Open CNC Macro 用户宏程序开发手册
(数控CNC宏程吧)宏程序编程实例与技巧方法

自变量指定Ⅱ
•根据使用的字母,系统自动决定自变量指定的类型。 •自变量指定Ⅱ用于传递诸如三维坐标值的变量。 •I,J,K 的下标用于确定自变量指定的顺序,在实际编程 中不写。
如果自变量指定Ⅰ和自变量指定Ⅱ混合指定的话,后指定 的自变量类型有效。
六、 FANUC宏程序的调用
2. 模态调用(G66): G66 Pp Ll <自变量指定>; 程序点 G67;(取消模态)
2、 运算符与表达式
(1) 算术运算符:+,-,*,/ (2) 条件运算符:EQ(=),NE(≠),GT(>),GE (≥),LT(<=),LE(≤) (3) 逻辑运算符:AND,OR,NOT (4) 函 数 : SIN,COS,TAN,ATAN,ATAN2,ABS,INT ,SIGN,SQRT,EXP (5) 表达式:用运算符连接起来的常数,宏变量构成 表达式。 例如:175/SQRT[2] * COS[55 * PI/180 ];#3*6 GT 14
#10=#10+1;
ENDW
END 1
X45 Y15;
X45 Y15;
G00 Z30
G00 Z30
X0 Y0 M05
X0 Y0 M05
M30
M30
•SIEMENS数控系统参数编程
与FANUC类似,但功能要弱一些。变量以“R” 开始,如:R0、R1、R99。不包含系统变量,系 统变量以 “$”开头。 一、格式:Rn (n的缺省取值范围为0-99)
5、 循环语句WHILE,ENDW
格式:WHILE 条件表达式 … ENDW
6、 宏程序/子程序调用的参数传递规则
G 代码在调用宏(子程序或固定循环 ,下同)时,系统会将当前程序段各 字段(A~Z共26个字段,如果没有定 义则为零)的内容拷贝到宏执行时的 局部变量#0 ~ #25,同时拷贝调用宏 时当前通道九个轴(轴0~轴8)的绝 对位置(机床绝对坐标)到宏执行时的 局部变量#30 ~ #38。
数控车宏程序编程方法及技巧通用课件

05
06
宏程序在生产中的应用及调试
实例二:椭圆轮廓宏程序编写
总结词:利用宏程序实现椭圆轮廓的精 确、高效加工
宏程序在生产中的应用及调试 椭圆轮廓的刀具路径计算和控制
详细描述 椭圆轮廓的数学模型建立
实例三:倒角宏程序编写
详细描述
倒角的刀具路径计 算和控制
总结词:利用宏程 序实现倒角的精确 、快速加工
宏程序函数及调用
系统函数
系统函数是数控系统中已经定义 好的函数,可以直接调用,例如 坐标系设定函数、圆弧插补函数
等。
自定义函数
自定义函数是根据实际需要自定 义的函数,可以在程序中多次调 用,例如求绝对值函数、三角函
数等。
宏程序调用
宏程序调用是通过调用自定义函 数或系统函数来执行一段程序代 码,调用方式包括直接调用和间
01 02 03 04
不同点
使用方式不同:普通程序是按照规定的语法规则编写的,而宏程序则 是使用自定义的函数和变量进行编程。
功能不同:普通程序主要用于实现基本的加工操作,而宏程序则可以 完成更复杂的加工任务,如曲面加工、螺纹加工等。
灵活性不同:宏程序具有更高的灵活性和可扩展性,可以根据需要进 行修改和扩展,适应不同的机床和加工需求。
宏程序在生产中的应 用及调试
05
宏程序编程常见问题及解 决方案
常见问题一:变量赋值错误
01
总结词
在宏程序编程中,变量赋值是一个常见的错误。
02
详细描述
变量赋值错误通常是由于变量名错误或变量类型错误导致的。例如,将
一个整型变量赋值为字符串类型,或者将一个未定义的变量名赋值。
03
解决方案
数控车床宏程序

数控车床宏程序FANUC数控车第一章编程代码----------------------------------------------------------1 1.准备功能G------------------------------------------------------------1 2.辅助功能M-----------------------------------------------------------6 第二章用户宏程序-------------------------------------------------------71. 运算符号---------------------------------------------------------------72.转移和循环-----------------------------------------------------------7 3.运算指令--------------------------------------------------------------8第三章宏程序编程------------------------------------------------------11 1.车V型圆锥- --------------------------------------------------------11 2.车U圆弧-------------------------------------------------------------12 3.方程曲线车削加工-------------------------------------------------13 5.车梯形螺纹36×6--------------------------------------------------14 6.蜗杆-------------------------------------------------------------------15 7.加工多件--------------------------------------------------------------17 第四章自动编程---------------------------------------------------------------21 1.UG建模--------------------------------------------------------------------21 2.创建几何体----------------------------------------------------------------24 附录--------------------------------------------------------------------------29第一章编程代码1.准备功能G00快速定位G01直线插补G02顺弧插补G03逆弧插补G04暂停G9,G60,G64准确/连续停G20英制输入G21米制输入G40取消刀具补偿G41建立左刀具补偿G42建立右刀具补偿G50坐标设定/主轴最高速设定G70精车循环格式:G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
MacroMagnum系统用户手册说明书
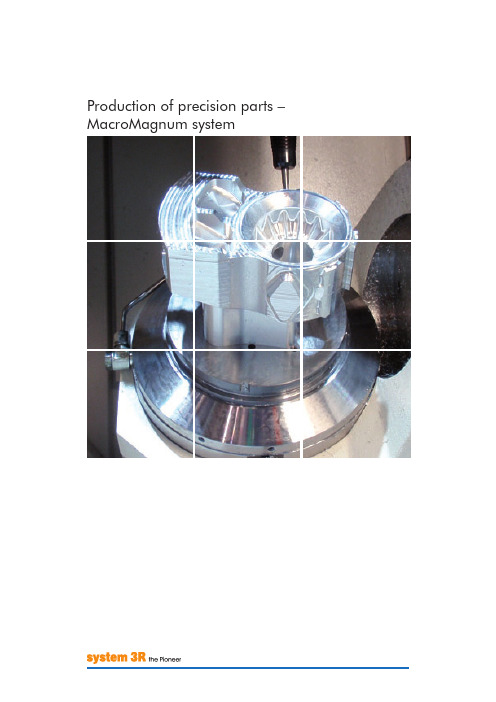
Production of precision parts – MacroMagnum systemRequired air pressure,pneumatic chucks: 6 ±1 bar.Repetition accuracy – within 0.002 mm.Recommended tightening torque, manual chucks –Macro pallets 5 NmMacroMagnum pallets 12 Nm THE MACROMAGNUM SYSTEMMeasures to reduce the downtime of yourmachines are significantly more worth while than chasing seconds in the actual machining process. What matters is to keep the machines running. And that’s when you need an interface that gives fast setting-up.The MacroMagnum system is just that kind of interface. Setting-up in parallel away from the machine while it is working and then setting up in a matter of seconds in the stationary machine. Important for long runs, but crucial for theprofitability of short runs or one-piece production.MacroMagnum, which is equipped with double references, is a larger variant of the patent-protected Macro system. The internal references are intended for Macro pallets and the external ones for MacroMagnum pallets. The powerful clamping force and the position of the external references far away from the chuck centreprovide a stability and accuracy that are ideal for applications with powerful machining forces.A number of terms which occur in the tables are explained below:VDP (vibration-damped palletising)Vibration during machining has a crucial effect on production capacity. VDP allows machining with higher cutting data and better utilisation of the machine capacity.The MacroMagnum range includes a number of vibration-damped chucks. VDP brings aconsiderable increase in productivity within reach.The difference between a pallet and a reference elementUsually the workpiece is mounted directly on the pallet, which then carries the workpiece throughout the entire machining process – from machine to machine if necessary.The reference elements are primarily intended to be mounted on the fixtures or vices in which the workpiece will be clamped. The reference elements are significantly thinner in order to limit the total construction height.3RefixA number of the MacroMagnum products have been adapted for System 3R’s patented expanding mandrels in the 3Refix positioning system.3Refix Ø10 in pallets for quick and precise repositioning of the workpiece for further processing, for example after heat treatment.3Refix Ø20 in chucks for quick and precise positioning on the machine table.Locking force: 16 000 NFixed index positions 4x90ºüüüüüOVERVIEW OF CHUCKS AND CHUCK ADAPTERSTable chucksArticle numberRequired drawbarFeatureOVERVIEW OF PALLETSNOTE: All Macro pallets can be used in the MacroMagnum chucksØ142 mm Articel number FeatureNOTE: Recommended maximum size of workpiece 250x250/Ø300 mmOVERVIEW OF ACCESSORIESArticel number FeatureMACROMAGNUM...… has automatic air-blast cleaning of the references in the pneumatic chucks… handles both MacroMagnum and Macro pallets … ensures precision and quality… reduces setting-up times… is suitable for automatic changing with System 3R’s automation program… has references of cemented carbide or hardened ground steel… has higher locking force in the pneumatic chucks – turbo locking… is sealed against dirt and swarf –withstands severe work environmentsEUROPESystem 3R Europe GmbH Wasserweg 19DE-64521, GROSS-GERAU tel +49 61 52 80 02 0fax +49 61 52 80 02 35e-mail:********************Chech Republic & SlovakiaSystem 3R Czech Tiskarska 10/257CZ-108 28 PRAHA 10tel +420 234 054 224fax +420 234 054 225e-mail:****************France & PortugalSystem 3R France56 Boulevard de Courcerin Les Espaces Multiservices 15F-77183 CROISSY BEAUBURG tel +33-01 60 95 90 80fax +33-01 60 37 88 16e-mail:********************Germany & BeNeLuxSystem 3R Deutschland Wasserweg 19DE-64521, GROSS-GERAU tel +49 61 52 80 02 0fax +49 61 52 80 02 35e-mail:********************Italy & SpainSystem 3R Italia Via Ponchielli, 2/4IT-20063 CERNUSCO SUL NAVIGLIO (MI)tel +39 02 92 38 821fax +39 02 92 11 23 19e-mail:********************ScandinaviaSystem 3R Nordic Sorterargatan 1SE-162 50 VÄLLINGBY tel +46-08 620 20 00fax +46-08 38 81 84e-mail:********************Järfälla Härdverkstad Elektronikhöjden 8SE-175 43 JÄRFÄLLA tel +46-08 580 125 50fax +46-08 580 126 55e-mail:***********Switzerland & AustriaSystem 3R Schweiz AG Wilerstrasse 98CH-9230 FLAWIL tel +41-071 394 13 50fax +41-071 394 13 60e-mail:********************TurkeySystem 3R TürkiyeAbdi Ipekci Cad. Ozel Idare Is Merk 150/209Bayrampasa 34030 ISTANBUL tel +90-212 613 8062-8063fax +90-212 613 8069e-mail:********************United KingdomSystem 3R UK Paradise WayWalsgrave TriangleCoventry, West Midlands CV2 2ST, United Kingdom tel +44-02476 538653fax +44-02476 538695T -2232-E 09.08 S u b j e c t t o m o d i fi c a t i o n s • S y s t e m 3R , a m e m b e r o f t h e G e o r g F i s c h e r G r o u p .ASIAFar East, China & IndiaSystem 3R Far East Pte.Ltd.6 Harper RoadLeong Huat Building, 01-01SINGAPORE SG-369 674tel +65-6289 4811fax +65-6289 3011**************************Shanghai Contact Office tel +86-21 6432 7927fax +86-21 6432 7928**************************Beijing Contact Office tel +86-10 8225 1632fax +86-10 8225 1635Guangdong Contact Office tel +86-769 8162 0628fax +86-769 8162 0638Malaysia Contact Office tel +60-03 7877 4785fax +60-03 7877 5948Taiwan Re gional Office tel +886-02 2278 3126fax +886-02 2278 3108Thailand Contact Office tel / fax +66-2 6422 764Japan & KoreaSystem 3R Japan CO., Ltd.Kaki Building2-5-22, Suido, Bunkyo-ku TOKYO JP-112-0005tel +81-03 5840-7383fax +81-03 5840-8723**************************Nagoya Regional Office tel +81-052 774 6250fax +81-052 774 6285Osaka Regional Office tel +81-06 6396 1500fax +81-06 6396 2855System 3R International ABSorterargatan 1, SE-162 50 VÄLLINGBYtel+46-086202000,fax+46-087595234,e-mail:*****************,Combi, Delphin, Dynafix, Locx, LX, Macro, One Minute Set-Up, One System Partner, R2R, System 3R, VDP , WorkMaster, WorkPal, WorkPartner, WorkShopManager, 3HP , 3R, 3Ready-To-Run and 3Refix are registered trademarks of System 3R.AMERICASSystem 3R USA Inc.Headquarters & Technical Center 915 Busse RoadELK GROVE VILLAGE, US-IL 60007tel +1 847 439 4888fax +1 847 439 5099e-mail:********************Canada & Eastern MItel +1 847 439 4888fax +1 847 439 5099e-mail:*********************AZ, CA, CO, ID, MT, NM, NV, OR, UT, WA, WY & Mexicotel +1 847 439 4888fax +1 847 439 5099e-mail:*********************IA, MN, ND, NE, SD & WItel +1 847 439 4888fax +1 847 439 5099e-mail:*********************AR, IN, KY, OH & TNtel +1 847 439 4888fax +1 847 439 5099e-mail:*********************AL, FL, GA, LA, MS, NC, SC & TXtel +1 847 439 4888fax +1 847 439 5099e-mail:*********************IL, KS, MO, OK & Western MItel +1 847 439 4888fax +1 847 439 5099e-mail:*********************NJ, NY & PAtel +1 847 439 4888fax +1 847 439 5099e-mail:*********************CT, DC, DE, MA, MD, ME, NH, RI, VA, VT & WVtel +1 847 439 4888fax +1 847 439 5099e-mail:*********************Eastern WItel +1 847 439 4888fax +1 847 439 5099e-mail:*********************For further information, see 。
宏程式操作程式手册
宏程式操作程式手册(总32页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March15用戶宏程序雖然子程序對編製相同加工操作的程序非常有用,但用戶宏程序由於允許使用變量、算數和邏輯運算及條件轉移,使得編製相同加工操作的程序更方便,更容易.可將相同加工操作編為通用程序,如型腔加工宏程序和固定加工循環宏程序,和調用子程序完全一樣.15.1 變量普通加工程序直接用數值指定G代碼和移動距離;例如, G01和X100.0 .使用用戶宏程序時,數值可以直接指定或用變量指定.當用變量時,變量值可用程序或用MDI面板上的操作改變.#1=#2+100;G01 X#1 F300;說明變量的表示數算機允勍使用變量名,用戶宏程序不行.變量用變量符號(#)和後面的變量號指定例如;#1表達式可以用於指定變量號.此時,表達式必須封閉在括號中.例如;#[#1+#2-12]變量的類型變量根據變量號可以分成四種類型.變量號變量類型功能#0 空變量該變量總是空,沒有值能賦給該變量.#1-#33 局部變量局部變量只能用在宏程序中存儲數據,例如,運算結果.當斷電時,局部變量被初始化為空.調用宏程序時,自變量對局部變量賦值.#100-#199公共變量公共變量在不同的宏程序中的意義相同.當斷電時,變量#100-#199 #500-#999 初始化為空.變量#500-#999的數據保存,即使斷電也不丟失.#1000–系統變量系統變量用於讀和寫CNC運行時各種數據的變化,例如,刀具的當前位置和補償值.變量值的範圍局部變量和公共變量可以有0值或下面範圍中的值;-1047到–10-29或–10-29到1047如果計算結果超出有效範圍,則發出P/S報警No.111.小數點的省略當在程序中定義變量值時,小數點可以省略.例:當定義#1=123; 變量#1的實際值是123.000.變量的引用為在程序中使用變量值,指定後跟變量號的地址.當用表達式指定變量時,要把表達釋放在擴號中.例如: G01X[#1+#2]F#3;被引用變量的值根據地址的最小設定單位自動地舍入.例如:當G00X# /;以1/1000mm的單位執行時,CNC把12.3456賦值給變量#1 ,實際指令值為G00X12.3456;.改變引用變量的值的符號,要把負號(-)放在#的前面.例如: G00X-#1;當引用未定義的變量時,變量及地址字都被忽略.例如:當變量#1的值是0 ,並且變量#2的值是空時,G00X#1 Y#2的執行結果為G00X0;.雙軌跡(雙軌跡控制)的公共變量對雙軌跡控制,系統為每一軌跡都提供了單獨的宏變量.但是,根據參數No.6036和6037的設定,某些公共變量可同時用於兩個軌跡.未定義的變量當變量值未定義時,這樣的變量成為”空”變量.變量#0總是空變量,它不能寫,只能讀.(a) 引用當引用一個未定義的變量時,地址本身也被忽略.當#1=<空> 當#1=0G90 X100 Y#1 G90 X100 Y#1G90 X100 G90 X100 Y0(b) 運算除了用<空>賦值以外, 其籲請況下<空>與0相同.當#1=<空>時當#1=0時#2=#1 #2=#1#2=<空> #2=0#2=#1*5 #2=#1*5#2=0 #2=0#2=#1+#1 #2=#1+#1#2=0 #2=0(c) 條件表達式EQ和NE中的<空>不同於0.當#1=<空>時當#1=0時#1 EQ #0 #1 EQ #0成立不成立#1 NE #0 #1 NE #0成立不成立#1 GE #0 #1 GE #0成立不成立#1 GT #0 #1 GT #0不成立不成立變量值的顯示當變量值是空白時,變量是空.符號********表示溢出(當變量的絕對值大於999999999時)或下溢出(當變量的絕對值小於0.0000001時).限制程式號, 順序號和任選程序段跳轉號不能使用變量.例如:下面情況不能使用變量O#1/#2G00X100.0N#3Y200.015..2 系統變量系統變量用於讀和寫NC 內部數據, 例如, 刀具偏置值和當前位置數據. 但是,某些系統變量只能讀. 系統變量是自動控制和通用加工程序開發的基礎.說明接口信號是可編程機床控制器( PMC )和用戶宏程序之間交換的信號.表15.2(a)接口信號的系統變量變量號功能#1000-#1015 把16位信號從PMC送到用戶宏程序.變量#1000到#1015用於按位讀取信號.變量#1032用於一次讀取一個16位信號#1100-#1115把16位信號從用戶宏程序送到P MC. 變量#1100到#1115用於按位寫信號.變#1132 量#1132用於一次寫一個16位信號.#1133 變量#1133用於從用戶宏程序一次寫一個32位的信號到PMC.注意, #1133的值為從-99999999到+99999999.詳細情況, 請見連接說明書(B-63503C-1).刀具補償值用系統變量可以讀和寫刀具補償值.表15.2(b) 刀具補償存儲器C的系統變量補償號刀具長度補償(H) 刀具半徑補償(D)幾何補償磨損補償幾何補償磨損補償1 #11001 (#2201) #10001 #13001 #12001(#2001)200 #11201(#2400)#10201400 #11400 (#2200) #13400 #12400#10400當偏置組數小於等於200時,也可使用#2001~#2400.宏程序報警表15.2(c) 宏程序報警的系統變量變量號功能#3000 當變量#3000的值為0~200時,CNC停止運行且報警.在表達式後為不超過26個字符的報警信息.CRT屏幕上顯示報警號和報警信息,其中報警號為變量#3000的值加上3000例:#3000=1(TOOL NOT FOUND).報警屏幕上顯示“3001 TOOL NOT FOUND.” (刀具未找到).程序執行停止並顯示信息.停止和信息顯示報警號功能#3006在宏程序中指令“ #3006=1(MESSAGE);”時,程序執行前面程序段並停止.當最多到26個字符的信息, 由控制輸入” ( “和控制輸出” ) “括住,在同一程序段中編程時,信息被顯示在外部操作信息屏幕.時間信息可以讀和寫.時間信息表15.2(d) 時間信息的系統變量變量號功能#3001該變量為一個計時器,以1毫秒為計時單位.當電源接通時, 該變量值復位為0.當達到2147483648毫秒時, 該計時器的值返回到0.#3002 該變量為一個計時器,當循環啟動燈亮時以一小時為單位計時. 該計時器即使在電源斷電時也保存該值.當達到9544.371767小時,該計時器的值返回到0.#3011該變量用於讀取當前的日期 (年/月/日). 年/月/日信息轉換成十進制數.例如,1994年9月8日表示為19940928.#3012該變量用於讀取當前的時間 (時/分/秒). 時/分/秒信息轉換成十進制數.例如, 下午3點34分56秒表示為153456.自動運行控制可以改變自動運行的控制狀態.表15.2(e) 自動運行控制的系統變量(#3003)#3003 單程序段輔助功能的完成0有效等待1無效等待2 有效不等待3 無效不等待當電源接通時, 該變量的值為0.當單程序段停止無效時, 即使單程序段開關設為ON, 也不執行單程序段停止.當不指定等待輔助功能 (M,S和T功能) 完成時, 在輔助功能完成之前, 程序執行到下列程序段. 而且分配完成信號DEN不輸出.表15.2(f) 自動運行控制的系統變量(#3004)#3004進給暫停進給速度倍率準確停止0 有效有效有效1無效有效有效2 有效無效有效3無效無效有效4有效有效無效5無效有效無效6 有效無效無效7 無效無效無效當電源接通時, 該變量的值為0當進給暫停無效時:(1) 當進給暫停按鈕被按下時,機床在單段停止方式停止.但是, 當用變量#3003使單程序段方式無效時,單程序段停止不執行.(2) 當進給暫停按鈕壓下又松開時, 進給暫停燈亮,但是,機床不停止;程序繼續執行,並且機床停在進給暫停有效的第一個程序段.當進給速度倍率無效時,總是100%的倍率,而不管機床操作面板上的進給速度倍率開關的設置.當準確停止檢測無效時,即使那些不執行切削的程序段也不進行準確停止檢測(位置檢測). 圖15.2(a) 攻絲循環中使用變量3004的例子SETTING值SETTING值可用變量讀和寫. .二進制數變為十進制數.鏡像使用外部開關或SETTING操作設置的各軸鏡像狀態可以通過輸出信號(鏡像檢測信號)讀出.鏡像執行時的鏡像狀態可以檢測(見Ⅲ-4.8節)得到的二進制值轉換成十進制.當用鏡像信號和SETTING兩者對某軸設置鏡像功能時,信號值和設定值相或,然後輸出.當控制軸以外的軸的鏡像功能接通時,它們也被讀進系統變量#3007.系統變量#3007是寫保護的系統變量. 如果試圖在變量中寫數據. 則發出P/S116報警“WRITE PROTECTED VARIAABLE”.已加工的零件數要求的零件數(目標數)和已加工的零件數(完成數)可以讀和寫.表15.2(g) 要求的零件數和已加工的零件數的系統變量變量號功能#3001已加工的零件數(完成數)#3902 要求的零件數(目標數)注:不能用負值模态信息正在處理的程序段以前的模态信息可以讀出表15.2(h) 模态信息的系統變量例:當執行#1=#4002;時,在#1中得到的值是17,18或19.如果閱讀模态信息指定的系統變量為不能用的G代碼,則發出P/S報警.當前位置位置信息不能寫, 只能讀.表15.2(i) 位置信息的系統變量變量號位置信號坐標系刀具補償值運動時的讀操作#5001-#5004 工件坐標系工件坐標系不包含可能#5021-#5024 當前位置機床坐標系包含不可能#5041-#5044當前位置工件坐標系#5061-#5064跳轉信號位置可能#5081-#5084刀具長度補償值不可能#5101-#5104伺服位置誤差第1位代表軸號(從1到4).變量#5081~#5088存儲的刀具長度偏置值是當前的執行值,不是後面的程序段的處理值.在G31(跳轉功能)程序段中跳轉信號接通時的刀具位置貯存在變量#5061到#5068中.當G31程序段中的跳轉信號不接通時, 這些變量中貯存指定程序段的終點值.移動期間不能讀是指由於緩衝(預讀)功能的原因,不能讀期望值.工件坐標系補償(工件零點偏移值)工件零點偏移值可以讀和寫.表15.2(j) 工件零點偏移值的系統變量變量號功能#5201 第1軸外部工件零點偏移值#5204 第4軸外部工件零點偏移值#5221 第1軸G54工件零點偏移值#5224 第4軸G54工件零點偏移值#5241 第1軸G55工件零點偏移值#5244 第4軸G55工件零點偏移值#5261 第1軸G56工件零點偏移值#5264 第4軸G56工件零點偏移值#5281 第1軸G57工件零點偏移值#5284 第4軸G57工件零點偏移值#5301 第1軸G58工件零點偏移值#5304 第4軸G58工件零點偏移值#5321 第1軸G59工件零點偏移值#5324 第4軸G59工件零點偏移值#7001 第1軸工件零點偏移值(G54.1 P1)#7004第4軸工件零點偏移值(G54.1 P1)#7021第1軸工件零點偏移值(G54.1 P2)#7024第4軸工件零點偏移值(G54.1 P2)#7941第1軸工件零點偏移值(G54.1 P48)#7944第4軸工件零點偏移值(G54.1 P48)15.3 算术和邏輯運算表15.3(a)中列出的運算可以在變量中執行.運算符右邊的表達時可包含常量和/或由函數或運算符組成的變量.表達式中的變量#j和#k可以用常數賦值. 左邊的變量也可以用表達式賦值. 表15.3(a) 算術和邏輯運算說明角度單位函數SIN, COS, ASIN, ACOS, TAN和ATAN的角度單位是度. 如90。
MACRO Menu 宏程序编辑手册

间接宏程序编辑
可使用任何的 TEXT EDITOR 文字编写器作编写, 或使用 MEGASYS 下的 编写器作编写, 如下:
“ ’ ”作说明行 一行命令 Tab 7 (不可用 Tab) 所有程序的结束必须 加入 “END” ◦
大写英文字
Evertech Electronics Ltd.
1
January, 2004
特殊命 令
一般为直接使用的命令, 只可写在直接输入处, 不可写在 MACRO 檔中◦ 例如: 报警说明连动档, 这档是直接被使用, 一般只能写在直接使用处, 如下: MAC001, MSG {M1} MSG: 为报警连动交件, 文件为 M1.MSG 存放于\MEGASYS\目录下: 请参考 MSG 命令的编写方法◦
vii. viii. ix. 在文件名称方框内, 输入文件名称◦ 按下存盘键, 把这组设定储存起来◦ 在[编辑系统参数], 选择[系统参数编辑]里的[操作 员密码编辑] ◦ 出现一个窗口 – 操作员授权编辑◦ 选按需要设置指令的操作员档案, 在该操作员档 案里, 在登陆宏程序内输入指令◦
x. xi.
宏程序编辑手册
页数
錯誤! 尚未定義書籤。 錯誤 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 尚未定義書籤。 錯誤
錯誤! 錯誤 尚未定義書籤。 錯誤! 尚未定義書籤。 錯誤 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 尚未定義書籤。 錯誤 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 尚未定義書籤。 錯誤 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 錯誤 尚未定義書籤。 錯誤! 尚未
宏程序资料

数控加工宏程序编程思路及应用用户宏程序编程在数控编程中,宏程序编程灵活、高效、快捷,是加工编程的重要补充。
宏程序不仅可以实现象子程序那样,对编制相同加工操作的程序非常有用,还可以完成子程序无法实现的特殊功能,例如,型腔加工宏程序、固定加工循环宏程序、球面加工宏程序、锥面加工宏程序等。
一、构成1 •变量2 •算术或逻辑运算3 •关系表达式4 •编程实例(一)宏变量:普通加工程序中指定G代码和移动距离时,直接使用数字值,如:X100.0。
而在用户宏程序中,数字值可直接指定或使用变量号(称宏变量)。
当采用宏变量时,其值可在程序中修改或利用MDI面板操作进行修改。
例:#1=#2+100;G01X#1F300;Explanation(说明)宏变量的表示形式当指定一宏变量时,用“#”后跟变量号的形式,如:#1。
宏变量号可用表达式指定,此时,表达式应包含在方括号内。
如:#[#1+#2-12]宏变量的取值范围局部变量和全局变量取值范围如下:如计算结果无效(超出取值范围)时,发出编号111的错误警报。
小数点的省略例:#1=123;宏变量#1的实际值是123.000。
未赋值(定义)的变量如果一个宏变量没有赋值(无定义),则该变量被当作空变量。
宏变量#0通常情况下是一个空变量,它只能读,不能写(赋值)。
(二)宏变量的引用在程序中引用(使用)宏变量时,其格式为:在指令字地址后面跟宏变量号。
当用表达式表示变量时,表达式应包含在一对方括号内。
如:G01X[#1+#2]F#3;被引用宏变量的值会自动根据指令地址的最小输入单位进行圆整。
例:程序段G00X#1;,给宏变量#1赋值12.3456,在1/1000mm的CNC上执行时,程序段实际解释为G00X12.346;。
要使被引用的宏变量的值反号,在“#”前加前缀“-”即可。
如:G00X-#1;当引用未定义(赋值)的宏变量时,该变量前的指令地址被忽略。
如:#1=0,#2=null(未赋值),执行程序段G00X#1Y#2;,结果为G00X0。
新代数控宏程式MACRO说明文件

OpenCNC MACRO 發展工具 操作手冊
By: SYNTEC Date: 2013/06/04 Version: 9.20
版本更新記錄
項次 更改內容紀錄 01 追加版本更新記錄 02 修正#1010 說明 03 修正#1504 說明 04 修改文件格式 05 新增#1461~1476 說明
1.4
IF ............................................................................................................ 7
1.5
REPEAT ................................................................................................ 8
1.2
GOTO .................................................................................................... 5
1.3
CASE ..................................................................................................... 6
1.8
EXIT .................................................................................................... 11
1.9
程式註解(Comment) ........................................................................... 12
台湾新代宏程序(Macro)用户手册
鑫泰科技 2007/02/10
�
目录
第一章 用户宏编程的基本概�和基本书写格式 ----------------------------------------4 第一节 用户宏编程的基本概� -------------------------------------------------------4 第二节 基本书写格式-------------------------------------------------------------------6 一、用户宏文档格式 --------------------------------------------------------------6 二、普通数控程序段格式 --------------------------------------------------------6 三、用户宏程序段格式 -----------------------------------------------------------8
变量�1 及�4 来代表。
用户宏有以下四个主要特征�
1�在用户用户宏程序中可以使用变量�即宏程序体中能含有复杂的表达式�
2�能够进行变量之间的各种运算�
3�可以用用户宏指令对变量进行赋值�就象许多高级语言中的带参函数或过程�
实参能赋值给形参�
4�容易实现程序流程的控制。
使用用户宏时的主要方便之处在于由于可以用变量代替具体数值�因而在加工
第三章 宏程序的调用----------------------------------------------------------------------- 27 第一节 简单宏调用-------------------------------------------------------------------- 27 一、简单宏调用指� ------------------------------------------------------------ 27 二、模态信息的回复 ------------------------------------------------------------ 27 第二节 模态宏调用-------------------------------------------------------------------- 27 一、模态宏调用指� G66 ------------------------------------------------------ 27
数控宏程序编程手册

这本书的实例部分非常精彩。作者通过大量的实际案例,将理论知识和实践操 作完美地结合在一起。这些案例涉及了各种不同的应用场景,例如加工中心、 数控车床等,让我可以更好地将所学知识应用到实际工作中。同时,通过阅读 这些案例,我也学到了很多实用的技巧和方法,例如如何优化程序结构、如何 处理复杂的数学运算等,这些都是我在工作中非常需要的技能。
这本书的内容非常详尽和实用。它不仅介绍了数控编程的基础知识,还深入探 讨了宏程序的概念、特点和应用。通过阅读这本书,我明白了宏程序并不仅仅 是数控编程的一种高级形式,而是一种强大的工具,可以极大地提高编程效率 和精度。书中还详细介绍了各种数控系统的操作和编程方法,包括FANUC、 SIEMENS等主流数控系统,让我对这些系统的使用有了更深入的了解。
内容摘要
编程实例解析:该手册通过大量的实例解析,深入浅出地介绍了各种常见的加工过程和操作,包 括平面加工、轮廓加工、孔加工、曲面加工等。每个实例都包括详细的步骤和代码实现,使读者 可以更好地理解和掌握宏程序编程的技巧和方法。 调试技巧与优化:该手册还介绍了宏程序调试的技巧和方法,包括使用仿真软件进行模拟加工、 实现在线调试等。还介绍了如何优化宏程序的性能和效率,提高加工质量和效率。 《数控宏程序编程手册》是一本非常实用的数控宏程序编程指南,适合数控技术人员和相关行业 的从业人员阅读和学习。通过阅读该手册,读者可以深入了解数控宏程序编程的核心概念和技能, 掌握各种常用的数控指令及其应用,并通过大量的实例解析和实践应用,提高自己的编程水平和 技巧。
谢谢观看
精彩摘录
《数控宏程序编程手册》是一本数控编程领域的专业书籍,作者深入浅出地介 绍了数控宏程序编程的基本概念、原理和方法,以及多种常见数控系统的编程 实例。以下是本书中的一些精彩摘录:
Macro应用手册V9.2

1.7.5 System Variables .......................................................................12
1.7.6 Modal information.....................................................................12
1.2
檔案格式 ........................................................................................... 2
1.3
Expressions ........................................................................................ 3
SYNTEC
OpenCNC Macro 發展工具 使用手冊
By: SYNTEC Date: 2010/7/10 Version: 13.0
摘要
本發展環境 OpenCNC 開發的目的在於方便 Macro 程式的撰寫及測試,使得 程式設計師得以在實際上線執行程式之前可以先作一程式的測試,經由圖形化的 介面而得知其程式是否有邏輯上的錯誤存在。
1.7.9 Feed Control Word(#1504) ........................................................14
1.7.10 Current position .........................................................................15
法兰克fanuc系统编程用户宏程序教程
法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
用户宏程序编程手册中文版
#1 =1 ; #2 = 10 ; G91 G01 X [#1 + #2] ; 上面程序和普通程序语句G91 G01 X 11.0具有相同的功能。
(2). 可以进行操作(四则运算和函数计算) #1 = 30 ; G91 X [SIN [#1] ] ;
1.1. 如何使用变量 ................................................ 1-1 1.2. 算术操作命令 ................................................ 1-4 1.3. 练习........................................................ 1-8 1.4. 数值溢出和数值下限溢出 ...................................... 1-9 1.5. 宏程序调试 ................................................. 1-10 1.6. 变量数值的显示 ............................................. 1-13
23.000
(1)举例:
将下面问题的答案填到
里:
a. #1 = 123 ; 将 123 赋值给变量1
b. #2 = #1 ; 将变量 1 的数值传递给变量 2
c. #3 = #2 + 10 ; 将变量 2 的数值加 10传递给变量 3
执行语句 e. #4 = 1 23.4567; 将数值 123.4567 赋值给变量 4
0. 前言
用户宏程序是允许客户自己使用的编程领域,用户可以自己在内存中创建和保存子程序,然后在任 何需要的时候,调用这些子程序(象自动循环和仿形加工功能等)。与普通NC程序不同的是,宏 程序调用是通过对变量进行操作实现需要的功能,因此被广泛的应用在相似形状模型加工中。
数控宏程序编程方法技巧与实例

数控宏程序编程方法技巧与实例一、数控宏程序编程的基本方法:1.定义宏变量:宏变量是宏程序中使用的变量,用于传递参数或保存临时数据。
定义宏变量可以使用#VAR指令,例如“#VARx=10”表示定义一个宏变量x并赋值为10。
2. 定义宏:宏是一个带有参数的程序段,可以通过调用宏来实现一系列操作。
定义宏可以使用#MACRO指令,例如“#MACRO move(x,y) G0Xx Yy”表示定义一个名为move的宏,参数为x和y,宏体为“G0 Xx Yy”。
3. 调用宏:调用宏可以使用#CALL指令,例如“#CALLmove(100,200)”表示调用名为move的宏,并传递参数为100和200。
4.结束宏程序:使用#END指令结束宏程序的编写。
二、数控宏程序编程的技巧:1.使用循环结构:可以使用循环结构来简化重复性的操作,提高程序的效率。
例如,使用FOR循环可以实现多次重复执行同样的操作。
2.使用条件判断:在宏程序中可以使用条件判断来根据不同的情况执行不同的操作。
例如,使用IF-THEN-ELSE语句可以根据条件的结果选择执行不同的指令。
3.使用局部变量:在宏程序中可以定义局部变量,用于保存临时数据。
使用局部变量可以减少全局变量的使用,提高程序的可读性和可维护性。
4.通过参数传递数据:宏程序可以通过参数来传递数据,使得宏的使用更加灵活。
在调用宏时,可以传递不同的参数来实现不同的操作。
三、数控宏程序编程的实例:以制作一个矩形的宏程序为例,实现自动绘制不同尺寸的矩形。
```#VAR width=100#VAR height=200#MACRO rectangle(x,y)G0XxYyG1 X(x+width) YyG1 X(x+width) Y(y+height)G1 Xx Y(y+height)G1XxYy#END#CALL rectangle(0,0)```上述的宏程序定义了一个名为rectangle的宏,参数为x和y,表示矩形的左上角坐标。
数控加工编程之宏程序Macro

例:#1=ATAN[1]/[-1]时,#1 为了 35.0 (3) ROUND 用于语句中的地址,按各地址的最小设定单位进行四舍五入 例:设#1=1.2345,#2=2.3456,设定单位 1μm G91 X-#1;X-1.235 X-#2 F300;X-2.346 X [#1+#2];X3.580 未返回原处,应改为 X[ROUND[#1]+ROUND[#2]]; (4) 取整后的绝对值比原值大为上取整,反之为下取整 例:设#1=1.2,#2=-1.2 时 若#3=FUP[#1]时,则#3=2.0 若#3=FIX[#1]时,则#3=1.0 若#3=FUP[#2]时,则#3=-2.0 若#3=FIX[#2]时,则#3=-1.0 (5) 指令函数时,可只写开头 2 个字母 例:ROUND→RO FIX→FI (6) 优先级 函数 → 乘除(*,1,AND)→ 加减(+,-,OR,XOR) 例:#1=#2+#3*SIN[#4]; (7) 括号为中括号,最多 5 重,圆括号用于注释语句 例:#1=SIN[[[#2+#3]*#4+#5]*#6];(3 重) 宏程序转移与循环指令 1. 无条件的转移 格式:GOTO n 直接跳转到第 n 程序段 2. 有条件转移
宏程序
宏其实说起来就是用公式来加工零件的,比如说椭圆,如果没有宏的话,我们要逐点算出曲 线上的点,然后慢慢来用直线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的 点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出 Z 坐标并且每次加 10um 那么 宏就会自动算出 X 坐标并且进行切削, 实际上宏在程序中主要起到的是运算作用。宏一般分为 A 类宏和 B 类宏。A 类宏是以 G65 Hxx P#xx Q#xx R#xx 的格式输入的,B 类宏程序则是以直接的 公式和语言输入的和 C 语言很相似在 0i 系统中应用比较广。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Open CNC Macro用户宏程序开发新代科技2005/8/1前言本发展环境OpenCNC开发的目的在于方便Macro程序的撰写及测试,使得程序设计师得以在实际上线执行程序之前可以先作一程序的测试,经由图形化的接口而得知其程序是否有逻辑上的错误存在。
目录第一章OpenCNC开发环境安装及使用说明---------------------------------------------- 1第一节系统需求 ------------------------------------------------------------------------ 1第二节软件安装 ------------------------------------------------------------------------ 1第三节使用说明 ------------------------------------------------------------------------ 2第二章用户宏编程的基本概念和基本书写格式--------------------------------------- 4第一节用户宏编程的基本概念------------------------------------------------------ 4第二节基本书写格式 ------------------------------------------------------------------ 6一、用户宏文档格式 ------------------------------------------------------------- 6二、普通数控程序段格式 ------------------------------------------------------- 6三、用户宏程序段格式 ---------------------------------------------------------- 8第三章用户宏程序的编写 ------------------------------------------------------------------ 9第一节变量 ------------------------------------------------------------------------------ 9一、变量及其使用方法 ---------------------------------------------------------- 9二、变量赋值和引数赋值 ------------------------------------------------------- 9三、变量的种类 ---------------------------------------------------------------- 10第二节变量运算及变量表达式--------------------------------------------------- 13一、用户宏运算符 ------------------------------------------------------------- 13二、基本算数运算符 ---------------------------------------------------------- 14三、算术表达式和运算符优先级 ------------------------------------------- 14四、关系运算符和关系表达式 ---------------------------------------------- 14五、逻辑运算和逻辑表达式 ------------------------------------------------- 15第三节用户宏程序的流程控制--------------------------------------------------- 15一、条件判断 ------------------------------------------------------------------- 15二、循环控制 ------------------------------------------------------------------- 18三、无条件转移 ---------------------------------------------------------------- 20第四节库函数 ------------------------------------------------------------------------ 21一、数学函数类 ---------------------------------------------------------------- 22二、信息传递类 ---------------------------------------------------------------- 23三、操作辅助类 ---------------------------------------------------------------- 24四、文档操作类 ---------------------------------------------------------------- 24五、仿真绘图类 ---------------------------------------------------------------- 25第四章宏程序的调用 --------------------------------------------------------------------- 27第一节简单宏调用 ------------------------------------------------------------------ 27一、简单宏调用指令 ---------------------------------------------------------- 27二、模态信息的回复 ---------------------------------------------------------- 27第二节模态宏调用 ------------------------------------------------------------------ 27一、模态宏调用指令G66 ----------------------------------------------------- 27二、模态宏调用指令G66.1 --------------------------------------------------- 28第三节扩充G代码宏指令调用---------------------------------------------------- 29第五章用户宏程序范例 ------------------------------------------------------------------ 30第一节用户宏程序编写注意事项------------------------------------------------ 30第二节用户宏程序编写范例------------------------------------------------------ 30一、车床G21车床车牙 -------------------------------------------------------- 30附录----------------------------------------------------------------------------------------- 35附录Ⅰ基本G码指令一览表------------------------------------------------------- 35附录Ⅱ地址码一览表 --------------------------------------------------------------- 36附录Ⅲ引数赋值的地址码和变量的对应关系表------------------------------ 36附录Ⅳ运算符及其优先级--------------------------------------------------------- 37附录Ⅴ系统变量分配表------------------------------------------------------------ 37附录Ⅵ库函数 ------------------------------------------------------------------------ 42附录Ⅶ程序调用方法 --------------------------------------------------------------- 48第一章OpenCNC开发环境安装及使用说明第一节系统需求个人计算机:80486以上的中央处理器操作系统:NT 4.0以上的版本,Windows95以上的版本(需先安装MSIE 3.0)硬盘空间:约1MB的硬盘空间第二节软件安装1、将安装磁盘放入3.5吋磁盘驱动器中,执行SETUP。
建议在开始安装之前先行关闭其它的窗口应用程序。
2、稍待片刻即可进入下面之安装画面。
3、选择Next继续安装的工作。
4、选择Browse更改所要安装的目录或是接受内定的目录,选择Next继续安装的工作。
5、稍待片刻即可完成安装。
第三节使用说明操作说明:1、首先选取OpenCNC的图标,在图标上以鼠标左键点两下,即可进入主画面:2、将所欲仿真之Macro程序存成*.nc文件,复制到syntec\OpenCNC\CNCfiles\底下,或是利用操作系统的注册编辑器(regedit),自行设定一目录以存放所编辑的*.mmp文件,选取主窗口中的Load选项,将档案加载,选取开始模拟即可,仿真的结果会显示在结果显示区。
3、如欲自行设定一目录以存放所编辑的*.mmp 档,请执行regedit,选取HKEY_LOCAL_MACHINE→SOFTWARE→Syntec→OpenCNC→2.0,选取选项”MacroStorage”,将设定值改为:C:\Program Files\Syntec\OpenCNC\CNCFiles\;” Your files location ”功能说明:1、设定所欲显示的空间:X Y Z X Y Y ZZ X XYZ XY YZZX 各个空间设定如上所示。