返修记录表格
返工作业管理规范(含表格)

返工作业管理规范(IATF16949-2016)1 总则1.1 目的为了规范返工返修产品的作业流程,确保返工返修产品的质量和进度处于受控状态,特制订本规范。
1.2 适用范围本办法适用于与产品质量有关的生产在制品、成品、退货产品的返工作业。
1.3 相关权责1.3.1生产部负责各工序返工返修产品的生产、修理、标识及记录;1.3.2品质部负责返工产品的裁决、检验、标识、记录,以及对返工流程的拟定和返工产品过程的监控。
1.3.3 计划部负责对返工返修产品完成时间的界定,及对返工过程中的进度进行跟进和监控。
1.3.4 工艺部负责协助返工返修流程的拟定,及对返工产品现场操作的指导。
(注:晚班返工流程及工艺指示由品质工程师代理完成)1.4 专用名词定义无2 流程序号作业流程责任部门/责任人使用表单作业内容1制造/品质部检验员不合格品返工处置单对在制的不合格品及客户退货产品,品质部IPQC/客诉工程师根据品质标准判定需返工时,开出《不合格品返工处置单》,详细描述问题缺陷、数量。
注:属于本工序返工返修的产品不需开单,但对于非常规工艺返工且有影响功能性的问题时必须开单由品质或或工艺部给出明确的返工指示。
2品质/工艺部同上品质部工程师或经理根据异常的实际情况判定是否需要返工,必要时会同工艺工程师进行评审,并判定其责任工序及拟定相应的返工流程和操作要求。
3品质部/IPQC/客诉工程师返工记录登记表过程IPQC/客诉工程师需对《不合格品返工处置单》进行编号,登记并详细记录其发出时间。
4生产部不合格品返工处置单生产部需根据返工流程和工艺操作注意事项组织对不合格品进行返工,并在《不合格品返工处置单》上详细注明返工记录。
若返工板在当工序返工遇到困难时,必须在30分钟内联络到品质部(晚班联络到夜班负责人),由品质部组织给出处理方案,任何返工板不得在单工序停留一个班次以上。
5品质部 同上各工序检验员根据产品检验标准,对返工产品进行检验并详细记录返工产品的结果。
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
品质管理表格-不合格品控制程序(二)

1.目的控制不合格品,防止误用不合格品,确实做好改善措施,杜绝品质问题的发生。
2.范围:适用于凡判定为不合格的原材料、半成品与成品以及客退品的控制。
3.权责4.定义4.1不合格品:经过检验判定的不符合公司顾客要求和规范的原物料、配件、半成品和成品。
4.2待处理品:检验状态不明或待决定的物品。
4.3特采品:1、制程特采品,在不影响产品最终品质(外观和功能)情况下准予让步接受。
2、最终特采品,在不影响产品使用功能特性条件下,准予让步接受。
4.4返工:对不合格品采取措施,以便其满足规定要求。
4.5返修:对不合格品采取措施,以达到预期的使用目的。
5.作业内容5.1流程图(见附件一)5.2不合格品的判定、标识、隔离。
5.2.1品管部IQC、QA负责对来料、最终检验和测试中不合格品进行判定并对判定出来的不良品用“标识卡”进行标识。
(红色的检验拒收章)5.2.2各生产部门对生产中产生的不合格品用标有“不良品“字样的红色胶框标识,并将所有不合格品进行隔离以防止生产中误用。
5.2.3不合格品的标识:红色的检验拒收章。
参见《生产和服务运作程序》执行。
5.3不合格品的评审5.3.1在检验过程中检出之不合格品:a.制程中/部门转序的不合格品,由品质付组长/组长评审,(必要时主管评审)。
b.来料的不合格品由IQC评审。
最终不合格品,由QA评审。
5.3.2评审的结果有:返工、返修、特采、退货、挑选、报废等几种状态。
5.4评审后不合格品的处理5.4.1来料物品不合格的处理参见《来料检验程序》。
5.4.2配件半成品、仓储品、成品的不合格处理:对制程检验或最终检验出现不合格品时,参见《纠正与预防措施程序》执行;若配件半成品中需要返工、返修时,由车间组长提出,并通知不合格品部门返工、返修,成品则由QA提出并通知相关部门。
5.4.2.1返修:本部门能返修合格的,由本部门必须在该批订单完成前返修完,本部门不能返修合格的,由负责物料的副组长填写《返修记录表》交至返修部门返修,并跟进。
全套钢结构检测原始记录表格技术表格(23张)
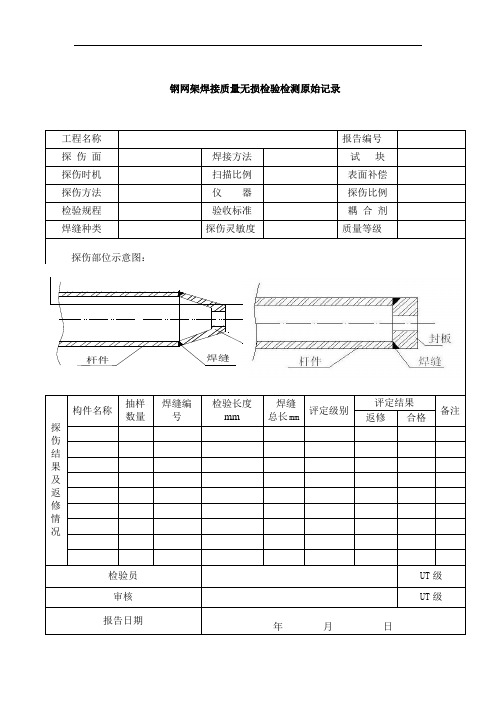
钢网架焊接质量无损检验检测原始记录工程名称报告编号探伤面焊接方法试块探伤时机扫描比例表面补偿探伤方法仪器探伤比例检验规程验收标准耦合剂焊缝种类探伤灵敏度质量等级探伤部位示意图:探伤结果及返修情况构件名称抽样数量焊缝编号检验长度mm焊缝总长mm评定级别评定结果备注返修合格检验员UT级审核UT级报告日期年月日杆件焊缝锥头涂层厚度检测原始记录检验:审核:年月日高强度大六角螺栓检测原始记录检验:审核:年月日扭剪型高强螺栓检测原始记录检验:审核:年月日紧固件机械性能检测原始记录检验:审核:年月日粗牙螺纹螺母检测原始记录检验:审核:年月日六角头螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点高强螺栓检测原始记录检验:审核:年月日钢网架螺栓球节点检测原始记录检验:审核:年月日钢网架焊接空心球节点检测原始记录检验:审核:年月日钢筋焊接件检测原始记录检验:审核:年月日焊接接头及焊接试样检测原始记录检验:审核:年月日构件摩擦面检测原始记录检验:审核:年月日焊接球及螺栓球加工质量检测原始记录检验:审核:年月日钢网架杆件尺寸检测原始记录检验:审核:年月日钢网架支承面检测原始记录检验:审核:年月日总拼及安装质量检测原始记录检验:审核:年月日钢柱垂直度检测原始记录检验:审核:年月日节点承载力检测原始记录检验:审核:年月日网架工程挠度检测原始记录表检测:审核:钢网架整体偏差检测原始记录检验:审核:年月日垂直度和侧向弯曲检测原始记录检验:审核:年月日主体结构尺寸检测原始记录检验:审核:年月日。
记录表格填写示例

施工现场质量管理检查记录表A.1施工现场质量管理检查记录开工日期:2009年5月18日注:“施工技术标准施工的其他行为”主要指:(1)未建立或认真执行班组自检、互检、交接检制度的;(2)按标准规定应当进行检查而未进行检查或检查不合格按合格使用的;(3)未及时进行分项工程评定、检验评定不真实的,质量保证资料整理不及时、真实、完整的;检验批质量验收记录由施工单位项目专业质量检查员填写,监理工程师(建设单位项目代表)组织施工单位项目专业质量检查员等进行验收,并按表B.1记录和做出验收结论。
在表B.1中,一般项目中的定量检查项目,其“检查评定记录”应填写实测值,定性检查项目采取“J”、“X”的记录方式,其中“J”代表合格点(处、件),“X”代表不合格点(处、件)。
表B.1立式储罐基础沥青砂垫层工程检验批质量验收记录(SY4202-2007)表2.6分项工程质量验收记录由施工单位专业质量检查员填写,总监理工程师代表(建设单位代表)组织施工单位项目专业技术、质量检查员等进行验收,按表C.1做出验收结论。
表C.1立式储罐基础沥青砂垫层分项工程质量验收记录分部(子分部)工程质量验收记录分部(子分部)工程质量验收记录由施工单位专业质量检查员按表D.1填写,总监理工程师(建设单位项目技术负责人)组织施工单位项目技术负责人和有关单位项目负责人等进行检查验收,对影响结构安全的分部(子分部)工程验收,勘察、设计单位必须参加;其他分部(子分部)工程验收,勘察、设计单位可不参加。
表D.1设备基础分部(子分部)工程质量验收记录单位(子单位)工程质量控制资料核查记录单位(子单位)工程质量控制资料核查记录由施工单位项目技术负责人按表G.1填写,总监理工程师(建设单位项目技术负责人)组织有关专业监理工程师(专业技术人员)按照各专业施工质量验收规范的规定进行单位(子单位)工程质量控制资料核查,并做出核查意见。
工程质量监督机构对单位(子单位)工程质量控制资料进行抽查。
返修记录表格

以下是一个简单的返修记录表格示例:
序号
产品名称
生产日期
返修日期
返修原因
返修人员
返修结果
1
产品A
2022-01-01
2022-03-15
电源故障
张三
已修复
2
产品B
2022-02-15
2022-04-05
按键失灵
李四
已修复
3
产品C
2022-03-0更换部件
4
产品D
2022-04-10
2022-05-15
软件故障
赵六
已修复
说明:
1."序号"列用于标识每条返修记录的序号。
2."产品名称"列用于填写产品名称。
3."生产日期"列用于填写产品的生产日期。
4."返修日期"列用于填写产品返修的日期。
5."返修原因"列用于填写产品出现问题的原因。
6."返修人员"列用于填写负责返修的人员姓名。
返工返修作业程序(含表格)
返工返修作业程序(IATF16949-2016/ISO9001-2015)1.0目的为有效地控制不合格品的返工返修作业,使返工返修作业过程更加顺畅,以期达到对返工返修品质量控制之目的。
2.0适用范围公司所有不合格的返工返修作业。
3.0属于和定义3.1 返工:为使不合格产品符合要求而对其采取的措施,返工后的产品一定是合格品。
3.2 返修:为使不合格产品满足预期用途而对其所采取的措施,返修后的产品可以满足预期用途,但不一定是合格品。
4.0权责4.1品质部负责相关不合格的处置方式的判定,返工返修过程品质跟踪,结果品质确认。
4.2技术部依据产品不合格现状,制订返工返修方案,必要时下发临时工艺图纸。
4.3生产部负责返工返修作业管制、调度、成本核算等。
4.4相关车间按照返工返修方案负责实施返工返修作业。
4.5财务部负责按月统计汇总返工返修费用。
5.0工作程序5.1返工返修品的来源5.1.1进料检验不合格品原则上做全检或退货处理,确实生产所急需,由采购部组织评审,也可以实施返工返修作业。
5.1.2加工过程各制程发现的不合格品,品质部需依据不良现状实施判定,可做返工返修作业的,需在巡检报表上予以注明。
5.1.3顾客退货品有品质部负责判定是否需要返工返修。
注1:所有返工返修实施均需填写《返工返修单》。
注2:任何场所需返工返修的不合格品,均需单独隔离管制、并在产品标识牌上注明“待返工/返修”。
5.2返工返修方案的拟定5.2.1对于已判定为返工返修的不合格品,依据不合格原因,若为一些简单原因导致需要返工返修的,可有品质主管直接在检验记录表上予以确定。
不合格原因不限于外形尺寸、划伤、缩水、修边不良等。
5.2.2其它较复杂的返工返修,需技术部出具返工返修方案,返工返修方案必须注明适用产品数量,批次,量化的作业,检验,包装,标识方法。
5.3生产指令下达5.3.1所有的返工返修通知(如联络单、巡检报表和返工返修单/方案)都必须提交生产部,由其结合生产实际状况和订单要求,下达返工返修生产指令,安排相关单位实施返工作业。
玩具制造公司产品管理表格汇总(模板)
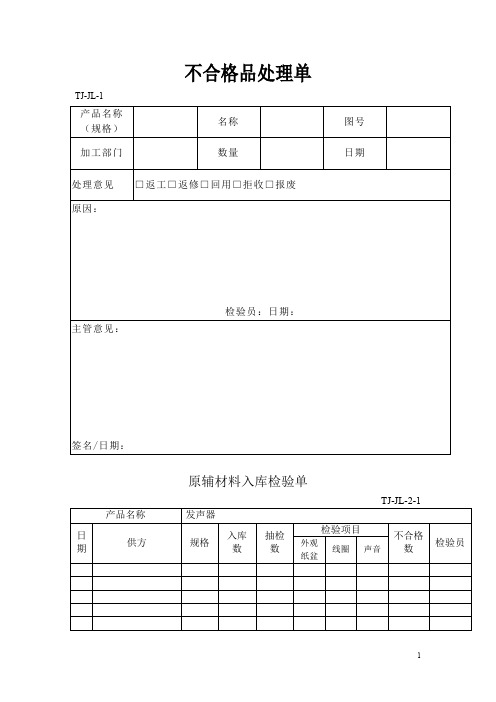
不合格品处理单TJ-JL-1原辅材料入库检验单惯性/电动玩具成品入库检验表原辅材料入库检验单原辅材料入库检验单原辅材料入库检验单原辅材料入库检验单产品一致性检查记录不合格品返修记录表TJ-JL-5填表人:质量负责人:日期:日期:装配车间工序检验记录单1.尺寸位置2. 螺丝3. 零件错装4. 零件漏装5. 粘纸翘角错位质量记录清单编制:批准:原辅材料入库检验单检验项目:1.外观2. 贴纸刀口3. 粘度4. 材料5. 印刷原辅材料入库检验单受控文件一览表TJ-JL-8文件收发记录表TJ-JL-9编制:批准:15文件更改申请单TJ-JL-10 N0:外来文件一览表17文件销毁记录表TJ-JL-12原辅材料入库检验单设备申购单设备台帐TJ-JL-13-2 N0:21设备验收单设备年度保养计划TJ-JL-13-4编制:批准:日期:23设备维护保养记录表TJ- JL-13-5年度培训计划表TJ-JL-14编制人/日期:批准人/日期:培训记录表TJ-JL-14-1记录人:内审日程安排计划编制人:批准人:日期:内审实施计划TJ-JL-16一、审核目的:为检查本公司的质量体系是否符合强制性产品认证工厂质量保证能力的规定要求且有效运行;检查公司产品是否符合有关国家标准要求和产品的关键零部件及结构是否符合型式试验送试样机的要求;检查客户对本公司产品质量及服务的反馈。
特进行本次内部质量审核。
二、审核范围:工厂质量保证能力要求及公司程序文件涉及的有关职能部门及产品一致性。
三、审核依据:1.强制性产品认证及工厂质量保证能力。
2.程序文件及其他有关文件。
四、审核组成员审核组长:审核员:五、审核时间六、审核报告发布日期及范围:审核报告将于年月发布。
发放范围:公司经理、各部门负责人及审核组成员。
七、审核日程安排八、编制不合格报告九、编制内部质量审核报告。
不合格报告内审报告(可另附纸叙述)内审检查表拉力测试记录检测设备台帐TJ-JL-21检测设备周期检定计划表审批: 日期: 编制:日期:原辅材料入库检验单关键工序检验记录单1. 不触及边缘尖端2. 可卸元件不可卸元件3. 产品外观整洁度4. 机械动作合格供应商名录编制:批准:日期:日期供应商业绩评定表供应商业绩评定表注塑车间工序检验记录单首件产品鉴定记录单工贸有限公司注塑工艺卡模具领用记录单质量记录清单编制:批准:原辅材料入库检验单批次管理统计表制表人:日期:客户档案顾客意见反馈处理表。
返工方案表格
返工方案表格篇一:返工管理程序返工管理程序(ISO9001:20XX)1.目的:为使返工品管理规范化,避免不合格品流入客户,特制定此程序.2.范围:适用于返工品的管理.3.权责:生产部:负责按要求对不良品进行返工,执行返工方案.工程部:负责对不良品进行分析,制定返工方案.品保部:负责监督及审核返工方案的执行情况,返工效果的确认.4.作业内容:FQC检验不良品的返工FQC跟线检验发现有功能不良品或批量性不合格品流入检测工位时,即开《矫正与预防措施单》通知生产相关人员停线整顿.功能不良品由工程部专业人员进行分析,并对分析记录于《矫正与预防措施单》原因分析栏.由工程部制定返工方案,生产部按返工方案进行返工,品保部监督返工情况及检验返工效果.若不良原因属轻微问题,品保部可直接要求生产部进行外观或电性返工.FQC发现的不良品返工数量最少为400Pcs以上.生产部负责人需对《矫正与预防措施单》相关项目进行填写并落实.品保部对其改善项目进行审核,核对改善效果,若改善效果明显则结果此专案,否则须重新循环.OQC检验不良品的返工OQC检查员按MIL-STD-105E 普通Ⅱ级抽检标准进行抽样.AQL 值为CR:0;MA:0;MI:;若客户有特殊要求按客户要求进行检验.OQC抽检时发现不良品数量超出允收数时, 由检查员开出《矫正与预防措施单》通知生产部相关人员退货进行返工.功能不良品由工程部专业人员进行分析,并对分析记录于《矫正与预防措施单》原因分析栏.由工程部制定返工方案,生产部按返工方案进行返工,品保部监督返工情况及检验返工效果.若不良原因属轻微问题,品保部可直接要求生产部进行外观或电性返工.OQC发现的不良品返工数量同送检批数量.生产部负责人需对《矫正与预防措施单》相关项目进行填写并落实.品保部对其改善项目进行审核,核对改善效果,若改善效果明显则结果此专案,否则须重新循环.客户检验不良品的返工客户检验发现不良品造成的退货及RMA品,由公司内部组成专案小组按照流程进行解决.由工程部对检验不良样品进行分析,并制定返工方案.生产部按工程部制定的返工方案进行返工,品保部对返工效果进行确认.若返工效果不能满足要求,则工程部需对返工方案重新制定.品保部主导《矫正措施报告》的回复,回复时间为3天内,若客户有特殊要求按客户要求进行.标准化的重新更改所有因标准化不符造成的返工,返工完毕后需对不符标准化相关文件重新更新.无铅产品的返工所有无铅产品的返工必须在专门的无铅生产线进行.所有无铅产品的返工人员必须为经无铅培训合格,颁发有无铅上岗证的人员.所有无铅产品的返工使用工具/治具/设备,必须为经工程确认合格的无铅专用工/治具.所有无铅产品的返工使用物料必须为经品保部检验合格,且粘贴有无铅标识的无铅物料.5.拆机品维修品管理方式所有经过拆机或修理后的部品一律重新再按照正常的生产制造流程流线检查。
生产设备维修保养表格

生产设备维修保养表格表格说明为了保证生产设备的正常运行和延长设备的使用寿命,对设备进行定期的维修保养是非常重要的。
本文档提供了一份生产设备维修保养表格,帮助企业或组织对各类生产设备进行维修保养管理。
本表格包含了设备信息、维修保养内容、维修保养日期等必要的信息,通过填写这些信息可以方便地记录设备的维护细节,并为设备维修保养工作提供依据。
表格内容设备编号设备名称设备型号维修保养内容维修保养日期备注1 机床XYZ-001 更换油封2022-01-012 压力机ABC-002 清洁润滑部件2022-01-053 输送带DEF-003 调整张紧力2022-01-104 电焊机UVW-004 更换电极2022-01-155 仪器设备GHI-005 校准仪器2022-01-20表格说明•设备编号:每个设备的唯一编号,方便进行设备管理和查询。
•设备名称:设备的名称或简称,方便进行识别。
•设备型号:设备的型号规格,用于区分不同型号的设备。
•维修保养内容:对设备进行维修保养的具体内容,如更换零部件、清洁润滑等。
•维修保养日期:进行维修保养的日期,记录设备维保的时间点。
•备注:可选项,用于记录设备维保过程中的其他信息或情况。
使用说明1.根据实际需要,逐条记录需要进行维修保养的设备及其相关信息。
2.当设备进行维修保养时,填写对应设备行中的维修保养内容。
3.在维修保养完成后,填写维修保养日期。
4.如果有其他需要记录的信息,可在备注栏中进行填写。
注意事项•填写表格时,请务必确保设备编号的唯一性,避免重复或混淆。
•维修保养内容应准确明确,便于维修保养人员进行操作。
•维修保养日期应准确填写,可参考实际维修保养完成的时间。
•如果需要记录更多信息,可按照需要扩展表格列数或在备注栏中进行补充。
结语生产设备维修保养表格是一份非常实用的工具,可以帮助企业或组织对生产设备进行规范的维修保养管理。
通过填写维修保养内容和日期,可以及时了解设备的维护情况,定期维修保养有助于预防设备故障和提高生产效率。
产品返工、返修处理流程-32

----------------下面是赠送的excel操作练习不需要的下载后可以编辑删除(Excel 2003部分)1.公式和函数1.(1)打开当前试题目录下文件excel-10.xls;(2)利用函数计算每个人各阶段总成绩,并利用函数计算各阶段的平均成绩;(3)“平均成绩”行数字格式都为带一位小数(例如0.0)格式;(4)同名存盘。
步骤:a)文件→在各阶段总成绩单元格内,点插入,点函数,在对话框中选择求和函数“SUM”,在对话中Number1内点右侧的按钮,将出现另外一个对话框,在文件中选择需要求和的单元格,然后点该对话框的右侧按钮,点确定(完成一个总成绩求和后,利用填充柄完成其他的总成绩求和,或者重复上面的顺序)→在平均成绩单元格内,点插入,点函数,选择算术平均值函数A VERAGE,出现对话框后,采用求和时的相同方法,完成操作→选中平均成绩行,点右键点设臵单元格,点数字,在分类项下点数值,设小数位为1,b)确定→保存2.(1)打开当前试题目录下文件excel-13.xls;(2)根据工作表中给定数据,按“合计=交通费+住宿费+补助”公式计算“合计”数,并计算交通费、住宿费和补助的合计数;(3)所有数字以单元格格式中货币类的“¥”货币符号、小数点后2位数表现(如:¥2,115.00格式);(4)同名存盘。
打开当前试题目录下文件excel-13.xls→在合计下的一个单元格内输入“=交通费(在该行的单元格,假如说是E3)+住宿费(同上)+补助(同上)”,回车(其他的合计可以采用填充柄完成,或者重复上面的顺序)→利用求和函数,参考1中的方法完成交通费、住宿费和补助的合计→选择文件中的所有数字单元格,点右键,点设臵单元格格式,点数字,点货币,选择货币符号为“¥”,设臵小数点后为2位,确定→保存文件→本题完成3.(1)打开当前试题目录下文件excel-2.xls;(2)根据工作表中数据,计算“总成绩”列的数据。
售后表格汇总
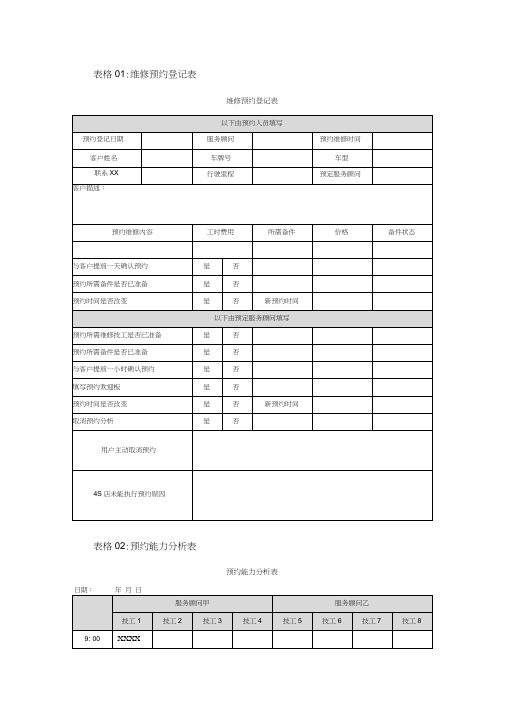
表格01:维修预约登记表
维修预约登记表
表格02:预约能力分析表
预约能力分析表
开始时间,箭头止点是客户接车时间,箭头上方注明车牌号。
(如没有上牌照的车辆,请将该车的VIN码的最后5位写在上面)。
表格03 :维修报价表
维修报价表
表格04 :维修接车单
维修接车单
机电口钣喷口改装口年月日时分
XX :
表格05:维修状态看板
维修状态看板
表格06:服务项目更改登记表
服务项目更改登记表
表格07 :维修车出店检验记录表
维修车出店检验记录表
表格08:维修质量分析表
维修质量分析表
表格09 :返修车处理记录
返修车处理记录
表格10:维修评核表(季度)
维修评核表(季度)
表格11:维修专用工具借用记录表
维修专用工具借用记录表
表格12:内部返修单
内部返修单
预防措施:
相关责任人处理:
技术主管签字:服务经理签字: 表格13:外部返修单
外部返修单
表格14:重复维修统计分析表
重复维修统计分析表
表格15:维修质检跟踪统计表(周)
维修质检跟踪统计表(周)
表格16:钣喷车辆完工检查单
钣喷车辆完工检查单
表格17:发动机总成维修检查记录表
发动机总成维修检查记录表牌照号:车型:编号:
表格18:维修委托书
维修委托书工单号:汽车客服人员:。
返修件返修管理规定
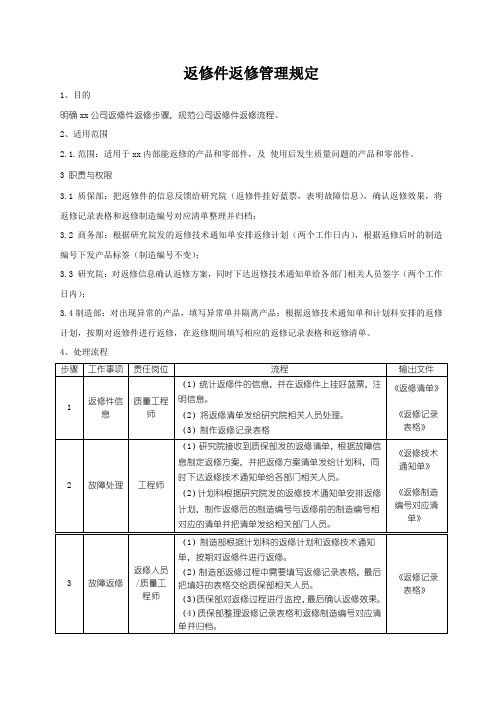
返修件返修管理规定
1、目的
明确xx公司返修件返修步骤,规范公司返修件返修流程。
2、适用范围
2.1.范围:适用于xx内部能返修的产品和零部件,及使用后发生质量问题的产品和零部件。
3 职责与权限
3.1质保部:把返修件的信息反馈给研究院(返修件挂好蓝票,表明故障信息),确认返修效果,将返修记录表格和返修制造编号对应清单整理并归档;
3.2 商务部:根据研究院发的返修技术通知单安排返修计划(两个工作日内),根据返修后时的制造编号下发产品标签(制造编号不变);
3.3 研究院:对返修信息确认返修方案,同时下达返修技术通知单给各部门相关人员签字(两个工作日内);
3.4制造部:对出现异常的产品,填写异常单并隔离产品;根据返修技术通知单和计划科安排的返修计划,按期对返修件进行返修,在返修期间填写相应的返修记录表格和返修清单。
4、处理流程
5、返修要求
返修件集中放置,返修件上挂有蓝票并标明返修原因。
返修记录表格就是在原来的记录表格上面用红色记号笔或其它明显记号标注为返修记录表格,此表格单独交给质量工程师归档。
6、监督和考核
请各部门严格按照流程执行,因流程问题没有做好的质保部每次对责任人处罚50元.
7、附件。
记录表格格式

记录表格格式受控状态:分发号:目录1.质量管理体系文件更改单(表CX4231) (5)2.管理评审报告(表CX5611-1) (6)3.评审组成员签字表(表5611-2) (7)4.设备购置申请单(表CX6311-1) (8)5.设备维修、三保验收单(表CX6311-2) (9)6.工艺装备设计申请单表(CX6312-1) (10)7.(工艺装备加工申请单表CX6312-2) (11)8. 工艺装备验收单(表CX6312-3) (12)9.工艺装备周期检验单(表CX6312-4) (13)10.工艺装备返修单(表CX6312-5) (14)11.工艺装备报废单(表CX6312-6) (15)12.吊具周期检验单(表CX6312-7) (16)13.过程(4M1E)监督检查记录(表CX6411-1) (17)14.质量信息传递表(表CX6511-1) (18)15.车间月质量考核报表(表CX6511-2) (19)16.合同评审报告(表CX7211-1) (20)17.合同更改记录(表CX7211-2) (21)18.合同评审会签单(表CX7211-3) (22)19.合同评审组成员签字表(表CX7211-4) (23)20.首件鉴定目录表(表CX7382-1) (24)21.首件生产总结(表CX7382-2) (25)22.首件检验总结(表CX7382-3) (27)23.首件鉴定证书(表CX7382-4) (29)24.鉴定组成员签字表(表CX7382-5) (30)25.采购产品检验请托单(表CX7411-1) (31)27.代料单(表CX7411-3) (33)28.供方产品质量保证能力评价记录(表CX7411-4) (34)29.合格供方名录(表CX7411-5) (35)30.产品交接清单(表CX7511-1) (36)31.技术通知单(表CX7511-2) (38)32.试件交接清单(表CX7511-3) (39)33.技术问题处理单(表CX7511-4) (40)34.工艺问题处理单(表CX7511-5) (41)35.特殊过程确认表(表CX7511-6) (42)36.试制和生产准备状态检查报告(表CX7512-1) (43)37.工艺审查意见表(表CX7513-1) (48)38.固体推进剂性能预示评审报告(表CX7514-1) (49)39.转批单(表CX7531-1) (51)40.质量复查报告单(表CX7571-1) (52)41.产品质量复查报告(表CX7571-2) (53)42.型号产品质量复查问题统计表(表CX7571-3) (57)43.产品质量评审证书(表CX7572-1) (58)44.评审组成员签字表(表CX7572-2) (59)45.产品总装测试通知单(表CX7572-3) (60)46.工艺评审计划表(表CX7381-1) (61)47.国营红峡化工厂信息顾客反馈表(表CX7573-1) (62)48.产品售后服务报告单(表CX7573-2) (63)49.顾客反馈信息处理单(表CX7573-3) (64)50.购置测量设备申请表(表CX7611-1) (65)51.测量设备送检通知单(表CX7611-2) (66)53.测量设备报废通知单(表CX7611-4) (68)54.测量设备封存申请单(表CX7611-5) (69)55.测量设备启封申请单(表CX7611-6) (70)56.测量设备报废申请单(表CX7611-7) (71)57.内部质量审核不合格项报告(表CX8221-1) (72)58.质量管理体系内部审核报告(表CX8221-2) (73)59.例外放行单(表CX8241-1) (74)60.检验结果通知单(表CX8241-2) (75)61.不格品审理单(表CX8311-1) (76)62.质量成本统计表(表CX8412-1) (77)63.质量本分析表(表CX8412-2) (78)64.技术归零报告(表CX8521-1) (79)65.管理归零报告(表CX8521-2) (83)表CX4231质量管理体系文件更改单编号:表CX5611-1管理评审报告评审组成员签字表年月日设备购置申请单一式四份:1、机动处;2、供销处;3、财务处;4、计划生产处设备维修、三保验收单工艺装备设计申请单工艺装备加工申请单工艺装备验收单工艺装备周期检验单工艺装备返修单工艺装备报废单吊具周期检验单过程(4M1E)监督检查记录质量信息传递表车间月质量考核报表填报单位:填报时间:年月日车间质量助理:车间主任:车间检验:合同评审报告合同更改记录合同评审会签单合同评审组成员签字表首件鉴定目录表制表:批准:首件生产总结填写:批准:首件检验总结填写:批准:首件鉴定证书鉴定组成员签字表年月日采购产品检验请托单编号:紧急放行单编号:代料单编号:供方产品质量保证能力评价记录编号:型号合格供方名录编制:审核:会签:认可:批准:共页编制日期:年月日移交单位:产品交接清单编号:接收单位:年月日移交者签名:接收者签名:试件交接清单移交单位:接收单位:编号:移交人:接收:技术问题处理单工艺问题处理单特殊过程确认表编号:密级:编号:试制和生产准备状态检查报告产品型号产品名称研制阶段或生产批次承制单位名称年月日试制和生产准备状态检查单检查组成员表CX7513-1工艺审查意见表xxxx剂性能预示评审报告。
返工返修处理程序(含表格)
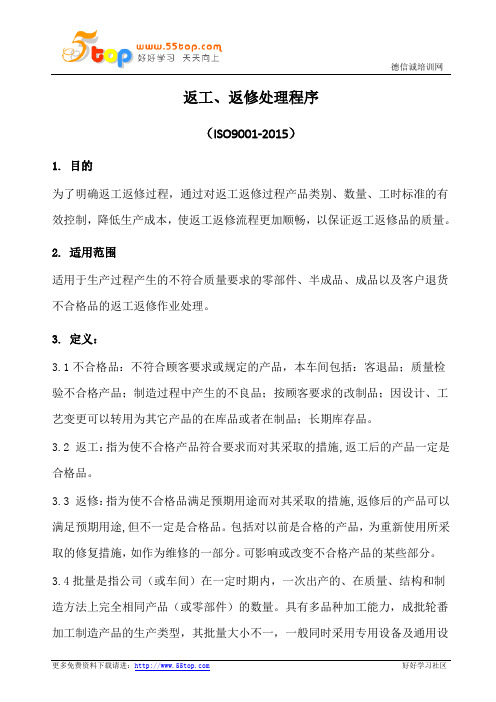
返工、返修处理程序(ISO9001-2015)1.目的为了明确返工返修过程,通过对返工返修过程产品类别、数量、工时标准的有效控制,降低生产成本,使返工返修流程更加顺畅,以保证返工返修品的质量。
2.适用范围适用于生产过程产生的不符合质量要求的零部件、半成品、成品以及客户退货不合格品的返工返修作业处理。
3.定义:3.1不合格品:不符合顾客要求或规定的产品,本车间包括:客退品;质量检验不合格产品;制造过程中产生的不良品;按顾客要求的改制品;因设计、工艺变更可以转用为其它产品的在库品或者在制品;长期库存品。
3.2 返工:指为使不合格产品符合要求而对其采取的措施,返工后的产品一定是合格品。
3.3 返修:指为使不合格品满足预期用途而对其采取的措施,返修后的产品可以满足预期用途,但不一定是合格品。
包括对以前是合格的产品,为重新使用所采取的修复措施,如作为维修的一部分。
可影响或改变不合格产品的某些部分。
3.4批量是指公司(或车间)在一定时期内,一次出产的、在质量、结构和制造方法上完全相同产品(或零部件)的数量。
具有多品种加工能力,成批轮番加工制造产品的生产类型,其批量大小不一,一般同时采用专用设备及通用设备进行生产,按每种产品每次投入生产的数量,分为大批量生产、中批量生产和小批量生产三种。
4.权责:4.1 质量部:负责在线不合格品的确认及相关不合格品处置方式的判定,数据收集,组织(生产/工程)等人员给出不合格品最终处理意见,返工返修过程品质跟踪,结果品质确认。
4.2生产班组及仓储:负责不合格品的标识与隔离,数据统计(包括不良数据、返工返修工时统计等),按照返工返修方案负责实施返工返修作业。
4.3 工艺工程(技术室):负责制程及检验中出现的不合格品原因分析,制定出纠正措施;出具返工策略单和返修、返工指导性文件(SOP)指导生产作业返工。
4.4 车间计调:负责返工返修作业管制,调度生产资源、安排返工返修。
4.5财务部:负责返工成本核算, 按月统计汇总返工返修费用。
售后表格汇总

表格01:维修预约登记表维修预约登记表
注:通过“预约能力分配表”能明确地显示当天各服务顾问、各维修技工的预约安排。
箭头的起点是预约开始时间,箭头止点是客户接车时间,箭头上方注明车牌号。
(如没有上牌照的车辆,请将该车的VIN码的最后5位写在上面)。
表格03:维修报价表
维修接车单
机电□钣喷□改装□年月日时分
维修过程状态栏包括:维修状况(在修、待料、机加工、等待答复、停工、完工)表格06:服务项目更改登记表
服务项目更改登记表
表格08:维修质量分析表
维修质量分析表年月日
表格10:维修评核表(季度)
维修评核表(季度)
表格12:内部返修单
内部返修单
表格14:重复维修统计分析表
重复维修统计分析表
4S店:日期:质检员:
表格16:钣喷车辆完工检查单
钣喷车辆完工检查单修理单号:牌照号码:。
返工返修作业指导书
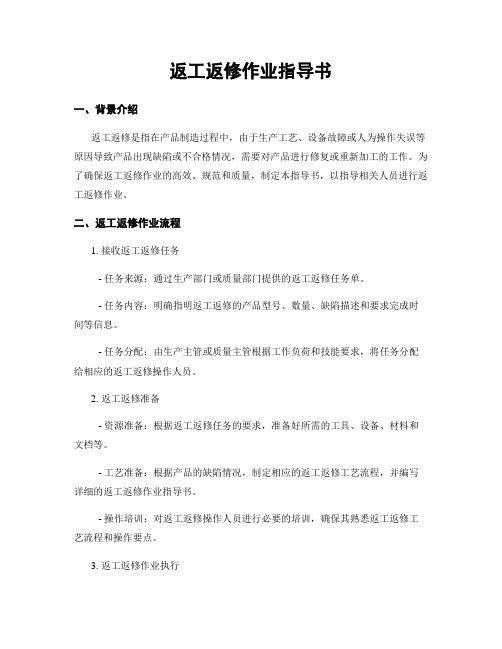
返工返修作业指导书一、背景介绍返工返修是指在产品制造过程中,由于生产工艺、设备故障或人为操作失误等原因导致产品出现缺陷或不合格情况,需要对产品进行修复或重新加工的工作。
为了确保返工返修作业的高效、规范和质量,制定本指导书,以指导相关人员进行返工返修作业。
二、返工返修作业流程1. 接收返工返修任务- 任务来源:通过生产部门或质量部门提供的返工返修任务单。
- 任务内容:明确指明返工返修的产品型号、数量、缺陷描述和要求完成时间等信息。
- 任务分配:由生产主管或质量主管根据工作负荷和技能要求,将任务分配给相应的返工返修操作人员。
2. 返工返修准备- 资源准备:根据返工返修任务的要求,准备好所需的工具、设备、材料和文档等。
- 工艺准备:根据产品的缺陷情况,制定相应的返工返修工艺流程,并编写详细的返工返修作业指导书。
- 操作培训:对返工返修操作人员进行必要的培训,确保其熟悉返工返修工艺流程和操作要点。
3. 返工返修作业执行- 操作规范:返工返修操作人员按照指导书中的要求进行作业,确保每个环节的操作规范和准确性。
- 质量控制:在返工返修作业过程中,进行严格的质量控制,及时发现并纠正可能存在的问题,确保修复后的产品质量符合要求。
- 过程记录:对返工返修作业过程进行详细记录,包括操作人员、作业时间、使用的工具和材料、操作步骤、质量检查结果等。
4. 返工返修作业验收- 内部验收:由质量部门进行内部验收,对返工返修后的产品进行全面检查和测试,确保产品质量符合标准要求。
- 客户验收:根据客户要求,对返工返修后的产品进行客户验收,确保产品能够满足客户的需求和期望。
5. 返工返修作业总结与改进- 作业总结:对返工返修作业的整个过程进行总结,包括作业效率、质量问题、改进措施等方面的分析和评估。
- 改进措施:根据作业总结的结果,提出相应的改进措施,包括工艺改进、培训提升、设备维护等方面的改进。
三、返工返修作业指导书编写要求1. 标题:返工返修作业指导书2. 任务描述:明确返工返修的产品型号、数量、缺陷描述和要求完成时间等信息。
返工作业控制程序(含表格)
返工作业控制程序(IATF16949-2016/ISO9001-2015)1.0目的为使可返工的不合格品能及时进行返工并确保返工品质符合要求。
2.0范围公司所有不合格品的返工。
3.0定义:无4.0权责:4.1品质控制中心:4.1.1IQC:负责厂商来料不良返工产品的检验、判定,对不合格品进行标示、记录、返工过程监控/跟进。
4.1.2IPQC:负责制程产品或QA退货返工检验、判定,《产品返工记录》开立,明确责任单位与返工批量,对返工过程监控/跟进。
4.1.3QA:负责成品的检验、判定,成品不合格时的《产品返工记录》的开立,明确责任单位与返工批量,返工结果的确认。
4.1.4SQE:负责判定来料不良返工允收标准、抽样计划、检验方法及限度样品的制作。
4.1.5QE:负责判定公司内部返工或客诉时库存成品返工责任单位、允收检验标准、抽样计划、检验方法及限度样品的制作;负责对结构变化、须加工的、存在品质争议的由QE主导处理。
4.2生产部门:负责产品的返工和返工工时、材料损耗的成本记录以及由于生产造成的不合格品的原因分析、改善对策。
4.3制造工程PE:负责须加工返工的工艺流程制订。
4.4采购/外协:负责与供应商方面的联络及协调处理。
4.5生管:负责分车间方面的联络、下返工单时在系统中录入责任单位与对生产部门返工时间及线体的进行排定。
5.0作业内容:5.1返工作业流程:见附件5.2需加工的产品作业:5.2.1产品返工时需进行加工作业的,需填写《产品返工记录》中加工作业栏。
其中作业流程由制造工程师制定,检验标准及内容、检验方法由品质工程师制定,并经制造工程经理及品质工程经(副)理确认;5.2.2返工作业时,现场必须悬挂《产品返工记录》。
作业人员依照《产品返工记录》要求作业,品质检验人员依照《产品返工记录》要求进行检验。
5.2.3返工完成后,生产部门需将现场悬挂的《产品返工记录》收回归档。
5.3特殊情况不合格品返工:5.3.1下工序发现重大不良或不良超出比例,由下工序品管开立《质量异常联络单》,通知上工序处理。
IATF16949返工返修程序(含表格)

返工返修程序(IATF16949/ISO9001-2015)一、目的规范现场返工返修作业标准,有效推进现场的管理。
二、适用范围:公司生产现场所有的生产件返工。
三、术语定义A、返工:为使不合格产品符合要求而对其所采取的措施。
B、返修:为使不合格产品满足预期用途而对其所采取的措施。
备注:返工与返修不同,返修可影响或改变不合格产品的某些部分。
四、返工返修要求1、人员要求:1)人员技能:通过专项的返工返修技能认证才可以上岗。
2)人员标识:返工返修人员均需要佩戴返工返修上岗标识。
2、线别要求1)硬件要求:返工返修生产线必须独立于其它生产线,有特定和特殊的量具和工装,一律不接受在线返工返修。
2)标识要求:返工返修生产线工序工位各必须标识清楚。
3、物料要求1)标识要求:所有返工返修的物料需要进行标识,原则上要求标识至最小单元总体。
2)隔离要求:返工返修的物料需要进行隔离。
4、作业要求:1)工艺要求:作业严格依据技术部门出具的返工返修作业指导书执行,需要明确包含所有必要的细节,包括过程和产品过控制参数,产品图纸发布等级参考以及要求的特定/特殊的量具和工装等。
2)接收准则:返工返修后的接收准则需要明确指定要求(另需明确要求产品不应因同一原因进行二次返修)。
五、有关文件的信息返工返修记录归档至质量管理部。
7、参考文件7.1《文件管理程序文件》7.2《图纸技术资料管理程序》8、使用表单8.1《不合格品标识卡》不合格品标示卡.xls8.2《不合格品处置单》不合格品处置单.xls8.3《检验记录》检验结果记录.xls。