挤压丝锥底孔直径一览表教学提纲
合集下载
切削与挤压攻丝底孔尺寸对照表
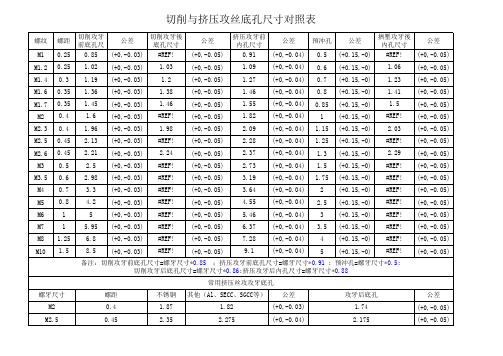
备注:切削攻牙前底孔尺寸=螺牙尺寸*0.85 ;挤压攻牙前底孔尺寸=螺牙尺寸*0.91 ; 预沖孔=螺牙尺寸*0.5; 切削攻牙后底孔尺寸=螺牙尺寸*0.86;挤压攻牙后内孔尺寸=螺牙尺寸*0.88
常用挤压丝攻攻牙底孔
螺牙尺寸
螺距
不锈钢 其他(Al、SECC、SGCC等) 公差
攻牙后底孔
公差
M2
0.4
M3 0.5
2.5 (+0,-0.03) #REF! (+0,-0.05)
2.73 (+0,-0.04) 1.5 (+0.15,-0) #REF! (+0,-0.05)
M3.5 0.6 2.98 (+0,-0.03) #REF! (+0,-0.05)
3.19 (+0,-0.04) 1.75 (+0.15,-0) #REF! (+0,-0.05)
M4 0.7
3.3 (+0,-0.03) #REF! (+0,-0.05)
3.64 (+0,-0.04) 2 (+0.15,-0) #REF! (+0,-0.05)
M5 0.8
4.2 (+0,-0.03) #REF! (+0,-0.05)
4.55 (+0,-0.04) 2.5 (+0.15,-0) #REF! (+0,-0.05)
M6
1
5
Байду номын сангаас
(+0,-0.03) #REF! (+0,-0.05)
5.46 (+0,-0.04) 3 (+0.15,-0) #REF! (+0,-0.05)
挤压丝锥攻牙的底孔确定
挤压丝锥攻牙的底孔确定
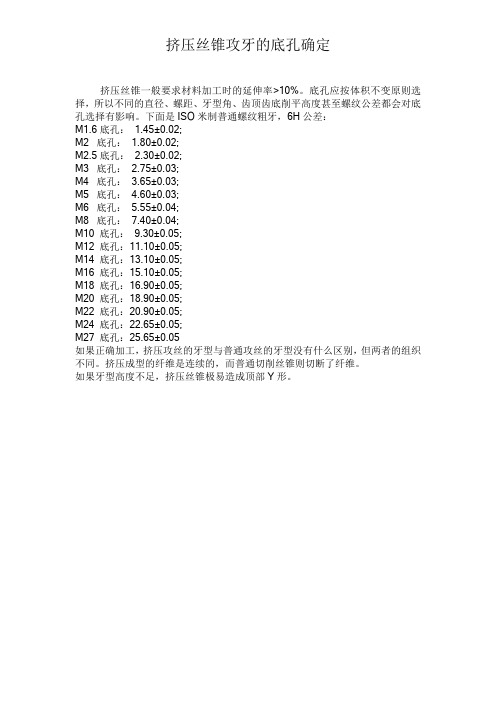
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
挤压螺纹常用底孔尺寸
2.5
2.5
3
3
3.5
0.75
1.6
2.5
3.3
4.2
5
6.7
8.5
10.2
11.9
13.9
15.4
17.4
19.4
20.9
23.9
26.3
0.96
0.98
-
M1.2×0.25
1.06
1.08
-
M1.4×0.3
1.24
1.25
-
M1.6×0.35
1.41ห้องสมุดไป่ตู้
1.43
-
M1.7×0.35
1.51
1.53
-
M1.8×0.35
1.61
1.63
-
M2.0×0.4
1.78
1.80
-
M2.2×0.45
1.95
1.98
-
M2.3×0.4
2.08
2.10
-
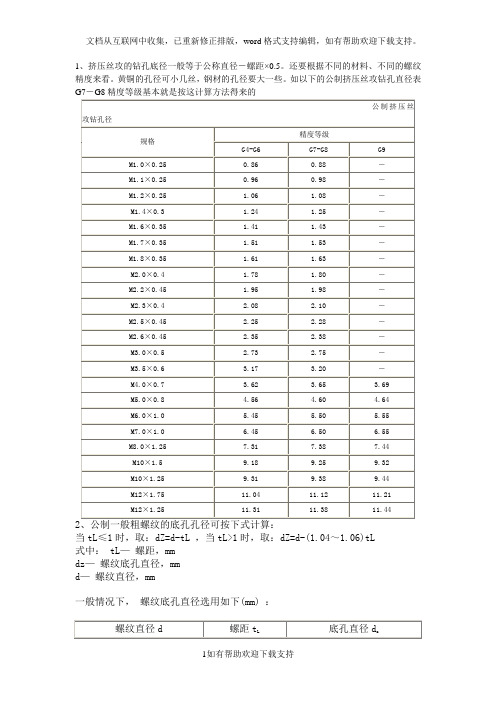
1、挤压丝攻的钻孔底径一般等于公称直径-螺距×0.5。还要根据不同的材料、不同的螺纹精度来看。黄铜的孔径可小几丝,钢材的孔径要大一些。如以下的公制挤压丝攻钻孔直径表G7-G8精度等级基本就是按这计算方法得来的
公制挤压丝攻钻孔径
规格
精度等级
G4-G6
G7-G8
G9
M1.0×0.25
0.86
0.88
-
M1.1×0.25
M2.5×0.45
2.25
2.28
-
M2.6×0.45
2.35
2.38
-
M3.0×0.5
2.73
2.75
-
M3.5×0.6
3.17
2.5
3
3
3.5
0.75
1.6
2.5
3.3
4.2
5
6.7
8.5
10.2
11.9
13.9
15.4
17.4
19.4
20.9
23.9
26.3
0.96
0.98
-
M1.2×0.25
1.06
1.08
-
M1.4×0.3
1.24
1.25
-
M1.6×0.35
1.41ห้องสมุดไป่ตู้
1.43
-
M1.7×0.35
1.51
1.53
-
M1.8×0.35
1.61
1.63
-
M2.0×0.4
1.78
1.80
-
M2.2×0.45
1.95
1.98
-
M2.3×0.4
2.08
2.10
-
1、挤压丝攻的钻孔底径一般等于公称直径-螺距×0.5。还要根据不同的材料、不同的螺纹精度来看。黄铜的孔径可小几丝,钢材的孔径要大一些。如以下的公制挤压丝攻钻孔直径表G7-G8精度等级基本就是按这计算方法得来的
公制挤压丝攻钻孔径
规格
精度等级
G4-G6
G7-G8
G9
M1.0×0.25
0.86
0.88
-
M1.1×0.25
M2.5×0.45
2.25
2.28
-
M2.6×0.45
2.35
2.38
-
M3.0×0.5
2.73
2.75
-
M3.5×0.6
3.17
挤压丝锥的底孔尺寸

挤压丝锥的底孔精度的必要性和底孔直径挤压丝锥是通过塑性加工来加工螺纹的,所以底孔尺寸会对螺牙形状产生较大影响,因此需要高精度的底孔管理。
公制螺纹用底孔直径一览表(挤压丝锥用)
螺纹公称尺寸
M×P
推荐
钻头直径
D
最小直径
最大直径
M2× 0.4
1.83
1.81
1.85
M2.2× 0.45
2.00
1.98
2.03
M10× 1.5
9.24
9.18
9.28
M10× 1.25
9.39
9.34
9.41
M10× 1
9.53
9.48
9.57
螺纹直径
D
最小直径
最大直径
M12× 1.75
11.12
11.05
11.15
M12× 1.5
11.24
11.18
11.28
M12× 1.25
11.39
11.34
11.41
M14× 2
13.00
12.92
13.04
M14× 1.5
13.27
13.21
13.30
M16× 2
15.00
14.92
15.04
M16× 1.5
15.27
15.21
15.30
M18× 2.5
16.73
16.63
16.78
M18× 1.5
17.28
17.22
17.31
M20× 2.5
18.73
18.63
18.78
M20× 1
19.28
19.22
19.31
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
公制螺纹用底孔直径一览表(挤压丝锥用)
螺纹公称尺寸
M×P
推荐
钻头直径
D
最小直径
最大直径
M2× 0.4
1.83
1.81
1.85
M2.2× 0.45
2.00
1.98
2.03
M10× 1.5
9.24
9.18
9.28
M10× 1.25
9.39
9.34
9.41
M10× 1
9.53
9.48
9.57
螺纹直径
D
最小直径
最大直径
M12× 1.75
11.12
11.05
11.15
M12× 1.5
11.24
11.18
11.28
M12× 1.25
11.39
11.34
11.41
M14× 2
13.00
12.92
13.04
M14× 1.5
13.27
13.21
13.30
M16× 2
15.00
14.92
15.04
M16× 1.5
15.27
15.21
15.30
M18× 2.5
16.73
16.63
16.78
M18× 1.5
17.28
17.22
17.31
M20× 2.5
18.73
18.63
18.78
M20× 1
19.28
19.22
19.31
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
挤压螺纹底孔直径表
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
6 14.87 ~14.95 (100~90) 10 14.92 ~15.04 (100~85)
5 15.16 ~15.22 (100~90) 9 15.21 ~15.30 (100~80)
6 16.57 ~16.67 (100~90) 11 16.63 ~16.78 (100~85)
6 17.17 ~17.23 (100~90) 10 17.22 ~17.31 (100~85)
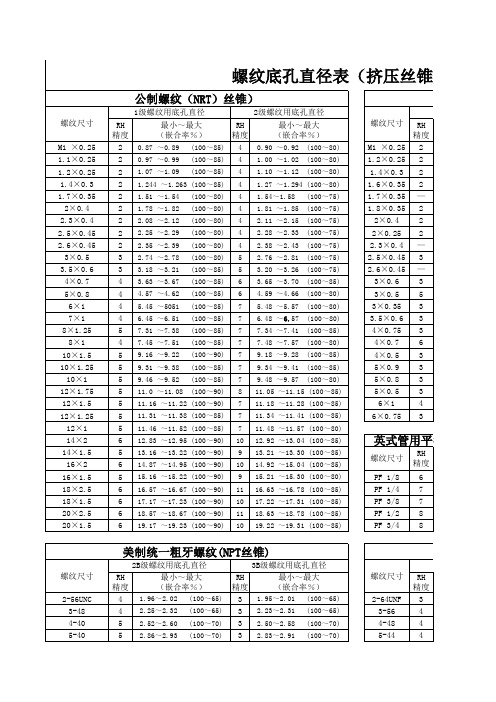
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)