40CrH钢气体软氮化-后氧化复合处理的组织性能
QPQ处理对40Cr钢渗层组织影响的研究
2019年 第2期热加工H热处理eatTreatment61QPQ 处理对40Cr 钢渗层组织影响的研究■ 甄延波,赵娜,程良,常森,韩壮壮摘要:对40Cr 钢进行QPQ 盐浴氮氧化复合处理、离子渗氮、镀铬、氧化处理,用显微硬度计、金相显微镜测试了试样表面的显微硬度梯度,观察了渗层组织,用磨损试验机、中性盐雾试验机进行了耐磨性和耐腐蚀性研究。
结果表明:经过QPQ 处理后的40Cr 钢表面生成了Fe 2~3N 高浓度氮化物层和致密Fe 3O 4氧化膜,其相应的耐磨性和耐蚀性是四种工艺中最高的。
关键词:QPQ ;耐磨性;耐蚀性QPQ 处理的工艺过程为:去油清洗→预热→盐浴氮化→盐浴氧化→去盐清洗→干燥(抛光→盐浴氧化→去盐清洗→干燥)→浸油。
QPQ 技术是一项由渗氮和氧化工序组成的复合工艺,此技术是一种提高基体表面耐磨性、耐蚀性的氮、氧化盐浴复合处理技术,常用于替代渗碳淬火、离子渗氮、镀铬等热处理和表面强化技术,以提高产品耐磨性、耐蚀性和解决硬化变形问题。
该技术被广泛应用于工程机械、仪器仪表和轻化工等领域。
本文对40Cr 钢进行QPQ 处理,并与辉光离子渗氮、氧化、电镀铬处理后的组织耐磨性和耐蚀性进行了对比研究。
1. 试验材料及方法(1)试验材料及工艺 试验材料为40Cr 钢(调质后基体硬度约为274HV ),采用线切割加工金相试样,磨损试验试样尺寸φ30mm ×10mm ,耐腐蚀试验试样尺寸φ10mm ×100mm ,分别对各试样进行编号,经不同热表处理时各试样的编号信息如表1所示。
试样表面进行磨削加工,使表面粗糙度值达到1.6μm ,试样热表处理前经过无水丙酮清洗、清水漂洗、吹干处理。
经不同热表处理时,工艺参数如表2所示。
经过QPQ 处理和氧化处理后,试样表面为黑色,经过镀铬处理后表面为银亮色,而经过离子渗氮处理后其表面为银灰色。
(2)显微硬度试验 用细砂纸将经过各热表处理工艺的金相试样(a1、d1)打磨至发亮,用于检测金相和测量硬度。
40Cr性能参数-40cr物理性能参数
40Cr标准:GB/T3077-199940Cr 材料性能40Cr是一种最常用的合金调质钢。
用于较重要的调质零件,如在交变载荷下工作的零件,中等转速和中等截面的零件;经调质并高频表面淬火后可用于耐磨性和载荷包较高而无很大冲击的零件,如齿轮、轴、主轴、曲轴、心轴、连杆螺钉等。
标准:GB/T 3077-1999化学成份:碳 C :0.37~0.44硅 Si:0.17~0.37锰 Mn:0.50~0.80硫 S :允许残余含量≤0.030磷 P :允许残余含量≤0.030铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030力学性能:抗拉强度σb (MPa):≥980(100)屈服强度σs (MPa):≥785(80)伸长率δ5 (%):≥9断面收缩率ψ (%):≥45冲击功 Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)硬度:≤207HB试样尺寸:试样毛坯尺寸为25mm参考对应钢号:我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN 标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS 标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
临界点温度(近似值)Acm=780℃正火规范:温度850~870℃,硬度179~229HBS。
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
40Cr性能参数
40Cr标准:GB/T3077-199940Cr 材料性能40Cr是一种最常用的合金调质钢。
用于较重要的调质零件,如在交变载荷下工作的零件,中等转速和中等截面的零件;经调质并高频表面淬火后可用于耐磨性和载荷包较高而无很大冲击的零件,如齿轮、轴、主轴、曲轴、心轴、连杆螺钉等。
标准:GB/T 3077-1999化学成份:碳 C :0.37~0.44硅 Si:0.17~0.37锰 Mn:0.50~0.80硫 S :允许残余含量≤0.030磷 P :允许残余含量≤0.030铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030力学性能:抗拉强度σb (MPa):≥980(100)屈服强度σs (MPa):≥785(80)伸长率δ5 (%):≥9断面收缩率ψ (%):≥45冲击功 Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)硬度:≤207HB试样尺寸:试样毛坯尺寸为25mm参考对应钢号:我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN 标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS 标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
临界点温度(近似值)Acm=780℃正火规范:温度850~870℃,硬度179~229HBS。
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
40Cr性能参数
40Cr标准:GB/T3077-199940Cr 材料性能40Cr是一种最常用的合金调质钢。
用于较重要的调质零件,如在交变载荷下工作的零件,中等转速和中等截面的零件;经调质并高频表面淬火后可用于耐磨性和载荷包较高而无很大冲击的零件,如齿轮、轴、主轴、曲轴、心轴、连杆螺钉等。
标准:GB/T 3077-1999化学成份:碳 C :0.37~0.44硅Si:0.17~0.37锰Mn:0.50~0.80硫S :允许残余含量≤0.030磷P :允许残余含量≤0.030铬Cr:0.80~1.10镍Ni:允许残余含量≤0.030铜Cu:允许残余含量≤0.030力学性能:抗拉强度σb (MPa):≥980(100)屈服强度σs (MPa):≥785(80)伸长率δ5 (%):≥9断面收缩率ψ (%):≥45冲击功Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)硬度:≤207HB试样尺寸:试样毛坯尺寸为25mm参考对应钢号:我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
临界点温度(近似值)Acm=780℃正火规范:温度850~870℃,硬度179~229HBS。
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
低合金钢零件的气体氮化和热处理
低合金钢零件的气体氮化和热处理低合金钢是一种具有较低合金含量的钢材,其主要合金元素包括锰、铬、钼和钛等。
低合金钢具有良好的可焊性、可锻性和可切削性,同时还具有优异的强度和韧性。
然而,低合金钢零件在使用过程中,常常需要经过气体氮化和热处理工艺,以提高其表面硬度、耐磨性和抗腐蚀性能,下面将从气体氮化和热处理两个方面介绍。
首先是气体氮化工艺。
气体氮化是一种在高温高氮气氛中,将钢零件表面进行表面硬化改性的工艺。
常见的气体氮化工艺有氨气气体氮化和渗氮气氛气体氮化。
氨气气体氮化是通过将钢零件置于氨气气氛中,在高温条件下使氨气与钢零件表面发生反应,从而将氮原子渗透到钢材表面,形成一层富氮的硬化层。
而渗氮气氛气体氮化是将钢零件放入含有可溶性氮化物的高温熔盐中,在高温条件下使氮化物分解并与钢材表面发生反应,从而形成一层富氮的硬化层。
气体氮化可以使钢零件的表面硬度提高,同时还可以提高钢零件的耐磨性和抗腐蚀性能,延长其使用寿命。
其次是热处理工艺。
热处理是一种通过加热和冷却的方式改变钢材的组织和性能的工艺。
常见的热处理工艺包括退火、淬火和回火。
退火是将钢零件加热到一定温度后,在适当的时间内缓慢冷却,从而使钢零件的组织转变为均匀的软质组织。
退火可以消除钢零件的应力,提高其可加工性和可塑性。
淬火是将钢零件加热到临界温度后迅速冷却,使钢零件的组织迅速转变为硬质组织。
淬火可以提高钢零件的硬度和强度。
回火是将淬火后的钢零件加热到较低的温度后保温一段时间,然后缓慢冷却,从而使钢零件的组织在硬度和韧性之间达到平衡。
回火可以提高钢零件的韧性和抗冲击性能。
综上所述,低合金钢零件的气体氮化和热处理工艺对提高其表面硬度、耐磨性和抗腐蚀性能具有重要作用。
气体氮化工艺可以形成一层富氮的硬化层,提高钢零件的表面硬度和耐磨性。
热处理工艺可以改变钢零件的组织和性能,提高钢零件的硬度、强度和韧性。
通过合理应用气体氮化和热处理工艺,可以使低合金钢零件在使用过程中具有更好的性能和使用寿命。
毕业论文《40Cr钢的热处理及组织分析》

摘要随着中国经济的高速发展对模具工业提出了越来越高的要求,因而模具材料选择及其热处理工艺的选择已在模具制造业中引起广泛的重视。
模具热处理是保证模具性能的重要工艺过程。
它对模具的制造精度,模具的强度,模具的制造成本,模具的工作寿命有着直接的影响。
本文在分析模具材料和40Cr钢热处理及金相实验基础上,根据模具的选材条件、试样的材料性质,以及40Cr的热处理工艺和金相组织综合分析,根据实际制订出合理的热处理工艺,并根据实验得出数据进行分析。
这样,能使模具达到良好的使用性能和寿命要求的。
同时,满足经济性要求,降低成本。
关键词:模具材料;热处理;热处理工艺;金相组织;目录前言 (3)第一章绪论 (4)1.1模具制造概况 (4)1.2我国模具的发展与现状 (4)1.3模具选材 (5)1.4合金元素对钢性能的影响 (7)1.5实验目的及意义 (9)1.6研究方案技术路线 (10)第二章 40Cr钢的热处理研究分析 (11)2.1 钢的热处理概况 (11)2.2 40Cr钢的热处理 (12)2.2.1 40Cr钢特性 (13)2.2.2 40Cr钢的物理性能 (14)2.2.3 40Cr钢的化学成分 (14)2.2.4 40Cr钢的调质处理 (15)2.2.5 40Gr热处理实验过程 (15)2.3 热处理实验小结 (24)第三章实验总结 (31)4.1 热处理实验总结 (31)4.2 合金元素对钢的影响分析 (34)谢词 (37)参考文献 (38)前言在国家推动经济体制改革、市场经济和国际接轨的形势下,我国模具制造企业和热处理企业像雨后春笋般的涌现。
而模具制造、热处理技术和使用水平的高低是衡量一个国家工业水平的标志,它在基础工业中占有重要地位。
在模具制造中,能否合理的选用模具材料是模具制造的关键问题。
模具材料是模具制造业的物质基础,而材料的热处理则是模具制造的技术基础之一,正确和先进的热处理技术,可以充分发挥模具材料的潜力,可以延长模具的使用寿命,保证模具和机械设备的高精度。
常用钢适于氮碳共渗后氧化的最高强度及硬度
常用钢适于氮碳共渗后氧化的最高强度及硬度作者:岳佳宏,孔令飞,孟璇,崔卫则,杨阳单位:山西航天清华装备有限责任公司来源:《金属加工(热加工)》杂志第9期77-75页40Cr、30CrMnSiA、42CrMo等均为常用调质结构钢,PH13-8Mo为沉淀硬化不锈钢,广泛用于制造一些需要承受较高载荷的机械零部件。
若零件表面需要有耐磨性能的要求,则在机械加工后要进行表面硬化处理,如表面淬火、氮碳共渗等。
若零件的表面还要有耐蚀性能的要求,则要在其表面硬化的基础上再进行防锈处理,如发黑、电镀等。
氮碳共渗+后氧化复合处理是一种能同时满足耐磨、耐蚀性能要求的工艺,如QPQ技术,它不仅能提高钢表面的耐磨性能,而且零件表面的耐蚀性能也有大幅度提高。
但是由于在QPQ处理过程中产生的氰酸根对环境有一定的污染,因此在推广应用过程中有一定的难度。
如今,氮碳共渗+后氧化复合处理较好地解决了环境污染的问题,处理效果极佳,已在工业生产中得到应用。
据国外文献报道,离子氮碳共渗后氧化处理的前提条件是离子氮碳共渗处理后要有较厚的化合物层,这样才能在后氧化处理过程中获得致密的Fe3O4层,达到耐蚀目的。
氮碳共渗后氧化常用温度一般不低于560℃,对于高强度工件,采用氮碳共渗后氧化工艺存在降低材料原有强度的可能,因而有必要研究氮碳共渗后氧化对常用钢力学性能的影响。
一、试验件及试验方法获得40Cr、30CrMnSiA、42CrMo等常用调质结构钢和PH13-8Mo沉淀硬化不锈钢的机械加工试件在氮碳共渗后氧化处理前后的强度、硬度等数据,为判断产品工件可否进行氮碳共渗后氧化处理及如何获得要求的最终力学性能提供指导与借鉴。
试验条件见表1。
表1 渗氮后氧化对常用钢力学性能影响试验条件图1 标准拉伸试样图2 标准冲击试样图3 拉伸、冲击试验件(材料分别为40Cr、30CrMnSiA、42CrMo、PH13-8Mo)图4 微机控制电液伺服万能试验机图5 万能试验机中的全数字测控系统二、试验结果与分析各试验件检测值见表2~表5。
40Cr钢经不同渗氮工艺处理后的性能研究

不同渗氮工艺下38 Cr MOAl A、40 Cr 钢的硬度如
究,以期为工业生产合理地选择钢材和渗氮工艺提 图1 。渗氮前(经调质处理),38 Cr MOAl A 钢的硬度
供依据。
略低于40 Cr 钢;但经渗氮处理后,不论是气体渗氮,
2 试验材料、工艺和方法
试验材料为38 Cr MOAl A 和40 Cr 钢,试样尺寸为 20 mm> 10 mm > 10 mm。试 样 渗 氮 前,需 经 调 质 处 理。调 质 处 理 的 工 艺 为:d38 Cr MOAl A:930 C >
收稿日期:2003- 03- 01
钢号 38Cr MOAl A
40 Cr
摩擦
载荷/N 59 98 59 98
未渗氮
0. 445 0. 420 0. 411 0. 380
气体渗氮
0. 385 0. 380 0. 377 0. 380
气体氮
碳共渗
0. 292 0. 349 0. 326 0. 374
离子渗氮
20
《金属热处理》2003 年第28 卷第7 期
1 引言
s 。在阳极极化的过程中,当渗氮层被击穿时(产生空
为提高钢材的表面硬度、耐磨性、疲劳强度及抗 蚀时)腐蚀电流激增。将腐蚀电流激增处的电极电
腐蚀能力,在工业生产中常对钢材进行表面渗氮处 位,标记为击穿电位。
理。随着科学技术的进步,钢的渗氮技术与工艺得 3 试验结果
擦载荷对渗氮层摩擦系数的影响不大。
表1 经不同工艺渗氮后38cr Moal a、40cr 钢的摩擦系数
作者简介:王吉会(1966. 11 —),男,河北栾城人,副教授,博士 Table 1 Friction coefficients of 38cr Moal a and 40cr steels
40Cr钢氮气_甲烷离子氮碳共渗后的组织和耐磨性
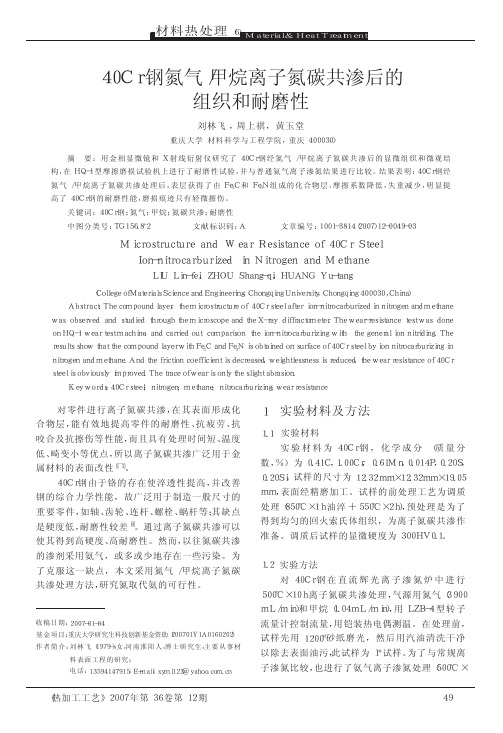
40Cr 钢氮气/甲烷离子氮碳共渗后的 组织和耐磨性
刘林飞 , 周上祺, 黄玉堂 (重庆大学 材料科学与工程学院, 重庆 400030)
摘 要: 用金相显微镜和 X 射线衍射仪 研 究 了 40Cr 钢 经 氮 气 / 甲 烷 离 子 氮 碳 共 渗 后 的 显 微 组 织 和 微 观 结
图 4 试样的 X 射线衍射图 Fig.4 The XRD patterns of treated sample 1#(a) and 2#(b)
《热加工工艺》2007 年第 36 卷第 12 期
材料热处理 (6) Material & Heat Treatment
似, 因而 ε相很容易在 Fe3C 上“异质形核”后外延 长 大 , ε相 也 可 以 由 N 置 换 Fe3C 中 的 C 得 到 [5]。 所以此化合物层主要含有 Fe3C, 这由硬度曲线上 可以证实, 因为它的硬度没有氨气渗氮的高, 而渗 碳体硬度比较高。由图 4(b) 可见, 普通离子渗氮 渗 层 成 分 主 要 是 硬 而 脆 的 ε相(Fe3N), 还 含 有 少 量 的 Fe4N, 衍 射 谱 线 宽 化 , 这 是 由 于 在 热 处 理 过 程中, 因为晶粒取向不同, 使晶体点阵的各微观区 域内产生不均匀的塑性变形, 或在相变过程中因 各相体积效应的不同, 产生不同相之间的不均匀 应变, 使点阵中原子排列规律性被破坏, 晶面产生 弯曲和扭转, 在不同晶粒中的同族晶面{hkl}的间 距发生不规则的变化, 也就是显微畸变引起衍射 谱线宽化; 晶体点阵中亚晶块细化也使衍射谱线 宽化, 也能使材料的强度和硬度升高, 这一点使氨 气离子渗氮的硬度比离子氮碳共渗的高。
40Cr性能参数-40cr物理性能参数
40Cr标准:GB/T3077-199940Cr 材料性能40Cr是一种最常用的合金调质钢。
用于较重要的调质零件,如在交变载荷下工作的零件,中等转速和中等截面的零件;经调质并高频表面淬火后可用于耐磨性和载荷包较高而无很大冲击的零件,如齿轮、轴、主轴、曲轴、心轴、连杆螺钉等。
标准:GB/T 3077-1999化学成份:碳 C :0.37~0.44硅 Si:0.17~0.37锰 Mn:0.50~0.80硫 S :允许残余含量≤0.030磷 P :允许残余含量≤0.030铬 Cr:0.80~1.10镍 Ni:允许残余含量≤0.030铜 Cu:允许残余含量≤0.030力学性能:抗拉强度σb (MPa):≥980(100)屈服强度σs (MPa):≥785(80)伸长率δ5 (%):≥9断面收缩率ψ (%):≥45冲击功 Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)硬度:≤207HB试样尺寸:试样毛坯尺寸为25mm参考对应钢号:我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN 标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS 标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
临界点温度(近似值)Acm=780℃正火规范:温度850~870℃,硬度179~229HBS。
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
钢的软氮化热处理
钢的软氮化热处理为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近一、二十年间在原氮化工艺基础上发展了软氮化和离子氮化两种新氮化工艺软氮化实质上是以渗氮为主的低温碳氮共渗,钢的氮原子渗及的同时,还有少量的碳原子渗入,其处理结果与前述一般气体氮相比,渗层硬度较低,脆性较小,故称为软氮化。
1.软氮化方法,软氮化方法分为气体软氮化和液体软氮化两大类。
目前国内生产中应用最广泛的是气体软氮化。
气体软氮化是在含有活性碳、氮原子的气氛中进行低温碳、氮共渗,常用的共渗介质有尿素、甲酰胺和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性碳、氮原子。
活性碳、氮原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的碳氮共渗层。
气体软氮化温度常用560-570℃,因该温度下氮化层硬度值最高。
氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。
2.软氮化层组织和软氮化特点:钢经软氮化后,表面最外层可获得几微米至几十微米的白亮层,它是由ε相、γ`相和含氮的渗碳体Fe3(C,N)所组成,次层为0.3-0.4毫米的扩散层,它主要是由γ`相和ε相组成。
软氮化具有以下特点:(1)处理温度低,时间短,工件变形小。
(2)不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。
工件经软氮化后的表面硬度与氮化工艺及材料有关。
(3)能显著地提高工件的疲劳极限、耐磨性和耐腐蚀性。
在干摩擦条件下还具有抗擦伤和抗咬合等性能。
4.由于软氮化层不存在脆性ξ相,故氮化层硬而具有一定的韧性,不容易剥落。
目前生产中软氮化巳广泛应用于模具、量具、高速钢刀具、曲轴、齿轮、气缸套等耐磨工件的处理。
应注意的是,气体软氮化目前存在问题是表层中铁氮化合物层厚度较薄(0.01-0.02mm),且氮化层硬度梯度较陡,故不宜在重载条件下工作。
另外,在氮化过程中,炉中会产生HCN这种有毒气体,因此生产中要注意设备的密封,以免炉气漏出污染环境。
浅谈40Cr钢热处理工艺及其组织性能

性的影响 ,处理后硬度为 HRC18 ~ HRC22 。 具体的 去应力退火工艺参数见表 4 。
表 4 40Cr 钢去应力退火工艺参数
热处理项目 加热温度 ( ℃ ) 保温时间 (h ) 冷却方式 硬度 (H RC )
去应力退火 450 ~ 500
1 ~ 1 .5
空冷
18 ~ 22
4 结论
40Cr 钢电机轴经过正火 、调质 、去应力退火等热 处理工艺处理后 ,优化了工件的内部组织 ,使其拥有了 更为优良的综合机械性能和较好的切削加工性能 ,从 而扩展了 40Cr 钢的用途 ,降低了生产成本 ,提高了经 济效益 。
现以某厂的 40Cr 钢电机轴为例 ,其加工工艺流程 如下 :锻坯 → 正火 → 粗机械加工 → 调质处理 → 去应力 退火 → 精机械加工 → 成品 。
此电机轴的热处理工艺技术要求如下 :通过正火 、 调 质 、去 应 力 退 火 等 工 艺 后 ,硬 度 为 HRC18 ~ HRC22 ,下面对它的热处理工艺进行简要说明 。
(Shanxi Design and Research Institute of M echanical and Elect rical Engineering , T aiy uan 030009 ,China)
Abstract :T his paper introduced the heat treatment technology for 40Cr steel .By a series of heat treatment ,such as normalizing , quencing and tempering ,stress relief annealing ,the comprehensive mechanical performance and cutting processing performance of 40Cr steel could be significantly improved . Key words :heat treatment ;40Cr steel ;comprehensive mechanical properties
40Cr钢经不同渗氮工艺处理后的性能研究
20
《金属热处理》2003 年第28 卷第7 期
1 引言
s 。在阳极极化的过程中,当渗氮层被击穿时(产生空
为提高钢材的表面硬度、耐磨性、疲劳强度及抗 蚀时)腐蚀电流激增。将腐蚀电流激增处的电极电
腐蚀能力,在工业生产中常对钢材进行表面渗氮处 位,标记为击穿电位。
理。随着科学技术的进步,钢的渗氮技术与工艺得 3 试验结果
从现有资料中,还不能准确分析出 Ce 、La 的存 在形式,说 明 其 化 合 物 结 构 很 复 杂,有 待 进 一 步 探
讨。
3 结论
(1 )离子注入试样表层硬度远高于未注入试样 表层和基体,使材料表面存在很大硬度梯度,注入层
类似于在材料表面形成一层“硬壳”。
(2 )注入Al REti B + + N + 能大幅度提高 H13 钢 表层的纳米硬度。
[2 ] 赵 青,等. 温度对氮离子注入的 Cr12 MoV 表面性能影响[J ]. 微细加工技术,2000 ,4 :14- 20 .
[3 ] 王 超,等. Cu 离子和 Al 离子注入 M2 钢表面改性研究[J ]. 核 技术,2001 ,24(4 ):295- 299 .
[4 ] 黄拿灿,等. 工模具钢的金属离子注入及其强化机理[J ]. 热加工 工艺,2000 ,2 :8- 10 .
20 mi n 油淬,540 C > 90 mi n 回火。
气体渗氮采用两段渗氮工艺:d500 C > 30h ;i
510 C > 40h ,气氛均为氨气。气体氮碳共渗的工艺
为570 C > 5h ,介质为氨气和甲醇。离子渗氮的工艺
为570 C > 5h ,渗氮介质为氨气。
40Cr材料性能及用途
40Cr依据尺度GB/T 3077-1999对应国外尺度:JIS G4053ASTM A29/ISO 683-18:1996[1]化学成分40Cr圆棒试样毛坯尺寸(mm):25热处理:第一次淬火加热温度(℃):850;冷却剂:油第二次淬火加热温度(℃):-回火加热温度(℃):520;冷却剂:水.油抗拉强度(σb/MPa):≧980屈从点(σs/MPa):≧785断后伸长率(δ5/%):≧9断面压缩率(ψ/%):≧45冲击接收功(Aku2/J):≧47布氏硬度(HBS100/3000)(退火或高温回火状况):≦207[3]【参考对应钢号】我国GB的尺度钢号是40Cr.德国DIN尺度材料编号1.17035/1.7045.德国DIN尺度钢号41Cr4/42Gr4.英国EN尺度钢号18.英国BS尺度钢号41Cr4.法国AFNOR尺度钢号42C4.法国NF尺度钢号38Cr4/41Cr4.意大利UNI尺度钢号41Cr4.比利时NBN尺度钢号42Cr4.瑞典SS尺度钢号2245.美国AISI/SAE/ASTM尺度钢号5140.日本JIS尺度钢号SCr440(H)/SCr440.美国AISI/SAE/ASTM尺度钢号5140.国际尺度化组织ISO尺度钢号41Cr4.【临界点温度】(近似值)Acm=780℃【正火规范】温度850~870℃,硬度179~229HBS.【冷压毛坯软化处理规范】温度740~760℃,保温时光4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷.处理前硬度≤217HBS,软化后硬度≤163HBS.【生铁屑呵护摆动回火规范】(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温, (710±10)℃×2h,随炉降温,共3个轮回,再降温至550℃,出炉空冷.处理后硬度153HBS.【调质处理规范】淬火温度850℃ ±10℃,油冷;回火温度520℃±10℃,水.油空冷.[4]40Cr调质硬度40Cr调质今后的硬度精确在HRC32-36之间,也就是说精确HB330-380之间.40Cr--830-860C油淬-->55HRC150C回火--55HRC200C回火--53HRC [5][6]300C回火--51HRC400C回火--43HRC500C回火--34HRC550C回火--32HRC600C回火--28HRC650C回火--24HRC特征中碳调制钢,冷镦模具钢.该钢价钱适中,加工轻易,经恰当的热处理今后可获得必定的韧性.塑性和耐磨性.正火可促进组织球化,改良硬度小于160HBS毛坯的切削机能.在温度550~570℃进行回火,该钢具有最佳的分解力学机能.该钢的淬透性高于45钢,合适于高频淬火,火焰淬火等概况硬化处理等.用处这种钢经调质后用于制作推却中等负荷及中等速度工作的机械零件,如汽车的转向节.后半轴以及机床上的齿轮.轴.蜗杆.花键轴.顶尖套等;经淬火及中温回火后用于制作推却高负荷.冲击及中等速度工作的零件,如齿轮.主轴.油泵转子.滑块.套环等;经淬火及低温回火后用于制作推却重负荷.低冲击及具有耐磨性.截面上实体厚度在25mm以下的零件,如蜗杆.主轴.轴.套环等;经调质并高频概况淬火后用于制作具有高的概况硬度及耐磨性而无很大冲击的零件,如齿轮.套筒.轴.主轴.曲轴.心轴.销子.连杆. 螺钉.螺帽.进气阀等.此外,这种钢又适于制作进行碳氮共渗处理的各类传动零件,如直径较大和低温韧性好的齿轮和轴[7].【供货状况及硬度】退火态,硬度≤207HBS.40cr轴类零件轴类零件是机械中经常碰到的典范零件之一.它重要用来支承传动零部件,传递扭矩和推却载荷.轴类零件是扭转体零件,其长度大于直径,一般由齐心轴的外圆柱面.圆锥面.内孔和螺纹及响应的端面所构成.依据构造外形的不合,轴类零件可分为光轴.阶梯轴.空心轴和曲轴等.轴的长径比小于5的称为短轴,大于20的称为修长轴,大多半轴介于两者之间.轴用轴承支承,与轴承合营的轴段称为轴颈.轴颈是轴的装配基准,它们的精度和概况质量一般请求较高,其技巧请求一般依据轴的重要功用和工作前提制订,平日有以下几项:(一)尺寸精度起支承感化的轴颈为了肯定轴的地位,平日对其尺寸精度请求较高(IT5~IT7).装配传动件的轴颈尺寸精度一般请求较低(IT6~IT9).(二)几何外形精度轴类零件的几何外形精度主如果指轴颈.外锥面.莫氏锥孔等的圆度.圆柱度等,一般应将其公役限制在尺寸公役范围内.对精度请求较高的表里圆概况,应在图纸上标注其许可误差.(三)互相地位精度轴类零件的地位精度请求主如果由轴在机械中的地位和功用决议的.平日应包管装配传动件的轴颈对支承轴颈的同轴度请求,不然会影响传动件(齿轮等)的传动精度,并产生噪声.通俗精度的轴,其合营轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)平日为0.001~0.005mm.(四)概况光滑度一般与传动件相合营的轴径概况光滑度为Ra2.5~0.63μm,与轴承相合营的支承轴径的概况光滑度为Ra0.63~0.16μm.毛坯和材料(一)轴类零件的毛坯轴类零件可依据应用请求.临盆类型.装备前提及构造,选用棒料.锻件等毛坯情势.对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,如许既勤俭材料又削减机械加工的工作量,还可改良机械机能.依据临盆范围的不合,毛坯的锻造方法有自由锻和模锻两种.中小批临盆多采取自由锻,大批大量临盆时采取模锻.(二)轴类零件的材料轴类零件应依据不合的工作前提和应用请求选用不合的材料并采取不合的热处理规范(如调质.正火.淬火等),以获得必定的强度.韧性和耐磨性.40Cr是轴类零件的经常应用材料,它价钱便宜经由调质(或正火)后,可得到较好的切削机能,并且能获得较高的强度和韧性等分解机械机能,淬火后概况硬度可达45~52HRC.40Cr等合金构造钢实用于中等精度而转速较高的轴类零件,这类钢经调质和淬火后,具有较好的分解机械机能.轴承钢GCr15和弹簧钢65Mn,经调质和概况高频淬火后,概况硬度可达50~58HRC,并具有较高的耐疲惫机能和较好的耐磨机能,可制作较高精度的轴.周详机床的主轴(例如磨床砂轮轴.坐标镗床主轴)可选用38CrMoAIA氮化钢.这种钢经调质和概况氮化后,不但能获得很高的概况硬度,并且能保持较软的芯部,是以耐冲击韧性好.与渗碳淬火钢比较,它有热处理变形很小,硬度更高的特征.40Cr普遍用于机械制作,这种钢的机械机能很好.但是这是一种中碳钢,淬火机能其实不好,40Cr可以淬硬至HRC42~46.所以假如须要概况硬度,又愿望施展40Cr优胜的机械机能,常将40Cr概况渗碳淬火,如许就能得到须要的概况硬度.40Cr弹性模数40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800淬火工艺40Cr淬火850℃,油冷;回火520℃,水冷.油冷.40Cr概况淬火硬度为HRC52-60,火焰淬火能达到HRC48-55.氮化处理40Cr属于可氮化钢,其所含元素有利于氮化.40Cr经氮化处理后可获得较高的概况硬度,40Cr调质后氮化处理硬度最高能达到HRA72~78,即HRC43~55.氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨.因为氮化层薄,并且较脆,是以请求有较高强度的心部组织,所以要先辈行调质热处理,获得回火索氏体,进步心部机械机能和氮化层质量.软氮化是活性氮化,如今比较经常应用的是气体氮化.焊接40Cr焊接前留意预热,以防止因基体散热,造成焊缝内部激冷淬裂.焊接后调质前最好加一遍正火.40Cr的焊接性:结晶时易偏析,对结晶裂纹(一种热裂纹)比较迟钝,焊接时轻易在弧坑和焊缝中凹下的部离开裂.含碳量较高,快冷时易得到对冷裂纹很迟钝的淬硬组织(马氏体组织).过热区在冷速较大时,很轻易形成硬脆的高碳马氏体而使过热区脆化.焊接工艺要点:1.一般在退火(正火)状况下进行焊接.2.焊接办法不受限制3.用较大线能量,恰当进步预热温度,一般预热温度及层间温度可掌握在250~300℃之间.4.焊接材料应包管熔敷金属的成分与母材基底细同,如J107-Cr5.焊后应实时进行调质热处理.若实时进行调质处理有艰苦,可进行中央退火或在高于预热的温度下保温一段时光,以消除集中氢并软化组织. 对构造庞杂.焊缝较多的产品,可在焊完必定命量的焊缝后,进行一次中央退火.交货状况40Cr交货状况以热处理(正火.退火或高温回火)或不热处理状况交货,交货状况应在合同中注明.① 钢号开首的两位数字暗示钢的碳含量,以平均碳含量的万分之几暗示,如40Cr.25Cr2MoVA合金管②钢中重要合金元素,除个体微合金元素外,一般以百分之几暗示.当平均合金含量<1.5%时,钢号中一般只标出元素符号,而不标明含量,但在特别情形下易致混杂者,在元素符号后亦可标以数字"1",例如钢号"12CrMoV"和"12Cr1MoV",前者铬含量为0.4-0.6%,后者为0.9-1.2%,其余成分全体雷同.当合金元素平均含量≥1.5%.≥2.5%.≥3.5%……时,在元素符号后面应标明含量,可响应暗示为2.3.4……等.例如18Cr2Ni4WA.③钢中的钒V.钛Ti.铝AL.硼B.稀土RE等合金元素,均属微合金元素,固然含量很低,仍应在钢号中标出.例如20MnVB钢中.钒为0.07-0.12%,硼为0.001-0.005%.④高等优质钢应在钢号最后加"A",以差别于一般优质钢.◆圆钢:每米重量(公斤)=0.00617×直径×直径(注:螺纹钢和圆钢雷同)◆扁钢:每米重量(公斤)=0.00785×厚度×边宽◆管材:每米重量(公斤)=0.02466×壁厚×(外径-壁厚)◆板材:每米重量(公斤)=0.785×厚度。
40Cr热处理工艺及其组织与性能004

1 40Cr 材料简介 1. 1 40C r 的化学成分及临界温度
40C r 的化学成分及临界温度见表 1。
表 1 40C r 的化学成分及临界温度
化学成分 %
临界温度 ℃
C
Mn
Si
Cr
A C1 A C3 A r1 A r3
0. 37~ 0. 45 0. 5~ 0. 8 0. 2~ 0. 4 0. 80~ 1. 10 743 800 693 730
L IU Jun-ran
(Shanx i E lectric Pow er D esign In stitu te, T aiyuan 030001, Ch ina)
Abstract: In the p ap er the op era ting p rincip le and cha racteristics of h igh energy ga s p u lse soo t2b low er a re in troduced. T h is new equ ipm en t is com p a red w ith severa l k ind of conven tiona l o thers on techn ica l and econom ic p rofo rm ance. U sing the new equ ipm en t confo rm s to ou r coun try’s energy po licy and a lso m ay enhance the op era ting reliab ility of the system. It is ind isp en sab le to app ly th is new soo t2b low er in new 2bu ilt and rebu ilt bo iler. Key words: h igh energy ga s p u lse soo t2b low er; bo iler; cha racteristics; app lica tion
离子氮碳共渗后的氧化处理对40Cr钢耐蚀性能的影响
离子氮碳共渗后的氧化处理分别采用炉内氧化和 炉外氧化两种氧化方式 。炉内氧化的工艺参数如表 1 所示 ,在离子氮碳共渗后 ,将反应气体立即切换到氧化 气体 ,采用离子轰击加热和利用炉内工件余热进行氧 化的两种处理方式进行 。炉外氧化是将离子氮碳共渗 试样分别用常规的高温发黑 、水蒸汽氧化和 QPQ 盐浴 氧化等方法进行 。
[ 14 ] 侯增寿. 晶体缺陷与金属热处理 [M ]. 北京 :机械工业出版社 , 1988. [ 15 ] 钱临照. 晶体缺陷和金属强度 [M ]. 北京 :科学出版社 , 196221963. [ 16 ] Cottrell A H. 晶体中的缺陷和范性流变 [M ]. 北京 :科学出版社 , 1960.
第 34卷
量试样耐蚀性能的标准 。
表 1 离子氮碳共渗后的炉内氧化处理工艺参数 Table 1 Process param eters of the ox ida tion trea tm en t
in the furnace after pla sma n itrocarbur iz ing
氧化性 气体
与气体氮碳共渗 、液体氮碳共渗相比 ,离子氮碳共 渗有着处理速度快 、无污染等特点 。鉴于目前国内的 离子热处理设备几乎都是双层水冷式离子氮化炉 ,尚 无法进行离子氮碳共渗 +离子氧化复合处理 ,本文尝 试在离子氮碳共渗的基础上 ,将氮碳共渗的试样再进 行炉外氧化处理 ,并与离子氮碳共渗 +炉内氧化复合 处理进行比较 ,寻求一种简单可行的离子氮碳共渗 + 后氧化复合处理新工艺 。
图 1为用 (H2 + O2 )气氛进行余热氧化处理的试 样测得的阳极极化曲线 。由图 1 可知 ,试样的致钝电 位 Ecorr 和 致 钝 电 流 密 度 Icorr 分 别 为 409143 mV 和 01003 7 mA / cm2 。
40Cr材料性能及用途
40C r根据标准GB/T 3077-1999对应国外标准:JIS G4053ASTM A29/ISO 683-18:1996[1]?化学成分40Cr圆棒试样毛坯尺寸(mm):25热处理:第一次淬火加热温度(℃):850;冷却剂:油第二次淬火加热温度(℃):-回火加热温度(℃):520;冷却剂:水、油抗拉强度(σb/MPa):≧980屈服点(σs/MPa):≧785断后伸长率(δ5/%):≧9断面收缩率(ψ/%):≧45冲击吸收功(Aku2/J):≧47布氏硬度(HBS100/3000)(退火或高温回火状态):≦207[3]40cr介绍【参考对应钢号】我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
【临界点温度】(近似值)Acm=780℃【正火规范】温度850~870℃,硬度179~229HBS。
【冷压毛坯软化处理规范】温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
【生铁屑保护摆动回火规范】(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温, (710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。
Cr性能参数
40Cr标准:GB/T3077-199940Cr 材料性能40Cr是一种最常用的合金调质钢。
用于较重要的调质零件,如在交变载荷下工作的零件,中等转速和中等截面的零件;经调质并高频表面淬火后可用于耐磨性和载荷包较高而无很大冲击的零件,如齿轮、轴、主轴、曲轴、心轴、连杆螺钉等。
标准:GB/T 3077-1999化学成份:碳 C :~硅 Si:~锰 Mn:~硫 S :允许残余含量≤磷 P :允许残余含量≤铬 Cr:~镍 Ni:允许残余含量≤铜 Cu:允许残余含量≤力学性能:抗拉强度σb (MPa):≥980(100)屈服强度σs (MPa):≥785(80)伸长率δ5 (%):≥9断面收缩率ψ (%):≥45冲击功 Akv (J):≥47冲击韧性值αkv (J/cm2):≥59(6)硬度:≤207HB试样尺寸:试样毛坯尺寸为25mm参考对应钢号:我国GB的标准钢号是40Cr、德国DIN标准材料编号、德国DIN标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF 标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM 标准钢号5140、国际标准化组织ISO标准钢号41Cr4。
临界点温度(近似值)Acm=780℃正火规范:温度850~870℃,硬度179~229HBS。
冷压毛坯软化处理规范:温度740~760℃,保温时间4~6h,再以5~10℃/h的冷速,降温到≤600℃,出炉空冷。
处理前硬度≤217HBS,软化后硬度≤163HBS。
生铁屑保护摆动回火规范:(670±10)℃×2h,随炉升温,(710±10)℃×2h,随炉降温,(670±10)℃×2h,随炉升温,(710±10)℃×2h,再随炉降温,(670±10)℃×2h,随炉升温, (710±10)℃×2h,随炉降温,共3个循环,再降温至550℃,出炉空冷。
40r表面氮化加后氧化后表面硬度
表面氮化和氧化是一种常见的工艺,通过这两种方法可以提高材料的表面硬度和抗腐蚀性能。
本文将对表面氮化加后氧化后的材料表面硬度进行深入探讨。
1. 表面氮化技术表面氮化是一种通过在金属材料表面浸渍氮元素或者在高温下与氮气反应的方法,使得材料的表面形成一层氮化物。
常见的表面氮化方法包括氮化盐浸渍法、等离子体表面氮化法等。
表面氮化后,材料的表面硬度得到显著提高,从而提高了材料的耐磨性和耐腐蚀性能。
2. 氧化技术氧化是指在金属材料表面形成一层金属氧化物的过程。
氧化可以提高金属材料的耐腐蚀性能,减少金属表面的摩擦系数,从而提高材料的耐磨性能。
常见的氧化方法包括热氧化、阳极氧化等。
3. 表面氮化加后氧化表面氮化和氧化是两种可以相互结合的工艺。
通过先对材料进行表面氮化处理,然后再进行氧化处理,可以形成一层较为复杂的表面结构,从而提高材料的表面硬度和耐腐蚀性能。
这种工艺既融合了表面氮化和氧化的优点,又弥补了它们各自的不足,是一种非常有效的表面处理方法。
4. 表面硬度测试表面硬度是评价材料硬度的重要指标之一。
常见的表面硬度测试方法包括巴氏硬度测试、维氏硬度测试等。
在对表面氮化加后氧化后的材料进行表面硬度测试时,需要选择合适的测试方法,并严格按照标准测试程序进行。
5. 影响因素分析表面氮化加后氧化后的材料表面硬度受到许多因素的影响,其中包括氮化和氧化工艺参数、材料本身的性能、处理温度和时间等。
合理的工艺参数和严格的工艺控制可以显著提高材料的表面硬度,而材料本身的性能对表面硬度也有着重要影响。
6. 应用前景表面氮化加后氧化后的材料具有广泛的应用前景。
这种工艺可以应用于金属材料的表面处理,提高材料的耐磨性和耐腐蚀性能,从而延长材料的使用寿命。
在航空航天、汽车制造、机械加工等领域都有着广泛的应用价值。
7. 结论表面氮化加后氧化后的材料表面硬度是一个复杂的工艺问题,需要综合考虑氮化和氧化工艺的影响因素,并严格控制工艺参数。
通过这种方法可以显著提高材料的表面硬度和抗腐蚀性能,具有重要的应用前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渗 氮 后 氧 化 形 成 的 一 层 致 密 薄 氧 化 物 层 (Fe O ),具有低 的摩擦 系数 和高 的化 学稳定 性 ,改 善了渗氮件表 面的 电化学 性能 ,能 显著 提高渗 氮层 的抗腐蚀性能和抗磨损性能。氮化形成 的渗层较 薄,脆性大 ,很容易脱落 ,而氧化膜的形成则有利 于 消除这一缺点。20世纪 80年代,国外就开始了氮 化(氮碳化)_后氧化复合工艺的研究 ,典型的工艺
【Key Words】 40CrH Steel,Gas Nitrocarburizing and Post—Oxidation,Microstructure,
Properties
气 体软 氮化工 艺 是一种 由液 体软 氮化 发展 起 来 的新 型化 学 热处 理 工 艺 ,其 实 质 是 以渗 氮 为 主 的低温 氮碳 共 渗 ,气体 软 氮 化 工 艺 可 以 提高 零 件 的硬 度 、疲 劳强 度 、耐 蚀 性 和耐 磨性 j。 由于 现 代工业的发展 ,对零部件表面性能提出了更加严 格的要求 ,为了进一步提高渗氮后工件 的耐磨、耐 蚀性 ,产生 了氮 化 +氧化 复合 工艺 。
【关键词】 40CrH钢 气体软 氮化 一后氧化 组织 性能
M ICRoSTRUCTURE AND PRoPERTIES oF 40 CrH STEEL AFTER DULPEX TREATM ENTS oF GAS NITROCARBURIZING AND PoST.oXIDATIoN
W ang Linshan Shi W en Gu Xiaowen
作者简介
:王琳姗
,女
,主要从事气体氮化与后氧化工艺方面的研究
,Email:wangls830@126 .
com
通信作 者 :史 文,男 ,教授 ,主要从事金属材料及热处理、相变诱 发塑性钢板方面 的研究 Em il: hiwe @ shu.edu. n ,
34
上 海 金 属
第 38卷
有 NITROTEC、 SURSULF-OXYNIT、 TENIFER— 磨 削 ,碱水 、清水 洗 净表 面 ,无 水酒 精脱 水 吹干 ,放
表 1 40CrH 钢 的化 学成 分 (质量 分数 )
Table 1 Chemical composition of the 40CrH
steel(mass fraction)
%
处 理对 氧化 介 质 和处 理 工艺 要 求 不 高 ,同时 在 渗
层 的质 量 以及 性 能 方 面 ,已经 接 近 甚 至达 到 了在
第 38卷 第 2期 2016年 3月
上 海 金 属
SHANGHAI ME I’ALS
Vo1.38。No.2 M arch,2016 33
40CrH 钢气 体 软 氮化一后氧 化 复顾 晓文
(1.上海大学 材料科学与工 程学 院,上海 200072; 2.武汉上大恒精热处理技术有 限公 司,湖北武汉 430050)
【Abstract】 Duplex treatment of gas nitrocarburizing and post-oxidation(Gas(NC+O))is a
new sllrface treatment process which is increasingly used to improve wear, fatigue and corrosion resistance of industr ial parts.The duplex treatment of gas nitrocarburizing and post oxidation of 40CrH steel was applied in a heat treatment plant. The results showed that the complex layer of the treated 40CrH steel consisted of Fe3 O4,8 compound layer and diffusion layer,the surface of the treated steel had a signif icant improvement of the si lr face hardness and corrosion resistance.
QPQ 、NIOX、IONIT—OX、NITROB-LACK 等 。
置 在 干燥器 中备用 。试 验钢 的化 学成 分见 表 1。
气体 软 氮化 与后 氧化 复合 工艺 是一 种 可 以 同 时大幅度提高金属表面的耐磨性、抗蚀性 ,而工件 几 乎不 变形 的新 的金 属表 面 强化改 性技 术 。与 离 子软氮化氧化复合处 理相 比,气体氮化氧化复合
【摘要】 气体软氮化与后氧化复合工艺是一种新型表面处理工艺。材料表 面经过渗 氮与 后 氧化 复合 工 艺处理后 ,表 面硬 度 、耐磨性 、抗擦 伤 、疲 劳 强度 以及 耐腐 蚀 性 等都 得 到 了一 定程 度 的 改善 。分析 了某 热处理 厂 对 40CrH 钢 使 用 气体软 氮化 与后 氧 化 复 合 工 艺 处理 后 ,产 品 性 能的提 高及其机理 。测试结果表明 ,经气体软氮化 与后氧化复合 处理后 ,材料表 面得 到的渗层 是 由黑色致密的 Fe O 膜 、s化合物 白亮层和扩散层等三部分组成 ,经复合处理后 40CrH钢的表 面硬度 和耐 蚀性 能都 有显 著提 高 。