MGIT 320简易操作卡
科威文本显示器 WSP系列使用手册 V2.1
黄石科威自控有限公司
5.6 LG Master-K120s系列PLC....................................78 5.7 台达DVP系列PLC............................................79 5.8 MODBUS协议................................................80 5.9 ABB 系列 PLC ……………………………………………………………85
iii
黄石科威自控有限公司
第 1 章 WSP0301 产品概述
1.1 功能概述
WSP0301 字符型人机界面(以下简称 WSP0301)是一种取代传统面板控制 器,智能化的小型人机界面。它针对 PLC,以寄存器、文字、图形等形式,监控 PLC 内部资源数值和状态,使操作人员能够了解和控制设备运行状态。
环境条件
操作温度
0~50℃
保存温度
-10~60℃
环境温度
20~85%(无凝露)
耐振动
10~25Hz(X,Y,Z 方向各 30 分钟 2G)
抗干扰
电压噪声:1500Vp-p
周围空气
无腐蚀性气体
保护结构
适合 IP65
2
黄石科威自控有限公司
1.3 WSP0301 结构
1.3.1 外观图及按键功能说明
WSP0301 正面板中间为液晶显示窗口,按键为薄膜开关按键,触摸手感好、 使用寿命长、安全可靠。20 个按键分别为:数字键 0-9;功能键如 ALM 报警、 ENT 输入等;方向能键向上/下/左/右键,按键含义如表 1.2 所列举。所有按键除 具有基本功能外,还可以设定成特殊功能按键,直接完成画面跳转和线圈状态的 设定等功能。WSP0301 外观如图 1.1:
MID3D 打印机快速操作指南说明书

Mid3D打印机*使用产品前倾仔细阅读快速操作指南,并妥善保管快速操作指南服务热线:*************扫码获取更多在线服务MID 装箱清单打开产品包装后,请确认M ID3D打印机是否完好,对照下图确认配件是否齐全。
MID 整机x1PLA 耗材1kg x1电源x1USB 数据线x1Pc 门板x4耗材支架x1或x2送丝架管子x1或x2Sd 卡、读卡器x1平台玻璃(202x220mm)x1铲刀x1门把手x1七字扳手x3(规格1.5/2/2.5)镊子x1门板铰链x2手拧螺丝(M3X6)x8圆形磁铁/圆形卡扣x1黑色x8半圆头螺丝((M4x 6)x10MID外观介绍挤出机S d卡槽触摸屏打印平台操作必读步骤1将配件中的左右门板与前门板取出,左右门板通过圆形黑色卡扣将门板固定到机器左右的固定孔位上,用配件中的铰链跟M4x6半圆头螺钉将前门板安装到打印机正面的孔位上,安装后效果如下图所示。
耗材装卸先用四颗手拧螺丝将耗材架固定在机器内部右侧的耗材架孔位上,把耗材悬挂于耗材架上,耗材穿过白色导料管后,从打印喷头的进料口插入,向下插入遇到阻力后停止即可。
耗材盘进料口导料管开启设备将电源线插入机器背面的220V 电源接口后,并将电源线插入墙壁电源接口,按下机器前部的圆形金属开关,听到“滴”声后,显示屏正常显示开机界面,表示3D 打印机已经正常启动。
22V 电源接口金属开关点击触摸屏上的工具图标,进入工具子菜单后,点击预热图标,在预热子菜单中,点击序号1上箭头进行喷头预热,默认预热温度为200度,你也可以通过上下箭头今天温度调节。
首页工具子菜单预热子菜单电源线接头挤出机测试在工具子菜单中,点击装卸耗材图标,进入装卸耗材子菜单,点击标有E1标示的下箭头,进行耗材预挤出,如观察到喷头有耗材正常挤出,即可点击红色停止图标,挤出机测试步骤完成,点击返回图标至首页。
工具子菜单装卸耗材子菜单步骤4平台固定取出配件盒中的已经喷好防翘边胶水的平台玻璃,将平台玻璃向内推入加热板末端的玻璃夹内,再将加热板前端的玻璃夹扣上即可(注意:平台装卸好后,点击触摸屏上归零图标操作机器归零后,通过调节平台下方的四颗螺丝将打印头跟平台间隙调整至一张纸的厚度)。
MGIT液体培养快速检测结核分枝杆菌的临床分析
MGIT液体培养快速检测结核分枝杆菌的临床分析摘要:目的分析探讨MGIT液体培养在快速检测结核分枝杆菌中的临床应用价值。
方法随机选取2015年7月~2017年6月我中心收集的420份治疗中的结核病患者痰标本,分别采用MGIT液体培养、L-J固体培养法检测结核分枝杆菌,并于痰直接涂片抗酸染色法进行比较。
结果420份痰标本中,涂片抗酸染色阳性检出率21.67%,MGIT液体培养法、L-J固体培养法阳性检出率分别为34.05%、27.14%,三种检测方法阳性检出率差异具有统计学意义(P<0.05);另329份涂片抗酸染色阴性标本中,MGIT液体培养法、L-J固体培养法阳性检出率17.02%、10.03%,差异亦具有统计学意义(P<0.05)。
MGIT液体培养法平均报阳时间较L-J固体培养法明显缩短,报阳时间分布上亦显著优于固体培养法(P<0.05);MGIT液体培养法污染率5.71%较L-J固体培养法的2.86%明显升高(P<0.05)。
结论相对L-J固体培养法,MGIT液体培养法在结核分枝杆菌检测应用中具有检出率高、报阳时间短、操作简单、经济便捷等优点。
关键词:MGIT液体培养;结核分枝杆菌;临床检测[Abstract] objective to explore the clinical application value of MGIT liquid culture in rapid detection of mycobacterium tuberculosis. Methods randomly selected from July2015 to June 2017 I collected 420 TB patients in the treatment of sputum specimens,respectively using MGIT liquid cultivation,L - J solid method to detect mycobacterium tuberculosis,direct smear and sputum acid staining method is used in the comparison. The results of 420 sputum samples,smear positive detection rate of 21.67%,acid-fast stain MGIT liquid culture method,the positive rate L - J solid state culture method was 34.05%,27.14% respectively,three methods of testing positive detection rate differences statistically significant(P < 0.05);In other 329 samples of negative acid staining,MGIT liquid culture method,l-j solid culture positive detection rate of 17.02% and 10.03% were also statistically significant(P < 0.05). The MGIT liquid culture method was significantly shorter than that of l-j solid culture method,and was significantly better than the solid culture method(P < 0.05). The pollution rate of MGIT liquid culture was 5.71% compared with 2.86% of l-j solid culture method(P < 0.05). Conclusion compared with l-j solid culture,MGIT liquid culture method has the advantages of high detection rate,short time,simple operation and economical convenience in the detection and application of mycobacterium tuberculosis.[Key words] MGIT liquid culture;Mycobacterium tuberculosis;Clinical testing 近年来随着环境污染的加剧,以及我国流动人口在数量、范围以及频率上的增加,使得结核病的发病率呈现明显的上升趋势[1]。
Makerbot 3D打印机使用手册

Makerbot打印机基本使用手册使用前需要注意: 1.文件名不能为中文,并且文件名字符最好不超过30字符;2.模型必须为密封无缝无破面,模型内部干净无重面;3.模型三角面数最好不超过一百万个;4.模型细节最好不小于1mm。
一、Makerbot2/2X打印机物理按钮的操作指示介绍: M 字按钮的操作指示:为确认和调出菜单选项的命令;左箭头按钮的操作指示:为返回和取消任务的命令;右箭头按钮的操作指示:为进入下一层操作的命令;上箭头按钮的操作指示:为向上移动的命令;下箭头按钮的操作指示:为向下移动的命令。
二、Makerbot 2/2X 主次页展开操作命令树: 1、BuildfromSD从SD卡中选择构建(按M键进入并通过上下箭头选择程序后按M键确认打印)2、Preheat预热2-1startpreheat开始预热ExtruderON挤出机正在进行中☆2X预热RExtruderON挤出机正在进行中LExtruderOFF挤出机正在进行中Platform OFF 水平构建底板取消3、Utilities 实用工具3-1Monitormode监控模式3-2ChangeFilament更换材料Load进丝Unload退丝☆2X退换丝Loadright右边进丝Unloadright右边退丝Loadleft左边进丝Unloadleft右边进丝 3-4 LevelBuildplate 水平构建底板矫正(此操作命令,需要准备一张0.1-0.2mm厚度的纸,当启动水平矫正命令时,将纸片放置于构建底板与喷头之间,然后按M键读取显示屏信息一直到喷头开始移动,这个时候,我们可以通过旋钮调整水平构建板底部的三个螺丝来达到喷头与底板的间隙均匀,间隙大概有0.2-0.3mm即可,详见附录图目一)3-5HomeAxes回归初始轴(此命令的要点在于运行后,打印机喷头会向右后方移动,并且水平底板会向上抬高,就是预备打印的状态。
此命令的中,需要水平底板在休息状态时,必须借助Runstartupscript命令调整Z轴来实现)3-6 JobMode 工作模式(此命令主要是在于手动调节X轴、Y轴和Z轴的位置)3-7Runstartupscript运行启动脚本(第一次启动打印机时使用,目的在于调整机器到最佳打印状态)3-8Enablesteppers/DisableSteppers启用/禁用电步机3-9 Blink LEDs 调整LED灯Exitmenu 4、Infoandsettings信息和设置4-1Botstatistics构建统计4-2GeneralSettings综合设置Sound OFF 声音关闭/LEDcolorWHITE/LED灯颜色/AccelerateON加速打开/ HeatHold00m热度保持00分钟HelpTextON帮助文本打开/ToolCountON 工具计算打开HeatedPlateON 加热底板打开(2X功能)Exitmenu 4-3PreheatSettings预热设置RightTool 230 正确共设230°(指的是默认总成温度,比如预热的顶点温度)4-4VersionNumber版本信息4-5 RestoreSettings还原设置Exit menu ☆另:特别需要注意的是,我们在打印过程的中,难免会出现各种各样不可预知的问题。
GAM320分板机操作说明书

GAM320操作说明书说明本文档以切割蓝牙模块PCB板为例,介绍了GAM320从开机登入到程序设定再到常见问题处理的一个完整操作流程,按照此流程顺序可快速使用此设备。
文档较精简,未说明之处,请参考官方手册。
目录操作主流程图 (2)第1章开机登入 (3)第2章新建档案 (4)第3章设置作业高度 (5)第4章设置MARK点 (6)第5章设置程序 (7)第6章其他设置 (12)第7章常见故障 (13)操作主流程图图13第1章开机登入1.1通电、开机后,系统会自动启动GAM320软件,启动后的界面如右图2所示。
1.2点击“权限”,提示“请输入密码”,输入“12345678”登入。
1.3接着,点击“复位”。
机器复位后,操作九宫格中的9个选项均可被选定了。
图2GAM320第2章新建档案2.1如图3所示,点击“右档案”,选择“开启新档”。
然后,命名、选择存储位置、保存。
为了便于对档案进行管理,请按以下规则对档案进行命名:右档案菜单PCB板型号+档案建立日期如:CSR8811_V1.1_20160101图34第3章表面的高度。
3.1示界面。
3.2在左侧图像区找到PCB用处(如板边处),如图5(长按可在XY可调出Z方向调节按钮)3.3找到3.2中的点后,勾选铣刀开始转动。
然后,下调Z表面3.4成功。
3.5退出该项设置。
图4图5主轴旋转Z方向调节按钮工作高度5第4章设置MARK点4.1如图6,点击“对位”按钮,选择“靶标/定点设点”设置“右靶标1”。
4.2如图7,用鼠标移动镜头中心到MARK点1位置,然后拖拽黄色方框大小刚好包住MARK点,最后按空格键。
当提示“右定点1完成,输入下一点...”时说明MARK点1设置成功。
4.3接着,再次移动镜头,按同样方法,设置MARK点2。
4.4最后,再次点击“对位”按钮,退出该项设置。
4.5提示:以蓝牙模块PCB板为例,由于右工作台能同时放2块板,所以设置2(每板1个)或4个(每板2个)MARK 点均可,一般设置2个即可。
10空客320中文AMM手册

MOD.20589P0993 拆下的
全部
电源-介绍新的电源中央和改装导线
MOD.24653P3622 拆下的
全部
舱门-应急撤离滑梯松开和过压警告系统-适应门信号/ 警告对 A319 定义
MOD.25354K3941 拆下的
全部
机身-后机身-拆卸 A320 飞机散货舱门
MOD.25419P4234 拆下的
213-213,
全部 全部
全部 全部
CES
10-HIGHLIGHTS Page 2 of 3 REVISION NO.24 Feb 01/04
章/节/题 C 页
改变的原因
有效性
MOD.20109K0082 拆下的
全部
水/废水-安装真空厕所系统-
MOD.20192P0290 拆下的
全部
电源-电气路径-修正分配和分离-
10-11-00
242 Nov01/03 10-12-00
N
10-11-00
R 201 Feb01/04 10-11-00
243 Nov01/03 10-12-00
N
10-11-00
R 202 Feb01/04 10-11-00
601 Nov01/03 10-12-00
N
10-11-00
203 Nov01/03 10-11-00
001-099, 101-149, 151-199, 201-299,
全部
211-299,
全部
004-099, 101-149, 151-199, 201-299, 001-099, 101-149, 151-199, 201-210,
004-099, 101-149, 151-199, 201-299, 213-213,
HCE320手薄说明书

6
3 基本功能介绍
3.1 数据存储与传输
一、数据存储: 手薄支持插入 SD 卡扩大内存,可以把手薄内存中的数据复制存储到 SD 卡中。 二、数据传输: 1 下拉菜单,单击屏幕中【USB 使用方式】图标,选择传输文件。 2 双击【我的电脑】,再双击便携设备下的【HCE320】便可看到两个盘符分别是 SD 和手 机存储设备,可以分别对它们进行读写操作。
Type C 支持 BT4.1 支持 2.4G 和 5G
支持 支持
17
陀螺仪感应器 地磁感应器 NFC OTG
◇ 接口 USB 充电器接口 适配器 TF 卡 SIM 卡
◇ 显示 屏幕规格 分辨率 触摸屏类型
◇ 摄像头 像素 自动对焦 位置
◇ 声音 喇叭
◇ 天线 GPS WIFI /BT 主集天线 分集天线 NFC
1.3 状态图标
图标
说明 充电状态
图标
Wifi 状态 闹钟
Bluetooth 状态
Wifi 同步下载上传
USB 连接成功
说明 振动模式 手簿信号强度 飞行模式 应用上传 应用下载
1.4 LandStar7 测地通软件
简介:Landstar7 是华测公司的最新研发的一款安卓版测量软件,它充分利 用安卓平台稳定、开放的优势,以简单、易于使用为目标,创新性加入 5 种常 用工作模式,一键即可完成 RTK 设置;同时配备强大的图形编辑引擎,并首次 在常规测量软件中添加了对图层、代码等属性的编辑和绘制,在野外即可自动成 图;充分优化的数据库结构,支持 8 万点以上的海量数据管理和百兆超大底图; 还结合强大的云服务功能,让数据的分享、备份更简单。
GAM320分板机操作使用说明书
第 4 章 设置 MARK 点···········································6
第5章
设置程序··········································· 7
第6章
其他设置········································· 12
至此,PCB 板最低行的蓝牙模块 已被完全切掉。
图 15
为什么是 15~16? 因为第 7 个模块上边缘 的两个 L 型坐标的编号 是 15、16。
图 16
图 17
9
5.5 当最底行的模块切割程序做 好以后,我们只需将其作为一个整 体并复制 6 个即可(因有 6 行)。 操作方法同上,具体如图 18 所示。 5.6 至此,1 块 PCB 板的完整程 序已做完。再次点击九宫格“程式”, 退出该项。 5.7 程序做好后可点击九宫格中 的“模拟”按钮,让机器模拟操作, 以便检查程序有没有问题。对于程 序中有问题的地方,可点击“程式” 中的“修正”按钮(图 10)进行调 整。同时,在“修正”中也可对“速 度”“提刀”中的参数进行更改(鼠 标右键)。
图6
鼠标调节此黄色方框大小
图7
6
第 5 章 设置程序
5.1 如图 8,点击“程式”按钮,选
择“L”型,点击“新增”。
提示:此处有“直线”“点”“L 型” “圆弧”“封闭”“U 型”6 种方式可供 选择,但这里为什么选择 L 型呢?
如图 9 中黄色标记所示,把 PCB 板放 在模具上,发现要想切开 23 之间的连接, 需要在 1 点下刀,2 点开切,3 点停止, 正好为 L 型。所以具体选什么方式由具 体 PCB 板形状而定。
奥瑞数控全自动拉布机操作手册

奥瑞全自动拉布机——操作手册合肥奥瑞数控科技有限公司序言尊敬的用户:您好!感谢您对“奥瑞全自动拉布机”的信任与支持。
该机融合了国内外同行业的先进技术,专用于布料的无张力拉布。
奥瑞全自动拉布机性能稳定、窗口化操作简单易懂、性价比高,特别适合服装行业使用。
真诚的希望您在使用本公司产品时能为我们提供宝贵的意见,您的满意是我们永恒的追求!愿“奥瑞全自动拉布机”的质量与我们热诚的服务均能得到您的满意。
目录一.安全防范和技术参数 (1)二.基本操作 (3)二.基本操作 (3)1.开机 (3)2.主菜单画面 (3)3.主界面画面 (3)4.速度设置画面 (4)5.自定义速度画面 (5)6.长度设置画面 (6)7.点动设置画面 (7)8.语言转换画面 (7)9. PLC输入输出监视画面 (8)10.报警历史显示画面 (8)三.拉布过程要点及注意事项 (10)1.在拉布过程中要点 (10)2.在拉布过程中还要注意的事项: (10)四.故障检修 (11)1.拉布机常见故障与排除 (11)一.安全防范和技术参数安全防范:请您在操作机器之前,通读本用户指导手册本机在出厂之前已检查过,本机器符合产品安全指标。
进行维修之前,确保遵守以下安全防范措施。
为确保您安全使用本机,您需要遵守下列条款。
小心电源在确保电源接通的情况下使用。
电源插座容量有限。
请使用和本机器功率相符的插座,否则,会发生冒烟或者过热的现象。
小心电源插销和导线确保将电源插销牢牢地插在电源插座上,如果没有插牢,会发生冒烟或者过热的现象。
不要弯曲和挤压机器的电源线除了额定功率的保险丝以外,不要使用别的保险丝。
不要使用其他电子替代品。
小心安装地点和环境不要将机器放在易燃物附近为防止短路,不要将机器安装在容易溅上雨水的地方不要将机器安装在容易震动或者不平整的地面上,不要将机器安装在超过以下温湿度范围的环境里:●温度;10-30度●湿度:10%-80%技术性能参数介绍:二.基本操作1.开机。
3D打印机激光烧结设备-S320操作手册-B5版本

前言十分感谢您选择了武汉华科三维科技有限公司生产的HK S320选择性激光烧结设备。
S320是我公司推出的一款SLS快速成型机,主要用来加工各种零件和模具。
与传统的零件加工工艺相比,它最大的优点就是一次成型,不需要任何的工装模具,加工周期短。
此外,它还不受零件的形状,复杂程度限制,只要用三维软件(如CAD,Solid works等)制作出零件模型,保存为STL格式,HK S320就能够直接将它转换为实体零件。
HK S320采用双缸供粉双向铺粉系统,提高了铺粉效率;采用自主知识产权控制软件HUST3DP,图形化界面,直观、可读性强、操作简单。
一台好的机器只有在正确的使用和维护过程中,才可能为您创造更多的财富,并使机器保持稳定的精度和长久的寿命。
另外,对操作者的人身安全也才有了可靠保障。
因此,在开始使用本机器前,请您务必首先认真阅读和理解本操作手册的各个章节。
本说明书重点介绍了HK S320的使用安全说明、HK S320的结构、运行操作说明、常见的故障维修和日常护理等内容。
由于设备会持续进行改进,因此当本操作手册使用说明与设备间出现小的差别时,恕不另行通知。
目录前言 (1)目录前言 (2)第一章认识HK S320前言 (5)1.1 HK S320系统组成及性能参数 (5)1.1.1基本组成 (5)1.1.2 HK S320系统性能参数 (6)HK S320系统性能参数 (6)1.2HK S320内部结构简介 (7)1.2.1 HK S320前视图 (7)1.2.2 HK S320后视图 (8)1.2.3 工作腔内部结构示意图 (9)第二章安全事项 (10)2.1 安全使用原则 (10)2.1.1 操作者和专业的维护人员 (10)2.1.2 一般安全原则 (10)2.1.3 安全标志 (11)2.2 机床的安全装置 (12)2.3 操作安全规范 (12)2.3.1 环境安全 (12)2.3.2 激光安全 (13)2.3.3 粉末安全 (13)2.3.4 电气安全 (14)2.3.5 机械安全 (14)2.3.6 高温烫伤安全 (15)第三章运行制造 (16)3.1 制造前准备 (16)3.1.1开机前的准备工作 (16)3.1.2配粉 (16)3.1.3 开机操作 (17)3.1.4 烧结前检查确认 (17)3.1.5图形预处理 (17)3.2零件制作 (18)3.2.1新零件制作步骤 (18)3.3软件界面 (20)3.3.1 菜单项 (21)3.3.2工具栏 (23)3.3.3工具栏 (24)3.3.4系统暂停和继续加工 (28)3.3.5关机 (28)3.4清粉及后处理 (29)3.4.1 清粉前的准备 (29)3.4.2 转移零件到清粉台 (29)3.4.3 清粉 (30)3.4.4 粉末处理 (30)3.5 零件的后处理 (30)3.6 HK S320系统操作的整个工艺流程 (36)第四章常见故障诊断和排除 (38)第五章日常维护 (41)5.1 整机的保养 (41)5.2 工作缸的保养及维护 (41)5.3 Z轴丝杆、铺粉辊导轨的保养及维护 (41)5.4 保护镜处理 (42)5.5 红外探头清洗 (42)5.6 加热管清洗 (43)5.7 铺粉辊清洗 (43)第一章认识HK S3201.1 HK S320系统组成及性能参数1.1.1基本组成HK S320系统由三部分组成:计算机控制系统、主机、激光器冷却器。
空客320PPT:动力装置(CFM)正常操作B

看一下N1指示器。當N1值從當前值變成新的N1值時, 一N1指令弧以青藍色顯示。
注意只有當自動推力接通時它才顯示。
當達到新的N1值時,指令弧消失。 我們近一點再看一次。
动力装置 (CFM)
MENU 正常操作 B
36/66
在巡航,下降和進近階段中,自動推力通常是工作的 ,並且油門杆保持在爬升卡槽。
MENU 正常操作 B
19/66
不對,移動油門杆以調定推力。
动力装置 (CFM)
MENU 正常操作 B
20/66
當達到50%N1時,通過將油門杆移動到靈活卡槽在兩臺發 動機上都調定靈活起飛推力。
繼續調定起飛推力。
动力装置 (CFM)
MENU 正常操作 B
21/66
不對,移動油門杆以調定起飛推力。
IDLE REV MAX REV
动力装置 (CFM)
MENU 正常操作 B
12/66
推力控制可通過兩種方式實現: 和在傳統飛機上一樣,使用油門杆人工控制, 當自動推力系統工作時,自動控制。
动力装置 (CFM)
MENU 正常操作 B
13/66
动力装置 (CFM)
MENU 正常操作 B
14/66
动力装置 (CFM)
在著陸期間,有自動呼叫聲提醒飛行員。 選擇慢車位置。
MENU 正常操作 B
45/66
动力装置 (CFM)
不對,要設置慢車推力,需將油門杆從爬升位移動到 慢車位。
MENU 正常操作 B
46/66
动力装置 (CFM)
不對,要設置慢車推力,需將油門杆從爬升位移動到 慢車位。
MENU 正常操作 B
8/66
FLEX/MCT CLIMB
空客A320简易操作手册

门和窗..................................关好
防撞灯..................................接通
油门杆..................................慢车位
驾驶舱灯...............按需要进行调节
停留刹车...............刹好
襟翼...................UP位
减速板手柄.............收回位
探头/窗加温............自动
APU引气................接通
巡视检查顶板所有白色灯、琥玻色灯熄灭
自动驾驶设计的目的是为了在整个飞行中辅助机组.
以下是自动驾驶操纵面板上按钮的简要说明:
HDG/COURSE-航向/航道
VS-垂直速率
SPEED-速度
ALT-高度
上述按钮可以旋转(左-右+),可以按入(中间),接通时窗口内有一小点显示.
APP-ILS进近
A/T-自动油门
AP-自动驾驶仪
上述旋钮只可以接通/断开.
发动机主电门1..............开
1发起动各项参数............检查正常
03.09起动后
发动机方式选择..............正常
APU引气.....................关
减升板......................待命
襟翼手柄....................2
安全带灯..........开
禁止吸烟..........开
紧急出口灯........待命
多米诺A系列操作手册
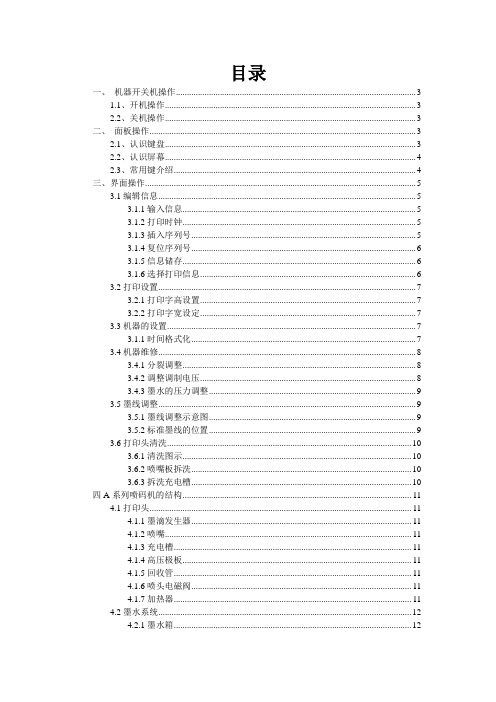
目录一、机器开关机操作 (3)1.1、开机操作 (3)2.2、关机操作 (3)二、面板操作 (3)2.1、认识键盘 (3)2.2、认识屏幕 (4)2.3、常用键介绍 (4)三、界面操作 (5)3.1编辑信息 (5)3.1.1输入信息 (5)3.1.2打印时钟 (5)3.1.3插入序列号 (5)3.1.4复位序列号 (6)3.1.5信息储存 (6)3.1.6选择打印信息 (6)3.2打印设置 (7)3.2.1打印字高设置 (7)3.2.2打印字宽设定 (7)3.3机器的设置 (7)3.1.1时间格式化 (7)3.4机器维修 (8)3.4.1分裂调整 (8)3.4.2调整调制电压 (8)3.4.3墨水的压力调整 (9)3.5墨线调整 (9)3.5.1墨线调整示意图 (9)3.5.2标准墨线的位置 (9)3.6打印头清洗 (10)3.6.1清洗图示 (10)3.6.2喷嘴板拆洗 (10)3.6.3拆洗充电槽 (10)四A系列喷码机的结构 (11)4.1打印头 (11)4.1.1墨滴发生器 (11)4.1.2喷嘴 (11)4.1.3充电槽 (11)4.1.4高压极板 (11)4.1.5回收管 (11)4.1.6喷头电磁阀 (11)4.1.7加热器 (11)4.2墨水系统 (12)4.2.1墨水箱 (12)4.2.2溶剂箱 (12)4.2.3泵组件 (12)4.2.4减压阀 (12)4.2.5电磁阀 (12)4.2.6粘度计 (12)4.2.7文氏管 (13)4.2.8压力传感器 (13)4.2.9过滤器 (13)4.2.10冷凝器 (13)4.2.11墨水温度传感器 (13)4.3墨水管路的分析 (13)4.3.1主回路 (13)4.3.2供墨回路 (14)4.3.3粘度计检测回路 (14)4.3.4溶剂添加回路 (14)4.3.5自动清洗回路 (14)4.4电子系统 (15)4.4.1主控板 (15)4.4.2击打控制板 (15)4.4.3打印控制 (15)4.4.4显示面板 (15)4.4.5外接口板 (15)4.4.6墨水接口板 (16)4.5电子系统各接口介绍 (16)4.5.1外部接口板 (16)4.5.2打印控制板 (16)4.5.3墨水系统接口板 (16)五故障查询 (17)5.1简单的故障排查 (17)5.1.1高压故障 (17)5.1.2充电故障 (17)5.1.3充电相位检测故障 (17)5.1.4回收管故障 (17)5.1.5墨水粘度故障 (18)5.1.6打印字符不完整 (18)5.1.7远离回收口侧丢点 (18)5.1.8打印字符变形 (18)5.1.9回收口积墨 (18)一、机器开关机操作1.1、开机操作按下箱体左侧的按钮(1)代表墨线打开/关闭的绿灯开始闪烁。
320A模切机说明书
320A模切机说明书mq—320A型全自动卷筒不干胶模切机使用说明书目录一、概述 (3)二、主要技术参数 (3)三、触摸屏功能祥述 (3)四、操作说明 (3)五、放料系统 (4)六、纠偏系统 (4)七、模切系统 (5)八、切刀系统 (5)九、切片及收卷、收废 (6)十、凸轮与光开位臵调整 (6)十一、随机备件及电器图 (6)一、概述本机用于涤纶薄膜商标、镭射防伪标签、胶粘制品等商标的模切。
本机在电脑控制下,集放料、模切、排废、切片、收卷为一体,实现了智能化全自动操作。
本机在模切位臵的前后左右均设有光电控制装臵,因而定位精度高。
本机送料稳定,张力均匀;无级调速,自动计数报警。
本机具有无纸停机功能。
本机结构紧凑、使用方便。
操作前请务必详阅此说明书。
二、主要技术参数1、模切速度:20-135个/分2、模切宽度:20-300mm3、模切长度:20-300mm4、定位精度:±0.15mm5、主机功率:1.1KW6、电源电压:220V±10%,50HZ或380V±10%,50HZ7、外形尺寸:2.8(L)×0.95(W)×1.4(H)(m)8、整机重量:约1500 kg三、触摸屏功能祥述(见附录1)四、操作说明1、在面板的右上方有“急停”开关。
当此开关被按下去后,全机断电。
如果合上总电源,指示灯不亮,则应检查此开关是否仍在低位。
如处在低位,则应按该开关盖上的键头方向的旋之,可将该开关还原至接通状态。
这时,如果总电源开关已合上,则指示灯应亮。
当按触摸屏面上任何一处,即可进入工作画面。
2、在模切机结构示意图(图1、2)中,点划线表示料的走向。
将料按图示位臵穿好。
穿料时,可按触摸屏“点进”、“点退”键,以使料拉动到合适的模切、纠偏位臵。
3、按功能说明设臵“工作速度”、“长度设定”、“预警次数”及“停机次数”。
同时设定“工作方式”及“切片方式”。
五、放料系统放料系统主要由放料架、上料辊、过渡辊、浮动辊、开关及调速板组成。
MD204L OP320说明书ZANHOR

第二章 编辑软件 TP200CN........................................................................................................................7 2.1 TP200CN 基本概述...............................................................................................................7 2.1.1 关于工程和画面 ............................................................................................................... 7 2.1.2 画面内容 ........................................................................................................................... 7 2.1.3 TP200 CN 的使用流程.......................................................................................................7 2.2 编辑用户画面 .............................................................................................................................. 7 2.2.1 创建工程 ........................................................................................................................... 7 2.2.2 制作基本画面 ................................................................................................................... 9 2.2.3 设置 MD204L……........................................................................................................... 10 2.2.4 文本..................................................................................................................................11 2.2.5 动态文本 ......................................................................................................................... 12 2.2.6 功能键(画面跳转) ..................................................................................................... 14 2.2.7 数据显示 ......................................................................................................................... 18 2.2.8 数据设定 ......................................................................................................................... 20 2.2.9 指示灯 ............................................................................................................................. 22 2.2.10 功能键(开关量控制) ............................................................................................... 26 2.2.11 棒形图 ........................................................................................................................... 27 2.2.12 曲线图 ........................................................................................................................... 28 2.2.13 报警列表 ....................................................................................................................... 29 2.3 保存工程.................................................................................................................................... 31 2.4 下载画面.................................................................................................................................... 32 2.5 导入旧工程 ............................................................................................................................... 32
【手册 A320 CBT】飞行操纵总结

记忆信息
地面减速板待命信息
减速板信息
指示减速板已伸出。
选择任一黄色按钮来复习。
MENU
着陆信息
PFD
飞行控制面板
E/WD ECAM 飞行控制页面
侧杆优先灯
侧杆 襟翼面板
减速板面板
ECAM 轮子页面
俯仰配平手轮
你已经复习了全部的飞行操纵指 示和控制。
现在做一些有趣的练习吧!
方向舵配平面板
MENU
本单元已完成
。
襟翼手柄位置指示
选择任一黄色按钮来复习。
MENU
缝翼和襟翼位置指示
E/WD (襟翼和缝翼)
缝翼和襟翼指示
缝翼和襟翼位置指示
襟翼手柄位置指示
“0”,“1”,“1+F”,“2”,“3”或“FULL”(全)的显示: 当到达选择的位置时为绿色。在光洁形态下“0”不显示。
选择任一黄色按钮来在复过习渡。阶段为青兰色。 当WTB 工 作 或 襟 翼 之间 出 现 不 对 称 时 将显示 琥 珀 色 的 “S
最大侧杆偏转指示
综合的侧杆指示
PFD上的白色十字符号指 示综合的副驾驶和机长的侧 杆偏转量。
选择任一黄色按钮来复习。
MENU
侧杆
接管按钮开关
侧杆
选择任一黄色按钮来复习。
MENU
侧杆
接管按钮开关
红色的接管按钮使 飞行员可以脱开自动 驾驶仪,或者压下并 保持超过40秒以断开 另一个侧杆并获得完 全的控制。
正常为白色。
如果俯仰配平 卡阻,变成琥珀 色。
正常为绿色。
如果两个液压 作动器都故障, 变成琥珀色。
MENU
ECAM 飞行操纵页面(计算机和配平)
GAM320 中文操作手册A9

GAM320/GAM320LPCB第一章產品規格 (1)1-1 機械規格 (1)1-2 割規格 (1)1-3 光學系統規格 (1)1-4 操作介面 (2)1-5 集塵規格 (2)1-6 電氣規格 (2)1-7 氣壓源規格 (2)1-8 外觀尺寸圖 (3)第二章產品特色 (4)第三章注意事項 (5)第四章出貨清單 (9)第五章附屬配件 (10)第章搬運及安裝 (11)6-1 搬運 (11)6-2 安裝 (12)第七章結構明 (13)7-1 外觀 (13)7-2 內部結構 (16)7-3 按鈕開關功能 (17)7-4 軟體畫面 (18)第八章操作程展開圖 (31)第九章快速上線 (32)第十章操作明 (33)10-1 檔案功能 (33)10-2 刀具功能 (34)10-3 對位功能(單一台板進入設定) (39)10-4 程式功能(單一台板進入設定) (41)10-5 模擬功能 (52)10-6 作業高功能(單一台板進入設定) (53)10-7 中心校正功能 (55)10-8 功能 (57)10-9 歸功能 (60)第十一章備品 (61)11-1 備品清單 (61)第十二章機器結構圖 (62)12-2 GAM320L (71) (80)13-1 (80)13-2 (81)13-3 (83)13-4 PLCI/O (87) (89)14-1 (89)14-2 (93) (96)GAM320/GAM320L 操作說明書第一章產品規格1-1 機械規格1.(1)GAM3201399mm*1250mm*1926mm(D*W*H)(2)GAM320L1699mm*1450mm*1926mm(D*W*H)2.(1)GAM320750Kg(2)GAM320L900Kg3.IPC AC4.±0.01mm1-2 割規格1.2.(1)GAM320350*300mm(2)GAM320L450*500mm3.0.1~4mm4.5.(1)GAM320350*300mm(2)GAM320L450*500mm6.Max 100mm/sec7.±0.02mm8.Max 60000rpm9.0.8~3.0mm1-3 光學系統規格D2.15GAM320/GAM320L 操作說明書4.5.6.1-41.Windows XP Windows72.GAM3203.1-51. 2.2KW2.630mm*740mm*1400mm(D*W*H)3.110Kg4.1-61.AC 1220V 1.4KW/9A2.AC 3220/380V50/60HZ 2.2KW/9.5A/4.9A1-71.4-6kg/cm2GAM320/GAM320L 操作說明書1-81. GAM3202. GAM320L第二章產品特色1.GAM320/GAM320L PCB ( )D3.4.5.6.7.IPC Windows1.為確保作業安全,應詳細閱本操作明書,並且嚴格遵守指示作業。
MG132(320)W采煤机使用说明书
MG132/320-W型采煤机使用说明书鸡西煤矿机械有限公司2004年3月第一部分采煤机概述一、采煤机的适应范围MGl32/320-W型采煤机可供在回采工作面中开采煤、岩盐、钾盐、页岩及其他有用矿层。
亦能截割卜氏系数相当于3的矸石夹层。
适用于顶板中等稳定,底板起伏不大,不过于松软,倾角小于30度的中厚煤层高档普采工作面。
本机器的电器设备的制造符合矿用防爆规程,可在有瓦斯或煤尘爆炸危险的矿井中使用。
并可在海拔不超过一千米高度,周围介质温度不超过35℃,在25℃时空气湿度不大于97%的情况下可靠工作。
二、配套设备1.配套运输机:SGD630/220W2.配套冷却喷雾供水管:KJR25进机水压:2MPa流量:大于240L/min3.配套电缆及电缆夹:主电缆:UCPQ3×70+1×16+3×6牵引电机电缆:UCPQ3×35+1×10+3×4截割电机电缆:UCPQ3×35+l×l0+3×4尼龙电缆夹:U-100/1454.配套电气开关:隔离开关:GMS-250真空接触器:CKJ5-125三、技术特征1、最大生产能力:550t/h2、采高: 1.2----2.7m3、滚筒直径,: 1.25m;1.4m;4、截深:0.6m5、滚筒转速:46 52r/min6、摇臂长度:1699.5m7、,牵·引速度:0~~5.5m/mi n8、·卧底量:134---209mm9、过煤高度:330mm10、最大牵引力:300KN11、液压系统最大工作压力:12.5Mpa12、电机型号:牵引电机YBC-55E,截割电机YBC-132E13、电压等级:1140V14、灭尘方式:内外喷雾15、外型尺寸:5894×975×735mm16、重量:(不含滚筒和挡煤板) 17.717T四、主要特点1.本采煤机采用多部电机横向布置的结构方式,各部件纵向之间没有直接的动力传动,各部件的机械传动分别独立,改善了受力条件,提高了传动件的运动精度,并且简单可靠,大大提高了机械传动效率,降低了机体的发热程度厂—从根本上克服了电机纵向布置传动形式存在的漏油、噪声大等诸多不足。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接种血平板(用于分析前处理是否合格)
机器日常维护
记录各出屉管的信息:
阴性管:唯一编号+位置+出屉日期;
阳性管:唯一编号+位置+出屉日期+报阳日期+报阳天数+详细情况
注意:阴/阳性管需分别记录;阳性管出屉并进行后续操作后,需记录详细情况。
记录各入屉培养管的信息:
唯一编号+位置+入屉日期+标本类型+标本量;
源报告打印:
按 [Printer] 键,选择[not OK] (数据以后将能重新打印)
抗酸染色; 革兰染色
阴性培养管
将接种好的MGIT 培养管/AST 架放入MGIT 320仪器中(详细操作见附录2)
接种 0.5ml 处理后的标本液至培养管中
向7ml BBL MGIT 培养管中加入0.8ml 混合液:Growth Supplement (生长添加剂)+ PANTA (杂菌抑制剂) 注意:配制的混合液2-8℃冰箱保存,可保存5天
标本前处理(见附录1)
注意:一轮最多同时处理8管,每轮接种后需立刻接种,再进行下一轮处理
2% NALC-NaOH 标本前处理液配制:
(1)(50ml 4% NaOH 溶液)+ (50ml 2.9% 枸橼酸钠溶液)配制100ml 混合液, (2)加入0.5g NALC ,混匀 (3)PH 为6.8的PBS 缓冲液 注意:高压灭菌
阳性培养管
MGIT 培养管/AST 架的取出
BACTEC ™ MGIT 320 System 全自动分枝杆菌培养
仪器简易操作卡
接种分枝杆菌固体培养基
观察前一天入屉标本接种的血平板情况。