铁氧体磁芯涂层作业指导书
暗室铁氧体铺设工艺

暗室铁氧体铺设工艺一、引言铁氧体是一种常见的磁性材料,具有广泛的应用前景。
在许多领域,如电子、通信、医疗等,都需要使用到铁氧体材料。
暗室铁氧体铺设工艺是一项关键的工艺步骤,它决定了铁氧体材料的质量和性能。
二、工艺步骤2.1 准备工作在进行暗室铁氧体铺设之前,需要进行一系列的准备工作。
包括材料准备、设备准备和环境准备等。
1.材料准备–铁氧体材料:选择适合的铁氧体材料,根据需求进行筛选。
–溶液:准备适当浓度的溶液,用于涂覆铁氧体材料。
–基材:准备一个平整的基材,用于支撑铁氧体材料。
2.设备准备–涂覆设备:选择适合的涂覆设备,如刮涂机、旋涂机等。
–烘烤设备:准备一个可以控制温度和时间的烘烤设备,用于使涂覆层干燥和固化。
3.环境准备–暗室:准备一个能够提供足够暗度的室内空间,以避免外界光线对工艺步骤的干扰。
–温度控制:调整暗室的温度,保持稳定的工作环境。
–通风系统:安装良好的通风系统,保证室内空气的流通,排除有害气体。
2.2 涂覆铁氧体材料在暗室中进行涂覆铁氧体材料的操作步骤如下:1.清洗基材:将基材放入清洗液中,通过搓洗或超声波清洗,去除基材表面的杂质和油污。
2.涂覆溶液:借助涂覆设备,将溶液均匀地涂覆在基材上。
3.刮涂或旋涂:利用刮涂机或旋涂机,使涂覆层均匀地分布在基材表面。
4.干燥烘烤:将涂覆好的基材放入烘烤设备中,按照预设的温度和时间进行烘烤,使涂覆层干燥和固化。
2.3 后续处理铁氧体材料经过涂覆后,还需要进行一些后续处理步骤,以提高铁氧体材料的性能和稳定性。
1.清洗和检验:清洗铁氧体材料,去除残留溶液和颗粒杂质。
同时,进行质量检验,确保涂覆层的质量和厚度满足要求。
2.磨削和打磨:对铁氧体材料进行磨削和打磨处理,以改善表面的平整度和光洁度。
3.检测和测试:对铁氧体材料进行磁性和电性能的测试,以验证其性能指标是否符合要求。
4.包装和存储:对处理好的铁氧体材料进行包装,以防止湿气和污染物的侵入。
同时,合理存储铁氧体材料,避免长时间暴露在光线和高温环境中。
铁氧体磁铁外观挑选作业指导书

作业指导书生效日期:XXXXXXXXXX
工序名铁氧体磁铁外观挑选作业指导书作业名称线别工位文件版次文件编号
A/0
一.操作示图:
使用工具/辅料注意事项
修
订
记
录
NO版本修订内容日期修改人做成确认承认
1.作业过程中必须轻拿轻放防止产品二次损坏。
2.良品盒与不良品盒子
用不同颜色或者贴上标识,防止混料。
1.操作注意:进行作业前必须先
佩戴好手套,不可用手直接触摸产品。
1.将铁氧体产品放在面板上,把产品在台面上均匀铺开,
看产品表面是否有不良(粘铁粉脏片、缺边、裂纹),并
把不良品取出(放置在红色不良品盒里。
2.然后将两块面板叠加在一起,并翻转过来,将产品的另
一面翻上来,看另一个面是否有不良(粘铁粉脏片、缺边、
裂纹),并把不良品取出。
3.拿起单个产品观察产品,先检查内孔是否有不良(缺边、
裂纹),再检查外径是否有良(缺边、裂纹),并把不良
品取出。
放在红色不良品盒内。
4.将挑选合格的产品放入大号蓝色周转箱内,进行
包装作业。
内孔缺边
裂纹
刀纹
外径缺边
表面粘铁粉合格品。
磁粉作业指导书(新)

作业指导书 BJSJ-3-A-JC-02 第 1 页共 4 页磁粉作业指导书BJSJ-3-A-JC-02编制:审核:批准:作业指导书 BJSJ-3-A-JC-02 第 2 页共 4 页磁粉作业指导书一、编制目的为保证钢结构无损探伤磁粉检测项目的顺利开展,确保检测工作的规范性,特制定本作业指导书。
二、适用范围本作业指导书适用于钢结构无损探伤的磁粉检测项目。
三、引用标准1、《公路工程质量检验评定标准》(JTG F80/1-2004);2、《建筑结构检测技术标准》(GB/T 50344-2004);3、《钢结构施工质量验收规范》(GB 50205-2001);4、《钢结构设计规范》(GB 50017-2003);5、《焊接磁粉检验方法和缺陷磁痕的分级》(JB/T 6061-92);6、《磁粉探伤方法》(GB/T 15822-1995)。
四、检验仪器设备1、磁粉探伤机:符合JJG100-1992的要求;2、检测所需的磁粉、载液、反差增强剂、标准试片:符合?的要求。
五、操作程序1、预处理1.1清除清除工件表面油污、铁锈、毛刺、氧化皮、金属屑和砂砾等;使用水磁悬液时,工件表面要涂油;使用油磁悬液时,工件表面不应有水分;干法检验时,工件表面应干净和干燥。
1.2打磨有非导电覆盖层的工件通电磁化时,须将与电极接触部位的非导电覆盖层磨掉。
1.3分解与封堵装配件一般应分解后检测;如果工件有盲孔和内腔,检测前应将孔洞封堵上,应注意,检验使用过的工件时,小心封堵物掩盖疲劳裂纹。
1.4施加反差增强剂作业指导书 BJSJ-3-A-JC-02 第 3 页共 4 页如果磁痕和工件表面颜色对比度小,可在检测前先给工件表面施加一层反差增强剂。
2.检测工序安排磁粉检测应安排在容易产生缺陷的各道工序(如焊接、热处理、机加工、磨削、矫正和加载试验)之后进行;对于有产生延迟裂纹倾向的材料,应把磁粉检测安排在焊接后24h进行;磁粉检测应安排在涂漆、发蓝、磷化和电镀等表面处理之前进行。
涂层厚度检测作业指导书

文件编码合肥金邦融和机电设备有限公司页次版本A/0文件名称涂层测厚仪作业指导书页码第1页/共2页编辑:审核:批准:生效日期1.0目的规范涂层测厚仪的作业规程。
2.0 范围本文件适用铁磁性钣金件表面的非磁性镀层和非导电涂层的厚度测量。
3.0 职责品质部:负责本文件的制定、完善和执行,负责本检测设备的维护、保养及校正工作。
注:本仪器使用者必须先熟读本作业指导书,按照规程进行操作。
4.0 定义涂层测厚仪的测厚原理:磁性法:当测头与覆盖层接触时,测头和磁性金属基体构成闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可导出覆盖层的厚度。
5.0仪器各部分介绍测量指示灯显示部分按键部分探头6.0操作方法6.1打开仪器,按OK键开机。
6.2关机/自动关机,一分钟不使用,仪器自动关机(关机=没有任何显示)。
6.3校准:校准需要有下面几项东西:未镀过的底材(形状底材物料要与待测部件一致)和一片校准片(仪器随机的72.7±1μm左右的标准片)。
注意:校准将删除内存中所有的读数。
6.3.1按CAL键,显示“BASE”(即未镀过的底材)6.3.2在底材上测量5次左右。
每次测量后,会显示当前读数。
6.3.3按OK键显示0.00和STD1(即校准标准片#1)6.4.4把校准片放在底材上,测量5次左右。
6.5.5用或键调整第4步的最后一个数值至标准片的标称值,如72.7μm。
6.3.6按OK键,完成校准。
6.4测量涂层厚度6.4.1仪器开启后,将探头保护套摘除,把仪器探头放在要测量的工件上,等待仪器发出测量声响后。
6.4.2把仪器提离工件,屏幕显示读数。
6.4.3如果多次测量时,重复6.4.1和6.4.2。
6.4.5用或键翻看测量数据。
屏幕显示“------”并保持1秒左右任何时候都可继续测量。
6.4.6一组测量数据的结果评估:图标RES在显示屏中出现。
按OK键进如结果评估程序首先显示的是X,按或进入S、N、MIN、MAX相应值,在按OK键,结束评估程序。
《磁性材料工艺员培训》作业指导书
磁性材料工艺员培训实践教学任务指导书(适用于材料工程技术专业)宜宾职业技术学院2010-2-26.宜宾职业技术学院磁性材料工艺员培训作业指导书适用于材料工程技术专业制订人:现代制造系谢瑞兵一、《磁性材料工艺员培训》的地位与作用《磁性材料工艺员培训》是一门材料工程技术专业关于磁性材料生产工艺技术管理方面的应用性实践课程。
它既是对前面所学的专业知识、专业技能特别是铁氧体大生产工艺技术的综合运用和提升,同时又为从事磁性材料生产工艺技术管理奠定基础。
二、培训任务与基本要求任务一:明确磁性材料工艺员的职责与作用;任务二:熟悉磁性材料生产工艺,掌握实践操作基本技能;任务三:掌握磁性材料生产工艺管理的基本方法和技能;任务四:培养观察现象、分析原因、制定措施、解决问题的能力和习惯。
三、实践教学组织、场地、主要设备仪器及性能简介1、实践教学组织培训过程采用分组形式进行,全班分为四个小组。
2、场地⑴.磁性实验室⑵、磁性能测量室3、主要仪器设备和技术规格本课程的主要设备有:四缸球磨机、油压机、简易磨床、台秤、托盘天平、箱式电阻炉以及磁性测量全套实验设备仪器。
其性能介绍见相关设备仪器的使用说明书。
主要原辅材料有:永磁铁氧体料粉(平均粒度4~6µm)、碳酸锶(纯度>98%)、二氧化硅(纯度>98%)、三氧化二铝(纯度>99%)、钢球(φ6,硬度≥HRC62)、其他微量添加剂等。
主要设备仪器及技术规格四、培训教学任务及要求培训教学任务表磁性材料工艺员培训第一部分:工艺员的职责与作用一、磁性材料工艺员1.材料材料[material]是人类用于制造物品、器件、构件、机器或其他产品的那些物质。
材料是人类赖以生存和发展的物质基础。
20世纪70年代人们把信息、材料和能源誉为当代文明的三大支柱。
80年代以高技术群为代表的新技术革命,又把新材料、信息技术和生物技术并列为新技术革命的重要标志。
这主要是因为材料与国民经济建设、国防建设和人民生活密切相关。
涂层附着力检测作业指导书

工艺文件涂层附着力检测作业指导书WT00000000-54640
XX公司
2010-09-01
5.2.7用手指尖用力蹭黏胶带,使其紧粘涂层。
在贴上黏胶带的5min内,拿住胶带悬空的一端,使其与涂层表面成60°夹角,在0.5~1.0s内平稳地撕离黏胶带。
a)切割部位俯视图(切割间距为d) b)粘胶带从涂层切割部位撕离示意图
图1 切割及粘贴、撕离示意图
5.2.8 在良好的照明环境中,对切割区刷扫后,直接目视或借助放大镜仔细检查粘贴后的切割部位,通过将切割区涂层的完整性与表1中图示比较,评定附着力等级。
5.2.9在试板或待测产品上三个不同部位的进行试验。
5.2.10若三次结果不一致,评定的差值超过一个单位等级,换个位置重新进行试验。
必要的话,另用样板。
6 附着力等级评定
6.1 附着力等级评定表,见表1。
表1 附着力检测等级评定表
分级说明发生脱落的十字交叉切割区的表面外观
0 切割边缘完全平滑,无一格脱落----
1 在切口交叉处有少许涂层脱落,但交叉切割面积受影响不能明显大于5%。
铁氧体磁芯设计手册

铁氧体磁芯设计手册
1. 材料特性,介绍铁氧体材料的基本特性,如磁导率、饱和磁
感应强度、矫顽力等,以及不同类型铁氧体材料的特点和适用范围。
2. 磁芯结构,详细介绍不同类型的铁氧体磁芯的结构、形状和
尺寸,以及它们在不同应用中的优缺点和选择原则。
3. 磁芯设计原理,阐述铁氧体磁芯在电路中的工作原理,如磁
通路径、磁滞损耗、涡流损耗等,以及如何根据具体的应用需求进
行合理的磁芯设计。
4. 磁芯制造工艺,介绍铁氧体磁芯的制造工艺和工艺参数,包
括材料成型、烧结、磁化等过程,以及对磁芯性能影响的因素。
5. 应用案例,给出一些实际的应用案例,包括变压器设计、电
感线圈设计、传感器设计等,以及相应的磁芯选择和设计方法。
设计手册的编写旨在帮助工程师和设计人员更好地理解和应用
铁氧体磁芯材料,从而设计出性能优良、成本合理的电磁设备。
设
计手册通常由材料科学家、电磁工程师和制造商共同编写,结合理
论知识和实际经验,具有很高的参考价值和实用性。
希望这些信息能够帮助你更好地了解铁氧体磁芯设计手册。
磁芯涂装作业指导书

(3)、把正负补偿按钮按为正补 偿黑色闪烁;分别按圆盘伺服
回零和分料伺服回零
(4)、把磁芯加到圆盘上,观察磁芯 能否顺利输送,如、把机器状态拨到自动, 按自动启动绿色按钮,等输 送带完成一轮送样后,按尾
(6)、根据产品规格书选择 合适的粉末,边开气边加粉 末,确保粉末能在粉盒中自
由流动并满至刻度线
(7)、根据所做产品的规格 书调整合适的参数;等隧 道炉温度达到后点尾料解
除,开始生产
(8)、生产过程中要时刻关注上料和串 杆位置有没有故障
(9)、检查磁芯涂装质量,确保 无针孔和皱纹等瑕疵,用游标 卡尺和涂层测厚仪测量尺寸是
否达标
制 定:XXX
审核:XXX
批准:XXX
文件类别 文件名称
XXX公司
作业指导书 滚涂作业指导书
滚涂作业指导书
文件编号 版本/版次 制定日期 页数
XXX A/0 XXX 第1页,共 1页
(1)、打开系统上电,根 据不同大小的产品设定加 热温度(例如270粉芯为 190度),打开固化和烘箱
加热
(2)、打开冷却系统,观察电 源和压缩机指示灯是否闪烁
涂层测厚仪作业指导书
涂层测厚仪作业指导书 编号:MHMI0522实施日期: 2011 年 7 月 1 日版本:1.0 受控状态:起 草:审 核:批 准:1.目的规范涂层测厚仪的作业规程。
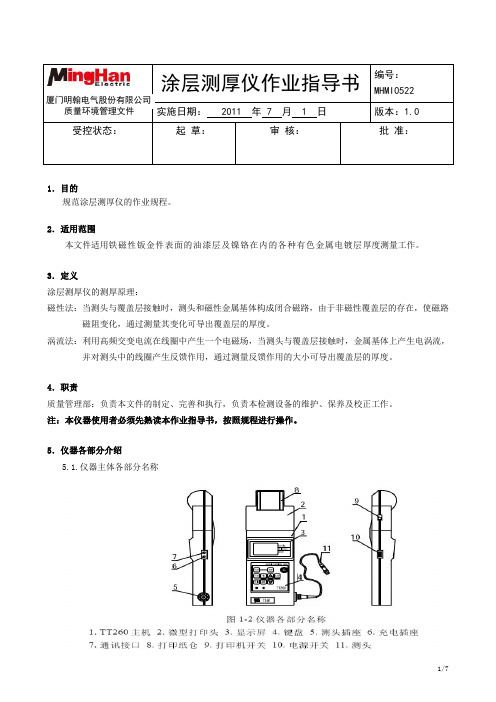
2.适用范围本文件适用铁磁性钣金件表面的油漆层及镍铬在内的各种有色金属电镀层厚度测量工作。
3.定义涂层测厚仪的测厚原理:磁性法:当测头与覆盖层接触时,测头和磁性金属基体构成闭合磁路,由于非磁性覆盖层的存在,使磁路磁阻变化,通过测量其变化可导出覆盖层的厚度。
涡流法:利用高频交变电流在线圈中产生一个电磁场,当测头与覆盖层接触时,金属基体上产生电涡流,并对测头中的线圈产生反馈作用,通过测量反馈作用的大小可导出覆盖层的厚度。
4.职责质量管理部:负责本文件的制定、完善和执行,负责本检测设备的维护、保养及校正工作。
注:本仪器使用者必须先熟读本作业指导书,按照规程进行操作。
5.仪器各部分介绍5.1.仪器主体各部分名称厦门明翰电气股份有限公司质量环境管理文件5.2测头各部分名称5.3屏幕显示说明6.仪器的校准6.1校准标准片(包括箔和基体)已知厚度的箔或已知覆盖层厚度的试样均可作为校准标准片。
简称标准片。
6.1.1校准箔对于磁性方法,“箔”是指非磁性金属或非金属的箔或垫片。
“箔”有利于曲面上的校准,而且比用有覆盖层的标准片更合适。
6.1.2基体6.1.2.1对于磁性方法,标准片基体金属的磁性和表面粗糙度,应当与待测试件基体金属的磁性和表面粗糙度相似。
为了证实标准片的适用性,可用标准片的基体金属与待测试件基体金属上所测得的读数进行比较。
6.1.2.2如果待测试件的金属基体厚度没有超过附表1中所规定的临界厚度,可采用下面两种方法进行校准:a) 在与待测试件的金属基体厚度相同的金属标准片上校准;b) 用一足够厚度的,电学性质相似的金属衬垫金属标准片或试件,但必须使基体金属与衬垫金属之间无间隙。
对两面有覆盖层的试件,不能采用衬垫法。
6.1.2.3如果待测覆盖层的曲率已达到不能在平面上校准,则有覆盖层的标准片的曲率或置于校准箔下的基体金属的曲率,应与试样的曲率相同。
软磁铁氧体磁芯规格参数说明书

初始磁导率温度系数ɑµ
Temperature factor of initial permea bility
饱和磁通密度 (Saturationflux Density) BS
H=1194 A/M
剩磁(Remanence)
Br
矫顽力 (Coercivity) HC
电阻率(Electrical resistivity)
5
4.9
铁粉芯材料特性 Iron powder cores Characteristics
材料 编号 Material Mix No.
有效磁导率(µ0) Refernce Permeability
磁导 率温度系 数 (+ppm/c) Temp Ccef of Perm
在 DC 偏流下磁导率
Permeability with DC Bias
28.5±0.5 28.0±0.4 30.1±0.6 33.2±0.6 35.0±0.6 40.2±0.6 42.15±0.85 42.15±0.85 50.0±0.7 55.15±1.0 65.1±1.35 70.0±1.0
80.0±2
EE85
85.0±3.4
EE110
110+4.0-1.0
EE120
14.6±0.4 16.75±0.25
14.6±0.4 16.95±0.25
65.6+0-1.2 67.0±1.0
17.4-0.8 32.0±0.5
20.0-0.7 22.5±0.5
76±1.0
20±0.5
20.0±0.5
E
20.2 min 18.6min 19.9±0.4 23.5min 24.8min 27.5±0.5 29.5min 29.5min 34.2min 37.5min 44.2+1.8 48min