酿酒工艺流程图
浓香型白酒生产工艺流程图
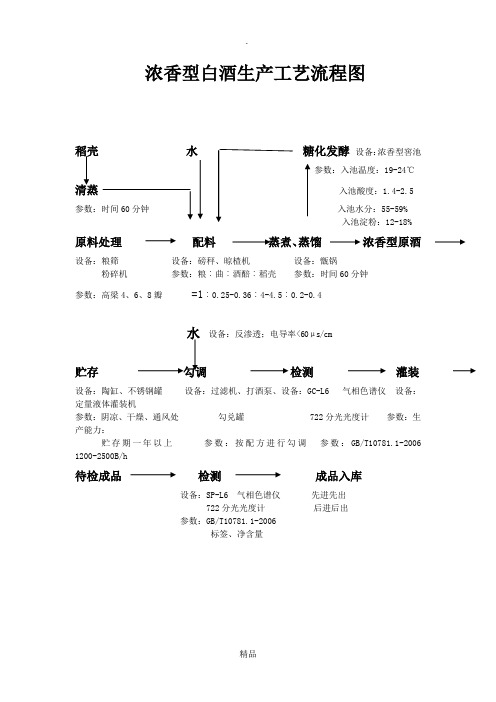
浓香型白酒生产工艺流程图
稻壳水糖化发酵设备:浓香型窖池
参数:入池温度:19-24℃
清蒸入池酸度:1.4-2.5
入池水分:55-59%
入池淀粉:12-18%
原料处理配料蒸煮、蒸馏浓香型原酒
设备:粮筛设备:磅秤、晾楂机设备:甑锅
粉碎机参数:粮︰曲︰酒醅︰稻壳参数:时间60分钟
参数:高梁4、6、8瓣 =1︰0.25-0.36︰4-4.5︰0.2-0.4
水设备:反渗透;电导率<60μs/cm
贮存勾调检测灌装
设备:陶缸、不锈钢罐设备:过滤机、打酒泵、设备:GC-L6 气相色谱仪设备:
定量液体灌装机
参数:阴凉、干燥、通风处勾兑罐 722分光光度计参数:生
产能力:
贮存期一年以上参数:按配方进行勾调参数:GB/T10781.1-2006 1200-2500B/h
待检成品检测成品入库
设备:SP-L6 气相色谱仪先进先出
722分光光度计后进后出
参数:GB/T10781.1-2006
标签、净含量
注:配料、糖化发酵、贮存、勾调为关键质量控制点如有侵权请联系告知删除,感谢你们的配合!。
固液法白酒工艺流程图
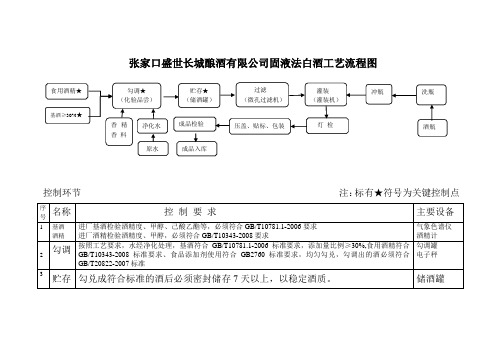
张家口盛世长城酿酒有限公司固液法白酒工艺流程图
控制环节 注:标有★符号为关键控制点 序
号
名称 控 制 要 求 主要设备 1
基酒 酒精 进厂基酒检验酒精度、甲醇、己酸乙酯等,必须符合GB/T10781.1-2006要求 进厂酒精检验酒精度、甲醇,必须符合GB/T10343-2008要求 气象色谱仪 酒精计
2
勾调 按照工艺要求,水经净化处理,基酒符合GB/T10781.1-2006标准要求,添加量比例≥30%,食用酒精符合GB/T10343-2008标准要求、食品添加剂使用符合GB2760标准要求,均匀勾兑,勾调出的酒必须符合GB/T20822-2007标准 勾调罐 电子秤 3
贮存 勾兑成符合标准的酒后必须密封储存7天以上,以稳定酒质。
储酒罐 食用酒精★ 基酒≥30%★
勾调★
(化验品尝) 贮存★ (储酒罐) 过滤 (微孔过滤机) 灌装 (灌装机) 冲瓶 洗瓶
灯 检 压盖、贴标、包装 成品检验 香精
香 料 净化水 原水 成品入库
酒瓶。
酒类生产工艺流程图

③双醪二次煮出糖化法
22
(2)双醪浸出糖化法
·23特点有:①由于没有兑醪后的煮沸,麦芽 中多酚物质、麦胶物质等溶出相对较少, 所制麦汁色泽较浅、粘度低、口味柔和、 发酵度高,更适合于制造浅色淡爽型啤酒 和干啤酒。②糊化料水比大(1:5以上),辅 料比例大(占30%~40%),均采用耐高温
α-淀粉酶协助糊化、液化。③操作简单,糖
六辊粉碎机
6
五辊粉碎机粉碎度的调节
粉碎度是指麦芽或辅助原料的粉碎程度。通常是 以谷皮、粗粒、细粒及细粉的各部分所占料粉质量的质
量9 分数表示。一般要求粗粒与细粒(包括细粉)的比例为1
2.5~3.0为宜。麦芽的粉碎度应视投产麦芽的性质、糖 化方法、麦汁过滤设备的具体情况来调节。 ·(1)麦芽性质 对于溶解良好的麦芽,粉碎后细粉和粉末 较多,易于糖化,因此可以粉碎得粗一些。而对溶解不 良的麦芽,玻璃质粒多,胚乳坚硬,糖化困难,因此应 粉碎得细一些。 ·(2)糖化方法 不同的糖化方法对粉碎度的要求也不同。采 用浸出糖化法或快速糖化法时,粉碎应细一些;采用 长 时间糖化法或煮出糖化法,以及采用外加酶糖化法时,粉 碎可略粗些。 ·(3)过滤设备 采用过滤槽法,是以麦皮作为过滤介质,要 求麦皮尽可能完整,因此麦芽应粗粉碎。采用麦汁压 滤 机,是以涤纶滤布和皮壳作过滤介质,粉碎应细一些。
四、糖化工艺技术条件
·26糖化要控制的工艺技术条件有以下几个方 面。
· 1 . 糖化温度 糖化时温度的变化通常是由低 温逐步升至高温,以防止麦芽中各种酶因 高温而被破坏。
(2)糖化温度的阶段控制
· 浸渍阶段:此阶段温度通常控制在35~40℃。在此温度
下有利于酶的浸出和酸的形成,并有利于β-葡聚糖的分
二、糖化时酶的作用、主要物质 的变化及影响糖化的因素
米香型白酒生产流程图
白酒生产流程图
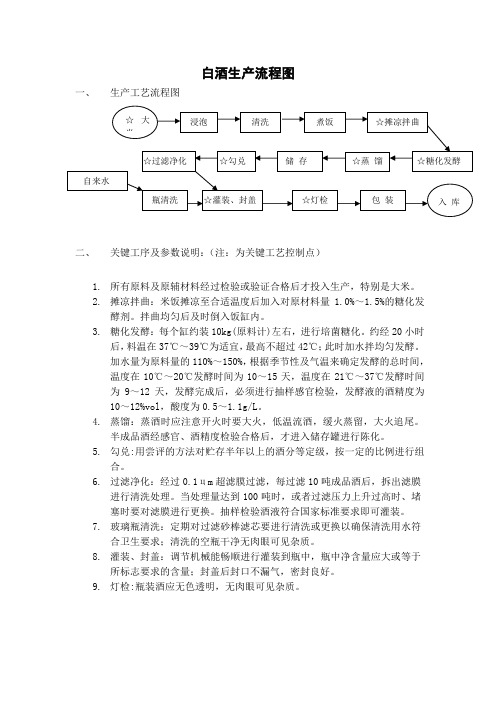
一、生产工艺流程图
二、关键工序及参数说明:(注:为关键工艺控制点)
1.所有原料及原辅材料经过检验或验证合格后才投入生产,特别是大米。
2.摊凉拌曲:米饭摊凉至合适温度后加入对原材料量1.0%~1.5%的糖化发
酵剂。
拌曲均匀后及时倒入饭缸内。
3.糖化发酵:每个缸约装10kg(原料计)左右,进行培菌糖化。
约经20小时
后,料温在37℃~39℃为适宜,最高不超过42℃;此时加水拌均匀发酵。
加水量为原料量的110%~150%,根据季节性及气温来确定发酵的总时间,温度在10℃~20℃发酵时间为10~15天,温度在21℃~37℃发酵时间
为9~12天,发酵完成后,必须进行抽样感官检验,发酵液的酒精度为
10~12%vol,酸度为0.5~1.1g/L。
4.蒸馏:蒸酒时应注意开火时要大火,低温流酒,缓火蒸留,大火追尾。
半成品酒经感官、酒精度检验合格后,才进入储存罐进行陈化。
5.勾兑:用尝评的方法对贮存半年以上的酒分等定级,按一定的比例进行组
合。
6.过滤净化:经过0.1цm超滤膜过滤,每过滤10吨成品酒后,拆出滤膜
进行清洗处理。
当处理量达到100吨时,或者过滤压力上升过高时、堵
塞时要对滤膜进行更换。
抽样检验酒液符合国家标准要求即可灌装。
7.玻璃瓶清洗:定期对过滤砂棒滤芯要进行清洗或更换以确保清洗用水符
合卫生要求;清洗的空瓶干净无肉眼可见杂质。
8.灌装、封盖:调节机械能畅顺进行灌装到瓶中,瓶中净含量应大或等于
所标志要求的含量;封盖后封口不漏气,密封良好。
9.灯检:瓶装酒应无色透明,无肉眼可见杂质。
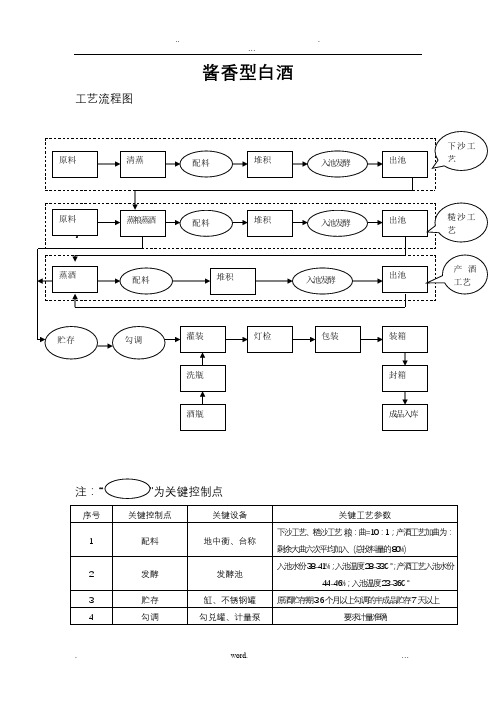
酱香型白酒生产实用工艺流程图及关键控制点

酱香型白酒工艺流程图注:1.2.1《下沙工艺》1.2.1.1工艺流程:过筛整粒高粱加95℃热水润料装甑蒸粮出甑聚堆补浆摊凉聚拢加曲翻拌堆积入池封窖。
1.2.1.2原、辅料使用要求:1.2.1.2.1、酱香型白酒生产第一次投料称为下沙。
每甑投料1200kg【根据本公司实际甑体容积2.3立方米左右计算】。
1.2.1.2.2、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染。
1.2.1.2.3、投料数量:下沙为总投料量的50%。
1.2.1.2.4、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋内,下沙用曲用量为原料量的10%。
1.2.1.3作业规程:每甑投高粱数量1200kg。
1.2.1.3.1、泼水堆积a、将备好的高粱按每甑1200kg单独堆放。
b、泼95℃以上的热水【称为发粮水】,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,【注:不许泼开以防水温降低不利于高粱吸收并能使原料内的杂质、异味随水冲掉】。
c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水。
d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次。
e、上甑时翻拌不加水,翻拌后上甑蒸粮。
1.2.1.3.2、蒸粮【蒸生沙】P1.1大气压a、装甑前要将甑锅、底锅等用水刷洗干净后并在底锅内加入3-4桶水【为使蒸气上气均匀】然后在甑篦上撒一层稻壳,防止原料掉进底锅。
b、上甑采用见气撒料,在一小时内完成上甑工序,园气后蒸料3小时【随气压而定】,即可出甑,以不出现破粒、硬粒、发粘为主。
c、每甑活接两篓冷却水以备出甑补水,或加曲时补水用。
1.2.1.3.3、出甑摊凉出甑时用推车将蒸好的熟粮推到操作场上,倒成堆进行补95℃热水,每车以原粮计约60-80kg,每堆补水2kg左右,聚好堆,堆积约15分钟左右后用掀摊开,然后脱鞋光脚趟凉。
1.2.1.3.4、聚拢加曲翻拌将趟凉粮渣【温度32-33℃】聚拢,中间扒沟,适当加蒸粮冷却水5-10kg泼撒,然后将大曲粉根据量比加入沟内,用粮将沟填满盖严大曲,然后从一头翻拌3次,【注:低翻撒匀,并使曲粉与高粱充分接触】,然后推到堆积场,水分控制在38-42%,温度26-28℃。
啤酒生产工艺流程图
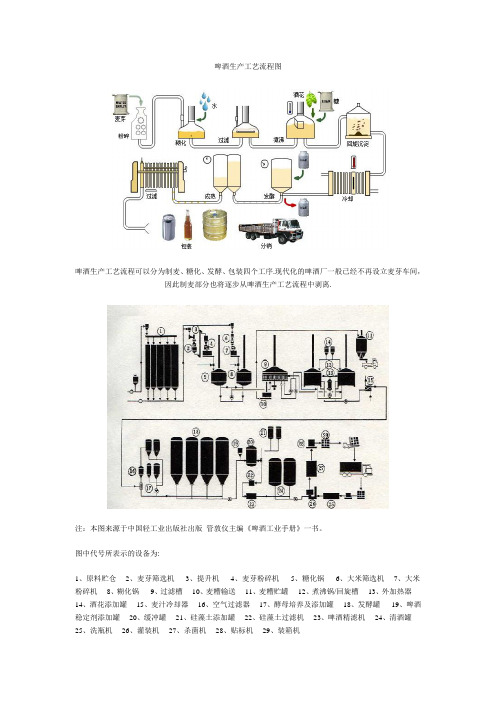
啤酒生产工艺流程图啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序.现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离.注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽10、麦糟输送11、麦糟贮罐12、煮沸锅/回旋槽13、外加热器14、酒花添加罐15、麦汁冷却器16、空气过滤器17、酵母培养及添加罐18、发酵罐19、啤酒稳定剂添加罐20、缓冲罐21、硅藻土添加罐22、硅藻土过滤机23、啤酒精滤机24、清酒罐25、洗瓶机26、灌装机27、杀菌机28、贴标机29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类.大麦在收获后先贮存2—3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级.制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽.绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽.从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备.(二) 糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔.在这里,麦芽经过轻压粉碎制成酿造用麦芽。
糊化处理即将粉碎的麦芽/谷粒与水在糊化锅中混合。
酱香型白酒生产工艺流程图及关键控制点
酱香型白酒工艺流程图注:“1.2.1《下沙工艺》1.2.1.1工艺流程:过筛整粒高粱加95℃热水润料装甑蒸粮出甑聚堆补浆摊凉聚拢加曲翻拌堆积入池封窖。
1.2.1.2原、辅料使用要求:1.2.1.2.1、酱香型白酒生产第一次投料称为下沙。
每甑投料1200kg【根据本公司实际甑体容积2.3立方米左右计算】。
1.2.1.2.2、原料要求:高粱颗粒饱满,过筛无壳,无虫蛀,无霉变,无异杂味,无污染。
1.2.1.2.3、投料数量:下沙为总投料量的50%。
1.2.1.2.4、高温大曲要求:大曲粉碎面粉化,便于糖化发酵,装入标准袋,下沙用曲用量为原料量的10%。
1.2.1.3作业规程:每甑投高粱数量1200kg。
1.2.1.3.1、泼水堆积a、将备好的高粱按每甑1200kg单独堆放。
b、泼95℃以上的热水【称为发粮水】,泼水时从堆放的一边扒开小坑将95℃热水倒在里面,【注:不许泼开以防水温降低不利于高粱吸收并能使原料的杂质、异味随水冲掉】。
c、泼水时翻拌,每泼1次翻拌3次,并堆成圆锥,然后停留半小时再向粮堆的表面泼6水桶95℃的热水。
d、润料时间12小时,每4小时加95℃的热水润粮1次,方法同第一次,共计加95℃热水润料3次。
e、上甑时翻拌不加水,翻拌后上甑蒸粮。
1.2.1.3.2、蒸粮【蒸生沙】P1.1大气压a、装甑前要将甑锅、底锅等用水刷洗干净后并在底锅加入3-4桶水【为使蒸气上气均匀】然后在甑篦上撒一层稻壳,防止原料掉进底锅。
b、上甑采用见气撒料,在一小时完成上甑工序,园气后蒸料3小时【随气压而定】,即可出甑,以不出现破粒、硬粒、发粘为主。
c、每甑活接两篓冷却水以备出甑补水,或加曲时补水用。
1.2.1.3.3、出甑摊凉出甑时用推车将蒸好的熟粮推到操作场上,倒成堆进行补95℃热水,每车以原粮计约60-80kg,每堆补水2kg左右,聚好堆,堆积约15分钟左右后用掀摊开,然后脱鞋光脚趟凉。
1.2.1.3.4、聚拢加曲翻拌将趟凉粮渣【温度32-33℃】聚拢,中间扒沟,适当加蒸粮冷却水5-10kg泼撒,然后将大曲粉根据量比加入沟,用粮将沟填满盖严大曲,然后从一头翻拌3次,【注:低翻撒匀,并使曲粉与高粱充分接触】,然后推到堆积场,水分控制在38-42%,温度26-28℃。
酿酒5718110750

耐高温淀粉酶用于辅料液化耐高 温淀粉酶Termamyl的优势保证辅 料的收率;保证糖化的正常进行; 灵活的糖化工艺;提高糖化过程 生产运作的稳定性;更好地利用 麦芽中其他的酶;对发酵度有微 小的提高
• α-乙酰乳酸脱羧酶MaturexL
• 应用:降低双乙酰形成。与冷麦汁一起加入发 酵罐中,添加于发酵开始时。作用:通过将α -乙酰乳酸转化为丁二酮,从而避免双乙酰的 产生,显著降低双乙酰的形成量,改善啤酒口 味,使口感更纯正,稳定啤酒质量;缩短发酵 周期,特别适合啤酒旺季生产需要;可缩短 (达50%)储酒时间,生产效率更高(7天或 更短)
•
人生得意须尽欢,莫使金樽空对月。21:27:2521:27:2521:2710/21/2020 9:27:25 PM
•
安全象只弓,不拉它就松,要想保安 全,常 把弓弦 绷。20.10.2121:27:2521:27Oc t-2021- Oct-20
•
加强交通建设管理,确保工程建设质 量。21:27:2521:27:2521:27Wednesday, October 21, 2020
❖ 作用:
❖
产生包括麦芽糖在内的多种糖
❖
分解β-葡聚糖、戊聚糖及其他胶体物质;降
低麦汁和啤酒的黏度,改善麦汁和啤酒的过滤性能;
提高麦汁收得率,降低酒损;用于纯生啤酒生产;
提高啤酒清亮度。
• 大麦水解酶是由淀粉酶、蛋白酶、半纤维 素酶和β-葡聚糖酶组成的复合酶
蛋白酶
• 中性蛋白酶对谷物类蛋白质分解最为有效, 它的最佳pH为6.5~7.5,最适温度在 40~60℃之间。
•
追求至善凭技术开拓市场,凭管理增 创效益 ,凭服 务树立 形象。2020年10月21日星期 三下午9时27分 25秒21:27:2520.10.21