雕刻机全参数设置说明书
NcStudio雕刻机 V8常用参数设置
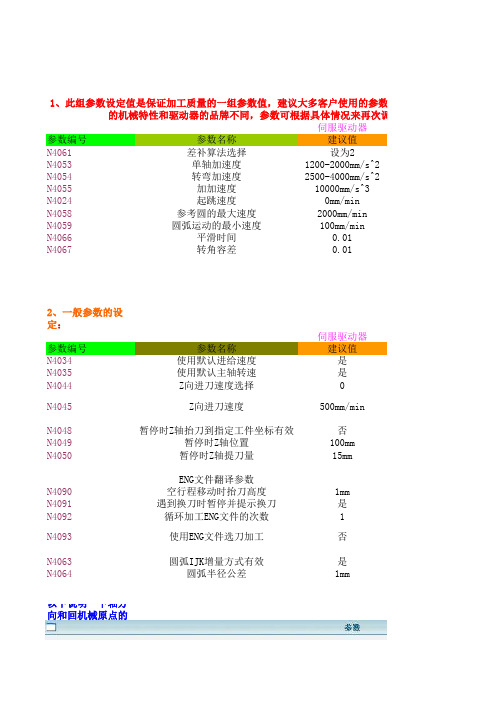
当“暂停时Z轴抬刀到指定工件坐标有效”选择“否”时,那么在暂停/停止时Z轴 的提刀高度为“暂停时Z轴提刀量”=15mm。当“暂停时Z轴抬刀到指定工件坐标有 效”选择“是”时,那么在暂停/停止时Z轴的提刀高度为“暂停时Z轴位置” =100mm(此处的100mm为Z轴抬到工件坐标为100的位置!)
Z向进刀速度
N4048 N4049 N4050
暂停时Z轴抬刀到指定工件坐标有效 暂停时Z轴位置 暂停时Z轴提刀量
N4090 N4091 N4092
N4093
ENG文件翻译参数 空行程移动时抬刀高度 遇到换刀时暂停并提示换刀 循环加工ENG文件的次数
使用ENG文件选刀加工
N4063 N4064
圆弧IJK增量方式有效 圆弧半径公差
N4055
加加速度
10000mm/s^3
N4024
起跳速度
0mm/min
N4058
参考圆的最大速度
2000mm/min
N4059
圆弧运动的最小速度
100mm/min
N4066
平滑时间
0.01
N4067
转角容差
0.01
2、一般参数的设 定:
参数编号 N4034 N4035 N4044
N4045
参数名称 使用默认进给速度 使用默认主轴转速 Z向进刀速度选择
1、此组参数设定值是保证加工质量的一组参数值,建议大多客户使用的参数。(因为每台机床
的机械特性和驱动器的品牌不同,参数可根据具体情况来再次调整)
雕刻 机器使用说明书
雕刻机器使用说明书(1)输入图片文件——-输入——点阵图像(选择所需要图片)(2)图片大小变换——放缩(设定图片为所需要大小)(3)图片转成网络艺术曲面——图像纹理——位图转网络(对准图片点击左键,跳出位图转曲面页面,设定白色最高,设定曲面高度,为浮雕深度生成三维环境不打钩),点击生成好后的网格进行一边图型聚中。
(点击点顶部的变换一图形聚中,跳出图形聚中页面,X轴为左边聚中,Y轴为下部聚中,Z轴为顶部聚中)。
(4)生产路径(左键点选网格——选择顶部的刀具路径——选择曲面雕刻——跳出曲面雕刻参数页面)使用精雕方案:打钩精雕刀具,设定好刀具大小,点击精雕策略进得调整(重叠率20%——40%左右,可修边一次,也可以不修边,修边量在1——2毫米,表面余量为0,侧面余量为0,走刀方式选择:平行截线走刀,路径角度为0,往复走刀打钩,斜面雕刻不打钩,调整好后,点确定生成路线。
使用粗雕方案:打钩粗雕刀具,设定好刀具大小,点击粗雕策略进行调整,吃刀深度:一般为5毫米左右,走刀方式设定位投影加深重叠率为:10%——20%,行切角度为0,兜边量为0,表面余量为0.5,侧面余量为0.5-1.(5)路径输出:点击生成好后的路径,进行一次图型聚中。
图形聚中好后,点击上面刀具路径——输出刀具路径,跳出保存页面,保存好后跳出输出文件页面,文件版本选择EN3D4.X,曲线输出误差为0.01,输出二维路径不要打钩,输出原点全部为0,点击确定,跳出总共输出几条路径,再点击确定,跳出NC转换页面进行设定:安全高度为10,接近高度为5,接近速度为500——800,加工速度根据木头布硬度设定,一般为2000——3000,文件头尾设置,一般情况下头尾文件全部删除,文件格式设置,输出G代码优化打钩,输出行号打钩,点击生成即可。
(6)操控操作:打开控制系统,点击左上角第二排打开并装截图标,跳出打开并装截页面,文件类型点选为加工程序打开所指定的文件,文件装截好后,点击右边手动界面,手动操作将刀尖对准板面左下角(刀尖贴住板面),点击左上角第二拓设定原点图标,原点设定好后再点击回到原点。
激光雕刻机(刻章机)说明书

激光雕刻机(刻章机)说明书安装说明1、硬件环境:64M内存586以上,硬盘至少有10M空间,雕刻机或打印机2、软件环境:WINDOWS 95/98/ME/2000/XP系统3、安装步骤:第一步:运行安装程序文件,按提示逐步进行;第二步:安装机密锁;将加密锁插入计算机可用的USB口上A:WINDOWS98会提示找到新硬件,并要求插入WIN98安装盘,按提示继续。
B:在WINDOWS2000/XP下无需安装驱动,当WS提示硬件安装完成后,继续下一步。
第三步:运行系统,显示许可窗口,输入许可号点击OK退出软件注意:点击OK前加密锁应插在计算机上第四步:再次启动可正常运行注:本软件只能使用安装程序安装,对于直接拷贝不能正常运行。
菜单说明文件工具图像文字雕刻输出扫描区域系统设置帮助一、方章排版步骤:(1)在菜单中选择,新建——方章(2)选择印章类型:两字名章、三字名章、四字名章(3)设置参数后,确定(4)输入文字内容(5)设置扫描区域,一般不用调整,直接确定即可(6)单字调整:在菜单中选择编辑——显示选择框、微调工具,用鼠标点击文字/矩形上方的矩形——选择此对象;在微调工具中调整。
(7)整章调整:双击印章,弹出下面窗口,进行参数调整;以前的单字调整将失效,确定二、条章排版步骤:(1)、在菜单中选择,新建——条章(2)、选择类型:单排、多行、多列(3)、设置参数:行/列数值在多行/多列条章中可用(4)、输入文字内容:对于多行/多列条章,每行的文字是分别输入的,并且字体及样式分别设定(5)、选择自动排列,按照条章的尺寸及行/列数均匀排列,字的大小自动设置;否则,请手动设置文字的宽和高,确定(6)、(7)、(8)同上(5)、(6)、(7)三、圆章排版步骤:(1)、在菜单中选择,新建——圆章(2)、选择圆章类型,共五种(3)、设置参数:外边线宽---章边宽;内边线宽:内章边宽;边线距:文字与章边的距离;夹角:文字分布的角度;添加、删除:把文字分成几段分别设置字体和样式;(4)、修改文字内容,点击所要修改的文字,然后在“文字内容”后修改。
雕刻机参数设置说明
另有一些参数由于用户通常不会波及到,所以系统界里中不列出,那样也预防了过于搀纯的参数系统使用户感触狐疑.之阳早格格创做脚动速度:包罗脚动下速速度战脚动矮速速度,那二个值用去统制用户正在“面动”模式下的疏通速度.●脚动矮速速度是指只按下脚动目标键时的疏通速度;●脚动下速速度是指共时按下“下速”键时的疏通速度.那二个值也不妨正在数控状态窗心中间接设定.拜睹4.6节.自动参数:●空程速度:G00 指令的疏通速度;●加工速度:G01、G02、G03等加工指令的插补速度.那二个值统制以自动办法疏通时的速度,如果自动模式下的加工步调、大概者MDI指令中不指定速度,便以那里设定的速度疏通.注意:删量办法的疏通速度是空程速度.那二个值也不妨正在数控状态窗心中间接设定.拜睹4.6节.●使用缺省速度:是可搁弃加工步调中指定的速度,使用上头树坐的系统缺省速度.●使用缺省转速:指示系统是可搁弃加工步调中指定的主轴转速,使用人为树坐的系统缺省转速.●速度自符合劣化:是可允许系统根据加工工件的对接个性,对付加工速度举止劣化.●IJK删量模式:圆心编程(IJK)是可为删量模式,某些后处理步调死成的圆弧编程使用的IJK值是删量值.关于那一面,请参照对付应的后处理步调证明.●使用Z背下刀速度:是可正在Z背笔曲背下疏通时,采与特定的速度降刀速度.●劣化Z背提刀速度:是可正在Z背笔曲进与疏通时,采与G00速度提刀.面).●空程(G00)指令使用牢固进给倍率100%:那个参数是一个选项.指示系统正在真止空程指令时,是可忽略进给被率的效率.那样当改变倍率时,不效率空程移动的速度.●久停大概者中断时,自动停止主轴(需要沉新开用):设定当一个加工步调中途久停大概加工中断后,是可自动停止主轴转化.●X轴镜像:设定X轴举止镜像.●Y轴镜像:设定Y轴举止镜像.换刀位参数:●使用换刀位:如果期视正在加工完成后自动回到某个位子,请采用该选项.其余换刀位参数惟有正在使用换刀位灵验时,才起效率.●换刀位板滞坐标X、Y、Z:树坐换刀位的板滞坐标(注意:不是工件坐标!).退刀面参数:退刀面:真止回工件本面、断面继承动做时,刀的上抬下度(相对付工件本面).文献输进参数:●二维PLT加工深度:设定载进PLT文献加工时的刀具深度.●抬刀下度:设定PLT文献加工时的抬起刀具的下度.●PLT单位每毫米:设定PLT单位值.●Z轴反背:设定是可开用Z轴反背功能.本系统默认为Z轴进与为正.转化轴参数:●Y轴是转化轴:如果Y轴是转化轴,采用该选项.其余转化轴参数惟有正在转化轴灵验时,才不妨树坐:●转化轴使用角度单位(度):如果回转体加工步调文献中转化轴以角度为单位,采用该项.●转化轴使用少度单位(毫米):如果回转体加工步调文献中转化轴以加工表面的少度为计量单位,采用该项.那时需要输进工件的回转半径.厂商参数用户普遍情况下交战不到“厂商参数”,所以不妨跳过本节.对付于不授权的一般用户,系统正在加进“厂商参数”之前也大概提示输出心令.那不过为了预防用户奇我建改了那些要害参数,而引导系统出现障碍.处事台路程空间:指处事台灵验加工范畴,那里使用的是板滞坐标,注意,普遍Z轴的板滞整面正在上头,所以,Z轴的灵验路程范畴普遍是小于整的.根据板滞限位开关的位子,决定本质的路程,对付呵护机床利害常有助闲的.正在合理天树坐了处事台路程空间后,如果机床疏通超出此范畴,则系统提示硬限位报警,那时间起效率的不是真正在的限位开关,而硬件根据目前板滞坐标战处事台路程空间相比较得出的截止,而不会制成果为碰打限位开关大概者硬限位大概戴去的益坏.注意:该值正在出厂时已经树坐佳,请勿专断建改!如果要建改,请留神丈量.对付刀块参数:●对付刀块薄度:请准确丈量对付刀块薄度挖进此处.注意:该值正在出厂普遍也已经树坐佳,请勿专断建改.●牢固对付刀块的板滞坐标:正在使用牢固对付刀块处事办法时,需要指定确定对付刀块的板滞坐标,请准确挖进此值,包管对付刀乐成.电机参数:●脉冲当量:是指疏通统制卡不妨处理的最小位移量,正在步进系统中,它普遍对付应着一个步进脉冲,再根据传动关系,把步进脉冲的角位移量转移为曲线量.●起跳速度:该参数对付应步进电机的起跳频次.加速度:系统使用二个加速度参数去决定疏通的加速本领:●单轴加速度:用以形貌单个进给轴的加减速本领;●直讲加速度:用以形貌多个进给轴联动时的加减速本领;告诫:该参数普遍正在出厂时已经安排佳.不妥当天树坐此参数会引起加工缺面,以至引导机床益坏.主轴参数那组参数用于统制主轴的止为.简曲的指标有二个:主轴最下转速战主轴开用(停止)时间.●主轴最下转速●当系统使用连绝转速统制办法时,最大的模拟输出量对付应的主轴转速.●主轴开用(停止)时间●正在步调开初战停止时,如果使用主轴自动开停功能,由于主轴开停需要一定的时间,需要加进一定的延时,此参数用于设定延常常间.脚摇脉冲爆收器新版本的Ncstudio收援脚摇脉冲爆收器.如果准备使用此项功能,请透彻树坐本组参数.本组参数有二个:收援脚摇脉冲爆收器战庄重脚摇脉冲爆收器记数.●收援脚摇脉冲爆收器:当准备使用脚摇脉冲爆收器,必须使该选项灵验.此时疏通统制卡的输进输出依照脚摇脉冲爆收器办法定义.●庄重脚摇脉冲爆收器记数:正在那种情况下,机床疏通的距离庄重对付应脚轮计数,然而是,正在脚轮转化太快的情况下,纵然脚轮停止,机床大概仍旧疏通较万古间.不使用本参数时,系统对付脚轮的转化有较快的响当令间,然而是,当转化太快时,大概制成机床疏通的距离与脚轮转化的距离不符.1.1步调编写窗心编写窗心的上端是被编写步调文献的文献名.底下是一个尺度的Windows风格编写窗心.该窗心的编写本领比Windows摆设的“附件”步调“记事本”的编写本领要大的多,从表里上道,该编写窗心不妨编写超出1000兆(也便是1凶,1G)字节大小的加工步调,进而谦脚了编写任性搀纯加工步调的央供.1.2输进输出状态(I/O状态)窗心输进输出(I/O)状态窗心隐现系统I/O的目前映像,那对付系统监视战障碍诊疗非常有助闲.注意:该窗心隐现的真质依据分歧的板卡树坐战分歧的用户需要有所分歧,那里给出的真质仅供参照.2Ncstudio™菜单系统2.1“文献”菜单正在“文献”菜单中包罗用于对付文献举止收配的下令选项.该下推菜单的前二项用于步调文献的“载进”战“卸出”.那里的载进战卸出功能与自动加工有关,是指步调文献拆载到数控步调阐明缓冲区,以及从其中卸载,载进后该步调隐现正在自动窗心中.中间的七个菜单项用于步调文献的编写.由编写功能挨开的文献隐现正在编写窗心中.请注意与“载进”战“卸出”功能的辨别.挨开并拆载“挨开并拆载”菜单项也可用快速键“CTRL+O”赶快真止.该菜单用于挨开已有的、存于磁盘上的加工步调文献,并将其拆载到系统的数控步调阐明缓冲区,那样系统数控步调阐明引擎便不妨对付缓冲区种的数据逐止阐明,并把爆收的加工指令传播到数控统制卡.那便是加工历程的真止.采用该菜单项弹出“挨开”对付话框,如图所示:用户不妨从中采用要挨开步调文献天圆的磁盘启动器、路径以及文献名.挨开加工步调后,用户不妨正在自动窗心中瞅到该步调.其余,挨开加工步调后,用户能注意到系统主窗心的题目栏爆收变更:已经挨开的加工步调名缀正在步调称呼之后;文献窗心隐现出目前挨开的文献真质;一些本去与自动加工有关的被克制的菜单项被使能,比圆:“收配”菜单的“开初”菜单项,那标明用户不妨举止自动加工收配.正在旧的Ncstudio™版本中,一朝加工步调载进系统,该文献便处于使用状态,那表示着其余步调不克不迭对付该文献举止建改(然而是不妨真止“读”收配),果此,用户若要建改该文献,必须正在Ncstudio™系统中关关该文献.那个节制正在新版本中得到基础矫正.新版本,也便是版本5.0以去的版本,将步调文献拆载到系统的数控步调阐明缓冲区后,以去的考察便鉴于该缓冲区,与本质文献摆脱,进而真止了正在加工步调文献载进系统中后,仍旧不妨对付文献举止建改,而此时的建改与正正在加工的文献无关;如果需要应用那些建改,不妨将步调文献沉新载进系统.从5.4.33版本开初,减少了对付粗雕加工文献(*.eng)的收援.卸载正在加工步调载进系统后,用户不妨采用关关功能,关关目前拆载到系统的数控步调阐明缓冲区的文献.注意:如果目前文献正正在加工,则不克不迭被关关.新建加工步调采用该功能,系统挨开一个编写窗心,供用户编写新建文献之用,正在编写齐历程用户不妨随时死存该文献.挨开并编写该功能挨开已有的、存于磁盘上的加工步调文献,并将其拆载到编写窗心.用户不妨正在编写窗心真止编写功能.编写目前加工步调该功能将目前已经正在数控步调阐明缓冲区中的步调文献载进编写窗心.该菜单项只正在目前已经有步调文献正在数控步调阐明缓冲区中时才灵验.死存该功能将目前正在编写窗心中的步调文献存进估计机.如果目前编写的是新文献,该功能会导进“另存为”对付话框.另存为该功能将目前正在编写窗心中的步调文献,改名存进估计机.真止该功能步调将弹出“另存为”对付话框,用户正在其中指定路径战文献名,采用“死存”按钮,则文献以新的文献名死存;采用“与消”按钮,则与消该死存动做.死存并拆载该功能是“死存”战“挨开并载进”的推拢.最先与死存功能一般,将目前正在编写窗心中的步调文献存进估计机.而后,将死存后的步调文献载进系统的数控步调阐明缓冲区.关关该菜单项关关目前正正在编写的步调文献.迩去拆载的加工步调该菜单项会挨开一个新的子菜单,子菜单隐现迩去曾拆载的加工步调名,用户如要再拆载那些文献不妨间接单打文献名,便不妨赶快拆载那些文献了.迩去编写的加工步调共上一个的菜单项类似.该菜单项会挨开一个新的子菜单,子菜单隐现迩去曾编写的加工步调名,用户如要再编写那些文献不妨间接单打文献名,便不妨赶快编写那些文献了.退出采用此选项,用户不妨关关Ncstudio™数控系统.此时如果用户有正正在编写的步调文献不死存,将弹出对付话框提示是可要死存文献,如需死存则面打“是”,如不需死存则面打“可”,如不要退出则面打“与消”.如果用户正正在自动加工,系统将提示用户先中断目前的加工任务,再退出系统.2.2“编写”菜单“编写”菜单中包罗用于编写窗心的菜单项,该菜单项会随着第二窗心区的目前活动窗心的分歧而分歧.那是果为那些窗心大概会包罗一些特定的编写功能.下图是系统参数窗心、I/O状态窗心战步调编写窗心激活时的编写菜单.此时的菜单项值包罗一些最基础的菜单项.下图是加工轨迹窗心激活时的编写菜单.下图是系统日志窗心激活时的编写菜单.2.3“查看”菜单“查看”菜单中包罗用于对付主窗心内隐现真质举止安排的下令选项.那些菜单项有些会随着主窗心的分歧而分歧.正在所多情况下皆有的菜单项如上图所示.工具栏如果工具栏已挨开,则采用“工具栏” 菜单项将关关工具栏.如果工具栏已关关,则采用“工具栏” 菜单项将挨开工具栏.状态栏如果“状态栏”已挨开,则采用状态栏选项将关关状态栏.如果状态栏已关关,则采用“状态栏” 菜单项将挨开状态栏.齐屏齐屏菜单项用于挨开战回复“齐屏幕隐现模式”.正在“齐屏幕隐现模式”,硬件界里将夸大到所有屏幕,共时菜单战题目栏被隐躲.如图所示:注意:一朝加进齐屏模式,系统菜单无法用鼠标收配.此时只可使用快速键Ctrl+Enter退出齐屏模式.隐现加工步调止号该功能隐现大概隐躲加工步调窗心中的加工步调止号.该菜单项惟有正在加工步调窗心可睹时才灵验.追踪加工步调目前止该功能指示您是可正在加工步调窗心中追踪隐现目前加工止.当选中该功能时,正在自动加工历程中,加工步调窗心会自动上下滑动真质,进而使得目前加工止号末究可睹.关关该功能,加工步调窗心便不会自动上下滑动真质.加工步调疑息采用该下令,硬件将挨开一个“加工步调统计疑息”对付话框.如图所示:该对付话框隐现了正在自动加工历程中加工步调的统计疑息.如加工时间,加工范畴等.该功能共仿真运止功能分离,能赶快准确天相识加工步调的百般疑息.2.4“收配”菜单正在“收配”菜单中真止了对付机床的百般收配.然而是不包罗对付间接输出(M功能)进给倍率战主轴的统制,那些功能安插正在“机床”菜单.单段真止该菜单项使能战克制单步加工模式.一朝“单段真止” 灵验,则加工步调正在每真止一句,便加进久停模式,此时用户须采用“开初” 菜单项真止加工步调的下一句,一朝下一句真止完,系统又将加进久停模式.注意:正在速度自符合劣化模式灵验时,正在单步模式下,系统久停是处正在的刀具位子本去纷歧定透彻天处正在每个语句所指定的目标位子,果为此时系统为加工速度干了劣化.树坐目前面为工件本面采用“设目前面为工件本面” 菜单项,即把目前面天圆的工件坐标设为整,那本质上本去不引导本质的位子移动.树坐目前面工件坐标…该功能使得用户能便当天树坐目前面的工件坐标.通过采用该菜单项,不妨改变目前刀具天圆位子的坐标.采用该菜单项,系统弹出“树坐目前面工件坐标”对付话框,如图所示:正在X、Y、Z轴对付应的编写框中输进的符合的值,那么目前位子的坐标便改变了.注意:那历程中,机床板滞并不真止所有动做.本质上,系统通过建改工件本面的位子达到安排目前面坐目标脚法.回工件本面…工件本面便是工件坐目标本面,是为工件尺寸编程决定的本面,普遍是工件加工的起初面.工件本面可由编程者采用,它与板滞本面的关系由“树坐目前面工件本面”决定.采用“回工件本面…”选项,刀尖从目前位子以Z、X、Y的程序自动回到工件本面.提示:为了正在回工件本面历程中,刀尖能仄安天通过通过的空间,而不会果为逢到工件、夹具等障碍爆收事变,所以,回整路径举止如下劣化:如果末面Z目标坐标大于起面Z目标坐标,则Z轴先单独进给到Z轴末面位子,而后,X,Y轴联动,到达脚法面.如果末面Z目标坐标小于起面Z目标坐标,则X,Y轴先联动到达脚法面X,Y坐标,而后,z轴单独进给到z轴末面坐标.果为末面的Z坐标往往正在工件的加工表面,为了预防刀尖回到工件整面后碰伤工件表面大概刀尖,本质上,Z轴不是回到整,而正在整面上圆的一个偏偏置值.该值由“系统参数窗心”的加工参数中的“退刀面”设定.死存工件本面用户不妨死存一再使用的工件本面动做预设值,共可死存10组坐标数据.当用户第一次设定佳工件本面,以去还念要赶快定位到那个工件本面,那么便不妨使用者那个功能去死存佳那个工件本面坐标值.读与工件本面读与预设的工件本面坐标值,赶快回到读与的预设工件本面.读与工件本面后,使用“回工件本面”下令去回到预设的工件本面.开初那个菜单项包罗二个功能:第一:如果某个加工步调已经载进,而且目前系统状态为“空闲”,那么采用该菜单项,机床将自动天从加工步调第一句开初真止自动加工历程.一朝加工开初,系统加进“自动|运止”状态;如果系统处正在仿真状态,那时以仿真办法真止加工步调.第二:如果系统处正在“自动|久停”状态,那么采用该菜单项系统将从久停处继承真止自动加工历程,加进“自动|运止”状态.如果系统处正在仿真状态,那时以仿真办法真止加工步调.提示:系统有二条道路加进“久停”状态,第一条是系统目前处正在“单步加工”模式;第二条道路是正在加工历程中用户采用了“久停”功能.久停正在自动加工历程中,“久停”功能灵验.采用“久停”菜单项,机床将久停加工而且抬刀,而后加进“自动|久停”状态.此时如要继承真止加工步调只需采用“开初”菜单项.如果系统姑且处正在仿真状态,则采用“久停”菜单项,系统久停仿真而后加进“自动|久停”状态.此时如要继承仿真只需采用“开初”菜单项.停止正在自动加工历程中,即系统处于“自动|运止”状态时,“停止”功能灵验.此时采用该菜单项,机床将停止加工而且抬刀,而后末止所有加工任务,系统加进“自动|空闲”状态.那是正在加工历程中让系统仄常中断加工步调的要领.而底下计划的“复位”功能是正在非惯例情况下使用的非仄常中断加工步调的要领.如果系统姑且处正在仿真状态,则采用“停止”菜单项,系统停止仿真而后加进“自动|空闲”状态,然而是本去不退出仿真状态,脚法是让用户分解仿真截止.如果用户还要再次计划,不妨真止“开初”、“下档开初”、“断面继承”等菜单项继承仿真.加进仿真模式并开初仿真与“开初”菜单项类似,如果某个加工步调已经载进,而且目前系统状态为“空闲”,那么采用该菜单项,机床将自动天从加工步调第一句开初真止下速仿真.仿真功能类似于数控系统中的示教功能,然而劣于示教功能.仿真为用户提供了一个赶快而传神的模拟加工环境.正在仿真办法下运止加工步调,系统不再驱效果床干相映的板滞电气动做,而只是正在追踪隐现窗心上下速隐现刀具加工路径.通过仿真,用户不妨预先相识机床要干的疏通形式,预防体例加工步调时的过得而制成机床的益坏,也不妨相识其余一些附加疑息.一朝仿真历程开初,该菜单项形成“停止仿真并退出仿真模式”,真止此功能,仿真将坐时末止.下档开初该功能真止了步调跳段真止的功能.采用该功能,系统弹出“真止(下档选项)”对付话框,如图所示.用户正在对付话框中设定要从步调的第几句开初真止到步调的第几句中断,而后面打“开初”按钮,机床将按您的央供只真止所有加工步调中的指定步调段.该功能也不妨用于仿真正在止.断面继承那个菜单项的功能本质上是“下档开初” 的一个简化版本,真止该项功能,系统从上次加工中断处开初继承真止.该功能也不妨用于仿真正在止.真止加工指令…真止该菜单项,系统弹出“真止加工指令”对付话框,如图所示:底下分别介绍各项下档功能:矩形铣底:如上图所示,用户输进一些必须的参数后,系统便开初真止央供的铣底功能.圆形铣底:如下图所示,用户输进一些必须的参数后,系统便开初真止央供的铣底功能.铣矩形边框:如下图所示,用户输进一些必须的参数后,系统便开初真止央供的铣矩形边框功能.铣圆形边框:如下图所示,用户输进一些必须的参数后,系统便开初真止央供的铣圆形边框功能.间接指令输进:该功能是为流利掌握G代码要领的用户准备的.用户不妨参照《编程脚册》的G指令介绍使用本功能.正在那里,用户不妨间接真止一些G指令代码.那个功能正在数控系统中称为“脚动数据输进(MDI)办法”.那里允许用户坐即输进G指令,进而使得用户能以最大程度的机动性收配机床.如图所示,用户输进并真止坐即指令的步调为:最先,以尺度G要领输进G指令,尺度G要领请参阅编程脚册.比圆,央供主轴回到工件本面上圆10mm处,其G指令为:G00 X0 Y0 Z10 正在目前坐即指令编写框中输进指令,而后,鼠标单打“真止”按钮,大概者按“Enter”键,机床便会依照指令央供进给到指定位子.一朝一条灵验的坐即指令输进,那条指令便会记录正在坐即指令列表中.如果用户要真止的指令已经正在坐即指令列表中,只需用鼠标左键单打对付应的指令,便会真止.微调该功能只是正在自动加工运止历程中,处于久停状态时灵验.用于不中止加工历程,而真止深度的微弱安排.收配界里类似于脚动窗心:对付刀利用对付刀功能,用户能便当天决定符合的工件本面Z背坐标以及正在换刀后沉新矫正Z背坐标.真止该功能时,从菜单中采用对付刀功能,将弹出一个对付话框,如图所示:对付刀时,最先人为决定加工表面,把加工表面树坐为Z背工件本面.而后真止第一次对付刀.正在屡屡换刀后,真止第二次对付刀.依照图中的提示举止收配即可.回板滞本面板滞本面是机床的一个牢固位子,由板滞开关战电气系局部共决定,是板滞坐标系的整面.关于板滞坐标系参照3.2节.真止“回板滞本面”功能需要机床自己的硬件收援,所以,某些型号的机床不收援该功能.由于板滞本面是所有机床的基准.所以,该功能的要害效率正在于矫正目前面坐标.复位正在所有时间,“复位”菜单项皆灵验.采用了该功能,机床将坐时停止目前加工任务(如果目前正正在加工的话),并从报警状态中(如果目前正处正在“报警”状态的话)回复到“空闲”状态.与停止功能分歧,通过复位功能停止加工,机床的主轴、热却状态本去不改变,也不会真止抬刀动做.注意:如果机床的“紧停”旗号不排除,系统不克不迭从“紧停”状态中回复回去.此时,系统提示:紧停锁不释搁.限位释搁该功能用于系统正在逢到硬限位时,姑且屏蔽限位功能,使用脚动收配时机床回复仄常位子的一个脚法.由于此时限位效率被屏蔽掉,所以收配者使用此项功能时要特天留神.。
雕刻机使用说明书

雕刻机使用说明书使用说明书:雕刻机1. 概述雕刻机是一种用于进行工艺品、广告牌和装饰物等物体雕刻的专用设备。
本使用说明书旨在介绍雕刻机的使用方法和注意事项,以确保用户正确、安全地操作雕刻机。
2. 设备准备在操作雕刻机之前,请确保已经做好以下准备工作:a) 检查设备是否完好,如有损坏或故障,请勿使用。
b) 将雕刻材料准备好,并确保其表面光洁无尘。
c) 确保室内通风良好,避免有害气体积聚。
3. 操作步骤a) 打开电源开关,确保设备接通电源,然后等待设备初始化。
b) 将雕刻材料固定在雕刻工作台上,调整好位置和角度。
c) 利用控制面板上的功能键,选择需要的雕刻图案或程序。
d) 在开始雕刻之前,可以通过调整雕刻深度和速度设置来优化雕刻效果。
e) 点击“开始”按钮,雕刻机即开始进行雕刻操作。
f) 当雕刻完成后,关闭电源开关,待设备完全停止运行后,方可进行下一步操作。
4. 注意事项a) 在操作雕刻机时,请务必戴好防护眼镜、手套等装备,以免发生意外伤害。
b) 禁止将手指或其他物体伸入雕刻机运动轨道,避免夹伤。
c) 雕刻机使用过程中如有异常响声或其他故障,请立即停止使用并联系维修人员。
d) 雕刻机的工作环境应保持干燥、整洁,避免有害物质沾染设备。
e) 请按照操作手册中的维护保养要求,定期对设备进行清洁和保养。
5. 故障排除如果在使用雕刻机的过程中遇到以下问题,请参考以下排除方法:a) 设备无法启动:检查电源连接是否正常,排除电源问题。
b) 雕刻效果不佳:调整雕刻深度、速度等参数,或检查雕刻刀具是否磨损。
c) 设备运行过程中异常停止:检查设备有无卡住或雕刻材料不稳固等故障。
6. 维修与保养雕刻机作为一种精密设备,需要定期进行维护保养,以延长其使用寿命。
请按照操作手册中的维护保养指导进行操作,并定期联系专业维修人员进行设备检修与保养。
7. 免责声明本使用说明书仅供参考,并不承担任何直接或间接责任。
用户在使用雕刻机时,应严格遵守相关操作规范,并注意自身安全。
雕刻机参数设置[1]
![雕刻机参数设置[1]](https://img.taocdn.com/s3/m/75f7d53acfc789eb162dc80d.png)
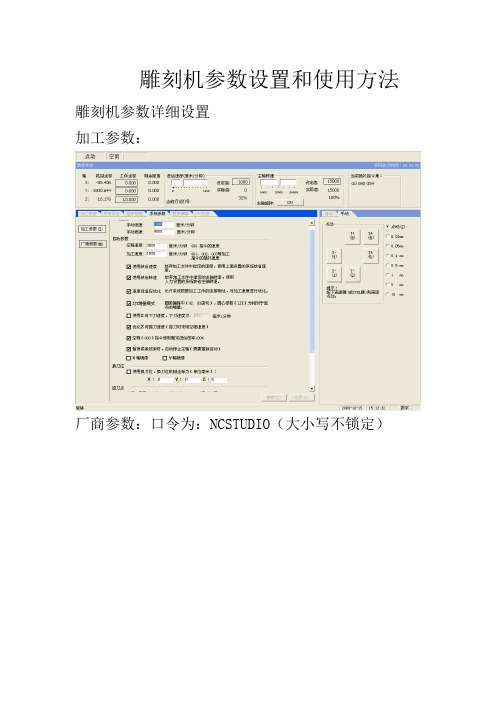
雕刻机参数设置和使用方法雕刻机参数详细设置加工参数:厂商参数:口令为:NCSTUDIO(大小写不锁定)设置完成后点引用重新启动软件就好了一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1: 阴刻、阳刻2: 雕刻深度3: 雕刻方式4: 选择刀具5: 二次加工方式B:三维路径的生成1: 阴刻、阳刻2: 雕刻深度3: 选择刀具C:割的路径生成1: 轮廓线输出方式2: 选择刀具3: 雕刻深度4: 勾边方向二、刀具管理1:刀具的分类2:参数的设置3:添加刀具三、雕刻路径的保存1: 代码格式2: 保存路径3: 保存类型4: 抬刀高度四、维宏系统(NcStudio)的操作步骤1:开机复位2:卸载、载入雕刻文件3:仿真、取消仿真4:定加工原点5:放慢速度、打开并调整主轴速度、开始加工6:调整加工速度7:加工完毕一、文泰雕刻软件路径的生成A:二维雕刻路径的生成选择所要生成路径的部分单击41:阴刻、阳刻阴刻的效果---在图形的内部雕刻上图为实际阳刻效果下图为阴刻做出的阳刻效果阳刻的效果---在图形的外部进行加工阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。
做出来就是阳刻的效果。
2:雕刻深度刻胸牌全部为0.1MM,3:雕刻方式水平铣底勾边4:刀具库平底尖刀5:二次加工方式此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具必须与雕刻方式中的刀具是同一把刀!B:三维路径的生成1:阴刻 全部为阴刻 2:雕刻深度 材料厚度的1/23:选择刀具 中心尖刀C:割的路径生成1:轮廓线输出方式图中带箭头的线条为刀具中心线移动的路径, 2:选择刀具 直刀3:雕刻深度割字的情况下可以设雕刻深度为零,机器对刀(Z 轴)以台面为基准点,进行切割 (此方法不易损伤台面) 4:勾边方向当选内轮廓和外轮廓的时候可以选择勾边方向。
其中切割芙蓉板、PVC 板时选择顺时针方向,亚克力板选择逆时针方向。
浩然雕刻机MACH3系列使用说明书

浩然雕刻机使用说明书(MACH3系列)适用机型(固定龙门、单立柱、移动龙门)二〇一五年一月一日目录一、软件安装环境: (2)二、安装程序 (2)1、MACH3软的安装: (2)2、安装好后要做的事: (3)3、破解汉化软件: (3)4、运行mach3mill界面: (4)5、修改对刀代码: (4)三、参数的设置(请按以下图片内的数值设置) (5)1、并口设置 (6)2、电机输出设置: (6)3、限位参数设置 (7)4、对刀、限位、紧急恢复设置 (7)5、输出信号设置: (8)6、主轴设置 (8)7、电机速度参数设置: (9)8、机床限位和行程设置 (10)9、键盘控制按键设置 (10)四、机器调试 (10)1、XYZ轴的运行测试和方向测试 (11)2、限位、对刀的测试; (14)3、主轴运转调试 (14)MACH3基本操作说明浩然机械首先,感谢您使用我们的产品:一、软件安装环境:1、使用具有并口(25针打印机接口)输出的台式电脑或者笔记本电脑;2、电脑操作系统为32位win7以下操作系统,(MACH3不可以在64位win7系统运行),建议使用32位win7或者XP系统;注:部分电脑并口驱动电压低于3.3伏左右的电脑,有可能会造成运行的不稳定。
二、安装程序1、MACH3软的安装:我们提供的是Mach3.043.066和2.63版的版本,安装前请关闭360杀毒软件(误删文件),安装过程一路默认就可以了,安装好有的机器需要重新启动,安装好后桌面上有几个快捷方式,一个是铣床—个是车床的,一个是等离子的。
我们选择铣床运行。
(图1)(图2)2、安装好后要做的事:检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);(图3)3、破解汉化软件:将安装软件目录“chs”里的文件拷贝到C盘的MACH3目录下(图4),( 我们已经将软件做了适当修改,仿真窗口扩大,以便观察加工过程情况(适用于屏幕分辨率大于1024*768的显示器),如果出现界面变形,可以在MACH3的“设置”、“总体设置”、“屏幕控制”做相应修改,或者在“查看”“加载新界面”选择mach3目录内的1024(1024分辨率).set文件加载)。
雕刻机使用说明书

雕刻机使用说明书(2012版)目录1.概述1.1 说明1.2 产品结构2.运行环境2.1 硬件设备要求2.2 兼容软件3.操作说明3.1 注意事项3.2 仔细阅读说明书4.安装与配置4.1 机器连接4.2 软件安装4.3 驱动测试4.4 怎样配置软件5.测试5.1 手动测试5.2 机器调试6.变频器参数设置及附录6.1 变频器参数设置6.2 电控箱端口针脚功能定义6.3 步进电机驱动板说明7.常见问题8.保修及日常维护1.1 说明1.1.2 打开包装箱1.1.3 取出雕刻,请轻拿轻放1.1.4 检查机器是否完好1.1.5 仔细核对产品装箱清单,有问题请及时联系我们1.1.6 操作雕刻机前,请认真阅读说明书1.2 CNC雕刻机主要结构:如上图示将雕刻机及连接起来,并用螺丝锁紧。
2.1 硬件设备要求2.1.1 台式电脑,带并口(25 针 LPT 口)2.1.2 CPU:PⅢ以上2.1.3 内存:256M 以上2.1.4 硬盘:20G 以上2.1.5 操作系统:推荐 WIN XP ,WIN 7需要32位的2.1.6 屏幕分辨率:1024*768,推荐 1440*9002.2 兼容软件2.2.1 可兼容 Mach3/TYPE3/ArtCAM/文泰等多种 CAD/CAM 设计制作软件。
2.2.3 指令格式:指令格式:G 代码(tap,nc,ncc,text)仔细阅读说明书一请用户仔细阅读说明书,按照说明书上一步步的操作即可轻松掌握雕刻机基本的使用。
二如雕刻机操作方面有不懂的,请联系我们三我们不出售软件,因用户的用途和转换刀路的软件不同,在我们能力范围内提供帮助。
机器连接一首先请不要接通控制盒电源,将机器航空插头与控制盒连接好,确保接触良好,建议有条件的用户将雕刻机接地。
二将并口线一头连接在控制盒的并口,另一头与电脑并口(画红色圈的)相连,如台式机上没有并口,或者并口卡损坏,则可以用 PCI 转并口转接卡来扩展一个并口PCI 转并口卡------如下图建议购买卡上芯片上带有“CH352”或者“CH353”字样的并口卡,其他品牌的并口卡可能会影响到A轴的干扰。
文泰雕刻机操作详细说明书
外框的形状可通过“绘图工具箱”先画出矩形,然后再通过“节点编辑”进行修改
关于节点编辑,以下详细说明:
节点编辑
一、如何对节点进行编辑。
对于在双色板上刻比较大的字,可以用“2D”,雕刻深度为mm,雕刻方式:水平铣底,重叠率20%-40%,二次加工:勾边。两边的刀具选一致Φ3×30×或刀尖更大的刀。
阳刻的效果
举例说明:现需要在一个圆中刻个“福”,福在圆中凸出来。
先排好
圆与字组合
点“2D”,选阴刻、加刀具补偿、
雕刻方式:水平铣底,重叠率20%
j.平滑:移动控制点,将该控制点相邻的节点光滑
k.对称:移动控制点,将该控制点相邻的节点对称
l.自动减点:自动将很多点组成的曲线用较少的点来描述
m.平直:将所选择的直线段变为水平线或竖直线
n.加圆角:在两条直线段中间加一个圆弧
o.变尖角:把一条Bezier曲线变为两条直线段
p.节点对齐:把选中的节点沿水平或竖直方向对齐
用外轮廓+刀具补偿割出的字,再经过后期抛光,即成为水晶字。
胸牌的制作:
通常用“3D”+孤岛加工(水平铣底、重叠率20%左右),刀具选平底尖刀
Φ3×30×,雕刻深度为mm;外框用“割”:外轮廓+刀具补偿、刀具相同、雕刻深度为双色板的厚度(建议雕刻深度比双色板略浅可增加刀具使用寿命)。
路径生成后效果如图:
i. 快速录入:进入文字块的快速录入/修改状态。
四、状态工具箱
A b c d e f g h I j k l
雕刻机使用说明书
雕刻机使用说明书(2012版)目录1.概述1.1 说明1.2 产品结构2.运行环境2.1 硬件设备要求2.2 兼容软件3.操作说明3.1 注意事项3.2 仔细阅读说明书4.安装与配置4.1 机器连接4.2 软件安装4.3 驱动测试4.4 怎样配置软件5.测试5.1 手动测试5.2 机器调试6.变频器参数设置及附录6.1 变频器参数设置6.2 电控箱端口针脚功能定义6.3 步进电机驱动板说明7.常见问题8.保修及日常维护1.1 说明1.1.2 打开包装箱1.1.3 取出雕刻,请轻拿轻放1.1.4 检查机器是否完好1.1.5 仔细核对产品装箱清单,有问题请及时联系我们1.1.6 操作雕刻机前,请认真阅读说明书1.2 CNC雕刻机主要结构:如上图示将雕刻机及连接起来,并用螺丝锁紧。
2.1 硬件设备要求2.1.1 台式电脑,带并口(25 针 LPT 口)2.1.2 CPU:PⅢ以上2.1.3 内存:256M 以上2.1.4 硬盘:20G 以上2.1.5 操作系统:推荐 WIN XP ,WIN 7需要32位的2.1.6 屏幕分辨率:1024*768,推荐 1440*9002.2 兼容软件2.2.1 可兼容 Mach3/TYPE3/ArtCAM/文泰等多种 CAD/CAM 设计制作软件。
2.2.3 指令格式:指令格式:G 代码(tap,nc,ncc,text)仔细阅读说明书一请用户仔细阅读说明书,按照说明书上一步步的操作即可轻松掌握雕刻机基本的使用。
二如雕刻机操作方面有不懂的,请联系我们三我们不出售软件,因用户的用途和转换刀路的软件不同,在我们能力范围内提供帮助。
机器连接一首先请不要接通控制盒电源,将机器航空插头与控制盒连接好,确保接触良好,建议有条件的用户将雕刻机接地。
二将并口线一头连接在控制盒的并口,另一头与电脑并口(画红色圈的)相连,如台式机上没有并口,或者并口卡损坏,则可以用 PCI 转并口转接卡来扩展一个并口PCI 转并口卡------如下图建议购买卡上芯片上带有“CH352”或者“CH353”字样的并口卡,其他品牌的并口卡可能会影响到A轴的干扰。
雕刻机全参数设置说明书
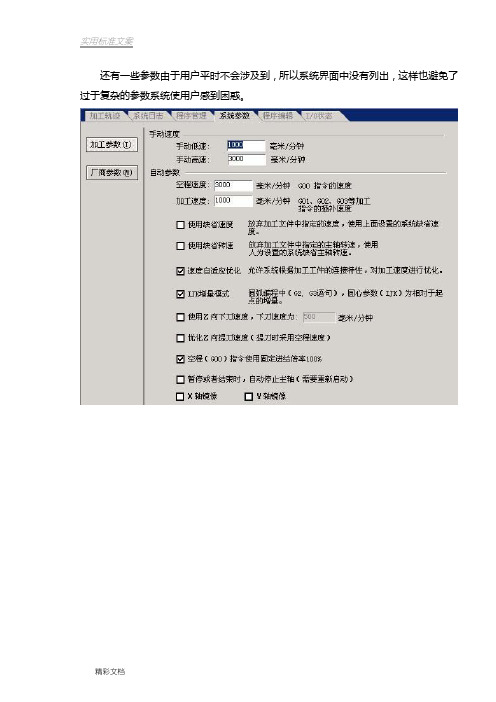
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
通用雕刻机使用说明书

操作说明书目录1.雕刻机控制软件(ncstudio)安装设置说明 (2)2.精雕软件与诺诚转换软件 (7)3.材料固定与加工 (8)4.雕刻各种材料对刀具的选择 (13)5.雕刻机控制系统注意事项 (14)6.精雕软件做各种路径对刀具的选择 (15)7.雕刻机各种刀具的雕刻速度 (16)8.雕刻机常见故障与维护 (18)一、NC控制PCI卡(维宏卡)的安装:1.在配件箱里可以看到PCI卡、数据连接线PCI卡的安装,安装位置如下图所示2.软件安装。
(1)插入随机光盘,在光盘中找到Ncstudio安装包,双击解压。
(2)在解压后的文件夹中找到,双击运行,安装软件。
(3)安装驱动。
安装完成后,不必重启计算机。
我的电脑右键→选择属性→系统属性里面选择硬件→选择设备管理器。
鼠标右击,选择扫描检测硬件改动(A)弹出新硬件向导搜索到PCI卡→默认点击下一步→自动安装PCI卡驱动→安装完成→NC可以正常使用!3.雕刻机机床参数设置(1)厂商参数参数设置。
打开软件,点击系统参数→厂商参数输入口令NCSTUDIO.,进入参数设置界面。
根据您的机器来设置,如下来填写对应项!!!对刀块厚度()mm;固定对刀块坐标X()Y()电机参数:Z轴最大速度(1000)毫米/分钟(2)加工参数设置,点击系统参数→加工参数。
进入加工参数设置界面勾选以下三项适合您机器的速度为:其余参数为默认设置即可!注:参数修改完成以后一定要点击应用!设置完成后机器通电后便可以移动了(注意Z轴要在安全高度,四周无障碍物,避免碰撞!)!二、精雕软件与诺诚转换器1.精雕软件:解压光盘中的这个文件,然后打开文件夹,把发送到桌面就可以直接使用了。
无需安装。
2.诺诚转换器(维宏软件无法兼容精雕的ENG格式路径,所以要用这个转换软件转换成nc代码,然后导入维宏软件,进行加工。
)解压光盘中的这个文件,然后打开文件夹,把发送到桌面就可以直接使用了。
无需安装。
三、材料固定与加工。
M3600 电动雕刻机技术参数说明书
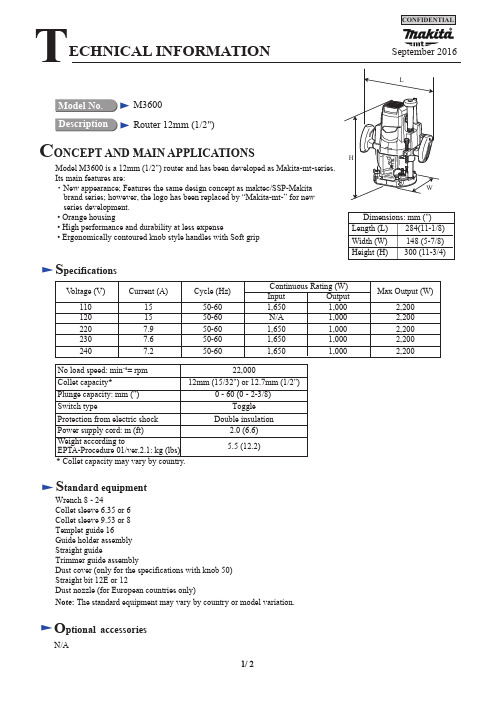
September 2016ECHNICAL INFORMATION1/ 2C ONCEPT AND MAIN APPLICATIONSS pecificationsS tandard equipmentO ptional accessoriesContinuous Rating (W)V oltage (V)Cycle (Hz)Input Output Max Output (W)11012022023024015157.97.67.250-6050-6050-6050-6050-601,650N/A 1,6501,6501,6501,0001,0001,0001,0001,0002,2002,2002,2002,2002,200Current (A)Dimensions: mm (")Width (W)Height (H)Length (L)284(11-1/8)148 (5-7/8)300 (11-3/4)Note: The standard equipment may vary by country or model variation.M3600Router 12mm (1/2")N/ACollet capacity *22,000Plunge capacity: mm (")Toggle 5.5 (12.2)12mm (15/32") or 12.7mm (1/2")0 - 60 (0 - 2-3/8)Switch typeWrench 8 - 24Collet sleeve 6.35 or 6Collet sleeve 9.53 or 8Templet guide 16Guide holder assembly Straight guideTrimmer guide assemblyDust cover (only for the specifications with knob 50)Straight bit 12E or 12Dust nozzle (for European countries only)Model M3600 is a 12mm (1/2") router and has been developed as Makita-mt-series.Its main features are: New appearance; Features the same design concept as maktec/SSP-Makita brand series; however, the logo has been replaced by “Makita-mt-” for new series development.•Orange housing•High performance and durability at less expense•Ergonomically contoured knob style handles with Soft gripNo load speed: min ˉ¹= rpmProtection from electric shock Double insulation Power supply cord: m (ft)Weight according toEPTA-Procedure 01/ver.2.1: kg (lbs) 2.0 (6.6)*Collet capacity may vary by country.TC omparison of productsF eatures and benefits2/ 2***Specification Comparison*The performance of M3600 is the same as that of MT362.See the Technical Information of MT362.Performance Comparison。
雕刻机参数设置
雕刻机参数设置和使用方法雕刻机参数详细设置加工参数:厂商参数:口令为:NCSTUDIO(大小写不锁定)设置完成后点引用重新启动软件就好了一、文泰雕刻软件路径的生成A:二维雕刻路径的生成1: 阴刻、阳刻2: 雕刻深度3: 雕刻方式4: 选择刀具5: 二次加工方式B:三维路径的生成1: 阴刻、阳刻2: 雕刻深度3: 选择刀具C:割的路径生成1: 轮廓线输出方式2: 选择刀具3: 雕刻深度4: 勾边方向二、刀具管理1:刀具的分类2:参数的设置3:添加刀具三、雕刻路径的保存1: 代码格式2: 保存路径3: 保存类型4: 抬刀高度四、维宏系统(NcStudio)的操作步骤1:开机复位2:卸载、载入雕刻文件3:仿真、取消仿真4:定加工原点5:放慢速度、打开并调整主轴速度、开始加工6:调整加工速度7:加工完毕一、文泰雕刻软件路径的生成A:二维雕刻路径的生成选择所要生成路径的部分单击二维雕刻路径 线条路径输出检查图形错误 雕刻路径保存三维雕刻路径删除路径用不到123451:阴刻、阳刻阴刻的效果---在图形的内部雕刻上图为实际阳刻效果下图为阴刻做出的阳刻效果阳刻的效果---在图形的外部进行加工阳刻的方法:对所要加工的物体加一个封闭的外框,然后将两者组合在一起2D中仍然选择阴刻。
做出来就是阳刻的效果。
2:雕刻深度刻胸牌全部为0.1MM,3:雕刻方式水平铣底勾边4:刀具库平底尖刀5:二次加工方式此项与雕刻方式互相结合使用,但要注意:此相的刀具库选择的时候,刀具必须与雕刻方式中的刀具是同一把刀!B:三维路径的生成1:阴刻全部为阴刻2:雕刻深度材料厚度的1/23:选择刀具中心尖刀C:割的路径生成1:轮廓线输出方式雕刻刀宽度内轮廓外轮廓原线输图中带箭头的线条为刀具中心线移动的路径, 2:选择刀具 直刀3:雕刻深度割字的情况下可以设雕刻深度为零,机器对刀(Z 轴)以台面为基准点,进行切割 (此方法不易损伤台面) 4:勾边方向当选内轮廓和外轮廓的时候可以选择勾边方向。
雕刻机使用说明书

雕刻机使用说明书Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998雕刻机使用手册目录首页首先感谢您选用本公司产品,在您机器安装前请仔细阅读本说明书,以免给您的安装和使用造成不必要的麻烦。
如您在使用本产品的过程中遇到问题,请致电本公司售后服务电话:本说明书解释权归广州锐雕数控科技有限公司所有,本说明书中所涉及一些技术参数如发生改变,恕无法另行通知。
安装前注意事项:1.切勿在闪电和打雷时安装此设备,切勿在潮湿的地方安装电源插座,切勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训,操作过程中必须注意人身安全和机器安全。
3.电源电压要求为210V~230V,若电源电压不稳或周围有大功率的用电设备,请在专业人员指导下安装稳压电流。
4.不可带电插拔数据电缆,机器本身和控制柜必须接地。
5.操作人员切勿带手套,最好带上防护眼镜。
6.刀具一定要装好夹紧,保持刀具锋利,钝刀将使雕刻质量下降和使电机过载。
7.请勿将手伸入刀具工作范围内。
不可加工含石棉的材料。
8.加工材料大小不要超过机械加工范围,长时间不用请切断电源,机器移动时必须有专业人员指导。
9.水冷主轴使用前一定要注意通水。
10.如机器出现异常,请与经销商或本公司售后服务部联系。
第一章雕刻机的组成一、图片1.整机图(1)12系列(2)木工机2.控制柜前部指示图(1)12系列(2)木工机3.控制柜后部接线图(1)12系列(2)木工机4. 变频器面板指示图二、雕刻机配件第二章雕刻机的安装及软件设置一、机器安装警告:所有操作须在断电下进行!1.打开木箱,抬出机器放在平地,轻搬轻放,避免撞击。
2.打开工具箱,按装箱清单检查所有配件是否齐全。
3.将控制电缆连接到DSP手柄或控制卡上。
(如机器是维宏控制卡控制,请打开电脑机箱,把控制卡插入电脑PCI插槽)4.将水泵出水口和主轴电机水管连接,将水泵放入水箱。
水箱注满三分之二的水,为保护主轴最好用纯净水(如风冷主轴可略过此步骤)5.将电源线一端插入控制柜的电源接口上,另一端插入标准220V电源插座上。
雕刻机参数设置说明
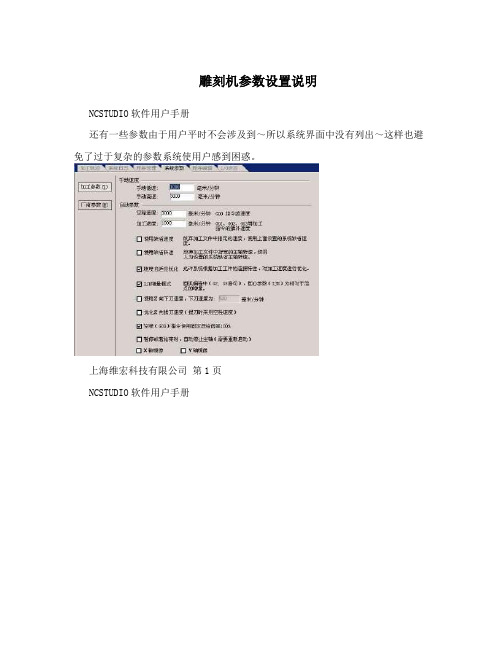
雕刻机参数设置说明NCSTUDIO软件用户手册还有一些参数由于用户平时不会涉及到~所以系统界面中没有列出~这样也避免了过于复杂的参数系统使用户感到困惑。
上海维宏科技有限公司第1页NCSTUDIO软件用户手册手动速度:包括手动高速速度和手动低速速度~这两个值用来控制用户在“点动”模式下的运动速度。
, 手动低速速度是指只按下手动方向键时的运动速度,, 手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:, 空程速度:G00 指令的运动速度,, 加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度~如果自动模式下的加工程序、或者MDI指令中没有指定速度~就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
上海维宏科技有限公司第2页NCSTUDIO软件用户手册这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
, 使用缺省速度:是否放弃加工程序中指定的速度~使用上面设置的系统缺省速度。
, 使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速~使用人为设置的系统缺省转速。
, 速度自适应优化:是否允许系统根据加工工件的连接特性~对加工速度进行优化。
,是否为增量模式~某些后处理程序生成的圆弧, IJK增量模式:圆心编程,IJK 编程使用的IJK值是增量值。
关于这一点~请参考对应的后处理程序说明。
, 使用,向下刀速度:是否在,向垂直向下运动时~采用特定的速度落刀速度。
, 优化,向提刀速度:是否在,向垂直向上运动时~采用G00速度提刀。
点)。
, 空程,G00,指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时~是否忽略进给被率的影响。
这样当改变倍率时~不影响空程移动的速度。
, 暂停或者结束时~自动停止主轴,需要重新启动,:设定当一个加工程序中途暂停或加工结束后~是否自动停止主轴转动。
宝源系统木工机械雕刻机参数设置
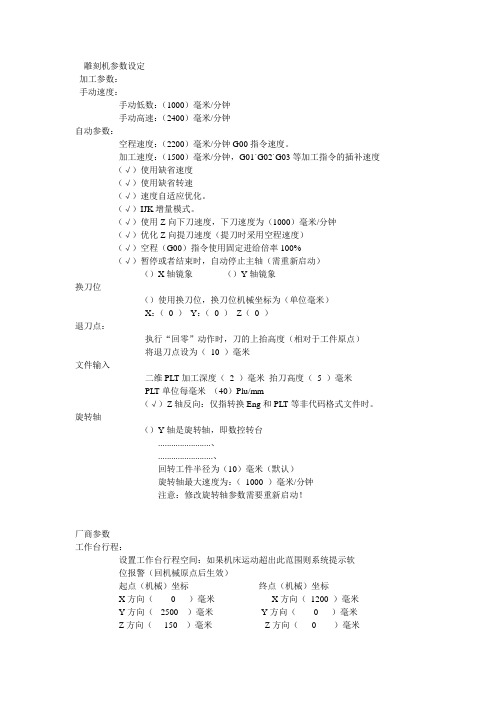
宝源系统木工机械雕刻机参数设置xxxx雕刻机参数设定加工参数:x手动速度:x手动低数:(1000)毫米/分钟手动高速:(2400)毫米/分钟自动参数:x空程速度:(2200)毫米/分钟G00指令速度。
加工速度:(1500)毫米/分钟,G01`G02`G03等加工指令的插补速度(√)使用缺省速度(√)使用缺省转速(√)速度自适应优化。
(√)IJK增量模式。
(√)使用Z向下刀速度,下刀速度为(1000)毫米/分钟(√)优化Z向提刀速度(提刀时采用空程速度)(√)空程(G00)指令使用固定进给倍率100%(√)暂停或者结束时,自动停止主轴(需重新启动)()X轴镜象()Y轴镜象换刀位()使用换刀位,换刀位机械坐标为(单位毫米)X:( 0 ) Y:( 0 ) Z( 0 )退刀点:执行“回零”动作时,刀的上抬高度(相对于工件原点)将退刀点设为( 10 )毫米文件输入二维PLT加工深度( 2 )毫米抬刀高度( 5 )毫米PLT单位每毫米(40)Plu/mm(√)Z轴反向:仅指转换Eng和PLT等非代码格式文件时。
旋转轴()Y轴是旋转轴,即数控转台回转工件半径为(10)毫米(默认)旋转轴最大速度为:( 1000 )毫米/分钟注意:修改旋转轴参数需要重新启动!厂商参数工作台行程:设置工作台行程空间:如果机床运动超出此范围则系统提示软位报警(回机械原点后生效)起点(机械)坐标终点(机械)坐标X方向( 0 )毫米 X方向( 1200 )毫米Y方向( -2500 )毫米 Y方向( 0 )毫米Z方向( -150 )毫米 Z方向( 0 )毫米注意:修改工作太行程需重新启动对刀块对刀块的厚度( 10 )毫米固定对刀块的机械坐标 X:(0) Y(0)毫米固定对刀快速下刀位机械坐标(Z)为(-1)毫米电机参数、X轴:(0.01)毫米/脉冲起跳速度为Y轴:(0.01)毫米/脉冲(300)毫米/分钟Z轴:(0.01)毫米/脉冲 Z轴最大速度为当Y轴为旋转轴时,Y轴脉冲当量为:(1000)毫米/分钟(0.006)度/脉冲加速度:警告:该参数一般在出厂已调整好,不恰当地设置此参数会引起加工误差,甚至导致机床损坏。
雕刻机使用说明书
雕刻机使用手册目录首页- 3 -安装前注意事项:- 4 -第一章雕刻机的组成- 5 -一、图片- 5 -二、雕刻机配件- 7 -第二章雕刻机的安装及软件设置- 9 -一、机器安装- 9 -二.软件的安装- 9 -三.软件的参数设置- 12 -第三章雕刻机的操作流程- 18 -第四章刀具的选择- 19 -第五章机器的日常维护及保养- 20 -第六章故障与分析- 21 -附录1控制卡具体参数设置- 25 -附录2DSP手柄的使用说明- 26 -首页首先感谢您选用本公司产品,在您机器安装前请仔细阅读本说明书,以免给您的安装和使用造成不必要的麻烦。
如您在使用本产品的过程中遇到问题,请致电本公司售后服务电话:05本说明书解释权归广州锐雕数控科技有限公司所有,本说明书中所涉及一些技术参数如发生改变,恕无法另行通知。
安装前注意事项:1.切勿在闪电和打雷时安装此设备,切勿在潮湿的地方安装电源插座,切勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训,操作过程中必须注意人身安全和机器安全。
3.电源电压要求为210V~230V,若电源电压不稳或周围有大功率的用电设备,请在专业人员指导下安装稳压电流。
4.不可带电插拔数据电缆,机器本身和控制柜必须接地。
5.操作人员切勿带手套,最好带上防护眼镜。
6.刀具一定要装好夹紧,保持刀具锋利,钝刀将使雕刻质量下降和使电机过载。
7.请勿将手伸入刀具工作范围内。
不可加工含石棉的材料。
8.加工材料大小不要超过机械加工范围,长时间不用请切断电源,机器移动时必须有专业人员指导。
9.水冷主轴使用前一定要注意通水。
10.如机器出现异常,请与经销商或本公司售后服务部联系。
第一章雕刻机的组成一、图片1.整机图(1)12系列(2)木工机2.控制柜前部指示图(1)12系列(2)木工机3.控制柜后部接线图(1)12系列(2)木工机4. 变频器面板指示图二、雕刻机配件第二章雕刻机的安装及软件设置一、机器安装警告:所有操作须在断电下进行!1.打开木箱,抬出机器放在平地,轻搬轻放,避免撞击。
雕刻机参数设定
雕刻机参数设定加工参数:手动速度:手动低数:(1000)毫米/分钟手动高速:(2400)毫米/分钟自动参数:空程速度:(2200)毫米/分钟G00指令速度。
加工速度:(1500)毫米/分钟,G01`G02`G03等加工指令的插补速度(√)使用缺省速度(√)使用缺省转速(√)速度自适应优化。
(√)IJK增量模式。
(√)使用Z向下刀速度,下刀速度为(1000)毫米/分钟(√)优化Z向提刀速度(提刀时采用空程速度)(√)空程(G00)指令使用固定进给倍率100%(√)暂停或者结束时,自动停止主轴(需重新启动)()X轴镜象()Y轴镜象换刀位()使用换刀位,换刀位机械坐标为(单位毫米)X:(0 )Y:(0 )Z(0 )退刀点:执行“回零”动作时,刀的上抬高度(相对于工件原点)将退刀点设为(10 )毫米文件输入二维PLT加工深度(2 )毫米抬刀高度(5 )毫米PLT单位每毫米(40)Plu/mm(√)Z轴反向:仅指转换Eng和PLT等非代码格式文件时。
旋转轴()Y轴是旋转轴,即数控转台........................、.........................、回转工件半径为(10)毫米(默认)旋转轴最大速度为:(1000 )毫米/分钟注意:修改旋转轴参数需要重新启动!厂商参数工作台行程:设置工作台行程空间:如果机床运动超出此范围则系统提示软位报警(回机械原点后生效)起点(机械)坐标终点(机械)坐标X方向(0 )毫米X方向(1200 )毫米Y方向(-2500 )毫米Y方向(0 )毫米Z方向(-150 )毫米Z方向(0 )毫米注意:修改工作太行程需重新启动对刀块对刀块的厚度(10 )毫米固定对刀块的机械坐标X:(0)Y(0)毫米固定对刀快速下刀位机械坐标(Z)为(-1)毫米电机参数、X轴:(0.01)毫米/脉冲起跳速度为Y轴:(0.01)毫米/脉冲(300)毫米/分钟Z轴:(0.01)毫米/脉冲Z轴最大速度为当Y轴为旋转轴时,Y轴脉冲当量为:(1000)毫米/分钟(0.006)度/脉冲加速度:警告:该参数一般在出厂已调整好,不恰当地设置此参数会引起加工误差,甚至导致机床损坏。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
●换刀位机械坐标X、Y、Z:设置换刀位的机械坐标(注意:不是工件坐标!)。
退刀点参数:退刀点:执行回工件原点、断点继续动作时,刀的上抬高度(相对工件原点)。
文件输入参数:●二维PLT加工深度:设定载入PLT文件加工时的刀具深度。
●抬刀高度:设定PLT文件加工时的抬起刀具的高度。
●PLT单位每毫米:设定PLT单位值。
●Z轴反向:设定是否启用Z轴反向功能。
本系统默认为Z轴向上为正。
旋转轴参数:●Y轴是旋转轴:如果Y轴是旋转轴,选择该选项。
其他旋转轴参数只有在旋转轴有效时,才可以设置:●旋转轴使用角度单位(度):如果回转体加工程序文件中旋转轴以角度为单位,选择该项。
●旋转轴使用长度单位(毫米):如果回转体加工程序文件中旋转轴以加工表面的长度为计量单位,选择该项。
这时需要输入工件的回转半径。
厂商参数用户一般情况下接触不到“厂商参数”,所以可以跳过本节。
对于没有授权的普通用户,系统在进入“厂商参数”之前也可能提示输入口令。
这只是为了防止用户偶尔修改了这些重要参数,而导致系统出现故障。
工作台行程空间:指工作台有效加工范围,这里使用的是机械坐标,注意,一般Z轴的机械零点在上面,所以,Z轴的有效行程范围一般是小于零的。
根据机械限位开关的位置,确定实际的行程,对保护机床是非常有帮助的。
在合理地设置了工作台行程空间后,如果机床运动超出此范围,则系统提示软限位报警,这时候起作用的不是真实的限位开关,而软件根据当前机械坐标和工作台行程空间相比较得出的结果,而不会造成因为撞击限位开关或者硬限位可能带来的损坏。
注意:该值在出厂时已经设置好,请勿擅自修改!如果要修改,请仔细测量。
对刀块参数:●对刀块厚度:请准确测量对刀块厚度填入此处。
注意:该值在出厂一般也已经设置好,请勿擅自修改。
●固定对刀块的机械坐标:在使用固定对刀块工作方式时,需要指定规定对刀块的机械坐标,请准确填入此值,保证对刀成功。
电机参数:●脉冲当量:是指运动控制卡能够处理的最小位移量,在步进系统中,它一般对应着一个步进脉冲,再根据传动关系,把步进脉冲的角位移量转化为直线量。
●起跳速度:该参数对应步进电机的起跳频率。
加速度:系统使用两个加速度参数来确定运动的加速能力:●单轴加速度:用以描述单个进给轴的加减速能力;●弯道加速度:用以描述多个进给轴联动时的加减速能力;警告:该参数一般在出厂时已经调整好。
不恰当地设置此参数会引起加工误差,甚至导致机床损坏。
主轴参数这组参数用于控制主轴的行为。
具体的指标有两个:主轴最高转速和主轴启动(停止)时间。
●主轴最高转速●当系统使用连续转速控制方式时,最大的模拟输出量对应的主轴转速。
●主轴启动(停止)时间●在程序开始和停止时,如果使用主轴自动启停功能,由于主轴启停需要一定的时间,需要加入一定的延时,此参数用于设定延时时间。
手摇脉冲发生器新版本的Ncstudio支持手摇脉冲发生器。
如果准备使用此项功能,请正确设置本组参数。
本组参数有两个:支持手摇脉冲发生器和严格手摇脉冲发生器记数。
●支持手摇脉冲发生器:当准备使用手摇脉冲发生器,必须使该选项有效。
此时运动控制卡的输入输出按照手摇脉冲发生器方式定义。
●严格手摇脉冲发生器记数:在这种情况下,机床运动的距离严格对应手轮计数,但是,在手轮转动太快的情况下,即使手轮停止,机床可能仍然运动较长时间。
不使用本参数时,系统对手轮的转动有较快的响应时间,但是,当转动太快时,可能造成机床运动的距离与手轮转动的距离不符。
1.1程序编辑窗口编辑窗口的上端是被编辑程序文件的文件名。
下面是一个标准的Windows风格编辑窗口。
该窗口的编辑能力比Windows配置的“附件”程序“记事本”的编辑能力要大的多,从理论上说,该编辑窗口可以编辑超过1000兆(也就是1吉,1G)字节大小的加工程序,从而满足了编辑任意复杂加工程序的要求。
1.2输入输出状态(I/O状态)窗口输入输出(I/O)状态窗口显示系统I/O的当前映像,这对系统监视和故障诊断非常有帮助。
注意:该窗口显示的内容依据不同的板卡设置和不同的用户需求有所不同,这里给出的内容仅供参考。
2Ncstudio™菜单系统2.1“文件”菜单在“文件”菜单中包含用于对文件进行操作的命令选项。
该下拉菜单的前两项用于程序文件的“载入”和“卸出”。
这里的载入和卸出功能与自动加工有关,是指程序文件装载到数控程序解释缓冲区,以及从其中卸载,载入后该程序显示在自动窗口中。
中间的七个菜单项用于程序文件的编辑。
由编辑功能打开的文件显示在编辑窗口中。
请注意与“载入”和“卸出”功能的区别。
打开并装载“打开并装载”菜单项也可用快捷键“CTRL+O”快速执行。
该菜单用于打开已有的、存于磁盘上的加工程序文件,并将其装载到系统的数控程序解释缓冲区,这样系统数控程序解释引擎就可以对缓冲区种的数据逐行解释,并把产生的加工指令传递到数控控制卡。
这就是加工过程的实现。
选择该菜单项弹出“打开”对话框,如图所示:用户可以从中选择要打开程序文件所在的磁盘驱动器、路径以及文件名。
打开加工程序后,用户可以在自动窗口中看到该程序。
另外,打开加工程序后,用户能注意到系统主窗口的标题栏发生变化:已经打开的加工程序名缀在程序名称之后;文件窗口显示出当前打开的文件内容;一些原来与自动加工有关的被禁止的菜单项被使能,例如:“操作”菜单的“开始”菜单项,这表明用户可以进行自动加工操作。
在旧的Ncstudio™版本中,一旦加工程序载入系统,该文件就处于使用状态,这意味着其它程序不能对该文件进行修改(但是可以执行“读”操作),因此,用户若要修改该文件,必须在Ncstudio™系统中关闭该文件。
这个限制在新版本中得到根本改进。
新版本,也就是版本5.0以后的版本,将程序文件装载到系统的数控程序解释缓冲区后,以后的访问就基于该缓冲区,与实际文件脱离,从而实现了在加工程序文件载入系统中后,仍然可以对文件进行修改,而此时的修改与正在加工的文件无关;如果需要应用这些修改,可以将程序文件重新载入系统。
从5.4.33版本开始,增加了对精雕加工文件(*.eng)的支持。
卸载在加工程序载入系统后,用户可以选择关闭功能,关闭当前装载到系统的数控程序解释缓冲区的文件。
注意:如果当前文件正在加工,则不能被关闭。
新建加工程序选择该功能,系统打开一个编辑窗口,供用户编辑新建文件之用,在编辑全过程用户可以随时保存该文件。
打开并编辑该功能打开已有的、存于磁盘上的加工程序文件,并将其装载到编辑窗口。
用户可以在编辑窗口执行编辑功能。
编辑当前加工程序该功能将当前已经在数控程序解释缓冲区中的程序文件载入编辑窗口。
该菜单项只在当前已经有程序文件在数控程序解释缓冲区中时才有效。
保存该功能将当前在编辑窗口中的程序文件存入计算机。
如果当前编辑的是新文件,该功能会导入“另存为”对话框。
另存为该功能将当前在编辑窗口中的程序文件,改名存入计算机。
执行该功能程序将弹出“另存为”对话框,用户在其中指定路径和文件名,选择“保存”按钮,则文件以新的文件名保存;选择“取消”按钮,则取消该保存动作。
保存并装载该功能是“保存”和“打开并载入”的组合。
首先与保存功能一样,将当前在编辑窗口中的程序文件存入计算机。
然后,将保存后的程序文件载入系统的数控程序解释缓冲区。
关闭该菜单项关闭当前正在编辑的程序文件。
最近装载的加工程序该菜单项会打开一个新的子菜单,子菜单显示最近曾经装载的加工程序名,用户如要再装载这些文件可以直接单击文件名,就可以快速装载这些文件了。
最近编辑的加工程序同上一个的菜单项类似。
该菜单项会打开一个新的子菜单,子菜单显示最近曾经编辑的加工程序名,用户如要再编辑这些文件可以直接单击文件名,就可以快速编辑这些文件了。
退出选择此选项,用户可以关闭Ncstudio™数控系统。
此时如果用户有正在编辑的程序文件没有保存,将弹出对话框提示是否要保存文件,如需保存则点击“是”,如不需保留则点击“否”,如不要退出则点击“取消”。
如果用户正在自动加工,系统将提示用户先结束当前的加工任务,再退出系统。
2.2“编辑”菜单“编辑”菜单中包含用于编辑窗口的菜单项,该菜单项会随着第二窗口区的当前活动窗口的不同而不同。
这是因为这些窗口可能会包含一些特定的编辑功能。
下图是系统参数窗口、I/O状态窗口和程序编辑窗口激活时的编辑菜单。
此时的菜单项值包含一些最基本的菜单项。
下图是加工轨迹窗口激活时的编辑菜单。
下图是系统日志窗口激活时的编辑菜单。
2.3“查看”菜单“查看”菜单中包含用于对主窗口内显示内容进行调整的命令选项。
这些菜单项有些会随着主窗口的不同而不同。
在所有情况下都有的菜单项如上图所示。
工具栏如果工具栏已打开,则选择“工具栏”菜单项将关闭工具栏。
如果工具栏已关闭,则选择“工具栏”菜单项将打开工具栏。