互换性 表面粗糙度-讲义课件(PPT·精·选)
合集下载
互换性(第2版) PPT 第5章

周文玲 互换性与测量技术(第2版) 配套课件
(3)基准线 ①轮廓最小二乘中线(m)
第5章 表面结构及其检测
指评定表面粗糙度参数值的一条参考线。基准线有两种。
指在取样长度内,使轮廓线上各点的轮廓偏距yi(在测量方向上,轮廓上 各点至基准线的距离)平方和为最小的线,即为最小。 图中所示O1O1、O2O2线为最小二乘中线。 ②轮廓算术平均中线 在取样长度内,与轮廓走向一致并划分实际轮廓为上、下两部分,且使 上部分面积之和与下部分面积之和相等的基准线。 用公式表示即: n n
0.032,0.040,0.063,0.080,0.125,0.160,0.25,0.32,0.50, 补充系列 0.63,1.00,1.25,2.0,2.5,4.0,5.0,8.0,10,16,20,32, 40,63,80,125,160,250,320,500,630,1000,1250
5.3.2 评定参数的选用
第5章 表面结构及其检测
5.4 表面结构的检测
表面粗糙度的检测方法有:比较法、光切法、针描法和干涉法。
5.4.1 表面粗糙度的检测原则
5.4.2 几种常用的检测方法
谢 谢!
互换性与测量技术
周文玲 互换性与测量技术(第2版) 配套课件
第5章 表面结构及其检测
5.1.2 表面结构对机械产品性能的影响
表面粗糙度指加工表面上具有较小间距和峰谷所组成的微观几何 形状特性,它是由加工方法本身或其它因素形成的。
表面粗糙度是衡量产品质量的一项重要指标,对产品的使用性能 影响较大。
当机械零部件加工表面不能达到表面粗糙度的精度要求时,主要会 产生下列影响: 摩擦表面容易产生磨损; 影响零件的配合性质 ; 影响零件的疲劳强度和接触刚度 ; 影响零件的耐腐蚀性、密封性及外观。
互换性与测量技术第5章表面粗糙度及其检测-精品
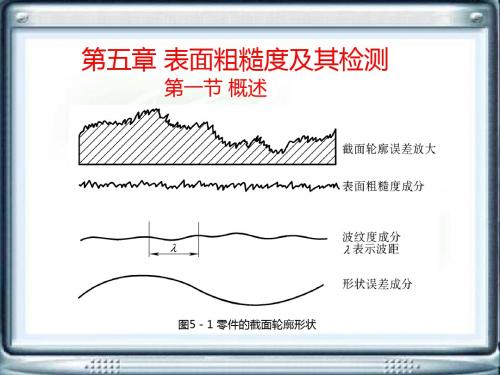
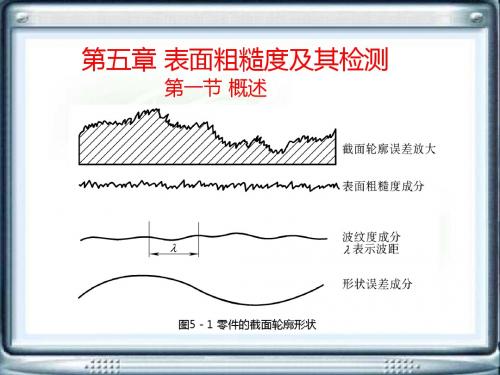
第五章 表面粗糙度及其检测
第一节 概述
图5-1 零件的截面轮廓形状
第二节 表面粗糙度的评定
一、 基本术语
图5-2 取样长度、评定长度和轮廓中线
二、 评定参数
图5-3 轮廓的幅度参数
图5-4 轮廓单元的宽度
图5-5 轮廓的支承长度率
图5-6 不同形状轮廓的支承长度
第三节 表面粗糙度在图样上的标注
一、表面粗糙度符号 二、 表面粗糙度要求的标注
图5-7 粗糙度要求的注写位置
第四节 表面粗糙度的选择
一、 评定参数的选择 二、 评定参数值的选择
第五节 表面粗糙度的检测
一、 比较法 二、 光切法
图5-8 光切显微镜工作原理图
三、 干涉法 四、 针描法
图5-9 针描法测量原理框图
第一节 概述
图5-1 零件的截面轮廓形状
第二节 表面粗糙度的评定
一、 基本术语
图5-2 取样长度、评定长度和轮廓中线
二、 评定参数
图5-3 轮廓的幅度参数
图5-4 轮廓单元的宽度
图5-5 轮廓的支承长度率
图5-6 不同形状轮廓的支承长度
第三节 表面粗糙度在图样上的标注
一、表面粗糙度符号 二、 表面粗糙度要求的标注
图5-7 粗糙度要求的注写位置
第四节 表面粗糙度的选择
一、 评定参数的选择 二、 评定参数值的选择
第五节 表面粗糙度的检测
一、 比较法 二、 光切法
图5-8 光切显微镜工作原理图
三、 干涉法 四、 针描法
图5-9 针描法测量原理框图
互换性与测量技术第5章表面粗糙度及检测-精选文档
一、 表面粗糙度符号 二、 表面粗糙度要求的标注
图5-7 粗糙度要求的注写位置
第四节 表面粗糙度的选择
一、 评定参数的选择 二、 评定参数值的选择
第五节 表面粗糙度的检测
一、 比较法 二、 光切法
图5-8 光切显微镜工作原理图
三、 干涉法 四、 针描法
图5-9 针描法测量原理框图
第五章 表面粗糙度及其检测
第一节 概述
图5-1 零件的截面轮廓形状
第二节 表面粗糙度的评定
一、 基本术语
图5-2 取样长度、评定长度和轮廓中线
二、 评定参数
图5-3 轮廓的幅度参数
图5-4 轮廓单元的宽度
图5-5 轮廓的支承长度率
图5-6 不同形状轮廓的支承长度
第三节 表面粗糙度在图样上的标注
图5-7 粗糙度要求的注写位置
第四节 表面粗糙度的选择
一、 评定参数的选择 二、 评定参数值的选择
第五节 表面粗糙度的检测
一、 比较法 二、 光切法
图5-8 光切显微镜工作原理图
三、 干涉法 四、 针描法
图5-9 针描法测量原理框图
第五章 表面粗糙度及其检测
第一节 概述
图5-1 零件的截面轮廓形状
第二节 表面粗糙度的评定
一、 基本术语
图5-2 取样长度、评定长度和轮廓中线
二、 评定参数
图5-3 轮廓的幅度参数
图5-4 轮廓单元的宽度
图5-5 轮廓的支承长度率
图5-6 不同形状轮廓的支承长度
第三节 表面粗糙度在图样上的标注
互换性第五章表面粗糙度ppt课件

精选课件
22
§5.3 表面粗糙度的选用
一、评定参数的选择 二、评定参数值的选择 三、取样长度与评定长度的选择
精选课件
23
一、评定参数的选择
(在表面粗糙度评定参数中,一般主要选择 高度参数Ra 和Rz ,可任选其一)标准推荐: 1、在常用数值范围(Ra为0.025µm~ 6.3µm) 范围内,优先选择轮廓算术平均偏差Ra。
20
四、评定参数
3. 形状特征参数
轮廓支承长度率tp 。指在取样长度内轮廓支承长度
ηp与取样长度lr之比,即:
tp
p
lr
100%
注意:间距与形状特征参数称为附加参数,只有零
件表面有特殊要求时才选用。
精选课件
21
表5-3
轮廓单元的平均宽度 RSm 的数值
mm
规定系列 补充系列 规定系列 补充系列 规定系列 补充系列 规定系列 补充系列 规定系列 补充系列
精选课件
25
一、评定参数的选择
间距与形状特征参数称为附加参数,只 有零件表面有特殊要求时才附加选用。
3、轮廓单元平均宽度RSm:主要在对有涂
漆性能,冲压成形时抗裂纹、抗震,或抗 腐蚀,减小流体流动摩擦阻力等要求时附 加选用。
4、轮廓支承长度率tp :主要在耐磨性,接
触刚度要求较高等场合附加选用。
二、表面粗糙度的代号
精选课件
37
三、表面粗糙度的标注示例
3.2
Ra上限值
为3.2μm
3.2max
Ra最大值 为3.2μm
3.2 1.6
Ra上限值为 3.2μm,下限
值为1.6μm
3.2max 1.6min
Ra最大值为 3.2μm,最小 值为1.6 μm
互换性与测量技术第5章表面粗糙度与检测课件
个,但在常用值范围内(Ra为0.025~6.3, Rz 为0.1~25),应优先选用Ra ,因为Ra能较充 分合理地反映零件表面的粗糙度特征。 Ra值 通常用触针式电动轮廓仪测量,测量效率高。 ¨ Rz参数对不允许有较深加工痕迹的表面、有 疲劳强度要求的表面和小零件表面有实用意 义。
互换性与测量技术第5章 表面粗糙度与检测
在取样长度内,使轮廓线上各点轮廓偏距zi的 平方和最小的线。
即
互换性与测量技术第5章 表面粗糙度与检测
9
5.2.2 轮廓中线 2)轮廓算术平均中线
轮廓算术平均中线是指在取样长度内划分实 际轮廓为上、下两部分,且使两部分面积相等的 基准线。
即
互换性与测量技术第5章 表面粗糙度与检测
10
5.2.4 评定参数
¨ 波距小于1mm的属于表面粗糙度(微观几何形状误差), 波距在l~10 mm的属于表面波度(中间几何形状误差), 波距大于10 mm的属于形状误差(宏观几何形状误差), 如图5.1所示。
¨ 如图5.1(a)所示为某工件表面实际轮廓误差曲线,将这 一段轮廓误差曲线按波距的大小分解为三部分的误差曲 线,分别如图5.1(b)、图5.1(c)和图5.1(d)所示。
参数,因此当采用现行技术文件时必须小心慎重。
互换性与测量技术第5章 表面粗糙度与检测
12
5.2.4 评定参数
轮廓峰和轮廓谷的
3.轮廓单元的平均宽度RSm(间距组特合征单参元数) 在取样长度内,轮廓单元宽度Xs的平均值。
RSm=
互换性与测量技术第5章 表面粗糙度与检测
13
5.2.4 评定参数
评定长度内,一平行于X轴的
互换性与测量技术第5章 表面粗糙度与检测
2
5.1.1 表面特征的意义
互换性与测量技术第5章 表面粗糙度与检测
在取样长度内,使轮廓线上各点轮廓偏距zi的 平方和最小的线。
即
互换性与测量技术第5章 表面粗糙度与检测
9
5.2.2 轮廓中线 2)轮廓算术平均中线
轮廓算术平均中线是指在取样长度内划分实 际轮廓为上、下两部分,且使两部分面积相等的 基准线。
即
互换性与测量技术第5章 表面粗糙度与检测
10
5.2.4 评定参数
¨ 波距小于1mm的属于表面粗糙度(微观几何形状误差), 波距在l~10 mm的属于表面波度(中间几何形状误差), 波距大于10 mm的属于形状误差(宏观几何形状误差), 如图5.1所示。
¨ 如图5.1(a)所示为某工件表面实际轮廓误差曲线,将这 一段轮廓误差曲线按波距的大小分解为三部分的误差曲 线,分别如图5.1(b)、图5.1(c)和图5.1(d)所示。
参数,因此当采用现行技术文件时必须小心慎重。
互换性与测量技术第5章 表面粗糙度与检测
12
5.2.4 评定参数
轮廓峰和轮廓谷的
3.轮廓单元的平均宽度RSm(间距组特合征单参元数) 在取样长度内,轮廓单元宽度Xs的平均值。
RSm=
互换性与测量技术第5章 表面粗糙度与检测
13
5.2.4 评定参数
评定长度内,一平行于X轴的
互换性与测量技术第5章 表面粗糙度与检测
2
5.1.1 表面特征的意义
互换性第5章表面粗糙度(新标准讲稿)

2019/12/21
17/51
取样长度 lr 和评定长度 ln
第5章 表面粗糙度及检测
2019/12/21
18/51
第5章 表面粗糙度及检测
5.2.4 中线(mean line)
具有几何轮廓形状并划分轮廓的基准线。
中线穿过粗糙度轮廓,是用来确定粗糙度参数的基准线。它是用λc 轮廓滤波器抑制长波成分后形成的轮廓的中线——最小二乘中线。
11/51
第5章 表面粗糙度及检测
5.2.1 轮廓滤波器(profile filter)
用轮廓法测量表面粗轮粗廓粗 时粗 粗,把轮粗廓粗分粗为粗长粗波和短波的滤波器。
传输系数/%
λs
λc
λf 波长
■ λs 轮廓滤波器
确定存在于表面上的粗糙度与比它更短的波的成分之间相交界限的滤波器。
■ λc 轮廓滤波器
13/51
第5章 表面粗糙度及检测
5.2.2 表面轮廓与轮廓参数
■ 原始轮廓(primary profile)——P轮廓
经过λs 轮廓滤波器后的总轮廓。
在原始轮廓上计算得到 的参数称为P参数。
■ 粗糙度轮廓(roughness profile)——R轮廓
对原始轮廓采用λc 轮廓滤波器抑制长波成分以后形成的轮廓。 在粗糙度轮廓上计算得 到的参数称为R参数。
6.3
100
1600
Rz
0.05 0.1
0.8 1.6
12.5 25
200 400
0.2
3.2
50
800
2019/12/21
28/51
第5章 表面粗糙度及检测
轮廓的单元平均间距Rsm的数值 (mm)
0.006
最新互换性1表面粗糙度教学讲义PPT
T尺寸↓→T形位↓→表面粗糙度↓ 6、同一公差等级,轴的表面粗糙度小于孔的
表面粗糙度;
7、要求防腐蚀、密封性的表面表面粗糙度小; 8、与标准件相配的轴与孔(如滚动轴承)按
相应标准件的规定选用。
• 选用方法:类比法,参见表5-7、5-8 §5-4 表面粗糙度的标注 1.表面粗糙度的符号:
2.表面粗糙度的代号
这里仅介绍与高度特征有关的评定参数。
1、轮廓的算术平均偏差Ra
轮廓算术平均偏差Ra是指在取样长度lr内, 轮廓偏距yi的绝对值的算术平均值,用符号 Ra表示。即:
R y 1 lr
a
0
lr
dx
i
2、轮廓的最大高度Rz
在一个取样长度范围内,最大轮廓峰顶与 谷底之间的距离,用符号Rz表示。见上页图。
互换性1表面粗糙度
6、影响测量精度、定位精度、接触精度、零件 外观等
所以表面粗糙度是零件质量的重要指标, 是零件精度设计的重要方面。
§5-2 表面粗糙度的评定参数
一、基本术语
1、实际轮廓:指理想平面与实际表面相交所得 的轮廓线。在评定表面粗糙度时,一般均在 横向轮廓上进行。见下页图。
2.取样长度lr 取样长度:是评定表面粗糙度所规定的一
• (三)、联系《木兰辞》里的铺陈排比手法,以加深对这种手法的认 识《木兰辞》里使用了铺陈排比的手法的诗句“东市买骏马,西市买 鞍鞯,南市买辔头,北市买长鞭。”“爷娘闻女来,出郭相扶将。阿 姐问美丽,当户理红妆。小弟闻姊来,磨刀霍霍向猪羊。”
• 这首诗歌有很浓的悲剧气氛,可以变朗读便选择合适的背景音乐,能 够更好的烘托气氛,体会文章中的感情。
《孔雀东南飞》写作的时代背景
• 取材于东汉献帝年间发生在庐江郡(治舒县 ,汉末迁皖县,均在今安徽境内)的一桩婚姻悲 剧。故事发生在“汉末建安中”。汉武帝时,“ 罢黜百家,独尊儒术”。儒家的那套伦理纲常, 逐渐占据了统治地位,并发展到了相当完备严密 的程度。在婚姻制度方面就规定有“七出”、“ 天下无不是之父母”等清规戒律。“天下无不是 之父母”,这正是焦刘悲剧的根本原因。在这一 时代氛围里,在焦母的淫威下,焦仲卿敢于站在 兰芝一边,表明与兰芝“结发同枕席,黄泉共为 友”的坚决态度实在是难能可贵的
表面粗糙度;
7、要求防腐蚀、密封性的表面表面粗糙度小; 8、与标准件相配的轴与孔(如滚动轴承)按
相应标准件的规定选用。
• 选用方法:类比法,参见表5-7、5-8 §5-4 表面粗糙度的标注 1.表面粗糙度的符号:
2.表面粗糙度的代号
这里仅介绍与高度特征有关的评定参数。
1、轮廓的算术平均偏差Ra
轮廓算术平均偏差Ra是指在取样长度lr内, 轮廓偏距yi的绝对值的算术平均值,用符号 Ra表示。即:
R y 1 lr
a
0
lr
dx
i
2、轮廓的最大高度Rz
在一个取样长度范围内,最大轮廓峰顶与 谷底之间的距离,用符号Rz表示。见上页图。
互换性1表面粗糙度
6、影响测量精度、定位精度、接触精度、零件 外观等
所以表面粗糙度是零件质量的重要指标, 是零件精度设计的重要方面。
§5-2 表面粗糙度的评定参数
一、基本术语
1、实际轮廓:指理想平面与实际表面相交所得 的轮廓线。在评定表面粗糙度时,一般均在 横向轮廓上进行。见下页图。
2.取样长度lr 取样长度:是评定表面粗糙度所规定的一
• (三)、联系《木兰辞》里的铺陈排比手法,以加深对这种手法的认 识《木兰辞》里使用了铺陈排比的手法的诗句“东市买骏马,西市买 鞍鞯,南市买辔头,北市买长鞭。”“爷娘闻女来,出郭相扶将。阿 姐问美丽,当户理红妆。小弟闻姊来,磨刀霍霍向猪羊。”
• 这首诗歌有很浓的悲剧气氛,可以变朗读便选择合适的背景音乐,能 够更好的烘托气氛,体会文章中的感情。
《孔雀东南飞》写作的时代背景
• 取材于东汉献帝年间发生在庐江郡(治舒县 ,汉末迁皖县,均在今安徽境内)的一桩婚姻悲 剧。故事发生在“汉末建安中”。汉武帝时,“ 罢黜百家,独尊儒术”。儒家的那套伦理纲常, 逐渐占据了统治地位,并发展到了相当完备严密 的程度。在婚姻制度方面就规定有“七出”、“ 天下无不是之父母”等清规戒律。“天下无不是 之父母”,这正是焦刘悲剧的根本原因。在这一 时代氛围里,在焦母的淫威下,焦仲卿敢于站在 兰芝一边,表明与兰芝“结发同枕席,黄泉共为 友”的坚决态度实在是难能可贵的
互换性A 5 表面粗糙度
§5.4 表面粗糙度在零件图上的标注
二、表面粗糙度要求在完整图形符号上的标注 3、极限值判断规则的标注
表面粗糙度要求中给定极限值判断规则有两种: 16﹪规则是指在同一评定长度范围内评定参数所有 实测值中,大于上限值的个数少于总数的16﹪,小于下 限值的个数少于总数的16﹪ ,则认为合格。 16﹪规则 是表面粗糙度要求标注中的默认规则。 最大规则是指整个被测表面上评定参数所有的实测 值皆不大于上限值,才认为合格。标注时,在评定参数 代号的后面加注一个“max”标记。
F S
i 1 i i 1
n
m
i
将实际轮廓划分为面积相等的 ②轮廓的算术平均中线:上、下两部分的线。
§5.2 表面粗糙度的评定
二、基本术语和定义
2、取样长度(lr):是指在测量方向判别被评定 轮廓不规则特征的长度。它至少包含5个以上的 轮廓峰和谷,取样长度的方向与轮廓走向一致。
注意:规定取样长度的目的在于限制和减弱其他形状 误差,特别是表面波纹度对测量结果的影响。 粗糙度参数值是在一个取样长度上评定出来的。
二、表面粗糙度要求在完整图形符号上的标注
2、表面粗糙度极限值的标注 在完整图形符号上标注评定参数及其数值,其数值 分为单向极限值和双向极限值。 ①单向极限值:当只标注某个评定参数代号及其一个数 值时为单向极限值。默认它是评定参数的上限值。 ②双向极限值:同时标注评定参数的上下限值时为双向 极限值。双向极限值应分成两行标注,上限值标注在上 方,并在传输带前加注代号“U”;下限值标注在下方, 并 在传输带前加注代号“L”。一般在不会引起歧义的情况 下,可以不加“U” “L”。
位置b,注写第二个表面粗糙度要求。有更多要求,图形符号应 在垂直方向扩大,以空出足够空间。 位置c,注写加工方法、表面处理、涂层和其他加工工艺要求等。 如车、磨、镀等。 位置d,注写所要求的表面纹理和纹理方向,如“=”“⊥”“×” 等。 位置e,注写所要求的加工余量,以mm为单位给出数值。
互换性与技术测量表面粗糙度及检测课件

yi
Ra
x yn yi
图4-6 轮廓算术平均偏差Ra的确定
互换性与技术测量表面粗糙度及检 测课件
Rz Zp1
Zv1 Zv2
Zp2 Zv3
Zv4 Zp3
Zp4 Zp5 Zv5
Zp6 Zv6
2)轮廓的最大高度
在一个取样长度范围内,最大轮廓峰高Rp与最大轮廓谷深Rv之和称 之为轮廓最大高度,用符号Rz表示,即Rz = Rp + Rv。
轮廓其他的评定参数、表面加工纹理方向、加工方法或(和) 加工余量等附加要求。如果采用标准取样长度,则在图样上 可以省略标注取样长度值。 (5)国家标准规定的表面粗糙度轮廓的标注方法. (6)表面粗糙度轮廓的检测主要方法有比较检验法、针描 法、干涉法。
互换性与技术测量表面粗糙度及检 测课件
lr
图4-8 轮廓的支承长度率
互换性与技术测量表面粗糙度及检 测课件
第三节 表面粗糙度轮廓的技术要求
一、 表面粗糙度轮廓技术要求的内容
规定表面粗糙度轮廓的技术要求时,必须给出 表面粗糙度轮廓高度参数及允许值和测量时的取样 长度值这两项基本要求,必要时可规定轮廓其他的 评定参数、表面加工纹理方向、加工方法和加工余 量等附加要求。如果采用标准取样长度,则在图样 上可以省略标注取样长度值。
中线
lr
lr
lr
lr
lr
ln
图4-3 取样长度和评定长度
互换性与技术测量表面粗糙度及检 测课件
2.评定长度ln
包含有一个或几个取样长度的长度。标准评定长
度ln=5lr。若被测表面比较均匀,可选ln<5lr;若 均匀性差,可选ln>5lr。
互换性与技术测量表面粗糙度及检 测课件
互换性表面粗糙度PPT课件

所以表面粗糙度是零件质量的重要指标, 是零件精度设计的重要方面。
§5-2 表面粗糙度的评定参数
一、基本术语
1、实际轮廓:指理想平面与实际表面相交所得 的轮廓线。在评定表面粗糙度时,一般均在 横向轮廓上进行。见下页图。
2.取样长度lr 取样长度:是评定表面粗糙度所规定的一
段基准长度。
目的:限制平面度误差对表面粗糙度测量结果
的影响;
数值:由表面粗糙度估计值查表5-1。 3.评定长度ln
由于零件表面各部分的表面粗糙度不一定
均匀一致,所以取ln=5lr内的表面粗糙值的平
均值做为测量结果。
4.基准线(中线)(画出下页图)
4、基准线(中线)
评定表面粗糙度时所选定的一条参考线。 国标规定下列中线可以做为基准线:
1)轮廓最小二乘中线
这里仅介绍与高度特征有关的评定参数。
1、轮廓的算术平均偏差Ra
轮廓算术平均偏差Ra是指在取样长度lr内, 轮廓偏距yi的绝对值的算术平均值,用符号 Ra表示。即:
R y 1 lr dx
a
0
i
lr
2、轮廓的最大高度Rz
在一个取样长度范围内,最大轮廓峰顶与 谷底之间的距离,用符号Rz表示。见上页图。
The foundation of success lies荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
讲师:XXXXXX XX年XX月XX日
§5-3 表面粗糙度的选用及标注
一、评定参数的选用
1、一般情况下,优先选用Ra。
原因:Ra能较充分合理地反映零件表面的粗 糙度特征,而且可以方便地采用触针式轮 廓仪进行测量,测量效率高。
§5-2 表面粗糙度的评定参数
一、基本术语
1、实际轮廓:指理想平面与实际表面相交所得 的轮廓线。在评定表面粗糙度时,一般均在 横向轮廓上进行。见下页图。
2.取样长度lr 取样长度:是评定表面粗糙度所规定的一
段基准长度。
目的:限制平面度误差对表面粗糙度测量结果
的影响;
数值:由表面粗糙度估计值查表5-1。 3.评定长度ln
由于零件表面各部分的表面粗糙度不一定
均匀一致,所以取ln=5lr内的表面粗糙值的平
均值做为测量结果。
4.基准线(中线)(画出下页图)
4、基准线(中线)
评定表面粗糙度时所选定的一条参考线。 国标规定下列中线可以做为基准线:
1)轮廓最小二乘中线
这里仅介绍与高度特征有关的评定参数。
1、轮廓的算术平均偏差Ra
轮廓算术平均偏差Ra是指在取样长度lr内, 轮廓偏距yi的绝对值的算术平均值,用符号 Ra表示。即:
R y 1 lr dx
a
0
i
lr
2、轮廓的最大高度Rz
在一个取样长度范围内,最大轮廓峰顶与 谷底之间的距离,用符号Rz表示。见上页图。
The foundation of success lies荣幸这一路,与你同行
It'S An Honor To Walk With You All The Way
讲师:XXXXXX XX年XX月XX日
§5-3 表面粗糙度的选用及标注
一、评定参数的选用
1、一般情况下,优先选用Ra。
原因:Ra能较充分合理地反映零件表面的粗 糙度特征,而且可以方便地采用触针式轮 廓仪进行测量,测量效率高。