab hot charging to decrease the NG consumption 2.Grade 400 steel , 250 degree HCR Condition
h
5
2. RF approach roller table 炉前输入辊道
Slab inspection Slab weighing¢ering Slab receiving End
h
9
Primary Descaler 高压水除鳞设备
slab
nozzle
header
Table roller
1700mm
Technical dada: Spray pressure:180kgf(Bar) Spray width : 1700mm water flow rate : 8m3/min
roller table
roller table
roller table stopper
15.2m
15.2m
15.2m
Centering Device Weighing Device Air blower
Air blower: Compressed air
Weighting machine: Hydraulic lifting Accuracy:+/-10KG
Reheating furnace entry equipment
1. Slab heat holding cover 2. RF approach roller table
h
4
1. Slab heat holding cover 板坯保温设备
Type:Sliding cover Drive motor:6-3.7kw Capacity:10 slab Quality:6 row
热轧带钢设备及控制(粗轧平辊轧机) ppt课件
HMD
314
402A/B
301
HMD
13,150
207
HMD
302A/B
11,700
304 13,450
HMD 303A/B
HMD 305
HMD 306
HMD 307
HMD 308
HMD 309
HMD 310
HMD 311
HMD 312
11.225
HMD
HMD 315A/B
313455 36
7.置
HMD 314
HMD 315A/B
E2/R2 SECTIONAL VIEW
11,225 9,425
7,625 E2
11,850
R2
4550
HMD 401A/B
DESCALING
WG
COUNTER SPRAY
SPRAY
DESCALING
HOOD
WG
900 900
1,550
8,190
8,190
8,190 10,900 25 00 00 10,900 9327.5 8,190 8,190 8,190
HSB SP
ppt课件
10
粗轧区传感器、仪表布置
HMD HMD HMD HMD HMD HMD HMD 201 202 203 204 205 206 207
HMD
HMD
HMD
NO.1 F'CE
C6 C7 D1 D2
OSCILATION D3 D4 D5 G1 G2 G3 G4 G5 G6 G7 G8
H1 H2 H3 H4 H5
HSB
SP
E2 R2
OSCILATION H6 H7 H8 H9 H10 H11 H12 H13 FSB
热轧带钢生产工艺介绍课件

自动速度控制
通过调整电机转速和轧制力,实现自动速度控制。
速度波动抑制
通过优化轧机设计和采用先进的控制系统,减少速度波动,提高生 产效率。
04
热轧带钢生产质量问题及 解决方案
板形问题及解决方案
板形不良
板形不良是热轧带钢生产中的常见问题,会导致带钢板形不平整,影响后续加 工和使用性能。
解决方案
针对板形不良问题,可以采取以下措施进行解决:控制轧制温度和速度、调整 辊缝和弯辊力、更换工作辊或支撑辊等。
XX钢厂的热轧带钢产品研发及市场应用案例
• 总结词:XX钢厂通过产品研发及市场应用案例,展示了热轧带钢在汽车、建 筑等领域的应用前景。
• 详细描述:XX钢厂在热轧带钢产品研发方面投入了大量精力,开发了一系列 新型热轧带钢产品。这些产品在强度、韧性、耐腐蚀性等方面具有良好的性能 表现,适用于汽车、建筑等领域。为了推广这些新产品,该钢厂积极与下游客 户进行合作,开展了一系列的市场应用案例。例如,他们与一家汽车制造商合 作,将新型热轧带钢应用于汽车车身制造中,提高了车身的强度和耐腐蚀性, 同时也降低了制造成本。此外,他们还与一家建筑公司合作,将新型热轧带钢 应用于建筑结构中,提高了建筑的结构安全性和稳定性。这些市场应用案例充 分展示了热轧带钢在汽车、建筑等领域的应用前景和市场潜力。
表面质量问题和解决方案
表面粗糙
表面粗糙会使热轧带钢表面不光滑,影响其美观度和使用性能。
解决方案
为了解决表面粗糙问题,可以采取以下措施:定期修磨轧辊、 使用合适的轧制润滑剂、控制轧制温度和速度等。
性能问题及解决方案
强度不足
强度不足是热轧带钢的一个重要问题,会导致带钢在后续加工和使用过程中出现 断裂等现象。
加热温度
通过调整电机转速和轧制力,实现自动速度控制。
速度波动抑制
通过优化轧机设计和采用先进的控制系统,减少速度波动,提高生 产效率。
04
热轧带钢生产质量问题及 解决方案
板形问题及解决方案
板形不良
板形不良是热轧带钢生产中的常见问题,会导致带钢板形不平整,影响后续加 工和使用性能。
解决方案
针对板形不良问题,可以采取以下措施进行解决:控制轧制温度和速度、调整 辊缝和弯辊力、更换工作辊或支撑辊等。
XX钢厂的热轧带钢产品研发及市场应用案例
• 总结词:XX钢厂通过产品研发及市场应用案例,展示了热轧带钢在汽车、建 筑等领域的应用前景。
• 详细描述:XX钢厂在热轧带钢产品研发方面投入了大量精力,开发了一系列 新型热轧带钢产品。这些产品在强度、韧性、耐腐蚀性等方面具有良好的性能 表现,适用于汽车、建筑等领域。为了推广这些新产品,该钢厂积极与下游客 户进行合作,开展了一系列的市场应用案例。例如,他们与一家汽车制造商合 作,将新型热轧带钢应用于汽车车身制造中,提高了车身的强度和耐腐蚀性, 同时也降低了制造成本。此外,他们还与一家建筑公司合作,将新型热轧带钢 应用于建筑结构中,提高了建筑的结构安全性和稳定性。这些市场应用案例充 分展示了热轧带钢在汽车、建筑等领域的应用前景和市场潜力。
表面质量问题和解决方案
表面粗糙
表面粗糙会使热轧带钢表面不光滑,影响其美观度和使用性能。
解决方案
为了解决表面粗糙问题,可以采取以下措施:定期修磨轧辊、 使用合适的轧制润滑剂、控制轧制温度和速度等。
性能问题及解决方案
强度不足
强度不足是热轧带钢的一个重要问题,会导致带钢在后续加工和使用过程中出现 断裂等现象。
加热温度
热轧工艺设备简介ppt课件
开放性的自动化控制系统。由三级自动化系统L1、 L2、L3组成。
ppt课件
20
四、热轧厂主要厂房、设备的分布
ppt课件
21
ppt课件
22
33000
外来坯 外供坯
33000 堆垛号 55~84
一、板坯库
33000
1-K
堆垛号 63~78
45000 21000
PHS 堆垛号 71~78 PHS
侧导板和导向板:侧导板和导向板为焊接件。辊道两侧 均安装有侧导板,以引导板坯正确运行。辊子间设置有导 向板,侧导板采用插入式与辊道架固定。
润滑:辊子轴承采用集中干油润滑,齿轮减速箱采用油 浴润滑。齿形联轴器采用干油枪
手工润滑加油 。
冷却:辊子的辊颈采用喷水技术性能 运输板坯质量 Max=30.t
750~1600
ppt课件
5
二、1780热轧的生产设备及工艺流程
2
5 6789
10
11 12
1
34
1. 三座加热炉 2. 高压水除鳞箱(HSB) 3. 粗轧除鳞 4. 粗轧前大立辊(VE) 5. 粗轧机(RM) 6. 热卷箱(CB)
7. 8. 9. 10. 11. 12.
飞剪(CS) 精轧前除鳞装置 精轧前立辊(F1E) 7机架的精轧机 层流冷却 两台地下卷取机(DC)
PHS 016
C1 保温炉堆放区 堆垛号 1~4
SY3
PHS 015
SX
X=0 Y=0
1-4
28000
55000
48000
1-A
23
• 1 设备结构(A/B/C) • 辊子装配:辊子由安装在轴承座内的调心滚子轴承支撑,
轴承座固定在辊道架上。辊子为实心锻钢件,轴承座为铸 钢件。 • 传动机构:辊子为单独传动辊,每个辊子均采用带减速电 动机,通过齿形联轴器与辊子连接驱动,均可正、反转, 变频调速。 • 侧导板和导向板:侧导板和导向板为焊接件。辊道两侧均 安装有侧导板,以引导板坯正确运行。辊子间设置有导向 板,侧导板采用插入式与辊道架固定。 • 润滑:辊子轴承采用集中干油润滑,齿轮减速箱采用油浴 润滑。齿形联轴器采用干油枪 • 手工润滑加油 。 • 冷却:辊子的辊颈采用喷水冷却。
ppt课件
20
四、热轧厂主要厂房、设备的分布
ppt课件
21
ppt课件
22
33000
外来坯 外供坯
33000 堆垛号 55~84
一、板坯库
33000
1-K
堆垛号 63~78
45000 21000
PHS 堆垛号 71~78 PHS
侧导板和导向板:侧导板和导向板为焊接件。辊道两侧 均安装有侧导板,以引导板坯正确运行。辊子间设置有导 向板,侧导板采用插入式与辊道架固定。
润滑:辊子轴承采用集中干油润滑,齿轮减速箱采用油 浴润滑。齿形联轴器采用干油枪
手工润滑加油 。
冷却:辊子的辊颈采用喷水技术性能 运输板坯质量 Max=30.t
750~1600
ppt课件
5
二、1780热轧的生产设备及工艺流程
2
5 6789
10
11 12
1
34
1. 三座加热炉 2. 高压水除鳞箱(HSB) 3. 粗轧除鳞 4. 粗轧前大立辊(VE) 5. 粗轧机(RM) 6. 热卷箱(CB)
7. 8. 9. 10. 11. 12.
飞剪(CS) 精轧前除鳞装置 精轧前立辊(F1E) 7机架的精轧机 层流冷却 两台地下卷取机(DC)
PHS 016
C1 保温炉堆放区 堆垛号 1~4
SY3
PHS 015
SX
X=0 Y=0
1-4
28000
55000
48000
1-A
23
• 1 设备结构(A/B/C) • 辊子装配:辊子由安装在轴承座内的调心滚子轴承支撑,
轴承座固定在辊道架上。辊子为实心锻钢件,轴承座为铸 钢件。 • 传动机构:辊子为单独传动辊,每个辊子均采用带减速电 动机,通过齿形联轴器与辊子连接驱动,均可正、反转, 变频调速。 • 侧导板和导向板:侧导板和导向板为焊接件。辊道两侧均 安装有侧导板,以引导板坯正确运行。辊子间设置有导向 板,侧导板采用插入式与辊道架固定。 • 润滑:辊子轴承采用集中干油润滑,齿轮减速箱采用油浴 润滑。齿形联轴器采用干油枪 • 手工润滑加油 。 • 冷却:辊子的辊颈采用喷水冷却。
热轧粗轧区工艺设备介绍
能轧机改造而成半连续轧机系统。主要生产宽 600~1840mm、厚1.9~25mm热轧卷板,年生 产能力180万吨(低碳钢)。于2000年6月20日停产。 除可轧制结构钢、高强度钢外,还可轧制花纹钢 板、以及奥氏体和铁素体不锈钢等材质的钢板。
英国Lackenby厂外貌
C
O
R
米德克尔利斯夫兰堡--雷 德卡郡
精轧精 精电轧 轧气电 电室气 气室 室
26 2266
29 2299
30 3300
除鳞除除箱鳞鳞箱箱
粗轧粗粗机轧轧机机 测宽测测仪宽宽仪仪
板头板板整头头形整整形形
测厚测测仪厚厚仪仪
75t 7755tt
F1 FF11 F2 FF22 F3 FF33 F4 FF44 F5 FF55 F6 FF66
飞剪飞 飞剪 剪除鳞除 除箱鳞 鳞箱 箱
产品名称
碳素结构钢 优质碳素结
构钢 低合金结构
钢 管线钢
合计
代表钢种 Q215、Q235、
Q255 08Al、20
Q345
X60
产品规格,mm
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~12×600~ 1840
计划年产 量,(t/a) 600,000
热轧粗轧区工艺设备简介
柳钢热轧厂机械组
2005.06.30
目录
英国Lackenby厂设备拆运概述 粗轧区工艺流程 粗轧区主要设备概况 其他设备 利旧设备修配改 工程建设情况
第一部分 设备拆运概述
英国Lackenby厂概况
CORUS英国有限公司Lackenby热轧卷板厂位于
英国中部东海岸Redcar镇。 该厂于二十世纪六十年代建成,七十年代初由万
英国Lackenby厂外貌
C
O
R
米德克尔利斯夫兰堡--雷 德卡郡
精轧精 精电轧 轧气电 电室气 气室 室
26 2266
29 2299
30 3300
除鳞除除箱鳞鳞箱箱
粗轧粗粗机轧轧机机 测宽测测仪宽宽仪仪
板头板板整头头形整整形形
测厚测测仪厚厚仪仪
75t 7755tt
F1 FF11 F2 FF22 F3 FF33 F4 FF44 F5 FF55 F6 FF66
飞剪飞 飞剪 剪除鳞除 除箱鳞 鳞箱 箱
产品名称
碳素结构钢 优质碳素结
构钢 低合金结构
钢 管线钢
合计
代表钢种 Q215、Q235、
Q255 08Al、20
Q345
X60
产品规格,mm
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~12×600~ 1840
计划年产 量,(t/a) 600,000
热轧粗轧区工艺设备简介
柳钢热轧厂机械组
2005.06.30
目录
英国Lackenby厂设备拆运概述 粗轧区工艺流程 粗轧区主要设备概况 其他设备 利旧设备修配改 工程建设情况
第一部分 设备拆运概述
英国Lackenby厂概况
CORUS英国有限公司Lackenby热轧卷板厂位于
英国中部东海岸Redcar镇。 该厂于二十世纪六十年代建成,七十年代初由万
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
31 3311
10t 1100tt 32 3322
100t110000tt
33 3333
34 3344
35 3355
17t 1177tt
36 3366
37 3377
38 3388
1#卷11取##卷卷机取取机机
2#卷22取##卷卷机取取机机
26 2266
D DD
E EE
2#炉22推##炉炉钢推推机钢钢机机
热轧厂内部培训
yehewen:拆设备 日历图
设备拆除横道 图
拆除准备 24/18 天
20043年 121612月月
12728164
星期三 一五
20043年 1968102月月
2168317860
星期一五四三二
磨辊间 43/27 天
粗轧机 166/114 天
卷取机 147/104 天
精轧机 208/144 天
英国中部东海岸Redcar镇。 该厂于二十世纪六十年代建成,七十年代初由万
能轧机改造而成半连续轧机系统。主要生产宽 600~1840mm、厚1.9~25mm热轧卷板,年生 产能力180万吨(低碳钢)。于2000年6月20日停产。 除可轧制结构钢、高强度钢外,还可轧制花纹钢 板、以及奥氏体和铁素体不锈钢等材质的钢板。
热轧厂内部培训
2032mm钢种产品方案表
产品名称
碳素结构钢 优质碳素结
构钢 低合金结构
钢 管线钢
合计
代表钢种 Q215、Q235、
Q255 08Al、20
Q345
X60
产品规格,mm
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~25×600~ 1840
2.0~12×600~ 1840
B BB
15 1155
16 1166
C CC
2#加22热##加加炉热热炉炉
3#加33热##加加炉热热炉炉
50t 5500tt
粗 轧粗粗电轧轧气电电室气气 室室
75t 7755tt
磨 辊磨磨间辊辊 间间
17 1177
粗 轧粗粗上轧轧辊上上电辊辊机电电机机
18 1188
粗 轧粗粗下轧轧辊下下电辊辊机电电机机 19 1199
热轧厂内部培训
2032mm粗轧区工艺简介(续)
加热好的坯料,由出钢机托出放到出炉 辊道上,经粗除鳞箱除去一次氧化铁皮 后,由辊道送往E1、R1、E2组成的可逆 四辊粗轧机组。板坯在可逆轧制机组轧 制5、7、9道次,轧成要求的中间坯。 为保证中间坯的精轧开轧温度和顺利咬 入,设置有保温辊道和切头飞剪。
热轧厂内部培训
英国Lackenby厂外貌
热轧厂内部培训
C
O
R
米德克尔利斯夫兰堡--雷 德卡郡
U
克利夫兰—雷德卡 郡Middlesbrough
S
Cleveland— Redcar
厂
地
理
位
置
热轧厂内部培训
England
○
◎ LONDON
原轧制工艺流程图
1台可逆式粗轧机
2台卷取机
A AA
14 1144
计划年产 量,(t/a) 600,000
675,000
150,000
75,000
1,500,000
保温辊道
入炉辊道 粗除鳞
出炉辊道
图 1 柳 钢 2032m m 热 轧 带 钢 工 艺 平 面 图
热轧厂内部培训
2032mm粗轧区工艺简介
合格无缺陷的连铸板坯由火车运入该厂装料 跨,由板坯夹钳吊车进行卸料、对中堆放。 根据生产计划要求,装料吊车从备料区将板 坯逐块吊到上料辊道,运至称量辊道上进行 称量并核对板坯号,至入炉辊道自动定位, 然后由装钢机装入加热炉炉内加热。加热炉 为混合煤气步进梁式炉,进出钢方式为端进、 端出。
20 2200
21 2211
22 2222
23 2233
75t 7755tt 24 2244
25 2255
F1电FF机11电电F机机2电FF机22电电F机机3电FF机33电电F4机机电FF机44电电F5机机电FF机55电电F6机机电FF机66电电机机
精 轧精精电轧轧气电电室气气 室室
26 2266
29 2299
平整机 81/59 天
加热炉 74/54 天
日历工期
319
天 有效作业时间 热轧厂内部培训
223
天
三国四方工 程
中方:柳钢(最终用户) 十九冶(监拆单位)
英方:CORUS公司(卖方) 美方:SIGMA公司(买方)
热轧厂内部培训
准备 标识
检查
防 护
清点
热轧厂内部培训
标识 运输
核对
包 装
装车
热轧厂内部培训
海运图
热轧厂内部培训
第二部分
粗轧区工艺流程
热轧厂内部培训
2032mm粗轧区工艺流程
合格连铸板坯→板坯库→备料区→步 进式加热炉加热→粗除鳞箱除鳞→两 机架连轧可逆四辊粗轧机(前后带立 辊装置)开坯(一期上一架)→保温 装置→转鼓式切头飞剪 。
热轧厂内部培训
2032mm工艺面图
层流冷却辊道 运输链
30 3300
除 鳞除除箱鳞鳞箱箱
粗轧粗粗机轧轧机机 测宽测测仪宽宽仪仪
板 头板板整头头形整整 形形
测 厚测测仪厚厚 仪仪
75t 7755tt
F1 FF11 F2 FF22 F3 FF33 F4 FF44 F5 FF55 F6 FF66
飞 剪飞飞 剪剪除 鳞除除箱鳞鳞 箱箱
测 厚测测仪厚厚测仪仪宽测测仪宽宽 仪仪
热轧粗轧区工艺设备简介
柳钢热轧厂机械组
2005.06.30
热轧厂内部培训
目录
英国Lackenby厂设备拆运概述 粗轧区工艺流程 粗轧区主要设备概况 其他设备 利旧设备修配改 工程建设情况
热轧厂内部培训
第一部分
设备拆运概述
热轧厂内部培训
英国Lackenby厂概况
CORUS英国有限公司Lackenby热轧卷板厂位于
热轧厂内部培训
2032mm热轧厂板坯规格
原料为连铸板坯,坯料规格为:厚度:180、 2 2 0 、 ( 预 留 2 5 0 ) mm; 宽 度 : 6 5 0 ~ 1850mm;长度:定尺7500~9500mm,最短 尺6000mm(数量少于5%)。
最大板坯重量:30158 kg;一期建设年需板 坯量:153.06×104t。
3#炉33推##炉炉钢推推机钢钢机机
30t 3300tt
40t 4400tt
2座加热炉
6台串联精轧机组
热轧厂内部培训
热轧设备拆运
2003年11月开始至2004年10月8日结束。 柳钢、十九冶、美国西格玛和英国北方拆
包公司四方共同完成。 设备共拆回约19,000t,分5船从英国蒂斯
港装船,经德国汉堡、安特卫普港运回中 国广西防城港,经陆路运回柳钢,牌坊则 经广州黄埔港沿水路运抵白沙、白露码头。