钢管管道焊口允许偏差和检验方法表
直缝焊管标准要求一览表1新
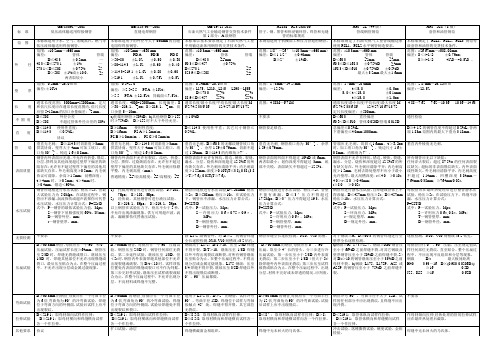
垂直无毛刺,钢管坡口角为30°+5°0,余厚1.59±0.79mm。
管端应无毛刺,切斜≤1.6mm。t>3.2mm时,加工坡口角为30°+5°0,钝边尺寸1.6±0.8mm。内锥角为7°。
本规范适用于机械加工和压力管道用钢管。
外径
范围:ø10.2mm~ø660mm
偏差: 管体 管端
D≤48.3±0.5mm—
48.3<D≤273.1±1%—
273.1<D≤508±0.75%+2.4 -0.8
D>508±1%或±10.0,+3.2 -0.8
两者取较小
范围:ø10.2mm~ø630mm
偏差:PD.APD.B PD.C
钢管要足够直。
总偏差≤0.2%L,
下垂偏差≤4.0mm/1000mm。
D≥4-1/2的钢管直度不得超过0.2%L;管两端1.83m范围内的最大下垂为3.18mm。
管端
垂直无毛刺;D≥114.3时切斜度≯3mm;供需协商,壁厚大于4mm可加工坡口,坡口角30°+5°0,钝边1.6±0.8mm。
垂直无毛刺;D>114.3时切斜度≯3mm;供需协商,壁厚大于4mm可加工坡口,坡口角30°+5°0,钝边1.6±0.8mm。
6/2.74/5.33/6.86 12/4.27/10.67/13.72
定尺长度偏差:±500mm。
4.88~7.627.62~10.3610.36~14.63
不圆度
D≤508外径公差
D>508不超过管体外径公差的80%
管道焊口无损探伤

管道焊口无损探伤一、管道焊缝应按照设计要求的检验方法和数量进行无损探险伤二、管口焊接含量取定可参考下表:序号项目10米直管焊口含量(个)10米管件焊口含量(个)单根管取定长度(m)碳钢、不锈钢、铬钼钢、有缝低温钢管、≤DN2501.27 20.6 6碳钢、不锈钢、铬钼钢、有缝低温钢管、≥DN3001 20.6 8碳钢板卷管、DN200~600 1.56 20.6 6.4碳钢板卷管、DN700~900 1.96 20.6 6.4碳钢板卷管、DN1000~1400 2.48 20.6 4.8碳钢板卷管、DN1600~3000 2.38 20.6 4.8螺旋卷管0.67 20.6 12三、无损探伤的拍片张数按设计规定计算的探伤焊缝总长度除以定额取定的胶片有效长度计算。
定额取定的胶片有效长度为250mm,设若计无明确规定,可参照下表计算,结算时按现场实际拍片张数计算。
管道焊口透视拍片张数表序号管外径底片规格张数序号管外径底片规格张数1 ≤89 1502 12 ≤1020 300 132 ≤133 1504 13 ≤1220 300 153 ≤159 2404 14 ≤1420 300 184 ≤273 300 4 15 ≤1620 300 205 ≤377 300 5 16 ≤1820 300 236 ≤478 300 6 17 ≤2020 300 257 ≤529 300 7 18 ≤2220 300 288 ≤630 300 8 19 ≤2420 300 309 ≤720 300 9 20 ≤2620 300 3310 ≤820 300 10 21 ≤2820 300 3511 ≤920 300 12 22 ≤3020 300 38四:管道探伤计算方法:每10米管道含有1.27个焊缝,X射线张数=1.27×延长米数×一圈管道所需的张数×0.2。
管道收口焊口检测

第一节管道收口焊口检测<1>焊接工艺应符合现行国家标准《现场设备、工业管道焊接工程施工规范》GB50236的相关规定。
<2>管材或板材应有制造厂的质量合格证及材料质量复验报告,复验报告内容可按本规范表A.0.14的规定执行。
<3>焊接材料应按设计规定选用,当设计无规定时应选用焊缝金属性能、化学成分与母材相应且工艺性能良好的焊接材料。
<4>焊接施工单位应符合下列规定:<4.1>应有负责焊接工艺的焊接技术人员、检査人员和检验人员;<4.2>应有符合焊接工艺要求的焊接设备且性能应稳定可靠;<4.3>应有保证焊接工程质量达到标准的措施。
<5>焊工应持有效合格证,并应在合格证准予的范围内焊接。
对焊工应进行资格审查,并应按本规范表A.0.15的规定填写焊工资格备案表。
<6>当首次使用钢材品种、焊接材料、焊接方法和焊接工艺时,在实施焊接施前应进行焊接工艺评定。
<7>实施焊接前应编写焊接工艺方案,并应包括下列内容:<7.1>管材、板材性能和焊接材料;<7.2>焊接方法;<7.3>坡口形式及制作方法;<7.4>焊接结构形式及外形尺寸;<7.5>焊接接头的组对要求及允许偏差;<7.6>焊接电流的选择;<7.7>焊接质量保证措施;<7.8>检验方法及合格标准。
<8>钢管和现场制作的管件,焊缝根部应进行封底焊接。
封底焊接应采用气体保护焊。
<9>焊缝位置应符合下列规定:<9.1>钢管、容器上焊缝的位置应合理选择,焊缝应处于便于焊接、检验、维修的位置,并应避开应力集中的区域;<9.2>管道任何位置不得有十字形焊缝;<9.3>管道在支架处不得有环形焊缝;<9.4>当有缝管道对口及容器、钢板卷管相邻筒节组对时,纵向焊缝之间相互错开的距离不应小于100mm;<9.5>容器、钢板卷管同一筒节上两相邻纵缝之间的距离不应小于300mm;<9.6>管道两相邻环形焊缝中心之间的距离应大于钢管外径,且不得小于150mm;<9.7>在有缝钢管上焊接分支管时,分支管外壁与其他焊缝中心的距离应大于分支管外径,且不得小于70mm。
室内采暖管道安装施工工艺标准规范标准
室内采暖管道安装施工工艺标准1. 适用范围本工艺标准适用于饱和蒸汽压力不大于0.7MPa,热水温度不超过130℃的室内采暖系统安装。
2. 施工准备2.1 原材料、半成品的检验及验收:2.1.1管材:碳素钢管等管材不得弯曲、锈蚀,无飞刺、重皮及凹凸不平现象。
2.1.2管件:无偏扣、方扣、乱扣、断丝和角度不准确现象。
2.1.3阀门:铸造规矩、无毛刺、无裂纹、开关灵活严密,丝扣无损伤,直度和角度正确,强度符合要求,手轮无损伤。
有出厂合格证,安装前应按有关规定进行强度、严密性试验。
2.1.4其它材料:型钢、圆钢、管卡子、螺栓、螺母、油、麻、垫、电气焊条等。
选用时应符合设计要求。
2.2 主要工机具2.2.1 机具:砂轮锯、套丝机、台钻、电焊机、煨弯器等。
2.2.2 工具:压力案、台虎钳、电焊工具、管钳、手锤、手锯、活扳子等。
2.2.3 其它:钢卷尺、水平尺、线坠、粉笔,小线等。
2.3 作业条件2.3.1 采暖干管的安装条件:位于地沟内的干管,应把地沟内杂物清理干净,安装好托吊卡架,未盖沟盖板前安装。
位于楼板下及顶层的干管,应在结构封顶后或结构进入安装层的一层以上后安装。
2.3.2 采暖立管安装必须在确定准确的地面标高后进行。
2.3.3 采暖支管安装必须在墙面抹灰后进行。
2.3.4 按工程的需要,供应各种管材、零件、配件、阀类及附属杂料,并进行检验。
2.4 作业人员技术员、施工员、材料员、质检员、管工(水暖工)、电焊、气焊、电工、起重、测量。
3. 操作工艺3.13.2操作细则3.2.1安装准备:3.2.1.1 认真熟悉图纸,配合土建施工进度,预留槽洞及安装预埋件。
3.2.1.2 按设计图纸画出管路的位置、管径、变径、预留口、坡向,卡架位置等施工草图,包括干管起点、末端和拐弯、节点。
预留口、坐标位置等。
3.2.2干管安装:3.2.2.1 按施工草图,进行管段的加工预制,包括:断管、套丝、上零件、调直、核对好尺寸,按环路分组编号,码放整齐。
热力管道施工及验收规范

热力管道施工及验收规范施工单位开工前应熟悉图纸和现场,按照设计图纸和设计院、建设单位、施工单位、监理单位等方面作出的图纸会审记录组织施工。
工程施工和工程所需的材料和设备必须符合设计要求并有产品合格证。
设计未要求时,应符合国家现行有关标准的规定,工程变更、材料替换必须得到设计部门的同意。
热力管道施工工序:管沟的开挖--沟底的基础处理—下管—工作钢管焊接、检验—水压试验—接头保温—外套管焊接、检验—补口处外套管防腐—管道周围回填。
一、土方工程管道沟槽的开挖,回填及验收,应符合国家现行标准《城镇供热管网工程施工及验收规范》CJJ28的规定。
1.1开挖工程1、施工前,应对开槽范围内的地下障碍物进行核查,逐项查清障碍物构造情况,以及与工程相对位置的关系。
2、土方施工中,对沟槽范围内各种障碍物的保护措施应符合下列规定:⑴应取得所属单位的同意和配合,确保施工中和施工后不发生事故;⑵加固后的线杆、树木等必须稳固;⑶各相连建筑物和地上设施在施工中和施工后,不得发生沉降、塌陷。
3、管道沟槽应采取相应的支护措施。
4、在地下水位高于槽底的地段应采取降水措施。
5、土方开挖前,应测量放线、测设高程。
开挖过程中应进行校核。
机械开挖应有200mm预留量,人工配合机械开挖至管底标高。
6、土方开挖时,必须按有关规定设置槽边护栏、夜间指示灯等警示设施。
7、土方开挖至管底后,应由设计和监理单位共同验收地基,松软地基和空洞应按规范处理。
8、土方开挖宜以一个补偿段作为一个工作段,一次开挖至设计要求。
接头保温处设工作坑,工作坑宜比正常断面加深、加宽300mm.1.2回填工程1、管沟回填时,在外护管周围200mm以内,回填土﹝过筛﹞不得含有粒径大于10mm的碎块,石块冻土块等坚硬杂物。
2、回填前应先将槽底杂物清除干净。
3、回填前,应修补保温管外护层破损处。
4、回填土应分层夯实。
管顶以上500mm范围内应轻夯夯实,杜绝野蛮施工。
1.3土建工程砖石工程中砌体应达到上下错缝,内外搭砌,横平竖直,灰浆饱满,做内外防水。
4103-2004钢制管道焊接验收标准

SY/T 4103—-2004 钢质管道焊接及验收1 范围本标准适用于使用碳钢钢管、低合金钢钢管及其管件,输送原油、成品油及气体燃料等介质的长输管道、压气站管网和泵站管网的安装焊接。
适用的焊接接头型式为对接接头、角接接头和搭接接头,适用的焊接方法为焊条电弧焊、埋弧焊、熔化极及非熔化极气保护电弧焊、药芯焊丝自保护焊、气焊和闪光对焊,以及上述方法之间相互组合的焊接方法。
适用的焊接位置为固定焊、旋转焊,或者两种位置的结合。
本标准规定了对管道安装焊接接头进行破坏性试验验收标准、射线检测、超声波检测、磁粉检测及渗透检测验收标准.2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是标注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本.凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 3091 低压流体输送用焊接钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 3375 焊接名词术语GB/T 5117 碳钢焊条(ANSI/AWS A5.1:1991 Covered Carbon Steel Arc Welding Electrodes,EQV)GB/T 5118 低合金钢焊条(ANSI/AWS A5。
5:1981 Low Alloy Steel Covered Arc Welding Electrodes,NEQ)GB/T 5293 埋弧焊用碳钢焊丝和焊剂(ANSI/AWS A5.17:1989 ,EQV)GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝(ANSI/AWS A5。
18:1979 ,Carbon Steel Filler Metals for Gas Shielded Arc Welding,NEQ)GB/T 8163 输送流体用无缝钢管(ISO 559:1991,Steel Tubes for Water and Sewage Second Edition,NEQ)GB/T 97ll.1 石油天然气工业输送钢管交货技术条件第一部分:A级钢管(ISO 3183:1996,EQV)GB/T 10045 碳钢药芯焊丝(ANSI/AWS A 5。
管道焊接安装技术标准

5. 焊在钢管外皮上的弧形板应采用模具压制成型,用同径钢管切割的,应采用模具整形。 (三) 管道安装质量要求
1. 在管道中心线和支架高程测量复核无误后,方可进行管道安装;
2. 安装过程中不得碰撞沟壁、沟底、支架等;
3. 吊、放在架空支架上的钢管应采取必要的固定措施;
4. 地上敷设管道的管组长度应按空中就位和焊接的需要来确定,宜等于或大于 2 倍支架间距;
13. 一级焊缝的外观质量不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二 级焊缝不得存在表面气孔,夹渣、裂纹和电弧擦伤等缺陷。
14. 支架与连接的角钢、槽钢等构件焊缝应满焊,焊缝质量应满足规范要求。 (二) 支架现场安装工艺
1. 首先熟悉图纸,根据技术交底进行安装,注意支架的管道轴向,不得装反。
固定和导向支架安装允许偏差
检查项目 偏差值(mm)
支架中心点平面坐标 (mm) 25
支架标高(mm) 10
两个固定支架间的其它支架中心线 距固定支架毎 10mm 处 5
中心处 25
6. 滑动支架安装,均应符合设计要求,预先留出与管道热伸长相反方向偏移,偏移量及导向
性能应符合设计规定。
7. 滑动支架纵向中心线与管道中心线,应在同一垂直面上。 8. 滑动支架的弧形板应与管道表面紧密结合,不应有缝隙并满焊。 9. 滑动支架不得焊在管道的纵向焊缝上,其顶端距管道横向焊缝的距离≮150mm。 10. 滑动支架的底面应紧靠在滑动支墩滑板上,不得有悬空现象,接触面之间应打抹黄油。 11. 固定支架现场安装完毕,固定支架检查内容应按《固定支架检查记录》表格要求填写。
(9) 焊缝外观质量不符合下表中的Ⅱ级质量要求时应返修,达到Ⅱ级质量要求。
项目 焊 缝 外
室外供热管网管道及配件安装工程检验批质量验收相关规范条文(精)

《建筑给水排水及采暖工程施工质量验收规范》(GB 50242—2002)相关条文:11 室外供热管网安装11.1 一般规定11.2 管道及配件安装11.3 系统水压试验及调试11.1 一般规定11.1.1 本章适用于厂区及民用建筑群(信宅小区)的饱和蒸汽压力不大于0.7MPa、热水温度不超过130℃的室外供热管网安装工程的质量应检验与验收。
说明:11.1.1根据国内采暖系统蒸汽压力及热水温度的现状,对本章的适用范围做出了规定。
11.1.2 供热管网的管材应按设计要求。
当设计未注明时,应符合下列规定:1 管径小于或等于40mm时,应使用焊接钢管。
2 管径为50-200mm时,应使用焊接钢管或无缝钢管。
3 管径小于200mm时,应使用螺旋焊接钢管。
说明:11.1.2对供热管网的管材,首先规定应按规定要求,对设计未注明时,规定中给出了管材选用的推荐范围。
11.1.3 室外供热管道连接均应采用焊接连接。
说明:11.1.3为保证管网安装质量,尽量减少渗漏可能性采用焊接。
11.2 管道及配件安装主控项目11.2.1 平衡阀及调节阀型号、规格及公称压力应符合设计要求。
安装后应根据系统要求进行调试,并作出标志。
检验方法:对照设计图纸及产品合格证,并现场观察调试结果。
说明:11.2.1在热水采暖的室外管网中,特别是枝状管网,装设平衡阀或调节阀已成为各用户之间压力平衡的重要手段。
本条规定,施工与验收应符合设计要求并进行调试。
11.2.2 供热管网的管材应按设计要求。
当设计未注明时,应符合下列规定:1 管径小于或等40mm时,应使用焊接钢管。
2 管径为54-200mm时,应使用焊接钢管或无缝钢管。
3 管径小于200mm时,应使用螺旋焊接钢管。
说明:11.2.2供热管道的直埋敷设渐多并已基本取代地沟敷设。
本条文对直埋管道的预热伸长、三通加固及回填等的要求做了规定。
11.2.3 补偿器的位置必须符合设计要求,并应按设计要求或产品说明书进行预拉伸。
钢管管道接口连接施工检验批质量验收记录表
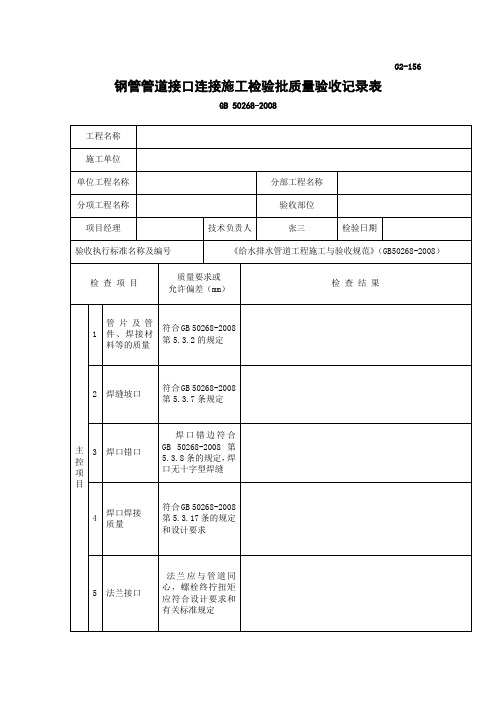
G2-156 钢管管道接口连接施工检验批质量验收记录表GB 50268-2008钢管管道接口连接施工质量验收标准(GB 50268-2008)5.10.2 钢管接口连接应符合下列规定:主控项目1 管节及管件、焊接材料等的质量应符合本规范第5.3.2 条的规定;检查方法:检查产品质量保证资料;检查成品管进场验收记录,检查现场制作管的加工记录。
2 接口焊缝坡口应符合本规范第5.3.7条的规定;检查方法:逐口检查,用量规量测;检查坡口记录。
3 焊口错边符合本规范第5.3.8条的规定,焊口无十字型焊缝;检查方法:逐口检查,用长300mm的直尺在接口内壁周围顺序贴靠量测错边量。
4 焊口焊接质量应符合本规范第5.3.17条的规定和设计要求;检查方法:逐口观察,按设计要求进行抽检;检查焊缝质量检测报告。
5 法兰接口的法兰应与管道同心,螺栓自由穿人,高强度螺栓的终拧扭矩应符合设计要求和有关标准的规定;检查方法:逐口检查;用扭矩扳手等检查;检查螺栓拧紧记录。
一般项目6 接口组对时,纵、环缝位置应符合本规范第5.3.9条的规定;检查方法:逐口检查;检查组对检验记录;用钢尺量测。
7 管节组对前,坡口及内外侧焊接影响范围内表面应无油、漆、垢、锈、毛刺等污物;检查方法:观察;检查管道组对检验记录。
8 不同壁厚的管节对接应符合本规范第5.3.10条的规定;检查方法:逐口检查,用焊缝量规、钢尺量测;检查管道组对检验记录。
9 焊缝层次有明确规定时,焊接层数、每层厚度及层问温度应符合焊接作业指导书的规定,且层问焊缝质量均应合格;检查方法:逐个检查;对照设计文件、焊接作业指导书检查每层焊缝检验记录。
10 法兰中轴线与管道中轴线的允许偏差应符合:Di小于或等于300mm时,允许偏差小于或等于lmm;Di大于300mm 时,允许偏差小于或等于2mm;检查方法:逐个接口检查;用钢尺、角尺等量测。
11 连接的法兰之间应保持平行,其允许偏差不大于法兰外径的l.5%o,且不大于2mm;螺孔中心允许偏差应为孔径的5%;检查方法:逐口检查;用钢尺、塞尺等量测。
API 5L 2B 2A结构钢管焊接钢管检验标准及规范

API 2B
标记:
按照API 2B建造的钢管需要进行必要的标记。包括厂家名称、公称直径、公称厚度 等等。
API 2A-WSD
简介
API 2A-WSD 作为固定式平台的设计、建造的推荐做法---工作应力设计,其中主 要是针对设计、建造,我们摘取了一些与检验有关的章节来讲。
SECTION 4.3.1.C关于节点加厚段的设计:
API 2B
3:直径、长度与厚度:管材的直径、长度和厚度应该按造业主的要求来建造。任意1 0ft(3050mm)长度的公称长度偏差不能大于±1.5in( ± 38.1mm)。 4:椭圆度:对于壁厚不超过2in.(50.4mm)的管,在管的某一长度上的任意一个平 面的管直径的最大值与最小值的差不能大于管的公称直径的1%或1/4in(6mm) 。对于壁厚大于2in.的管材不能超过1/8T(T为管材的厚度)。对于管径大于4 8in(1219mm)的管材,在保证周长误差不超过±1/4in(6.4mm)的前提下,椭圆度 不能超过1/2in.(12.7mm)。 5:周长:在管材长度上的任意一处的外周长与公称周长的偏差不能大于公称周长的 ± 1%或±1/2in.(12.7mm),两者取小值。 6:直线度:任意10ft(3050mm)的管材上的直线度偏差不能大于1/8in.(3 .2mm),对于长度超过3050mm的,全长的直线度的误差不超过1/8in.x(总长度, ft)/10ft
API 2A-WSD
API 2A-WSD
建造误差:
1:导管架与组块的立柱: 对于导管架和组块的任意一个平面,例如,导管架的顶部和组块的最下层相邻 立柱的水平尺寸与理论尺寸偏差为±10mm,在其他的甲板片上,相邻立柱的水平 尺寸与理论偏差为±13mm,在导管架的其他平面上,其偏差为±19mm。对于每 一层工作点的允许偏差,与上面的相同。 导管架的立柱的垂直度不能超过10mm,任意3m内不能超过3mm。导管架立 柱的上部的标高与图纸的误差不能超过±13mm。 导管架与组块的加厚段的两个端头与图纸上的位置偏差不能大于25mm,其他 位置与图纸的偏差不能超过51mm。 2:导管架与组块的立柱:
焊接钢管壁厚偏差规范
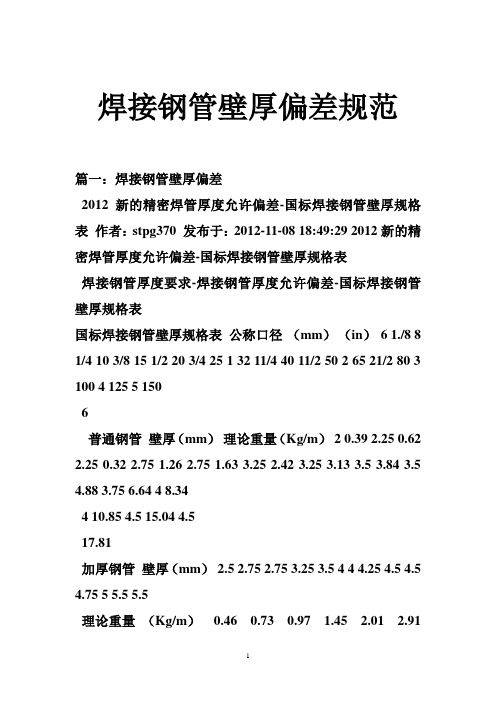
焊接钢管壁厚偏差规范篇一:焊接钢管壁厚偏差2012新的精密焊管厚度允许偏差-国标焊接钢管壁厚规格表作者:stpg370 发布于:2012-11-08 18:49:29 2012新的精密焊管厚度允许偏差-国标焊接钢管壁厚规格表焊接钢管厚度要求-焊接钢管厚度允许偏差-国标焊接钢管壁厚规格表国标焊接钢管壁厚规格表公称口径(mm)(in)6 1./8 8 1/4 10 3/8 15 1/2 20 3/4 25 1 32 11/4 40 11/2 50 2 65 21/2 80 3 100 4 125 5 1506普通钢管壁厚(mm)理论重量(Kg/m)2 0.39 2.25 0.62 2.25 0.32 2.75 1.26 2.75 1.63 3.25 2.42 3.25 3.13 3.5 3.84 3.5 4.88 3.75 6.64 4 8.344 10.85 4.5 15.04 4.517.81加厚钢管壁厚(mm)2.5 2.75 2.75 3.25 3.5 4 4 4.25 4.5 4.5 4.75 5 5.5 5.5理论重量(Kg/m)0.46 0.73 0.97 1.45 2.01 2.913.784.58 6.16 7.88 9.81 13.44 18.2421.63篇二:钢管外径及壁厚允许偏差不锈钢管外径及壁厚允许偏差1. GB12770-2002 机械结构用不锈钢焊接钢管........................(2) 2. DIN-17455(1999-02):通用圆形不锈钢焊管..........................(3) 3. EN10217-7(2005版本):承压用焊接钢管-交货技术条件(第7部分:不锈钢管).. (3)4. GB12771-2000流体输送用不锈钢焊接钢管………………………(4)5. HG20537 管壳式换热器用奥氏体不锈钢焊接钢管技术要求…...(5)6. QBT2072.3-1994制糖机械,压力容器通用零部件,换热器用奥氏体不锈钢焊接钢管……………………………………………………….(6)7. ASTM A312 (Designation:A312/A 312M - 04b):无缝管,焊接和冷加工奥氏体不锈钢管标准说明书………………..…………………...(6)8. HGT 20537.3-1992化工装置用奥氏体不锈钢焊接钢管技术要求(7)9. HGT 20537.4-1992化工装置用奥氏体不锈钢大口径焊接钢管技术要求…………………………………………………………………….(7) 10. A 249/A 249M-03锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管标准规范…………………………………………………………(8) 11.A 688/A 688M-03 给水加热器焊接奥氏体不锈钢管标准规范 (9)GB12770-2002 机械结构用不锈钢焊接钢管DIN-17455(1999-02):通用圆形不锈钢焊管EN10217-7(2005版本):承压用焊接钢管-交货技术条件(第7部分:不锈钢管)GB12771-2000流体输送用不锈钢焊接钢管HG20537 管壳式换热器用奥氏体不锈钢焊接钢管技术要求篇三:管材外径和壁厚允许偏差管材外径和壁厚允许偏差一、镀锌钢管(焊接钢管):。
高层建筑消防管道及给水管道管道焊接技术规范

高层建筑消防管道及给水管道管道焊接技术规范1) 根据设计要求,高层建筑消防管道及给水管道等根据所用管道材质可选用电、气焊连接。
2) 焊缝的设置应避开应力集中区,便于焊接。
除焊接及成型管件外的其他管道对接焊缝的中心到管道弯曲起点的距离不应小于管道外径,且不应小于100mm;管道对接焊缝与支、吊架边缘的距离不应小于50mm。
同一直管段上两个对接焊缝中心面间的距离:当公称直径大于或等于150mm时,不应小于150mm;公称直径小于150mm时不应小于管道的外径。
3) 不宜在焊缝及其边缘上开孔。
当不可避免时,应对开孔直径1.5倍或开孔补强板直径范围内的焊缝进行无损检验,确认焊缝合格后,方可进行开孔。
补强板覆盖的焊缝应磨平。
4) 一般管道的焊接为对口形式,如设计无要求,电焊应符合表4.2.3.2-7规定,气焊应符表4.2.3.2-8规定。
表4.2.3.2-7 手工电弧焊对口形式及组对要求接头名称对口形式接头尺寸(mm)厚度s 间隙c 钝边尸坡口角度α(°)管道对接V 形接口5~8 1.5~2.5 1~1.5 60~70 8~12 2~3 1~1.5 60~65注:δ≤4 mm的管道对接如能保证焊透可不开坡口。
表4.2.3.2-8 氧-乙炔焊对口形式及组对要求接头名称对口形式接头尺寸(mm)厚度δ间隙C 钝边P 坡口角度α(°)对接不开坡口<3 1~2 ——管道对接V3~6 2~3 0.5~1.5 70~90 形接口5) 焊件的切割和坡口加工宜采用机械方法,也可采用氧乙炔焰等热加工方法。
在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。
6) 焊件组对前应将坡口及其内外侧表面不小于10mm范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,且不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔等缺陷。
7) 除设计规定需进行冷拉伸或冷压缩的管道外,焊件不得进行强行组对。
室内采暖管道安装施工工艺标准规范标准
室内采暖管道安装施工工艺标准1. 适用范围本工艺标准适用于饱和蒸汽压力不大于0.7MPa,热水温度不超过130℃的室内采暖系统安装。
2. 施工准备2.1 原材料、半成品的检验及验收:2.1.1管材:碳素钢管等管材不得弯曲、锈蚀,无飞刺、重皮及凹凸不平现象。
2.1.2管件:无偏扣、方扣、乱扣、断丝和角度不准确现象。
2.1.3阀门:铸造规矩、无毛刺、无裂纹、开关灵活严密,丝扣无损伤,直度和角度正确,强度符合要求,手轮无损伤。
有出厂合格证,安装前应按有关规定进行强度、严密性试验。
2.1.4其它材料:型钢、圆钢、管卡子、螺栓、螺母、油、麻、垫、电气焊条等。
选用时应符合设计要求。
2.2 主要工机具2.2.1 机具:砂轮锯、套丝机、台钻、电焊机、煨弯器等。
2.2.2 工具:压力案、台虎钳、电焊工具、管钳、手锤、手锯、活扳子等。
2.2.3 其它:钢卷尺、水平尺、线坠、粉笔,小线等。
2.3 作业条件2.3.1 采暖干管的安装条件:位于地沟内的干管,应把地沟内杂物清理干净,安装好托吊卡架,未盖沟盖板前安装。
位于楼板下及顶层的干管,应在结构封顶后或结构进入安装层的一层以上后安装。
2.3.2 采暖立管安装必须在确定准确的地面标高后进行。
2.3.3 采暖支管安装必须在墙面抹灰后进行。
2.3.4 按工程的需要,供应各种管材、零件、配件、阀类及附属杂料,并进行检验。
2.4 作业人员技术员、施工员、材料员、质检员、管工(水暖工)、电焊、气焊、电工、起重、测量。
3. 操作工艺3.1 工艺流程3.2 操作细则3.2.1安装准备:3.2.1.1 认真熟悉图纸,配合土建施工进度,预留槽洞及安装预埋件。
3.2.1.2 按设计图纸画出管路的位置、管径、变径、预留口、坡向,卡架位置等施工草图,包括干管起点、末端和拐弯、节点。
预留口、坐标位置等。
3.2.2干管安装:3.2.2.1 按施工草图,进行管段的加工预制,包括:断管、套丝、上零件、调直、核对好尺寸,按环路分组编号,码放整齐。
钢管管道接口连接施工检验批质量验收记录表

5
法兰中轴线与管 1mm;Di>300mm时,允许偏差≤
道中轴线
2mm
法
6
兰 连
接
法兰 之间 螺孔 中心
应保持平行,允许偏差≤法兰 外径1.5‰,且≤2mm
允许偏差为孔径的5%
符合规范及设计要求 / / / /
施工单位 检查评定结果
主控项目全部合格,一般项目满足规范规定
钢管管道接口连接施工检验批质量验收记录表
工程名称
GB 50268-2008 吉阳区大茅、田独、龙坡村委会(2019年)安全饮水配水管网及用户管网改造工程
施工单位 单位工程 名称 分项工程 名称
工程数量
制表人
交方班组
检查项目
海南钇达建设工程有限公司
吉阳区大茂村委会安全饮用水工程
分部工程 名称
管道主体工程
项目专业质量检查员:
年月日
监理(建设) 单位验收结论
专业监理工程师: (建设单位项目专业技术负责人)
注:主控项目、一般项目的检查结果,需用语言描述的项,应按GB50268-2008的要求详实描述。
年月日
符合GB 50268-2008第5.3.7条 规定
主 控 3 焊口错口 项 目
4 焊口焊接质量
焊口错边符合GB 50268-2008第 5.3.8条的规定,焊口无十字型
焊缝
符合GB 50268-2008第5.3.17条 的规定和设计要求
法兰应与管道同心,螺栓终拧
5 法兰接口 扭矩应符合设计要求和有关标
钢管管道接口连接 项目
1310m
经理 施工
林冠宇
负责人 接方
/
班组
压力钢管质量评定表(无缝钢管焊焊接)

检验项目
检验方法
检验数量
始装节管口里程
钢尺、钢板尺、垂球或激光指向仪,经纬仪、水准仪、全站仪
始装节在上、下游管口测量,其余管节管口中心只测一端管口
始装节管口中心
始装节两端管口垂直度
钢管圆度
钢尺
最大管口直径与最小管口直径的差值,且每端管口至少测2对直径
纵缝对口径向错边量
钢板尺或焊接检验规
磁粉探伤
厚度大于32mm的高强度钢,不低于焊缝总长的20%,且不小于200mm
渗透探伤
厚度大于32mm的高强度钢,不低于焊缝总长的20%,且不小于200mm
3.单元工程安装质量检验项目质量标准。
(1)合格标准。
1)主控项目检测点应100%符合合格标准。
2)—般项目检测点应90%及以上符合合格标准,不合格点最大值不应超过其允许偏差值的1.2倍,且不合格点不应集中。
表5.1.4表面防腐蚀质量检查表
填表说明
填表时必须遵守“填表基本规定”,并符合以下要求。
1.分部工程、单元工程名称填写要与表5.1相同。
2.检验(测)方法及数量。
检验项目
检验方法
检验数量
钢管表面清除
目测检查
全部表面
钢管局部凹坑焊补
灌浆孔堵焊
检查(或5倍放大镜检查)
全部灌浆孔
表面预处理
清洁度按GB8923照片对比;粗糙度用触针式轮廓仪测量或比较样板目测评定
每2㎡表面至少要有一个评定点。触针式轮廓仪在40mm长度范围内测5点,取其算术平均值;比较样块法每一评定点面积不小于50m㎡
涂料涂装
目测检查
安装焊缝两侧
测厚仪
平整表面,每10㎡表面应不少于3个测点;结构复杂、面积较小的表面,每2㎡表面侧点应不少于1个点;单节钢管在两端和中间的圆周上每隔1.5m测1个点
钢管焊接工程质量检验评定表
焊接工艺
符合设计要求和施工规范规定
符合设计要求
和施工规范规定
4
钢管切割断面质量
切割整齐、无毛刺、反口、缺肉等缺陷
切割整齐、无毛刺、反口、缺肉等缺陷
二类
5
坡口外观质量
坡口成型均匀,符合规范规定
坡口成型均匀,符合规范规定
6
焊缝外观质量
焊缝均匀成型良好,平整圆滑无焊渣、飞溅物和焊瘤、裂缝
焊缝均匀成型良好,平整圆滑无焊渣、飞溅物和焊瘤、裂缝
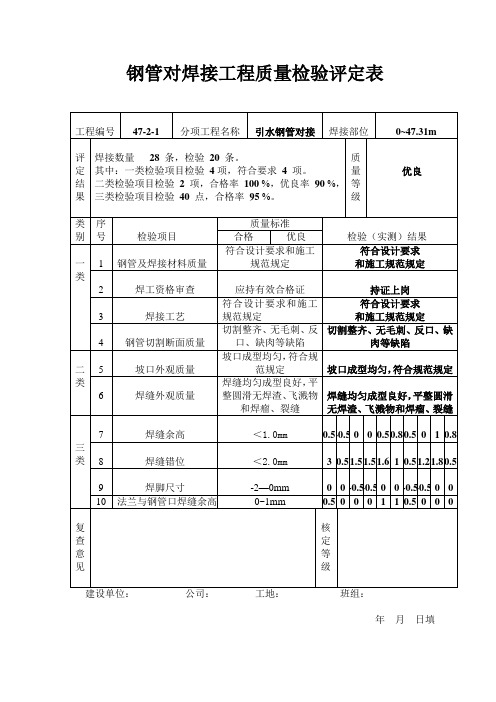
钢管对焊接工程质量检验评定表
工程编号
47-2-1
分项工程名称
引水钢管对接
焊接部位
0~47.31m
评定结果
焊接数量28条,检验20条。
其中:一类检验项目检验4项,符合要求4项。
二类检验项目检验2项,合格率100%,优良率90%,
三类检验项目检验40点,合格率95%。
质量等级
优良
类别
序号
检验项目
质量标准
三类
7
焊缝余高
<1.0mm
0
0.5
0
1
0
1
0.5
0.6
0.8
0
8
焊缝错位
<2.0mm
2
1
0
1
0
0
1
1
1
1
9
焊脚尺寸
-2—0mm
0
-0.5
0
-1
0.5
-1
-1
0.5
-0.6
-0.8
10
法兰与钢管口焊缝余高
0~1mm
0
0.5
0
-0.5
0
0.5
0
0.5