应变速率的激光喷丸强化铝合金力学性能
人工淹没空化射流喷丸强化7075_铝合金性能分析
表面技术第53卷第7期人工淹没空化射流喷丸强化7075铝合金性能分析吴思豪,杨勇飞*,施卫东,王高伟,伍祥龙,吴锐(南通大学 机械工程学院,江苏 南通 226019)摘要:目的利用喷丸强化技术提高材料的性能,延长零件的使用寿命。
方法在人工淹没空化射流喷丸中,利用由2个具有大速度差的同心共流射流产生的剪切层引起的空化,在承受疲劳载荷或腐蚀环境的金属部件的表面层中引入压缩残余应力,从而实现冲击性能显著提高的新型喷丸强化技术。
为了进一步验证人工淹没空化射流的强化性能,采用人工淹没空化射流喷丸对7075铝合金(Al7075)进行表面强化处理,研究不同扫描速度的人工淹没空化射流喷丸对其微观组织和力学性能的影响。
观测不同扫描速度人工淹没空化射流喷丸下Al7075的表面形貌和粗糙度。
结果在扫描速度为3.0 mm/min时,粗糙度值约为1.27 μm;在扫描速度为2.0 mm/min时,粗糙度值约为4.08 μm;在扫描速度为1.0 mm/min时,粗糙度值约为12.35 μm。
测量了人工淹没空化射流喷丸冲击前后Al7075的残余应力和显微硬度沿深度方向的分布,研究并讨论了Al7075在人工淹没空化射流喷丸过程中的微观结构演变。
结论人工淹没空化射流喷丸会在Al7075表面发生塑性变形,增加了表面粗糙度,且产生加工硬化。
揭示了Al7075在塑性变形过程中的晶粒细化机制,旨在为获得高性能的Al7075提供一种新的表面强化方法。
关键词:人工淹没空化射流喷丸;7075铝合金;显微硬度;残余应力;微观结构演化;表面强化中图分类号:TG146 文献标志码:A 文章编号:1001-3660(2024)07-0190-10DOI:10.16490/ki.issn.1001-3660.2024.07.020Performance of 7075 Aluminum Alloy Strengthened by ArtificiallySubmerged Cavitation Water Jet PeeningWU Sihao, YANG Yongfei*, SHI Weidong, WANG Gaowei, WU Xianglong, WU Rui(School of Mechanical Engineering, Nantong University, Jiangsu Nantong 226019, China)ABSTRACT: Shot peening strengthening technology can be used to improve material performance and extend the service life of parts. A new type of shot peening strengthening technology has been developed which significantly improves impact performance by introducing compressive residual stress to the surface layer of metal components, thus making them more resistant to fatigue loads and corrosive environments. This is achieved through the use of cavitation caused by shear layers收稿日期:2023-05-30;修订日期:2023-10-24Received:2023-05-30;Revised:2023-10-24基金项目:江苏省自然科学基金(BK20220609);中国博士后科学基金(273746);国家自然科学基金(51979138);国家重点研发项目(2019YFB 2005300);国家高技术船舶科研计划(工信部〔2019〕360);江苏省自然科学研究项目(19KJB470029)Fund:Natural Science Foundation of Jiangsu Province (BK20220609); China Postdoctoral Science Foundation (273746); National Natural Science Foundation of China (51979138); National Key R&D Project (2019YFB 2005300); National High-tech Ship Research Program (Ministry of Industry and Information Technology [2019] 360); Natural Science Research Project of Jiangsu Province (19KJB470029)引文格式:吴思豪, 杨勇飞, 施卫东, 等. 人工淹没空化射流喷丸强化7075铝合金性能分析[J]. 表面技术, 2024, 53(7): 190-199.WU Sihao, YANG Yongfei, SHI Weidong, et al. Performance of 7075 Aluminum Alloy Strengthened by Artificially Submerged Cavitation Water Jet Peening[J]. Surface Technology, 2024, 53(7): 190-199.*通信作者(Corresponding author)第53卷第7期吴思豪,等:人工淹没空化射流喷丸强化7075铝合金性能分析·191·generated by two concentric co-flow jets with large velocity differences in artificially submerged cavitation water jet peening. In order to further verify the effectiveness of this technology, the surface strengthening treatment of 7075 aluminum alloy (Al7075) was carried out through artificial submerged cavitation water jet peening. The effects of artificial submerged cavitation water jet peening at different scanning speeds on the microstructure and mechanical properties of the alloy were studied. Samples with an inner nozzle pressure of 20 MPa, an outer nozzle pressure of 0.02 MPa, a target distance of 40 mm, and sample size of 100 mm × 100 mm × 3 mm were subject to heat treatment and polishing. The thickness of the surface hardening layer was analyzed with a TWVS-1 digital micro Vickers hardness tester, and the residual stress distribution on the surface of the impact area was measured with an X-ray stress analyzer. The surface morphology and roughness of Al7075 under artificially submerged cavitation water jet peening at different scanning speeds were also observed. The surface of the sample without impact was relatively flat, with a roughness value of approximately 0.46 μm. At the scanning speed of 3.0 mm/min, the roughness was approximately 1.27 μm. Under this working condition, the shot peening intensity was not high and the effect was poor. At the scanning speed of 2.0 mm/min, the roughness was approximately 4.08 μm, and the distribution density of the formed pits was increased; while at the scanning speed of 1.0 mm/min, the roughness increased significantly to approximately 12.35 μm due to the increased surface plastic deformation of the sample. The residual stress and microhardness distribution along the depth direction of Al7075 before and after artificially submerged cavitation jet shot peening were measured. When the scanning speed of artificially submerged cavitation jet shot peening reached 3.0 mm/min, the maximum microhardness on the surface of the sample was 118.6HV. At the speed of 2.0 mm/min, the maximum microhardness on the surface of the sample was about 125.4HV; and at the speed of 1.0 mm/min, the maximum microhardness on the surface of the sample was 124.9HV. This indicated that an effective hardening layer could be formed on the surface of Al7075 after artificially submerged cavitation jet shot peening enhancement, and the scanning speed of artificially submerged cavitation jet had little effect on the thickness of the hardening layer of the sample, which was about 600 μm. The microstructure evolution of Al7075 during artificially submerged cavitation water jet peening was studied and discussed. Firstly, the dislocation behavior lead to the formation of dislocation lines within the original coarse grains. As the strain increased, dislocation lines gradually accumulated, forming dislocation walls and dislocation entanglements. The rearrangement of dislocations formed small-angle grain boundaries, which further refined the lattice dislocation density within the grains. As the density of dislocations increased, the high-level fault energy and dislocation slip in aluminum alloys lead to dynamic recrystallization processes, resulting in increased grain boundary orientation differences. Ultimately, a gradual change in grain boundary characteristics occurred until the formation of large-angle grain boundaries. Artificially submerged cavitation water jet peening causes plastic deformation on the surface of Al7075, increasing surface roughness and producing an improved material performance, which ultimately extends the service life of the parts.KEY WORDS: artificially submerged cavitation water jet peening; 7075 aluminum alloy; microhardness; residual stress;microstructure evolution; surface strengthening喷丸强化技术是目前广泛应用于金属材料表面处理领域的一种表面强化技术,以提高材料的力学性能和延长零件服役寿命[1]。
基于不同应力比下激光喷丸强化6061_T6铝合金的疲劳裂纹扩展性能研究
第38卷 第9期中 国 激 光V ol .38,N o .92011年9月CHINESE JO URNAL OF LASERSSeptember ,2011基于不同应力比下激光喷丸强化6061-T6铝合金的疲劳裂纹扩展性能研究周建忠 徐增闯* 黄 舒 杨小东 王呈栋 杨 晶 左立党 季杏露(江苏大学机械工程学院,江苏镇江212013)摘要 为了研究不同应力比下激光喷丸强化(LSP )对6061-T6铝合金疲劳裂纹扩展性能的影响,采用有限元软件ABA Q US 和疲劳分析软件M SC .F atig ue 相结合,对应力比为0.1、0.3、0.5条件下的6061-T 6铝合金紧凑拉伸(CT )试样进行了激光喷丸强化疲劳裂纹扩展的数值模拟,分析残余压应力对高低应力比下的裂纹闭合效应,探索不同应力比对激光喷丸强化疲劳寿命增益的影响。
结果表明,经过激光喷丸后,3种不同应力比下的疲劳裂纹扩展速率较未处理试件都有一定的降低;应力比的取值对激光喷丸后CT 试样的疲劳寿命有显著影响,应力比越小,激光喷丸对CT 试样疲劳寿命的增益影响越明显。
关键词 激光技术;激光喷丸强化;裂纹扩展;残余应力;应力比;数值模拟中图分类号 T N 249 文献标识码 A doi :10.3788/CJL 201138.0903006Effects of Different Stress Ratios on Fatigue Crack Growth inLaser Shot Pe ened 6061-T6Aluminum AlloyZho u Jianzho ng Xu Zengchuang Huang Shu Yang Xiao dong Wang Chengdo ng Yang Jing Zuo Lidang Ji Xinglu(School of Mechanical Engineering ,Jiangsu Universit y ,Zhenjiang ,Jiangsu 212013,China )Abstract I n order to investigate the effect of laser shot peening (L SP )on fatigue cra ck propagation of 6061-T 6a luminum alloy under different stress ratios ,finite element software ABAQUS and fatigue analysis software MSC .Fatigue a re used to establish the prediction model to analyze the effects of different stress ratios (R =0.1,0.3,0.5)on crack propagation induced by LSP .The effects of residual compressive stress on the c rack closure under different stress ratios are studied and the increase of fatigue life is predicted .The results show that fatigue cra ck growth rate decreases after L SP ,compared with the untreated sam ple under three stress ratios .The value of stress ratio signific antly affects the fatigue life of compact tension (CT )spec imen after laser shot peening ,however ,the lower value of stress ratio is ,the more the increase in fatigue life attained by LSP is .Key wo rds la ser technique ;la ser shot peening ;crack growth ;residual stress ;stress ratio ;numeric al simulation OCIS co des 140.3440;140.3538;160.3900;220.4610 收稿日期:2011-04-07;收到修改稿日期:2011-05-15基金项目:国家自然科学基金(50675090)、江苏省自然科学基金(BK 2010351)、江苏省高校自然科学基金(10K JB460002)、江苏大学研究生创新基金(CX09B 07XZ )、镇江市工业科技支撑项目(SGY 20090026)、江苏省2008青蓝工程资助项目和2010江苏高校优势学科建设工程资助课题。
喷丸处理对6061铝合金抗腐蚀性能影响
喷丸处理对6061铝合金抗腐蚀性能影响
李坤;龚虎虎;张创创;沙豪杰
【期刊名称】《湖南文理学院学报(自然科学版)》
【年(卷),期】2024(36)1
【摘要】将6061铝合金进行超声喷丸处理,喷丸时间分别为0、90、180、270 s。
对喷丸面进行表面粗糙度、显微维氏硬度、残余应力测量,采用标准中性盐雾腐蚀
试验探究不同喷丸处理试样的抗腐蚀行为,分析粗糙度、硬度、残余应力对其抗腐
蚀性能的综合影响。
试验结果表明:随着喷丸处理时长由90 s变至270 s,铝合金表面粗糙度逐渐降低,硬度在距喷丸表面0~600μm之间有较为明显的提高,表面残余应力有显著提高,并且粗糙度增加会促进盐雾腐蚀,硬度与残余应力升高会抑制盐雾
腐蚀,盐雾腐蚀结果表明,在喷丸处理时长由0s变至270 s的4个试样中喷丸90 s
时的盐雾腐蚀速率最快,而喷丸270 s时的试样盐雾腐蚀速率最慢。
【总页数】5页(P27-31)
【作者】李坤;龚虎虎;张创创;沙豪杰
【作者单位】安徽理工大学机械工程学院
【正文语种】中文
【中图分类】TG178
【相关文献】
1.高能喷丸处理对7A52铝合金表面微观组织结构及性能的影响
2.喷丸处理对6151-T6铝合金旋转弯曲疲劳性能的影响
3.喷丸处理对飞机铝合金搅拌摩擦焊接
头性能及腐蚀行为的影响4.喷丸处理对7A85-T7452铝合金锻件疲劳性能的影响5.喷丸处理对锆合金微动磨损及抗腐蚀性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
喷丸对铝合金亚表面裂纹闭合修复的影响与试验
喷丸对铝合金亚表面裂纹闭合修复的影响与试验胡俊;廖凯;罗鹏博;李立君;陈飞【期刊名称】《表面技术》【年(卷),期】2024(53)7【摘要】目的研究喷丸修复7075-T651铝合金亚表面裂纹的愈合机理及修复效果。
方法建立材料亚表面裂纹在喷丸作用下的修复模型,运用Ansys进行数值模拟计算,并预测裂纹深度修复阈值;根据模型,利用线切割制造相应的裂纹,并对其进行喷丸修复,从残余应力、疲劳强度、微观结构等方面分析裂纹愈合的机理,并评估修复效果。
结果仿真结果表明,在弹丸直径D=0.5mm、弹丸速度v=100m/s时喷丸修复效果最佳,裂纹修复深度阈值为0.15 mm;裂纹修复区域的表面应力为非裂纹区域的83.17%,实验结果与仿真结果相符;在修复裂纹后,试件的疲劳强度可以达到完好试样的70.32%。
剧烈的喷丸冲击使裂纹亚表面材料产生较大的微观形变热,有利于组织形变,促使裂纹两侧的晶粒组织形成闭合挤压,宏观上表现为压应力下组织的紧密闭合,这种闭合起到了修复裂纹的作用,整体上属于物理性修复,但仍无法完全消除裂纹对材料的消极影响。
结论喷丸通过压力作用对亚表面材料的裂纹进行闭合修复,使材料的疲劳强度得到恢复,这对于铝合金结构件裂纹的早期修复和应急性修复具有积极作用。
【总页数】10页(P180-189)【作者】胡俊;廖凯;罗鹏博;李立君;陈飞【作者单位】中南林业科技大学机电工程学院【正文语种】中文【中图分类】TG113.25【相关文献】1.喷丸强化对Ti6Al4V半椭圆表面裂纹J积分和裂纹扩展速率的影响2.不同丸粒对铝合金表面喷丸影响的仿真分析及实验3.喷丸残余应力对裂纹闭合效应影响的数值仿真4.喷丸覆盖率对7B50-T7751铝合金裂纹扩展速率的影响因版权原因,仅展示原文概要,查看原文内容请购买。
【江苏省自然科学基金】_位错_期刊发文热词逐年推荐_20140820
2014年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13
科研热词 位错 高压扭转 非调质钢 铝合金 织构 紧固件 时效 形变孪晶 强化机制 层错 冷拔形变 冲击韧性 低碳钢丝
推荐指数 2 1 1 1 1 1 1 1 1 1 1 1 1
推荐指数 3 2 1 1 1 1 1 1 1 1 1 1 1 1
2012年 序号 1 2 3 4 5
科研热词 激光技术 激光喷丸 应变速率 力学性能 6061-t6铝合金
推荐指数 1 1 1 1 1
2013年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
科研热词 高能球磨 镁合金 铸造奥氏体不锈钢 纳米晶体镍 热老化 热处理 核电站 极性 显微硬度 时效强化 拉伸性能 强化机理 应变 复合电铸层 堆垛层错 动态冲击性能 力学性能 再强化效应 ramberg-osgood模型 a面gan
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13
科研热词 超高应变率 蠕变方程 蠕变抗力 纳晶材料 激光技术 激光冲击强化 本构方程 最细小晶粒 最小蠕变速率 晶粒细化 塑性变形 位错堆积 三晶交
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1
2011年 序号 1 2 3 等通道转角变形加工 金属有机化学气相沉积 超细亚晶粒 红橙光 等通道转角变形 微观组织 夹杂物 固溶处理 原子力显微镜 光致荧光谱 位错强化 亚晶界强化 ingan/gan多量子阱
激光喷丸 A356铝合金的热稳定性实验研究
激光喷丸 A356铝合金的热稳定性实验研究谢小江;周建忠;陈寒松;黄舒;孟宪凯;戴磊【摘要】为了研究激光喷丸技术对 A356铝合金热稳定性能的影响,采用Nd∶YAG 激光器对其进行表面激光喷丸处理及将各试样进行220°C 退火试验处理的方法,从微观组织、显微硬度及残余应力等方面进行理论分析和实验验证,取得了一系列实验数据。
结果表明,激光喷丸处理能够有效提高 A356铝合金的热稳定性能,且在材料表面诱导了较大残余压应力,显微硬度和位错密度得到显著提高,晶粒明显细化;退火后,激光喷丸试样的表面残余压应力下降了30.68%,位错密度从1.63°降到1.51°,显微硬度下降19.42%,表层晶粒尺寸有所长大,但较基体而言,其晶粒尺寸长大幅度较小。
这一结果对于拓展激光喷丸技术和A356铝合金的应用领域是有帮助的。
%In order to study the influence of laser shock peening on the thermal stability property of A356 Al alloy, after laser shock peening A356 Al alloy workpieces with Nd∶YAG laser and annealing them at 220°C their microstructure, micro-hardness and residual stress were studied.A series of experimental data were got.The results showed that laser shock peening can effectively improve the thermal stability ofA356 Al alloys.The large residual compressive stress was induced by laser shock peening on the surface,micro-hardness and the surface dislocation density was increased significantly;the grain was refined obviously.After annealing,the residual compressive stress was decreased by 30.68%,the dislocation density (full width at half maximum)was decreased from1 .63°to 1 .51 °,and the micro-hardness was decreased by 1 9.42%,the grain size onthe surface layer was grown up slightly.However,compared tothe matrix,the scale was less. The results were helpful to expand application fields of laser shock peening and A356 Al alloy.【期刊名称】《激光技术》【年(卷),期】2014(000)001【总页数】5页(P91-95)【关键词】激光技术;热稳定性;激光喷丸强化;残余压应力;位错密度【作者】谢小江;周建忠;陈寒松;黄舒;孟宪凯;戴磊【作者单位】江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江212013;江苏大学机械工程学院,镇江 212013;江苏大学机械工程学院,镇江212013【正文语种】中文【中图分类】TG665A356铸造铝合金是铝合金系中应用比较广泛的铝合金,在铸造铝合金中起着重要作用,它具有轻质量、良好的铸造工艺性能、较高的比强度和较好的机械性能、良好的耐热性能及较低的热膨胀系数[1-2],是发动机缸盖常用的制造材料之一,如市场上的HY16V,VM型及FF8V型发动机缸盖都是用A356铝合金铸造而成的[3-5]。
铝合金激光冲击强化技术的研究
金属热处理学报第1 8卷第4 期Vol . 1 8 No . 4 1 9 9 7 年 1 2 月TRANSAC T IONS O F M E T AL HEA T TR E A TM EN T December 1 9 9 7铝合金激光冲击强化技术的研究唐亚新张永康张宏余承业(南京航空航天大学)吴鸿兴郭大浩(中国科学技术大学)摘要对激光冲击诱导的应力波峰值压力进行了理论估算,提出了激光参数的选择原则。
对铝合金2024 T62 进行的激光冲击试验的结果表明,经冲击试件的疲劳寿命获得了很大程度的提高。
最后对激光冲击强化的机理进行了初步分析。
关键词激光冲击铝合金疲劳寿命激光冲击强化(L a ser shock p r ocessing ,L SP) 是利用高功率密度、短脉冲强激光照射金属材料表面,使材料表面局部气化,形成向材料内部传递的强冲击波,在冲击波的作用下,材料的力学性能得到明显改善 1 ,其原理如图1 所示。
与传统的激光表面处理技术比较,激光冲击处理时间极短,基本上没有向材料内部的热量传递,因此不存在软化区,同时该方法操作简单,具有一定的技术优势。
1 激光诱导的冲击波峰压的理论估算与参数优化1 .1 冲击波峰压的理论估算激光冲击由激光能量支持的冲击波模型如图2 所示。
为便于分析计算,作如下假设:(1) 在光斑面积内,激光能量均匀分布; (2) 金属材料均质、连续、各向同性; (3) 金属蒸汽在爆炸前后均为单原子理想气体; ( 4) 由于冲击时间极短,整个反应过程认为是一个绝热过程,产生的爆轰波是一维平面波。
根据爆轰波理论 2p 为 3 :p =本文收到日期:1996 年8 月31 日初稿,1997 年10 月18 日修改稿本文联系人:唐亚新,男,1967 年11 月生,讲师,江苏省南京市( 210016) 南京航空航天大学502 教研室23第4 期 唐亚新等 :铝合金激光冲击强化技术的研究图 1 激光冲击强化原理Fig. 1 Principle of laser shock p r ocessin g图 2 激光冲击波模型Fig. 2 Mo del of laser shock wave表 1 激光冲击参数及峰压估算T a b le 1 Laser shock paremeters & calcula tion of w av e pressure能量/ J 脉宽/ ns光斑直径/ mm功率密度/ ( G W ·cm - 2)峰压估算/ G Pa2818 1911 1611 2416 3719 3414 3614 1413 1018 818 111350 50 50 50 50 50 50 50 50 50 5010 10 9 9 9 9 9 10 10 10 10 0173 0149 0151 0177 1119 1108 1114 1140 1105 0183 11101125 0196 0198 1129 1173 1162 1168 1192 1159 1139 1164101850 10 1105 11591 .2 参数优化激光冲击要达到强化效果 ,须使金属材料产生一定的塑性变形 ,因此要求激光诱导的冲击波峰压大于金属材料的动态屈服强度 ,即 p ≥σD。
喷丸强化对2XXX铝合金疲劳寿命的影响

喷丸强化对2XXX铝合金疲劳寿命的影响周松;谢里阳;回丽;张啸尘;许良【摘要】研究喷丸对2XXX铝合金拉-拉疲劳性能的影响.对未喷丸试样和喷丸强化试样的微观组织、显微硬度、残余应力和拉-拉疲劳性能进行对比分析.结果表明:喷丸处理后,试样的组织和微结构未发现明显变化,但其粗糙度、残余压应力和显微硬度有所提高,分别是未喷丸试样的6.25倍,3.85倍和1.12倍;拉-拉疲劳性能显著提高,其中值疲劳寿命是未喷丸的1.67倍.在99.9%存活率下,喷丸试样的安全寿命是未喷丸试样的1.45倍.且表面喷丸强化后疲劳裂纹源由多个变为一个.【期刊名称】《材料工程》【年(卷),期】2014(000)012【总页数】6页(P86-91)【关键词】铝合金;疲劳;喷丸;微观组织;残余应力【作者】周松;谢里阳;回丽;张啸尘;许良【作者单位】东北大学机械工程与自动化学院,沈阳110004;沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,沈阳110136;东北大学机械工程与自动化学院,沈阳110004;沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,沈阳110136;东北大学机械工程与自动化学院,沈阳110004;沈阳航空航天大学航空制造工艺数字化国防重点学科实验室,沈阳110136【正文语种】中文【中图分类】TG178;V261航空2XXX铝合金由于强度高、质量轻、韧性好、切削加工性能好等特性,可以满足飞机结构安全设计、经济等方面的要求,是目前飞机上的主要结构材料。
但是,飞机在实际服役过程中由于经常受到潮湿空气,SO2和盐雾等腐蚀环境而导致其发生失效事故,主要表现为疲劳断裂和应力腐蚀开裂等[1]。
因此,在实际应用中,通过表面强化处理来提高材料的应力腐蚀抗力和疲劳性能显得尤为重要。
工程上有多种表面强化工艺,如表面喷丸强化、表面化学热处理、表面冷作变形、表面离子注入、表面激光处理等,其中表面喷丸强化在工程中应用最广泛,它具有设备简单、操作方便、节能省时、成本低廉、效果显著、适应面广等优点[2-5]。
激光热处理对铝合金材料抗拉强度的改善研究

激光热处理对铝合金材料抗拉强度的改善研究引言:随着科学技术的不断发展,人们对材料性能的要求也日益增加。
铝合金作为一种重要的结构材料,具有良好的可塑性、导热性以及抗腐蚀性能,因此广泛应用于航空、汽车和电子等领域。
然而,铝合金在某些特定应用中,其抗拉强度往往不能满足需求。
因此,研究如何提高铝合金的抗拉强度具有重要意义。
激光热处理的原理:激光热处理是一种利用高能激光对材料表面进行加热处理的方法。
激光束的能量可以集中在一个非常小的区域,使得材料在极短的时间内被加热到非常高的温度。
随后,通过快速冷却,可以改变材料的晶粒尺寸和组织结构,从而影响其力学性能。
提高铝合金抗拉强度的机制:1. 晶粒细化:激光热处理可以使铝合金晶粒尺寸变小。
晶粒尺寸的减小可以增加材料的强度和塑性。
激光热处理通过快速冷却使铝合金液态区的晶粒固化速度加快,并且会在固态化过程中形成更细小的晶粒。
这种细小的晶粒结构有助于阻碍位错的移动,从而提高铝合金的抗拉强度。
2. 相变硬化:铝合金中的一些相变硬化相可以通过激光热处理来控制其形成和分布。
这些相在加热和冷却过程中发生固溶、析出或相变,从而影响材料的力学性能。
通过激光热处理,可以调控这些相变的形态和分布,从而改善铝合金的抗拉强度。
3. 应力诱导硬化:激光热处理还可以通过引入残余应力来提高铝合金的抗拉强度。
激光的快速加热和冷却过程会产生非均匀的热应力分布,从而导致材料表面产生残余应力。
这些残余应力会使铝合金的晶体结构发生畸变,形成位错和各向异性。
这种畸变结构可以提高材料的塑性,从而增加其抗拉强度。
实验研究:为了验证激光热处理对铝合金抗拉强度的改善效果,进行了一系列实验研究。
首先,选择了一种常用的铝合金作为研究对象,并进行了初始材料的性能测试和分析。
然后,通过激光热处理对铝合金进行处理,并对处理后的材料进行再次性能测试和分析。
实验结果显示,经过激光热处理后,铝合金的抗拉强度明显提高。
这主要是由于激光热处理引起的晶粒细化和相变硬化效应。
激光热处理对铝合金材料晶粒尺寸和晶格畸变的影响研究
激光热处理对铝合金材料晶粒尺寸和晶格畸变的影响研究激光热处理技术作为一种新型的热处理方法,已经在材料科学领域取得了广泛应用。
它利用激光的高能量聚焦作用,可以在材料表面局部加热,实现对材料性能的改善和优化。
在本研究中,我们将重点研究激光热处理对铝合金材料晶粒尺寸和晶格畸变的影响,并探究其中的机理。
首先,我们需要了解铝合金材料晶粒尺寸和晶格畸变的基本概念。
晶粒尺寸是指材料中晶界之间的距离,直接影响着材料的力学性能、热塑性以及电学性能等方面。
而晶格畸变是指晶体中原子排列的变化程度,通常表现为晶格参数的变化。
晶粒尺寸和晶格畸变是材料性质调控的关键因素。
激光热处理技术通过局部加热和快速冷却的过程,可以改变材料的组织结构和晶格缺陷,从而影响晶粒尺寸和晶格畸变。
首先,激光照射会引起材料的熔化和再结晶,使原有的晶粒重新排列并发生尺寸改变。
其次,激光热处理还可以导致晶界的迁移和再结晶的发生,进一步改变晶粒尺寸。
同时,激光热处理还能引起晶格畸变的发生,主要是由于局部加热和快速冷却过程中的热应力和热应变造成的。
研究表明,激光热处理对铝合金材料晶粒尺寸和晶格畸变具有显著影响。
一方面,激光热处理可以减小铝合金材料的晶粒尺寸。
通过调控激光功率、扫描速度和重叠率等参数,可以实现对晶粒尺寸的控制和调控。
较小的晶粒尺寸有利于提高材料的强度和硬度,并改善其耐磨性和抗腐蚀性能。
另一方面,激光热处理还能引起铝合金材料晶格畸变的发生。
晶格畸变可以促使晶界的形成和区域晶格的重排,进而影响材料的力学性能和热物性能。
不同的激光处理参数和材料的不同特性,将导致晶格畸变的程度和特征不同。
此外,激光热处理对铝合金材料的成分和相态也会产生一定影响。
研究发现,激光热处理可以改变铝合金材料的成分分布和相变行为。
通过控制激光热处理的温度和时间等参数,可以实现对铝合金材料成分的调控和优化。
激光热处理还能促进材料相变的发生,改善材料的力学性能和耐蚀性能。
总结起来,激光热处理对铝合金材料晶粒尺寸和晶格畸变有着显著的影响。
喷丸强化对 2024 铝合金疲劳性能的影响分 析

A b s t r a c t : A l u mi n u m a l l o y 2 0 2 4/ s t a k e n a r e s e a r c h t rg a e t . a n d t h e e f f e c t o fs h o t p e e n i n g o n f a t i ue g l i f e i s s t u d i e d . F a t i g u e t e s t s i c a r r i e d o u t t o e x p l o r e t h e  ̄ f f e c t fs o h o t p e e n i n g o n t h e i m p r o v e me n t ff o t a i ue g r e s i s t a n c e w i t h t w o g r o u p s p e c i m e n s . I n
Al u m i n u m l a l o y 2 0 2 4 b y( 1 . 5 3 - 2 . 5 5 ) t i es m . he T F E A r e s u l t s s h o w e dt h a t s h o t p e e n i n g i n t r o d u c e d c o m p r e s s i v e r e s i d u l a s t r e s s o n
铝合金低能激光喷丸强化技术及其研究进展

科技与创新┃Science and Technology&Innovation ·158·2021年第08期文章编号:2095-6835(2021)08-0158-02铝合金低能激光喷丸强化技术及其研究进展肖静怡,胡宇佳(航空工业西安飞机工业(集团)有限责任公司,陕西西安710089)摘要:无吸收层低能激光喷丸强化(LSPwC)是基于激光喷丸强化技术(LSP)发展出的一种新型表面处理技术,可以有效提高材料疲劳强度、疲劳寿命和抗应力腐蚀能力,且由于LSPwC采用低能激光,不需要吸收层涂覆,比LSP成本更低。
介绍了LSPwC技术的原理,探讨了其优缺点及可行性,着重介绍了LSPwC在铝合金方面的研究进展。
关键词:LSP;LSPwC;激光脉宽;冲击波波峰中图分类号:TG156.99文献标志码:A DOI:10.15913/ki.kjycx.2021.08.0641引言激光喷丸强化(LSP)是金属表面处理的最新工艺方法之一,可以有效提高材料疲劳强度、疲劳寿命和抗应力腐蚀能力。
而铝合金由于具有较高的比强度、比模量和良好的可焊性,是现阶段航空产业中应用最广泛的材料。
目前高能激光喷丸强化技术在航空铝合金上的应用已经广泛开展,并取得显著成果[1-2]。
但由于对激光器要求较高且生产成本较高,并没有得到广泛应用。
与此同时,无需吸收层的低能激光喷丸技术(LSPwC)在铝合金上的研究仍极为有限。
对比高能激光喷丸,LSPwC 使用基础频率的低能激光,且不需要对零件表面进行吸收层涂覆处理,极大降低了生产成本和使用门槛。
因此,研究铝合金的无吸收层低能激光喷丸强化技术,对航空制造行业具有重要意义。
2概述1961年,MICHAELS提出了脉冲激光辐照在材料表面能产生一定强度的冲击波[3],在材料表面涂覆一层不透明的吸收层,并在吸收层之上涂覆约束层,高能脉冲激光通过透明约束层辐照吸收层之上,使其迅速汽化产生高压等离子云,利用等离子爆炸产生的冲击波在零件表面产生压缩应力层。
超高速激光熔化扫描速率对Al-Mg-Sc_高强铝合金性能的影响

2024 年第 44 卷航 空 材 料 学 报2024,Vol. 44第 1 期第 133 – 142 页JOURNAL OF AERONAUTICAL MATERIALS No.1 pp.133 – 142引用格式:文聘,董子良,吴宇,等. 超高速激光熔化扫描速度对Al-Mg-Sc高强铝合金性能的影响[J]. 航空材料学报,2024,44(1):133-142.WEN Pin,DONG Ziliang,WU Yu,et al. Effect of ultra-high-speed laser melting deposition process on performance of Al-Mg-Sc high-strength aluminum alloy[J]. Journal of Aeronautical Materials,2024,44(1):133-142.超高速激光熔化扫描速度对Al-Mg-Sc高强铝合金性能的影响文 聘1, 董子良1, 吴 宇2*, 董丁炀1, 罗 星1, 杜博睿3,许培鑫3, 陈 斐4(1.武汉理工大学 理学院 新材料力学理论与应用湖北省重点实验室,武汉 430070;2.中国航发北京航空材料研究院3D打印研究与工程技术中心,北京100095;3.中机新材料研究院郑州有限公司 郑州 450001;4.武汉理工大学 材料示范学院 材料复合新技术国家重点实验室,武汉 430070)摘要:为了明确超高速激光熔化沉积Al-Mg-Sc高强铝合金的沉积态组织及力学性能特征,以7075铝合金为基体,采用自主开发的LDF3000-40型激光熔化沉积设备制备Al-Mg-Sc高强铝合金,探究激光扫描速度对材料微观组织与室温拉伸性能的影响。
结果表明:超高速激光熔化沉积样品均无明显裂纹,但含有少量小尺寸气孔。
沉积态组织由细小的α-Al等轴晶及弥散分布的Al3(Sc,Zr)颗粒构成。
利用数值模拟进一步研究扫描速度对力学性能的影响,发现在0.1~1 m/s范围内,较高的激光扫描速度能减少粉末材料的堆积,降低沉积层表面的孔隙率,因此可以提高力学性能。
219515803_7A65_铝合金喷丸强化表面完整性及疲劳性能
第15卷第6期精密成形工程贺柏涵1,周文龙1,2,程旭3,盖鹏涛4,李春艳1,陈国清1,付雪松1,2(1.大连理工大学材料科学与工程学院,辽宁大连 116024;2.大连理工(营口)新材料工程中心有限公司,辽宁营口 115004;3.空装驻沈阳地区第一军事代表室,沈阳 110850;4.中国航空制造技术研究院,北京 100024)摘要:目的以7A65高强度铝合金为研究对象,研究喷丸强度、弹丸介质(铸钢丸和陶瓷丸)对靶材疲劳性能的影响规律。
方法利用扫描电镜、激光共聚焦显微镜、X射线衍射仪等仪器表征喷丸强化7A65铝合金表面完整性和疲劳失效断口,分析喷丸工艺参数与疲劳性能、断裂模式的相关性。
结果喷丸强化后铝合金表面粗糙化严重,表面粗糙度从初始0.622 μm增加至4.736 μm(铸钢丸、喷丸强度为0.22 mmA),并出现褶皱损伤;在相同喷丸强度下陶瓷丸喷丸表面粗糙度较低,无褶皱损伤。
2种弹丸在金属表面引入的残余应力场基本相同,残余压应力层深约300 μm,最大残余压应力值为−480.6 MPa,其产生位置为距离表面75 μm 处(喷丸强度为0.22 mmA)。
铝合金疲劳性能对铸钢丸介质敏感性较高,当喷丸强度较低(0.11 mmA)时喷丸强化效果最佳,疲劳寿命是原始寿命的5倍多,疲劳源从表面转移至次表面(500 μm);当喷丸强度增至0.22 mmA时,裂纹源向表面靠近,疲劳寿命为原始寿命的2倍。
铝合金疲劳性能对陶瓷丸介质敏感性较低,在喷丸强度为0.11~0.22 mmA时疲劳寿命较为稳定,在喷丸强度为0.11 mmA时疲劳寿命最高,为原始寿命的7倍。
结论7A65高强度铝合金经喷丸强化后疲劳寿命显著提升,强化效果受弹丸介质影响,陶瓷丸介质强化效果更好、喷丸强化工艺窗口更宽。
关键词:7A65铝合金;疲劳寿命;喷丸强化;表面完整性;表面粗糙度;残余应力DOI:10.3969/j.issn.1674-6457.2023.06.001中图分类号:TG174.4 文献标识码:A 文章编号:1674-6457(2023)06-0001-10Surface Integrity and Fatigue Properties of Shot PeeningStrengthened 7A65 Aluminum AlloyHE Bai-han1, ZHOU Wen-long1,2, CHENG Xu3, GAI Peng-tao4, LI Chun-yan1, CHEN Guo-qing1, FU Xue-song1,2(1. School of Materials Science and Engineering, Dalian University of Technology, Liaoning Dalian 116024, China;2. Dalian Technology (Yingkou) New Material Engineering Center Limited Company, Liaoning Yingkou 115004, China;收稿日期:2023–03–16Received:2023-03-16基金项目:国家自然科学基金(51975084);辽宁省自然科学基金(2022–YKLH–04);中央高校基本科研业务费专项(DUT19LAB16);辽宁省“兴辽英才计划”(XLYC1902084)Fund:National Natural Science Foundation of China(51975084); Natural Science Foundation of Liaoning Prov-ince(2022-YKLH-04); Basic Research Funds for Central Universities(DUT19LAB16); Supported by "Xingliao Talents Program" of Liaoning Province(XLYC1902084)作者简介:贺柏涵(1997—),男,硕士生,主要研究方向为铝合金表面强化。
激光冲击强化铝合金力学性能及微观塑性变形机理研究
激光冲击强化铝合金力学性能及微观塑性变形机理研究激光冲击强化具有高压(GPa-TPa)、超快(几十纳秒)、超高应变率(107-108S-1,比爆炸成形高出100倍)的显著特点,广泛应用在金属构件的表面改性上,然而目前对于金属材料表层激光冲击细化晶粒的微观结构演变、性能结构关系尚缺乏系统的研究,尤其是对超高应变率下严重塑性变形导致的晶粒细化机制和微观强化机理,现在仍然缺乏统一的认识和深入的理解。
本文针对激光冲击铝合金的宏观性能、微观结构演变以及塑性变形进行了若干基础研究,为激光冲击波技术的工业应用提供依据。
本文主要开展以下四个方面内容的研究:不同工艺参数下铝合金试样的表面完整性和疲劳寿命研究、不同应变速率下的拉伸性能,在铝合金微观结构演变的基础上研究多次激光冲击铝合金晶粒细化机制和微观强化机理、激光冲击铝合金表面凹坑深度推导和理论计算,获得了以下主要结论和创新性成果:(1)系统研究了激光单次和多次冲击诱导铝合金塑性变形层不同区域的微观组织结构,建立了深度方向残余应力和微观结构的对应关系,首次深入系统地揭示了激光冲击铝合金晶粒细化机制和微观强化机理;在激光冲击塑性变形区域发现了激光冲击铝合金的空位簇缺陷并对形成机制进行初步的研究:激光冲击明显细化铝合金冲击区域表层的晶粒。
激光单次冲击LY2铝合金晶粒细化过程中,深度方向的位错结构从随机分布位错→位错线→位错缠结→亚晶进行逐步演变,最终形成细化的晶粒;多次激光冲击的铝合金的上表面,晶粒尺寸约为100-200 nm。
在观测试验结果的基础上,系统地提出了多次激光冲击强化铝合金的微观机制:(ⅰ)原始粗晶内位错线的形成;(ⅱ)位错线的堆积导致位错墙和位错缠结的形成;(ⅲ)位错墙和位错缠结细分粗晶成亚晶粒;(ⅳ)在外来载荷的作用下亚晶粒动态再结晶演变成大角晶界,新晶粒形成;深入研究了超高应变率冷塑性作用下,激光冲击外加载荷使铝合金高应变率绝热剪切带发生再结晶,从而形成亚晶直至产生细化的亚微米晶粒,超高应变和应变率对于粗晶的细化和最小平均晶粒尺寸的大小具有至关重要的作用;在多次激光冲击LY2铝合金的轻微塑性变形层中同时发现了空位型位错圈、堆垛层错四面体以及空洞缺陷,超高应变率激光冲击过程中产生超高内应力导致空位缺陷的凝聚形成了这些空位簇缺陷。
喷丸处理对TiB2/Al复合材料表面基体力学性能的影响

喷丸处理对TiB2/Al复合材料表面基体力学性能的影响栾卫志;姜传海;嵇宁【期刊名称】《材料研究学报》【年(卷),期】2009()3【摘要】通过X射线衍射线形分析表征了喷丸表面的组织结构,利用原位拉伸X射线衍射应力分析研究了TiB_2/6351Al复合材料喷丸表面基体的力学行为。
结果表明,喷丸后复合材料表面基体的屈服强度提高了26%,整体强度提高约28%,显微硬度提高50%以上。
喷丸前、后复合材料基体承载系数分别为81%和83%,喷丸后的基体承载系数略有提高。
喷丸表面基体的晶块尺寸及位错密度分别约51 nm和3.05×10^(14)m^(-2),晶块细化及位错密度增高是导致表面基体力学性能提高的主要原因。
【总页数】5页(P237-241)【关键词】复合材料;喷丸强化;基体性能;X射线衍射;金属基复合材料;组织结构【作者】栾卫志;姜传海;嵇宁【作者单位】上海交通大学材料科学与工程学院,上海200240;LEMHE/ICMMO,UMR 8182,Universite Paris-Sud 11,91405 Orsay France【正文语种】中文【中图分类】TG115【相关文献】1.TiB2/Al复合材料喷丸后微区残余应力的有限元模拟 [J], 卞凯;姜传海;栾卫志2.基体喷丸处理对电泳沉积 YSZ/(Ni,Al)热障复合涂层显微组织、相变和性能的影响 [J], 宋闪光;谭世磊;戚哮啸;王伟;王莉莉3.基体喷丸处理对电泳沉积YSZ/(Ni,Al)热障复合涂层显微组织、相变和性能的影响 [J], 宋闪光;谭世磊;戚哮啸;王伟;王莉莉;4.基体喷丸处理对电泳沉积YSZ/(Ni,Al)热障复合涂层显微组织、相变和性能的影响(英文)简 [J], 宋闪光;谭世磊;戚哮啸;王伟;王莉莉;5.TiB2含量对TiB2/Al-3.8Zn-1.85Mg-1.32Cu复合材料微观组织与力学性能的影响 [J], 李京京;李晨光;梁加淼;鞠江;张震;王朦朦;周阳;王俊因版权原因,仅展示原文概要,查看原文内容请购买。
喷丸强化对7A12铝合金微观组织和疲劳性能的影响
化和位错增殖对 疲劳裂纹萌生的有效抑 制 , 以 及 喷 丸 引 入 的 表 面 残 余 压 应 力 对 疲 劳 裂 纹 早 期 扩 展 的 有 效 阻 止 作
用 。疲 劳 试 样 断 口形 貌 证 实 喷 丸 强 化后 试 样 的疲 劳 裂 纹 扩 展速 率 明显 低 于原 始 状 态 。 关 键 词 :喷 丸 强 化 ; 7 A 1 2铝 合 金 ; 微 观组 织 ; 疲 劳 性 能
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 5 — 5 0 5 3 . 2 0 1 3 . 6 . 0 0 9
中图分类号 : T G1 4 6 . 2 1
文献标识码 : A
文 章 编 号 :1 0 0 5 5 0 5 3 { 2 0 1 3 ) 0 6 - 0 0 5 1 - 0 6
高强 A 1 一 Z n — Mg — C u系合 金 因其 具有 较 高 的强 度
和断 裂韧 度 以及 良好 的抗应 力腐 蚀性 能在 航 空航 天
1 实 验 过 程
疲 劳试 样选 用 7 A 1 2 一 T 7 3 5 2铝 合金 自由锻件 , 取
领域 得到 广泛 应 用
。 国产 7 A 1 2铝 合 金 除 具 备 样 方 向为 L向 , 原始材料厚度 7 5 mm。其 名 义 化 学
到8 0 a r m, 在实 际 使 用 中多 为锻 件 , 主要用 作 飞 机 的
隔框及 一些 大 尺寸 的接 头材 料 。这些 部位 在 飞行 中
需 承受 循 环载 荷而 容易 造成 疲劳 断裂 等 问题 。铝合 金 的疲 劳 断裂 多从 表面 、 次表 面开 始 , 尤其 是从 应力 集 中部位 开始 , 通 过 表 面强 化 可 以提 高 铝 合 金 表 面
激光冲击强化铝合金力学性能及微观塑性变形机理研究的开题报告

激光冲击强化铝合金力学性能及微观塑性变形机理研究的开题报告一、研究背景与意义铝合金作为一种重要的结构材料,在航空、汽车、船舶、建筑等领域中得到广泛应用。
然而,铝合金在使用过程中,由于长期的受力、疲劳、高温环境等因素的影响,往往会出现塑性变形和疲劳裂纹等问题,导致材料的性能和寿命下降。
为了解决这些问题,实现铝合金的强化和提高其力学性能,激光冲击强化技术被广泛研究和应用。
该技术通过激光振荡冲击激发材料表面的应力场,使得表层材料的硬度和强度得到提升,从而提高铝合金的抗疲劳性能和机械性能。
然而,目前对激光冲击强化铝合金力学性能的研究还比较少,尤其是对其微观塑性变形机理的研究尚处于起步阶段。
因此,本研究旨在通过对铝合金的激光冲击强化实验及数值模拟,探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理,为铝合金的强化与应用提供理论依据。
二、研究内容和方法1. 研究内容本研究将以铝合金为研究对象,通过激光冲击强化实验及理论分析,探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理。
具体包括以下研究内容:(1)激光冲击强化过程中铝合金表面的硬度和强度变化规律;(2)不同激光强度、冲击次数及间距对铝合金力学性能的影响;(3)激光冲击强化对铝合金微观组织和结构的影响及其变形机理。
2. 研究方法本研究的研究方法主要包括以下方面:(1)激光冲击强化实验:选取适当的激光参数和实验条件,对铝合金进行激光冲击强化实验,得到材料的硬度、强度及其变化规律。
(2)力学测试:采用万能试验机等设备对铝合金进行拉伸试验、冲击试验等力学性能测试。
(3)显微组织观察:通过金相显微镜和扫描电镜等设备观察铝合金表面和内部组织的结构变化和形态特征。
(4)数值模拟:基于ABAQUS等软件,进行数值模拟,模拟激光冲击强化的过程及其中的变形机理。
三、研究预期成果本研究的预期成果包括:(1)探究激光冲击强化对铝合金力学性能的影响及其微观塑性变形机理的规律和特征;(2)揭示激光冲击强化过程中铝合金表面硬度、强度变化规律和材料性能的提高机制;(3)为铝合金的强化和应用提供理论基础和技术支持。
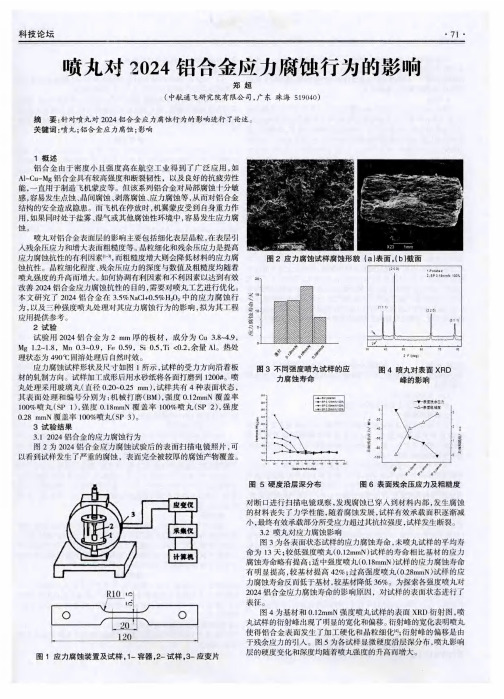
喷丸对2024铝合金应力腐蚀行为的影响
7 2・
பைடு நூலகம்
科技论 坛
对 各强度喷丸试样表 面的残余应 力进行了测量 ( 图6 ) , 发 现喷 的应力腐蚀抗性 得到最有效的改善。 丸使铝合金表面产生残余 压应力 , 而且压应力的数值随着喷丸强度 5 结论 的提高而增大 。粗糙度是影响腐蚀性能 的重要 因素 , 随着喷丸强度 5 . 1 2 0 2 4在 3 %N a C l + 0 . 5 %H2 0 溶液 中具有应力腐蚀敏感性 , 应 的升高 , 表面粗糙度也逐渐增大。 力 和腐蚀介质的协 同作用会增大 2 0 2 4的腐蚀深度 。 4 讨 论 5 . 2采用 喷丸处理来提高 2 0 2 4铝合金的应力腐蚀抗性时 , 需要 喷丸对铝合金表面 的影 响主要有 以下三个方 面目 : 表层 晶粒细 采用合适 的喷丸参数 , 喷丸强度过低则效果不佳 , 喷 丸强度太高反 化、 引入残余压应力和表面粗糙度增加。 由于其他合金元素的存在 , 而会 降低 其应力腐蚀寿命 ,只有合适强 度的喷丸才 能达到最佳效 铝合金表面存在 与基体性质有差异的晶界和第二相等 , 使得铝合金 果 。 表面的钝化能力 和钝化膜 的耐蚀性 均 比纯铝差 , 晶界和第二相等部 参 考 文 献 位钝化膜更 容易破坏 , 从而 引起点蚀 、 晶间腐蚀等局部腐蚀 。 喷丸引 [ 1 1 . Mc N a u g h t a n ,D . ,M. Wo mf o l d a n d M. J .R o b i n s o n ,C o r r o s i o n 起 的晶粒 细化使 铝合金表面 的晶界和 晶内的比例增加 ,组织 更均 pr o d u c t f o r c e me a s u r e me n t s i n t h e s t u d y o f e x f o l i a t i o n a n d s t r e s s o r r o s i o n c r a c k i n g i n h i g h s t r e n g t h a l u mi n i u m a l l o y s .C o r r o s i o n 匀, 使局部腐蚀得 到缓解 , 腐蚀趋 向均 匀化 , 降低 了腐蚀影 响深度 。 c 喷丸引入 的残余压 应力能够抵消铝合金表 面部 分外加应力 和晶界 S c i e n c e , 2 0 0 3 . 4 5 ( 1 0 ) : P . 2 3 7 7 - 2 3 8 9 . 腐蚀产物产生的外推力[ 】 1 , 降低裂纹 尖端 的应 力强度 因子 , 抑制腐蚀 【 2 】 . A s q u i t h ,D . T . ,e t a 1 . , T h e e f e c t o f c o m b i n e d s h o t - p e e n i n g a n d EO t r e a t me n t o n t h e c o ro s i o n p e fo r r ma n c e o f 2 0 2 4 A 1 a l l o y . 裂纹 的产生和扩展 。喷丸 的强度越大 , 晶粒细化 的程度与残余压应 P 力 的深度和数值越 大, 但粗糙度 随之增大 。表面粗糙度 的增加会增 T h i n S o l i d F i l m s , 2 0 0 7 .5 1 6 ( 2 — 4 1 : P . 4 1 7 — 4 2 1 . 大铝合金与腐蚀介质接触 的实际面积 , 使均匀腐蚀速率增加 。而且 【 3 】 .L i u ,X .a n d G . S .F r a n k e l ,E f f e c t s o f c o m p r e s s i v e s t r e s s o n l o - 喷丸强度越大 , 引起的表面的损伤性破坏 ( 如开裂 和叠层 等 ) 也越严 c a l i z e d c o r r o s i o n i n A A 2 0 2 4 一 T 3 .C o r o s i o n S c i e n c e ,2 0 0 6 .4 8 ( 1 0 ) : 重, 在受 到应力腐蚀时 , 容易从损伤处发生局部腐蚀或萌生裂纹 。 所 P.3 3 0 9 — 3 3 2 9 . 以采用喷丸处理来提高 2 0 2 4铝合金应力腐蚀性能时 ,需要采用合 [ 4 ] . Z h a n g ,X .a n d D.L i u ,E f e c t o f s h o t p e e n i n g o n f r e t t i n g f a - 适喷丸参数。 较 低强度( s P : 0 . 1 2 mm N) 喷 丸引起的表面的损伤小但 t i g u e o f T i S l 1 a l l o y a t e l e v a t e d t e mp e r a t u r e .I n t e r n a t i o n a l J o u na r l 表 面残余 压应力较小 , 晶粒细化层深度较浅 , 对铝合金应 力腐蚀性 o f F a t i g u e , 2 0 0 9 .3 1 ( 5 ) : P .8 8 9 - 8 9 3 . 能改善效果不佳 ; 过 高强度 ( s P : O . 2 8 mm N) 喷丸 , 尽管引入 了较大 【 5 】 . A s q u i t h ,D . T . ,e t a 1 . ,E f f e c t o f c o m b i n e d s h o t - p e e n i n g a n d 的表面残余压应 力和造成 了较深的强化层 , 但导致 的表面损伤程度 P EO t r e a t me n t o n f a t i g u e l i f e o f 2 0 2 4 A 1 a l l o y .T h i n S o l i d F i l ms , 较大 , 反而 降低 了铝合 金的应力腐蚀抗性 ; 只有采取适 中强度( s P : 2 0 0 6 . 5 1 5 ( 3 ) : P .1 1 8 7 — 1 1 9 1 . 0 . 1 8 m m N ) 的喷丸处理 , 表面引入较大的残余压应力和造成适 中的 强化层深度 , 且喷丸导致的表 面损伤程度较低 , 才能使 2 0 2 4铝合金
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(School of Mechanical Engineering,Jiangsu University,Zhenjiang,Jiangsu 212013,China)
Abstract In order to investigate the effects of laser shot peening (LSP)on mechanical properties of 6061-T6 aluminum alloy under different strain rates,standard tensile specimens are tested under different conditions like single-side LSP and two-side LSP,followed by the tensile property tests under four different strain rates from0.0001 to0.1 s-1.The distribution of surface residual stress is measured,and surface roughness before and after LSP is observed.Furthermore,the relation between surface roughness and elongation is also investigated.The grain size and microstructure before and after LSP are analyzed.The results show that the ultimate tensile strength (UTS)and yield strength increases but the elongation decreases with the increment of strain rate.Compared with the untreated sample,the UTS and yield strength after single-side LSP increase slightly,and the elongation decreases by about 1% .After two-side LSP,the UTS increases by 10.8% ,and the yield strength increases by 12.5% ,the elongation decreases by about 2% .A large amount of grain is refined and the dislocation density also increases in the laser- peened area,which improves the mechanical properties of 6061-T6 aluminum alloy. Key words laser technique;laser shot peening;mechanical property;strain rate;6061-T6 aluminum alloy OCIS codes 140.3440;140.3538;160.3900;220.4610
Analysis on Mechanical Property of 6061-T6Aluminum Alloy by Laser Shot Peening Based on Strain Rate
Zhou Jianzhong Zuo Lidang Huang Shu Xu Zengchuang Yang Jing Ji Xinglu Xie Xiaojiang
第 39 卷 第 5 期 2012 年 5 月
中 国 激 光 CHINESE JOURNAL OF LASERS
Vol.39,No.5 May,2012
基于应变速率的激光喷丸强化6061-T6 铝合金力学性能分析
周建忠 左立党* 黄 舒 徐增闯 杨 晶 季杏露 谢小江
(江苏大学机械工程学院,江苏 镇江 212,具有良 好 的 塑 性、焊 接
性 和 耐 蚀 性 ,无 应 力 开 裂 倾 向 ,目 前 广 泛 应 用 于 航 空 航天、船舶制造 和 铁 道 车 辆 等 行 业。 通 过 对 振 动 应