模具设计二次顶出机构
模具二次顶出拆装工艺流程
模具二次顶出拆装工艺流程1.找到需要进行二次顶出拆装的模具。
Find the mold that needs to be disassembled and assembled for secondary ejection.2.准备必要的工具和设备,包括扳手、起重机等。
Prepare necessary tools and equipment, including wrenches, cranes, etc.3.将模具放置在适当的工作台上,确保安全稳固。
Place the mold on the appropriate workbench to ensure safety and stability.4.使用扳手和螺丝刀拆除模具上的固定螺丝。
Use a wrench and screwdriver to remove the fixed screwson the mold.5.注意保存好拆卸下来的螺丝和配件,以备后续装配使用。
Be sure to save the disassembled screws and parts for subsequent assembly.6.调整起重机的高度和位置,确保能够顺利抬起模具。
Adjust the height and position of the crane to ensure smooth lifting of the mold.7.小心地使用起重机将模具抬起,避免碰撞和摔落。
Carefully use the crane to lift the mold, avoiding collisions and falls.8.将模具转移到清洁的工作台上,进行维护和清洁。
Transfer the mold to a clean workbench for maintenanceand cleaning.9.检查模具内部和外部是否有损坏或磨损的部件,需要及时更换。
“扣机式”二次顶出机构在模具中的应用
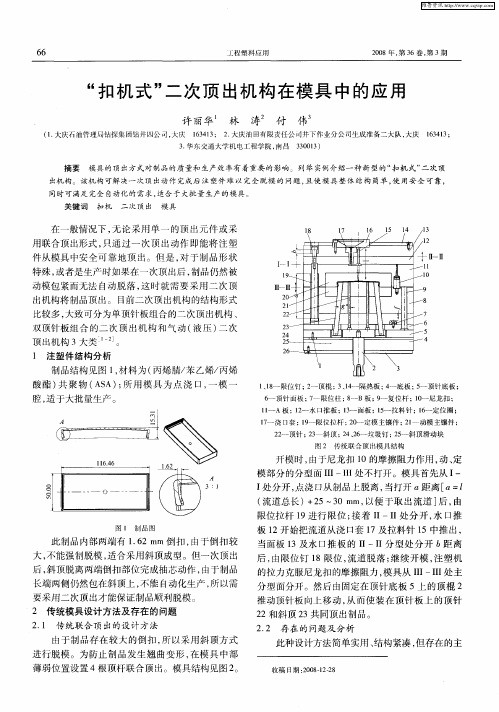
1 l 一 限位 钉 ; 一 顶棍 ; l 一 隔 热 板 ; 一 底 板 ;5 顶 针底 板 ; 、8 2 3、4 4 一
6 顶针 面板 ; 一 限位 柱 ; 一 B板 ; 一 复 位 杆 ;l 一尼 龙 扣 : ~ 7 8 9 0 1~ A板 ;l 一 水 口推 板 ;l一 面 板 ;l一 拉 料 针 ;l一 定 位 圈 ; 1 2 3 5 6 l~ 浇 口套 ;l一 限 位 拉 杆 ; 0 定模 主镶 件 ; 1 动 模 主镶 件 ; 7 9 2一 2一
此制 品 内部 两端 有 16 m倒 扣 , . 2m 由于倒 扣 较 大, 不能 强制脱模 , 合采用 斜顶成 型 。但 一次 顶 出 适
后 , 限位钉 1 由 8限位 , 道脱 落 ; 续 开模 , 塑 机 流 继 注
的拉 力克 服尼龙 扣 的摩擦 阻力 , 模具从 I — I处 主 I I I I
13 1 ; 2 大庆油 田有限责任公 司井下作业分公 司生成准备二大队, 643 . 大庆
3 华 东 交通 大 学 机 电工 程 学 院 , 昌 . 南
摘要
模具的顶 出方式对制 品的质量和生产效率有着重要 的影响 。列举 实例介绍一种新型的“ 机式” 次顶 扣 二
出机 构。该机构可解决一次顶出动作 完成后 注塑件难 以完全脱模 且 使
此种设 计方法 简单 实用 、 构 紧凑 , 结 但存 在的 主
收 稿 日期 :0 81 -8 20 — 2 2
维普资讯
许丽华 , : 扣机式” 等 “ 二次顶 出机 构在模具 中的应用
6 7
塑胶模具设计原理:顶出系统
尺寸規格及材質
顶针布置 1、 在产品图上,首先在四边打顶针,然后在肋板两边打。 如肋深,则最好拆入子,在边上打肩销,宽度在1.2mm以上。 2、 在大平面上不用小顶针。直径不宜过细,需要足够刚度如不可加大,则做成台阶形。 Boss处用顶出套筒,如不,则必须在其附近打两枝顶针。 3、 顶出套筒尺寸确认,套筒厚度要有1mm以上内外径尺寸抓整数。 4、 顶针不宜设在产品最薄处,应在产品强度最大处布置,效果最好,不易顶白顶伤。 5、 顶针不可布置在滑块下面,必须时要加早回机构配合。顶针尽可能避免在高低面过渡的地方
四.顶板顶出: 如果塑件的沿周都要顶出的话,那就考虑用顶板顶出,另,一些特殊的产品表面不允许
有顶针的痕迹,也可以用顶板顶出的方式,顶板顶出制品受力 比较均匀,不易变形,一般适 用于盒盖类制品.推板内侧和胶位一般需留0.3mm的距离,在胶位不足的情况下,最小可 留到0.05mm,防止刮伤模仁,如图:
顶针的定位 当顶针的顶面为非平面或顶针面有成型胶位时,顶针的沉头部位就需要设计定位装置, 顶针转动或被装错.常用的定位装置有以下几种:
在较深的圆桶形胶位比较适用顶管顶出,司筒的固定方式于普通圆顶针一样,如成型的表面 为非平面,则司筒需加定位装置,方式参照原顶针的定位方式,司筒针定位于公模固定板,司筒 和司筒针前端前端采用精密配合防止制品毛边,后端应逃料0.1-0.2MM.以减少摩擦.具体参 数可参照顶针于模仁的配合.
塑胶模具设计原理 顶出系统
顶出系统
其中机械顶出为最 常用,分为顶针顶出,顶管顶出,顶块顶出及顶板顶出等.而顶针顶又为最常见,分为圆顶针 和扁顶针及异型顶针,此外根据顶出机构的不同还可分为 延时顶出,母模顶出,及二次顶 出等
的模具二次顶出精修订

的模具二次顶出GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-二次顶出机构一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
塑料瓶塞注射模二次顶出结构设计

文献 标识 码 : B
De s i g n o f S e c o n d a r y E j e c t i o n S t r u c t u r e f o r
引 言
脱模机构是注射模 的重要组成部分 , 其结构是否
架, 通过 增加 一 些 小 的机 构 来 实现 二 次 脱模 。
理 对 塑 件 的质 量 及 模 具 的 复 杂 程 度 有 重 要 影 响 。 2 塑 件 工 艺 分 析 图1 所 示 为一 种 瓶 塞 塑件 结 构 , 在 使 用 时 与 瓶 子 此, 在模具设计时 , 应根据塑件 的尺寸精度 、 模具成
c a r r i e r i s a d d i n g t h e s p e c i a l c o n n e c t i o n r o d o n p u s h p e d a l , s l i d i n g b l o c k a n d c o mp r e s s i o n s p r i n g ,
c h a r a c t e r i s p r o p o s e d b a s e d o n s t a n d a r d mo l d c a r r i e r . T h e mo d i i f c a t i o n t o t h e s t a n d a r d mo l d
I n j e c t i o n Mo l d o f P l a s t i c B o t t l e Co r k
带二次顶出机构的注塑模具设计
优秀设计1 引言模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。
在各种材料加工工业中广泛的使用着各种模具。
例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。
对模具的全面要求是:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。
以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。
模具影响着制品的质量。
首先,模具型腔的形状、尺寸、表面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、内应力大小、各向同性性、外观质量、表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。
其次,在加工过程中,模具结构对操作难以程度影响很大。
在大批量生产塑料制品时,应尽量减少开模、合模的过程和取制件过程中的手工劳动,为此,常采用自动开合模自动顶出机构,在全自动生产时还要保证制品能自动从模具中脱落。
另外模具对制品的成本也有影响。
当批量不大时,模具的费用在制件上的成本所占的比例将会很大,这时应尽可能的采用结构合理而简单的模具,以降低成本。
现代生产中,合理的加工工艺、高效的设备、先进的模具是必不可少是三项重要因素,尤其是模具对实现材料加工工艺要求、塑料制件的使用要求和造型设计起着重要的作用。
高效的全自动设备也只有装上能自动化生产的模具才有可能发挥其作用,产品的生产和更新都是以模具的制造和更新为前提的。
由于制件品种和产量需求很大,对模具也提出了越来越高的要求。
因此促进模具的不断向前发展。
1.1 注塑模具发展趋势随着2007年的结束,世界注塑模具的年增长率最终定格在了4%。
据预计,2008年注塑模具的产量将保持在4%到5%的增长势头[1]。
如此快速的增长主要是由食品包装和饮料包装的需求不断增加带动的。
预计在2008年里,影响全球注塑模具行业发展的因素主要还是石油价格和食品行业的包装利润。
轿车电线卡动定模二次顶出注射模设计
《 模 具 制造} 2 0 1 5 年第 5 期
・5 3・
作者 简介: 刘勇 , 男, 1 9 6 4 年生 , 甘肃通 渭人 , 1 9 8 6 构设计 先进 , 各项指标 达到模具式样 书的要求 , 深得 年毕业于兰州交通 大学机械 制造专 业, 大学本科 。2 O 国外 客 户 的好 评 。 世纪 9 O 年代 南下深圳, 长期在几 家特 大型 出口模具企
定 模型芯均 采用 4 2 0 S S 系列不锈钢 S 1 3 6 制造 , 热 动, 使塑件脱离型腔 , 继而是顶杆顶 出, 使塑件强行脱 动 、 8 ~ 5 2 H R C , 精加工优先采 用精密磨削和慢走丝 离活动镶件 。动模所 采用的二次顶 出标准件 2 9 固定 处理 4
避 免手 在动模第二顶杆板 2 7 上, 在注塑机的驱动下 可以带动 线切割 。放 电加工采用镜 面火花机一次到位 , 工抛光而使型腔形状 变形 。 动模第一顶杆板 3 1 自行复位 。 合模时 , 动模 的顶 出机构 已经 自行复 位 , 定模 顶 4 . 2 动定 模 的精 确定 位 出机 构 的复位 , 采用定模 复位杆 l 4 碰 动模 复位杆 1 3 由于模架 的导柱和导套之 间存在间隙 , 对于精密
4 . 1 模 架及 其 型芯
这种设计结构 , 重复定位性好 , 能确保动定模 型芯 模 架采用 H A S C O标准 导柱导套 , 模 板之 间定位 示 , 适用于对分型面段差有严格要求的精密 准确 , 刚性好 。所有模板采用 P 2 0 制造 。为 了保证模 精确的定位 ,
具 的长寿命运作 , 减 少模具磨损 , 动模侧 也设 计 了定 塑 件 。
・
塑 料 注 射 模 技 术
・
动模 的二次顶 出虽然采用了不 同的顶 出元件 , 顶 板 均采用滚珠导套 导柱导 向 , 动模法 兰 3 O 对H A S C O 1 6 9 / 2 2 也起 到增加刚性 的作用 。 出原 理和 定模是 一样 的 , 即 先 是 两 块 顶 杆 版 一 起 移 的二次顶 出标准 件 Z
二次脱模机构在注塑模中的设计思路介绍

二次脱模机构在注塑模中的设计思路介绍在塑件注塑成型后,塑件从模具型腔中脱出,无论是采用单一的或多元件的顶出机构,其脱模工作一般都是一次性完成的。
但有时由于塑件的特殊形状或生产自动化的需要,在一次脱模工作完成后,塑件仍难以从型腔中取出或不能自动脱落,此时就必须再增加一次脱模动作才能使塑件脱落。
例如一次顶出后塑件的一部分嵌在推件板内或挂在推杆上,则可通过第二次推出使制品落下。
有时为避免一次脱模塑件受力过大,也采用二次脱模如薄壁深腔塑件或形状复杂的塑件,由于塑件与模具的接触面积很大,若一次顶出易使塑件破裂或变形,因此采用二次脱模以分散脱模力,保证塑件质量。
双脱模机构和二次脱模机构有时难以区分,双脱模机构一般用于塑件对动模和定模的附着力和包紧力相差不大时,例如所成型的塑件在动模和定模边都设有型芯,且塑件对两型芯的收缩力和包紧力都相差不多时,又如塑件由于内外壁脱模斜度不相等的原因造成对动定模留模倾向难以判断时,这时应采用双脱模机构,即在动模和定模两侧都设有脱模机构,无论制品留在那一侧均能脱出。
传统的二次脱模机构传统的塑料模塑件的脱模方法,大致可分为顶、推、抽、旋四种。
按推板的多少,一般可划分为单推板式和双推板式。
A:单推板式的脱模机构。
此类二级脱模机构的特点是仅有一套顶出装置,但必须完成二次脱模动作。
常见的有以下几种形式。
1.机械气动二级脱模机构这种是最简单的二次脱模机构,该机构采用机械和压缩空气推出相结合的办法,如图1所示用推板脱出一段距离后再从型腔内通入压缩空气,使塑件完全从型腔内脱出。
2.推板推出的二级脱模机构模具机构如图2所示,当定模1与动模分离后塑件即粘贴在动模部分,当上推板7和下推板8在注射机推杆的作用下向上移动时,推杆4作用于推板2,塑件在推板2作用下即与型芯5分离,内型芯6由于塑件的包紧力也随塑件向上移动,当内型芯6随塑件移动至h2距离时,塑件即与内型芯6分离而落下,合模时定模板1迫使推杆4复位,内型芯6回到原来的位置。
二次顶出方式
二次顶出方式在注塑模具中的应用收藏此信息打印该信息添加:用户投稿来源:未知作者:深圳东江科技有限公司谢舜东[机电之家网]摘要:制品的顶出方式对塑件的质量和生产效率有着重要的影响。
由于二次顶出有着避免产品顶裂等优点,使得二次顶出运用越来越广。
本文介绍了二次顶出常用的结构形式、适用场合以及设计要点。
为从事模具设计工作的人员更合理更经济的选用二次顶出方式提供借鉴。
关键词:二次顶出;注塑模具;顶针板;顶针托板一、引言产品的顶出有机械、液压和气动三种方式。
其中机械顶出的运用最为普遍。
一般情况下,从模具中取出产品,顶出动作可一次完成。
但是,由于产品的形状特殊,或者是生产时的要求,如果在一次顶出后,产品仍然在型腔中,或者是无法自动脱落,就需要再增加一次顶出动作。
这便是二次顶出。
二次顶出能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
如何设计顶出方式才能使得模具动作顺畅、加工成本低廉?通过以下几种结构形式的比较,再根据产品的结构特点,可以选用最为合理的顶出方式。
二、结构形式1.单顶针板组合的二次顶出机构(图1)图11.顶针板2.顶针托板3.顶辊4.斜顶5.推方杆6.顶针7.弹弓8.弯销9.销钉所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一)1)弯销式二次顶出:产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。
采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。
产品如图2所示:图2动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。
当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。
合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。
但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)图31.A板2.B板3.推板4.推板5.顶针板6.顶针托板7.下码模板8.顶辊9.推方杆10.推方杆11.顶针12.垫块13.垫块14.垫块15.限位螺丝16.限位螺丝17.下模镶件18.下模镶件产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。
注塑模具设计:第三章:顶出系统
注塑模具设计:第三章:顶出系统第三章顶出系统即产品的脱模装置。
产品在模具中成型后,应以特定的方式从模具的一侧推出。
在这一过程中,产品不会变形,不能满足成型要求,“发白”和粘滞现象。
这个特殊的装置是弹射系统。
此外,当模具关闭时,该装置必须能够在不干扰模具其他部件的情况下返回到弹射前的原始位置,以便进行重复成形加工。
在设计顶出系统时,模具设计者首先需要确定制品的留模形式,顶出系统必须建立在所滞留的模具部分中,通常,由于注塑机的顶出系统是设计在动模板一侧,因此绝大多数模具的顶出系统时安装在动模中的为了提高效率,缩短周期,实现自动化,不仅需要顺利脱模,还需要对浇口中点的塑料有一种特定的脱模方法。
顶出系统的要求就是在规定的时间内将制品不变形且准确的进行脱模。
考虑因素(一)顶出行程:一般规定顶出产品与模具分离5~10mm,有些简单,脱模坡度大筒形制品,可使行程为制品深度的2/3。
不要太长,因为顶杆很细,行程长,容易损坏顶杆。
(二)必须在顶出系统中设置复位杆(返回杆),以帮助顶出器返回。
顶出过程中,顶杆垫板承受很大的顶出压力,强度和刚度不足时,易弯曲变形影响顶杆运动,注意螺丝联接(需从垫板向固定板拧入)避免发生扳手空间不足的困难。
(三)顶杆顶部与型芯(或型腔)平面的关系理论上应处于同一平面,为模具制造与装配简便,实际中大多顶杆的端面超过或降低型芯(或型腔)平面0.05~0.1mm,与设计者协商,取得制品内表面有凸台与凹坑的允许(四)顶杆的形状和尺寸选择除非制品形状限定必须使用其它形状的顶杆外,一般选用圆柱形,且避免采用直径小于3mm的细长顶杆。
增加顶出面积的方法(五)支持由于顶杆固定板和垫板尺寸较大,使动模垫板之间的跨度加大,在较高的注射压力下,动模垫板可能玩去变形,导致顶杆运动不畅或卡死,除了用增加动模垫板的厚度来增强其刚度外,还可在动模固定板与垫板之间设置支撑柱。
(六)定位和引导在制品产量大,或顶出行程长,同时使用较细的顶杆,以及使用顶管顶出并在动模固定板装有细长芯子时,为保护顶杆(或长芯子)使其运动平稳,顶出系统需要设置导向装置,并且在动模板与垫条以及动模固定板之间装有定位销钉,以保证位置精度(七)弹射位置制品凡是有塑料包围钢件的地方,脱模都会困难,这是因为塑料熔体冷却后的收缩应力而产生对钢件的“抱紧”现象所导致的,故这些地方(筋、柱)都应重点考虑喷射器的分类一、圆顶杆,易加工,最普通,最简单的标准件,顶杆需淬火处理,获得足够的轻度和耐磨性。
模具二次顶出结构详解
模具二次顶出结构详解 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】二次顶出一般情况下,从模具中取出成品,无论是采用单一或者是多元件的顶出机构,其顶出动作都是一次完成。
但是,由於成品的形状特殊,或者是量产时的要求,如果在一次顶出後,成品仍然在模穴中,或者是无法自动脱落时,就需要再增加一次顶出动作。
这样的顶出动作设计,称为二次顶出。
二次顶出,能够让顶出流程顺畅化,对於某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。
二次顶出机构,简单来说,可以分为下列三大类:一、单顶针板组合的二次顶出机构二、双顶针板组合的二次顶出机构三、气动/液压的二次顶出机构一、单顶针板组合的二次顶出机构所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一),由於仅有单套的顶针板组合,因此射出机顶出的动作仅提供传统的一次顶出;另一次顶出就必须配合其他的模具机构设计(例如弹簧)来进行。
单顶针板的二次顶出机构,可以分成下列几类:1. 公母模板弹开式2. 公母模板拉开式3. 顶针板组合机构4. 浮动模仁以下,将根据各种不同的设计,提供参考的设计图面。
公母模板弹开式二次顶出第一段顶出发生在公母模板开启时。
弹簧将模板(或局部模仁)顶出一小段距离。
第二段顶出由顶针板作动,利用顶针将产品顶离模穴。
利用弹簧完成二次顶出,在模具结构上是最简单的方法,需要额外加工的部分也很少。
但是,弹簧的缺点(弹性疲乏),也是这种顶出方式的缺点。
随时注意弹簧是否能够顺利动作,以及检查第一段顶出的顶出行程,是避免模具机构失效的安全措施。
公母模板弹开式二次顶出有几种变形1、弹簧推动模板改为弹簧推动『顶出入子』上图所示,是利用弹簧推动整块模板。
实际应用时,可以根据产品的造型,改为推动顶出入子。
例如下图,这样可以减少弹簧每次推动所需要克服的重量,增加弹簧的寿命。
模具二次顶出拆装工艺流程
模具二次顶出拆装工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!模具二次顶出拆装工艺流程详解在模具制造和维修过程中,二次顶出拆装工艺是一项关键的步骤。
注射模二次顶出机构动画模拟
本科毕业设计(论文)题目:注射模二次顶出机构动画模拟院(系):材化学院专业:高分子材料与工程班级:090306姓名:程金全学号:090306103指导教师:常芳娥2013年6月10日本科毕业设计(论文)题目:注射模二次顶出机构动画模拟院(系):材化学院专业:高分子材料与工程班级:090306姓名:程金全学号:090306103指导教师:常芳娥2013年6月10日注射模二次顶出机构动画模拟摘要模具在机械,电子等工业领域里,日益成为使用最广泛的工艺装备。
动画仿真技术已广泛应用于各行各业,包括模具制造业,利用动画仿真能够把模具的开合过程及原理直观形象的表达出来,这对于我们的学习和研究有很大的帮助,对于模具的设计也具有非常重要的意义。
本文是基于对注射模具二次顶出过程和装配过程的二维和三维动画模拟,特别是对注射模具二次顶出过程和装配过程的二维动画模拟。
首先选取或设计适合二次顶出的塑件;其次利用制图软件CAD进行模具总装配图的绘制;再次利用flash软件进行二次顶出过程和装配过程的二维动画模拟;最后利用3dsmax软件进行实体建模及二次顶出过程和装配过程的三维动画模拟。
用flash和3dsmax所制作的动画画面清晰,运动连续稳定,达到了演示其结构、工作原理的目的。
关键字:注射模;二次顶出;实体建模;flash;3dsmax;动画模拟The animation simulation of secondary ejectororganization in injection moldAbstractMold is increasingly becoming the most widely used process equipment in the machinery, electronics and other industrial fields. Animated simulation technology has been widely used in all walks of life, including mold manufacturing. The use of animated simulation is able to express the opening, the closing and the principle of the mold process in visual image, which is helpful for our study and research, and also meaningful to the mold design. This article is based on the animation of secondary ejector process and assembly process of injection mold, especially the Two-dimensional animation of secondary ejector of injection mold. Firstly, CAD is used to draw the mold assemble drawing. Secondly, the Two-dimensional animation software of flash is used to animate the Two-dimensional animation. Thirdly, the parts and assemblies feature of proe which is most widely used in the machinery industry is used to create three-dimensional solid modeling and assembly. At last, the three-dimensional animation software of 3dsmax is used to create solid modeling and simulate the secondary ejector process and assembly process of injection mold. The animation produced by 3dsmax and flash has a clear picture,continuous and stable motion, ,which achieves the purpose of demonstrating its structure and working principle.Key words: injection mold; secondary ejector; solid modeling; flash; 3dsmax; animation目录摘要 (I)Abstract (II)1 绪论 (1)1.1 本选题研究的目的及意义 (1)1.2本课题国内外的研究状况综述 (1)1.3 本课题研究的主要内容及采用的研究方案 (2)1.3.1. 主要内容 (2)1.3.2 采用的研究方案 (2)1.7 所用软件介绍 (3)1.7.1 CAD2010 (3)1.7.2 FLASH CS5 (3)1.7.3 3DSMAX (3)2 注射模具设计 (5)2.1 塑件的设计 (5)2.2 注射模具成型零件的设计 (6)2.2.1 型腔数目的确定 (6)2.2.2 分型面的设计 (6)2.2.3 制品的排位 (6)2.3 注射模具结构件设计 (7)2.3.1注射模具模架的选择 (7)2.4 注射模具浇注系统设计 (8)2.4.2. 主流道设计 (8)2.4.3. 浇口套设计 (8)2.4.4.分流道设计 (9)2.4.5. 浇口设计 (10)2.5 脱模机构 (10)2.6 总装配图 (12)3 二维动画模拟 (13)3.1 注射模具二维模拟动画制作 (13)3.1.1 注射模具二次顶出过程模拟动画制作 (13)3.1.2 注射模具装配过程二维动画模拟制作 (26)3.1.3 注射模具二次顶出过程 (34)4 3dsmax三维动画模拟 (39)4.1. 注射模具三维模拟动画制作 (39)4.1.1 实体建模 (39)4.1.2 装配过程动画制作 (42)4.1.3 二次顶出动画制作 (44)4.1.4 注射模具二次顶出过程 (46)5 结论 (50)参考文献 (51)致谢 (52)毕业设计(论文)知识产权声明 (53)毕业设计(论文)独创性声明 (54)附录 (55)1 绪论1 绪论1.1 本选题研究的目的及意义塑料是一门新兴工业,是随着石油工业发展应运而生的,作为现代四大工业基础之一,越来越广泛地应用在各行各业。
二次抽芯和顶出的注射模设计
訇 似
Hale Waihona Puke 二次 抽 芯 和 顶 出 的注 射 模 设 计
Th e o d c r - u l g an o — u e i n o h j c i n m o d e s c n o e p l n d t p o td s g ft e i e to l i n 保 莉
t
j
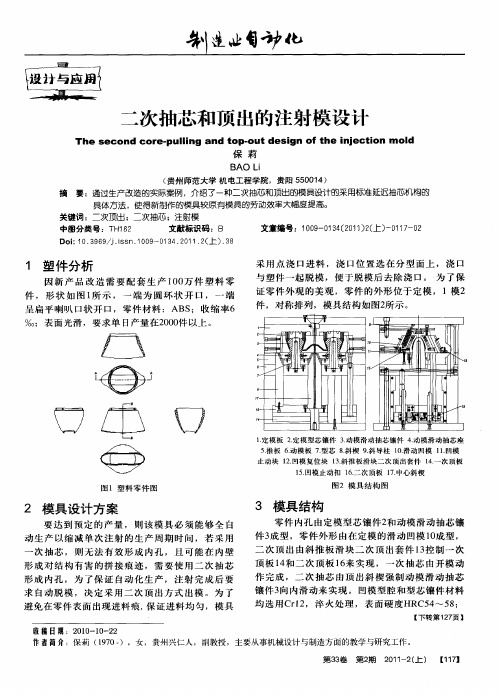
1定 模板 2定 模 型 芯 镶 件 3动 模 滑 动 抽 芯 镶 件 4动 模 滑动 抽 芯 座 . . . .
5推 板 6动 模 板 7型 芯 8斜 楔 9斜 导 柱 1 . 动 凹 模 1. . . . . 0滑 1凹模
止 动 块 1. 2凹模 复 位 块 1. 推 板 滑 块 二 次 顶 出 套件 1 . 次 顶 板 3斜 4一
BAO i L
( 贵州师范大学 机 电工程学院 ,贵阳 5 0 1 ) 5 0 4
摘
要 :通过 生产 改造 的实际案例 ,介绍 了一种二 次抽芯和顶 出的模具设计的采用标准延迟抽芯机构的
具体 方法 ,使 得新 制作 的模 具较原 有模具的劳动效率大 幅度提 高。
关键词 :二次顶出 ;二次抽芯 ;注射模 中图分类号 :T 1 2 H 8 文献标识码 :B 文章编号 :1 0 —0 3 ( 0 1 2上) 0 1 — 2 9 1 4 2 1 ) ( 一 1 7 0 0
务I
出 )为 x 、Y 、z ,其 由两 组 解构 成 ,则 动 平 台 有
匐 出
本文 在 阐述 三 自 由度绳 驱动 并 联 机 器 人 结 构
特 点 的基 础 上 ,对其 运 动 学 进 行 了分 析 ,得 出了
该 机 器 人 运 动 学 正 反 解 方 程 , 为 该 机 器 人 进 一 步
顶出系统设计参考
拉杆定位套 因为顶出时拉杆必须保证 垂直,因此需要做个定位 套来导向.
运动原理 拉杆垂直顶出,顶针板在导柱的导向下斜方向运动,顶针板 斜方向运动时A相对B做横向移动,类似斜顶运动.
6/25
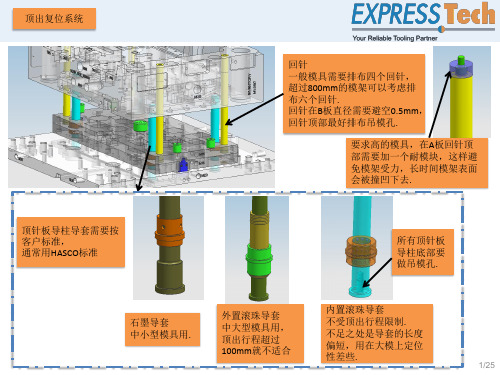
顶出复位系统
强制复位 适用于顶针板不能完全复位,同时又不能合模,可以全长度.
12/25
顶出复位系统
回针 一般模具需要排布四个回针, 超过800mm的模架可以考虑排 布六个回针. 回针在B板直径需要避空0.5mm, 回针顶部最好排布吊模孔. 要求高的模具,在A板回针顶 部需要加一个耐模块,这样避 免模架受力,长时间模架表面 会被撞凹下去.
顶针板导柱导套需要按 客户标准, 通常用HASCO标准
3/25
顶出复位系统
油缸顶出 适用于倒灌模,客户ZININI经常使用油缸顶出. 另外超大型模具,由于顶出不平衡,可以考 虑使用多个油缸顶出.
4/25
顶出复位系统 油缸斜顶出
大模顶出方向斜的,我们可以考虑使用油缸顶出.
5/25
顶出复位系统 机械式斜顶出
顶针板T槽 镶件A 拉杆T槽镶 件B
此距离为拉杆的最 大顶出长度.
顶针板限位开关 通常每套模都要有顶针板限位开关,客 户不同开关品牌不同. 小于400mm的模具可以使用一个,超过 的需要使用两个.
2/25
顶出复位系统
拉杆复位 通常每套模都有一个拉杆,拉杆的尺寸和内 部螺纹需要按照客户标准. 超过700mm的模具需要建议客户多根拉杆, 以保证顶出拉回平衡.
弹簧复位 顶针板复位优先考虑拉杆,如果客户机器没有配拉回 机构,就可以考虑使用弹簧复位,通常国内和日本客 户会使用弹簧复位. 另外我们公司小于200吨机器没有配拉回装置,因此也 要使用弹簧复位. 顶针板弹簧通常使用蓝色弹簧,弹簧的压缩量需要按 照弹簧资料计算准确,并留有10~15mm的预压量.
对压铸模二次推出机构的探讨

b do
e
a n u
fa
h
e
c t u r e
d by
e
t
he
g
s e c o n
j
e c t
in g
ha
n
p
r e s s u r e
c a s t in
g die be
c
有 些 压 铸件 看似 简
推 出 ~ sk
-
a n
c a n n o
t
it b y
e
t
o n c e
j e c tin
n
m
e c
推 杆 推 出机 构 始 终 是
,
: :
▲
9 8 模具 工 程
M O U L D & D IE P R O J E C T 2 0 0 8
名 称 法 兰 机壳 材 料 : YL l 0 2
:
: :
我们的首选
,
卸 料 板 推 出机 构 次 之
,
但
对 于 某些 特殊 的 压 铸件
二
则不 得不 采 用
图1
89
次推 出机 构
。
我 们 应 根 据 铸 件 的形
年第
8
期 f 总第
期 j
模具 制造技术 删
l
维普资讯
d№
砒
唑 黑 溉
一
/
/
/
/
/
^
”
\
/ ,
\
j /
—
\
/ /
\
,
/
/
状
、
结构和尺 寸
,
权衡利
,
/ B
原创干货汽车模二次顶出结构类型详解
原创⼲货汽车模⼆次顶出结构类型详解
第⼀时间接收汽车及模具⾏业最前沿技术及最新动态
打造汽车零部件及模具⼈都爱看的⾏业公众号品牌
汽车零部件模具与注塑
专业实⽤前沿
⼆次顶出控制机构的⼏种⽅式
1.顶B板缩呵
模具在开模后顶针板连同B板⼀起顶出⼀段距离后,后模缩呵芯⼦不动,其余继续顶出。
此结构适⽤于后模缩呵,后模内⾏位,后模斜抽等结构使⽤
2.上顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后下顶针板限位,上顶针板继续顶出。
此结构适⽤于浅倒扣⼆次顶出强脱,整体顶出后再做⼆次顶出的深⾻位情况下使⽤
3.下顶针板⼆次顶出
模具开模后上下顶针板先⼀起顶出,⽽后上顶针板限位,下顶针板继续顶出。
此结构适⽤于产品容易粘斜顶以及⽆法做侧抽芯结构的⼿动取件情况下使⽤
总结
⼆次顶出控制机构种类很多,具体的使⽤需根据模具⼤⼩,产品类型,模具结构类型,合理选⽤,不应拘泥于⼀种形式,应该按实际情况具体分析,选⽤最合理,最优化的结构设计模具。
粉丝福利
模具油缸使⽤技巧实战视频教程正式预售
应⼴⼤模具同⾏要求,特整理模具油缸使⽤技巧实战教程,视频本⽉底发⾏,发⾏前预售优惠100元,如需预定可联系:
谢⼯ QQ:644803033 微信:181****3590
邓⼯ QQ:295659393 微信:188****7913
周⼯ QQ:381319420 微信:137****2860。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二次頂出
或者为获得可靠的脱模效果,分解胶件脱模阻力,经二次脱模动作,来完成胶件出模的 机构称二次脱模机构 如图8.5.1所示。
胶件凹凸位被型芯包紧
第一次脱模出内芯,为胶件提供变形空间
第二次脱模,胶件凹凸位变形后强脱出模
图8.5.1
二次頂出
顶针
二次脱模机构示例: (1)胶件如图8.5.2 所示,两骨间有半圆凹 陷,被后模 型腔包紧。脱模机构如图8.5.3 所示,第一 次脱模使胶件脱 出后模型腔,为强脱变形提供空间;第二 次脱模,由顶针脱 模,胶件半圆凹陷位强脱出型芯推块。该 机构运动过程:第 一次脱模四块顶针板都运动,带着顶针、 型芯推块同时运动, 脱模距离h,使胶件脱出后模型腔,一次脱 模完成。当继续 运动至摆块碰上限位面后,摆块摆动使上 面两块针板快速运动, 带动顶针脱出胶件,完成二次脱模。此机 构须注意: h1 > h, H > 10mmh1(二次脱模运动距离)。
二次頂出
拉料杆
拉料杆 斜顶行 位块 顶针
潜浇道放 大图
二次頂出
延时頂出
延时頂出是解决产品与浇口 不能自动断开的问题 (浇口形式。搭接式或侧浇口) 延时顶出只顶在流道上
延时頂出,可以 利用頂針的變化來 完成。
延时頂出
至於頂針採用兩截式頂 針,只是在於增加頂針的 強度,避免頂出時發生撓 曲變形。 採用這種頂針來完成兩 段式頂出,在模具結構上 是最簡單的,只要在頂針 板上動手腳就行了。 此處舉的例子,是利用 這種機構,來進行潛伏式 澆口的切斷。
塑胶模具设计原理二次頂出機構
二次頂出應為強制脫模,主要用於卡勾在無法使用斜頂及滑塊脫離時使用。 兩段頂出不一定只是用在強制脫模,有時候為了產品比較深,或者是避免澆口拉傷, 兩段頂出是常用的一種方式。
一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動 作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出 後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的 頂出動作設計,稱為二次頂出
頂出時,左側的頂針會 先動作,直到下固定板頂 到右側頂針下方以紅色線 條圈起來的頂針頭時,右 側的頂針才會開始動作。 這樣的二次頂出結構, 可以避免潛伏式澆口在頂 出時,澆口拉離成品時將 成品拉傷。 側澆口也可以利用類似 的方式頂出,避免在澆口 位置拉傷成品。
當然,這種頂出方式不僅是 用在澆口附近的頂出。由於 其第二段頂出行程的起使位 置僅需要更改頂針下方的柱 狀長度就可以達成,而且在 模具製作上的費用又較為低 廉,這種頂出方式,也很適 合之前所提到的較深的盒狀 物的頂出。
型芯推块
胶件半圆凹陷
图8.5.2
பைடு நூலகம்
二次頂出
二次脱模摆块 图8.5.3
方铁限位面
二次頂出
由于潜浇道须设在斜顶行位块上,穿过斜顶块入胶,模具需实现浇道先脱出斜顶块,模具采用二 次顶出机构如图8.5.6 所示。该机构第一次脱模时,拉料杆使浇道不动,顶针、斜顶脱出胶件 M 距离,使胶件与潜浇道断开,潜浇道从斜顶行位块中变形后脱出,第一次脱模结束。第二次脱模 四块顶针板都动,顶出胶件、浇道脱出后模型腔。需注意,为保证潜浇道脱出斜顶块,须M > S ( 潜浇道长度)。 (2)胶件上入浇口、行位分模线如图8.5.5 所示。
延时頂出