碳钢连铸凝固过程的微观模拟_郭薇
T10A高碳钢连铸坯凝固组织热模拟研究
上 海 金 属
SHANGHAI METALS
Vo1.38,No.2 March,2016 51
TIOA 高碳 钢 连铸 坯 凝 固组 织热 模 拟研 究
仲 红 刚 程 杰 徐 智 帅 翟 启 杰
(上海大学 材料科学与工程学 院,上海 200072)
【摘要 】 利用连铸坯凝固过程热模拟装置研 究了过热度、冷却强度和强制对流对 200 mm 厚高碳 T10A钢连铸坯凝固组织的影响。正交试验显示高碳 TIOA钢的凝 固组织对工 艺参数非 常敏 感 ,等 轴 晶率在 0~65%之 间剧 烈 变化 。其 中,强烈 冷却和 低 过 热度会 导 致 穿晶 组织 ,高过 热度 配合 弱冷 可获得 较 高等 轴 晶率 ,但 需要 降低 拉 坯 速 率 。过 热度 为 20~40℃ 配 合适 当的 冷 却条件 能 够获得 约 50% 的等 轴 晶率 ,可兼顾 铸坯 质 量和 生产 效率 。
基金项 目:国家重点基础研究发展计划(N0.2011CB012902)和国家重大科研仪器设备研制专项 (No.51227803)
作
者
简介
:仲
红
刚
,男
,博
士
,从
事
金பைடு நூலகம்
属凝
固组
织
模
拟
及
控
制
研
究
,Email:hgzhong@
shu.edu .
cn
52
上 海 金 属
第 38卷
杰 等 L8。 提 出 了水平 式 连铸 坯枝 晶生长 热模 拟 方 法 ,并利 用该 热模 拟装 置研 究 了双相 不锈 钢 、铁 素 体不 锈 钢连铸 坯 的凝 固过 程及 组织 演变 规 律 。利 用热 模 拟实验 可 以预测 钢 的连铸 坯 凝 固组织 及 其 影 响 因素 ,有 利 于 降 低新 产 品设 计 周 期 和 试 制 成 本 ,预测 最佳 生产 工艺 参数 。
齿轮钢锻造及热处理工艺研究

齿轮钢锻造及热处理工艺研究作者简介:李荫现(1976.9--)男,汉族,江苏省泰州市人,本科,高级工程师,主要研究方向:金属材料的冷、热成形,预处理,产品最终热处理的工艺编制、开发;齿轮、模具等新材料的应用;齿轮、模具新工艺的研究和应用;异常失效件的分析和问题解决。
摘要:本文研究了普通正火、等温正火、锻造余热等温正火三种预热处理工艺对22CrMoH和20MnCr5齿轮钢锻件组织与性能的影响。
研究发现,采用22CrMoH钢和20MnCr5钢进行高温锻造,可获得良好的贝氏体组织,并可明显获取到大颗粒、高硬度的晶粒。
采用常规正火工艺处理合金渗碳钢,其组织结构和冷却速率较窄(6~9℃/min),生产中难以控制。
采用等温正火和锻造余热等温正火,在580~660℃范围内得到了最佳的组织和硬度。
更易控制生产环节;锻造余热等温正火得到的是铁素体、贝氏体组织。
介绍了余热等温正火工艺参数的优化方法,即控制余热等温正火工艺的三个主要工艺参数。
依据齿轮形状和零件尺寸,对其等温前冷却速度、温度和时间三个工艺参数进行了合理选择。
对铁素体加珠光体平衡组织进行了研究,并分析了等温锻造余热正火组织对表面加工性和后续热处理性能的影响。
通过后续加热,奥氏体晶粒保持稳定均匀,获得了理想的正火组织。
因组织、硬度适宜,零件加工性能良好,渗碳变形稳定。
本文以22CrMoH钢,20MnCr5钢零件为例,进行了实际生产,采用余热等温正火新工艺,节能降耗,经济效益显著,具有很高的实用价值。
正火成本从每公斤0.35元降至每公斤0.22元。
关键词:汽车齿轮钢;预热处理;普通正火;等温正火;锻造余热等温正火引言汽车制造中,齿轮是必不可少的,每一个齿轮,特别是后桥齿轮,变速齿轮的质量如何,直接影响着整个传动系统和整车的可靠性。
公司所生产的汽车后桥减速器为中、轻、重三种类型,常会出现安装困难、噪音大、齿面磨损等问题。
根据调查结果得知,总成质量的主要影响因素之一就是齿轮渗碳淬火后形成的变形波动,导致齿轮产品接触区发生偏移。
铝合金铸件凝固过程的宏观及微观模拟仿真研究进展
铝合金铸件凝固过程的宏观及微观模拟仿真研究进展柳百成,熊守美,许庆彦摘要:使用数值方法来提高计算效率,并对于扩展铝压铸工艺的凝固和充模的计算规模进行了研究。
也对于成型充填模拟的并行计算方法进行了研究,同时对于凝固模拟,隐式有限差分方法和瞬态面层的概念也进行了研究。
另外,修改后的元胞自动机方法被用来模拟的微观结构形成的过程和铝合金的演变,其中包括的晶粒结构和树枝状微观结构。
实验结果表明,文章中的模型合理的描述了组织形成的过程和演化。
DOI: 10.1007/s11663-007-9073-y© The Minerals, Metals & Materials Society and ASM International 2007I. 简介铝合金铸造起在汽车,航空航天,电子等行业重要的作用。
虽然每年的铸造生产在中国是1988万吨,在世界在2004年的第一个位置,铝合金铸件所占比例仍然很低,比发达国家要低8~10%。
由于制造业,尤其是汽车行业的快速发展,据预测,铝合金铸件将显著在未来几年增加。
建模和仿真将是一个非常重要的工具,以优化的铸造过程中,缩短前置时间,以保证质量,并同时能够提高铝合金铸件的力学性能。
因为高压压铸是一种主要的铝合金铸件近终形铸造技术,在这篇文章中,通过使用并行计算技术,对模具填充的数值模拟和高压压铸过程的热传递进行了研究,特别是考虑到复杂的循环特性和计算效率的提高。
此外,晶粒结构在铝合金铸件性能和机械性能起重要的作用。
许多的方式,包括确定性模型,相场法,元胞自动机(CA )的方法等,已经对晶粒结构的凝固过程进行了预测。
在这篇文章中,修改后的CA 方法对铝合金铸件凝固过程中晶粒演变的模拟提供了发展。
II. 应用并行计算技术的压铸工艺充型模拟通常,铸造工艺的压力条件下,熔融金属流被视为粘性湍流和具有恒定特性的可压缩流体。
根据质量,动量,能量和湍流量的守恒,在笛卡尔守恒方程的一般形式的坐标系可表示如下:()()()[1]j j j jS t x x x φφφρφρμφ∂∂∂∂+=Γ+∂∂∂∂这种求解算法(SOLA )被广泛应用于求解流体容积(VOF )方程来处理液体熔体的自由表面。
连铸坯内部裂纹产生的主要原因及解决措施
连铸坯内部裂纹产生的主要原因及解决措施李广艳【摘要】Two kinds of continuous casting billet produced by the 50 t EAF and converter steelmaking production lines in new two area had been researched and the reasons and types for the formation of internal cracks had been studied by SEM and EDAX. The quality of casting billet improved, macrostructure and hot upsetting percent of pass enhanced significantly through implementation of these measurements such as casting with stable casted velocity, reasonable matching between casting speed and water quantity, controlling with narrow temperature wave of molten steelin ladle and heightened the purity of molten steel.%以莱钢50 t电炉生产线及新二区转炉炼钢生产线生产的两种规格的连铸坯作为研究对象,分析了内部裂纹形成的原因,并采用扫描电镜和能谱分析了内部裂纹的类型。
通过采取恒拉速浇注、拉坯速度与水量合理匹配、实行中间包窄温度波动控制、提高钢水纯净度等措施,连铸坯的质量得到了明显改善,低倍和热顶锻合格率也有了显著提高。
【期刊名称】《山东冶金》【年(卷),期】2014(000)002【总页数】4页(P40-43)【关键词】连铸坯;内部裂纹;原因;措施【作者】李广艳【作者单位】莱芜钢铁集团有限公司技术中心,山东莱芜271104【正文语种】中文【中图分类】TG115.21 前言铸坯裂纹的形成是一个非常复杂的过程,是传热、传质和应力相互作用的结果。
棒线材MI.DA.无头轧制技术介绍

棒线材MI.DA.无头轧制技术介绍赵辉1,2①(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 本文主要介绍MI.DA.无头轧制技术以及国内应用现状。
以山西建邦MI.DA.生产线为例,详细介绍了MI.DA.无头轧制的生产工艺和装备,总结了MI.DA.无头轧制技术的优缺点,为今后国内新建类似项目给出建议。
关键词 无头轧制 棒材 线材 MI.DA.中图法分类号 TG333 TG335.1 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 025IntroductiontoMI.DA.HeadlessRollingTechnologyofBarandWireZhaoHui1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3-DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT MI.DA.headlessrollingtechnologyanditsdomesticapplicationstatusareintroduced.TakingShanxiJianbangMI.DAproductionlineasanexample,theproductionprocessandequipmentofMI.DAheadlessrollingareintroducedindetail,theadvantagesanddisdvantagesofMI.DAheadlessrollingtechnologyaresummarized,andsuggestionsaregivenfornewsimilarprojectsinChinainthefuture.KEYWORDS Headlessrolling Rod Wire MI.DA.1 前言节能降本一直是我国钢铁企业追求的目标,如何在保证产量的同时,降低生产成本,无头轧制工艺是一个很好的选择。
连铸坯角部横向裂纹的形成机理与定量评估_赵晗
理化检验—物理分册PTCA(PART:A PH YS.TEST.)2006年第42卷11综 述连铸坯角部横向裂纹的形成机理与定量评估赵 晗,任一峰(兴澄特钢有限公司,江阴214429)摘 要:综述了连铸坯角部横向裂纹的产生及与其相关的因素。
轧材表面纵向裂纹多数由连铸坯的横向裂纹引起的,研究认为,连铸坯的横向裂纹是结晶器温度在1300℃左右时形成的超大原始奥氏体晶粒(直径>1m m)造成的。
给出了断裂的定量判定公式。
关键词:连铸坯;表面裂纹;晶粒度中图分类号:TG260 文献标识码:A 文章编号:1001-4012(2006)11-0565-06M EC HANISM OF THE IN ITIA TION OF THE TRA NSV ERS C RACKSA ND THEIR Q UAN TITY EVA LU ATIONZHA O Han,REN Yi-feng(Xing Cheng Special Steel W o rks,Jiang yin214429,China)A bstract:It is summarized in this paper the initiatio n o f tr ansve rs carcks on continuo us casting billet anglesand its relative fac to rs.No rmally the longitudinal cracks w ere caused by transver s cr acks on the ang le s.T he study show ed tha t the t ransve rs cracks w ere caused by large prio r-austenite gr ains(diameter>1mm)fo rmatio n a t abo ut in1300℃.T he quantity ev aluatio n fo rmula is also int roduced in this paper.Keywords:Co ntinuous casting billet;Surface cracks;G rain size1 概述目前,国内外通常将碳含量在0.08%~0.18%范围内的钢称之为裂纹敏感性钢,由于这类钢凝固过程中发生包晶反应,产生相变,导致热裂纹形成,从而恶化铸坯表面质量,连铸坯表面出现的横裂纹常会引起轧材的纵向裂纹。
GCr15轴承钢加热温度与碳化物的溶解扩散

上述试验说明, GC r15轴承钢加热到 1200 时, 碳化 物液析完全溶解, 但还存在碳化物的高浓度区, 这也说明 提高加热温度, 延长加热时间, 可以消除液析, 但成品钢 材上碳化物带状很难消除, 只能在一定程度上得到改善。
2 现场加热工艺改进及效果
根据轴承钢加热温度与碳化物溶解扩散试验研究 的结果, 对轧制前的加热工艺进行了改进。将改进前
碳化物液析属于三角晶系碳化物, 硬度极高, 它的 纹。在使用过程中, 处于表面层的液析碳化物容易剥
存在会使轴承零件在热处理过程中容易产生淬火裂
落成为磨损的起源, 显著降低轴承零件的耐磨性; 处于
作者简介: 刘 靖 ( 1965 08 ), 女, 副 教授, 博士, 主 要从 事轧 制过程组织 性能控制及复合板 轧制研究, 已发表论文 20余篇。 联 系 电 话: 010 62332572, 13520330657 E m ai:l liu jing @
钢渣碳化机理研究
STUDY ON CARBONATION MECHANISM OF STEEL SLAG
CHANG Jun,WU Haoze (School of Mmaterials Science and Engineering, University of Jinan, Engineering Research Center of Education Ministry
2.2 钢渣水化和碳化放热特性 图 1 为未碳化钢渣的早期水化热曲线。虽然钢
渣中含有一定量的可以水化放热的矿物,但由于钢 渣的形成温度(1 650 ℃)高,这些矿物结晶较好,[1] 基准水泥水化 24 h 累计放热量 180 J/g,[10] 而图 1 所示钢渣水化 24 h 累计放热量仅为 30 J/g,钢渣早
使用 YE–30 型压力试验机测试不同碳化及水 化养护龄期的钢渣试样的抗压强度(每种试样分别 测试 5 块取平均值)。试样的受压面为 40 mm × 10 mm。使用 YZF2A 型水泥安定性用压蒸釜测试试样 的压蒸安定性,在系统温度 T = 216 ℃,压强 p = 2.0 MPa 的条件下压蒸时间 t = 3 h。按照甘油乙醇法测
通过计算可知这些化学反应的自由能为负值, 这说明碳化反应在一般条件下能够自发进行,但没 有考虑钢渣碳化反应的动力学行为。
表 2 钢渣碳化反应的化学方程式及热力学参数 Table 2 Main chemical equations and reaction thermody-
namics parameters of carbonation of steel slag
炼钢厂连铸工岗位培训考试题库附答案(含各题型)

炼钢厂连铸工岗位培训考试题库附答案(含各题型)一、单选题1.连铸坯切割长度是按()要求确定的。
A、液芯长度B、连铸机长度C、铸坯断面D、轧钢参考答案:D2.目前我厂棒三坯料最低长度要求是()。
A、7200B、8400C、11500参考答案:C3.钢种混浇改判按照高改低的原则进行,HRB400与HRB300系列混浇()降级改判为HRB300系列。
A、21支B、半炉C、整炉参考答案:C4.方坯浇次准备时间≤()小时,更换1台结晶器、清理足段喷嘴无堵塞、提前堵流更换漏钢水条。
A、1B、2C、3参考答案:A5.耐火材料的耐火度必须大于()。
A、1580B、1770C、1990D、2100参考答案:A6.连铸坯的坯壳受到内部钢水静压力有作用而鼓胀为凸面的现象称为()。
A、脱方B、重皮C、鼓肚D、裂纹参考答案:C7.目前我厂板坯铸机在线调宽多采用()调宽方式A、L1B、L2C、L3D、就地参考答案:A8.浇铸中出现液面波动大于()mm,应及时将大的“渣皮”挑出,并采取适当降速,以防卷入钢液,造成事故A、3B、5C、8D、10参考答案:A9.钢中的五大非金属元素是()。
A、C、Si、Mn、P、SB、C、Cu、Mn、Zn、SC、Si、Mn、Zn、SD、C、Mn、Al、P、S参考答案:A10.在异常情况下,中包钢水重量不得低于()吨,否则大包不得再开浇,作停浇处理A、10B、12C、15D、20参考答案:B11.凝固铸坯中心线裂纹属()。
A、表面缺陷B、内部缺陷C、形状缺陷D、外部缺陷参考答案:B12.铸机(板坯)结晶器铜板长度为()mm。
A、650B、900C、9500D、750参考答案:B13.班组建设核心内容是()A、员工自主管理B、个别领导管理C、文化建设D、凝聚力参考答案:A14.板坯铸机测辊缝原则上()天测一次A、5B、10C、15参考答案:B15.铸坯在矫直时的温度应控制在()℃A、600-700B、700-900C、大于900D、300-500参考答案:C16.低倍二级品数控制在()个以内A、0B、1C、2D、3参考答案:A17.板坯扇形段供()段A、14B、15C、16D、17参考答案:C18.事故水换接时间≤()秒。
炼钢-精炼-连铸流程连铸坯质量控制

炼钢-精炼-连铸流程连铸坯质量“零缺陷”控制北京科技大学冶金与生态工程学院蔡开科孙彦辉2012.5目录1.连铸凝固过程的冶金特性2.连铸钢水质量纯净度(洁净度)控制3.连铸坯裂纹缺陷控制4.连铸坯内部中心缺陷控制5.结语21. 连铸坯凝固过程的冶金特性1. 1连铸坯凝固过程基本特征把钢水凝固成固体,根据冷却速度不同有两种凝固工艺如图:●钢锭模浇注工艺●连续铸钢工艺连铸与模铸流程比较连续铸钢是一项把钢水直接浇注成形的新工艺,它的出现从根本上改变了一个世纪以来占统治地位的钢锭→初轧工艺。
与模铸相比,连铸的优点:◆节省工序,缩短流程◆提高金属收得率10~14%◆降低能耗减少1/2~1/4◆机械化自动化程度高◆产品质量好2011年中国钢产量达到6.75亿吨,2011年我国连铸比达98%以上,已达到饱和状态。
近年来近终型(Near Net-Shape)连铸技术如薄板坯连铸连轧(CSP、FTSC…)和中等厚度板坯连铸得到了很大的发展。
与钢锭模浇铸工艺相比,如图所示,连续铸钢过程基本特点如下:(1)连铸坯凝固过程实质上是动态热量传递过程钢水从液态转变为固体放出热量:钢水→固体+Q放出热量包括:✓过热✓凝固潜热✓物理显热连铸凝固过程示意图以20钢为例,钢水凝固冷却到室温放出热量是:✓过热25.2 kJ/kg✓潜热328 kJ/kg✓显热958 kJ/kg总热量中大约1/3从液体→固体放出,其余2/3是完全凝固后放出的。
钢水在连铸机内凝固是一个热量释放和传递的过程,铸坯边运行,边放热,边凝固,形成了很长的液相穴(10~20几米),在液相穴长度上布置了三个冷却区:●一次冷却区:钢水在结晶器中形成足够厚的均匀坯壳,以保证铸坯出结晶器不拉漏。
●二次冷却区:喷水加速铸坯内部热量的传递,使其完全凝固。
●三次冷却区:铸坯向空气中辐射传热使铸坯温度均匀化。
以20钢为例,经过钢水凝固热平衡计算,得出以下概念:a)钢水从结晶器→二冷区→辐射区大约有40%热量放出来,铸坯钢水才能完全凝固。
兴澄特钢超大规格轴承钢的发展和质量保障

第42卷 第6期 上 海 金 属 Vol.42,No.640 2020年11月 SHANGHAIMETALS November,2020作者简介:刘吉刚,男,博士,高级工程师,E mail:liujigang@citicsteel.com兴澄特钢超大规格轴承钢的发展和质量保障刘吉刚 许晓红(江阴兴澄特种钢铁有限公司,江苏江阴 214400) 【摘要】 风电等行业零部件大型化和低成本化制造,给连铸大圆坯开发生产带来机遇的同时,对铸坯生产企业的质量管控提出了更高的要求。
借助于扫描电镜和能谱仪、夹杂物萃取、全氧分析等现代分析手段综合评价钢的纯净度和追踪夹杂物来源,为冶炼部门制定冶炼纯净度优化方案和圆坯交货质量保证提供可靠的依据,兴澄特钢大圆坯轴承钢的全氧含量可以稳定在7μg/g以下。
应用流动 凝固分析软件、材料热性能分析等手段进行钢种浇注前风险预测、工艺模拟和浇注后的因素回归分析,解决和改善了大圆坯表面、中心裂纹、疏松缩孔和偏析缺陷,从而在保证质量的前提下成功开发了连铸浇注大圆坯(最大 1000mm圆坯和1350mm×1000mm椭圆坯)。
【关键词】 大圆坯 轴承钢 连铸 纯净度 偏析DevelopmentandQualityAssuranceofExtra largeSizeBearingSteelofXingchengSpecialSteelLIUJigang XUXiaohong(JiangyinXingchengSpecialSteelWorksCo.,Ltd.,JiangyinJiangsu214400,China) 【Abstract】 Demandforlarge scaleandlow costcomponentsinthewindturbineandmachineryindustrybringopportunitytothedevelopmentofcontinuouscastinglargesizeroundbloom(LSRB),andwasrequirementsareputforwardforqualitycontrolofbilletsintheenterprises.Thecleanlinessofsteelwascomprehensivelyevaluatedandtheinclusionsourcewastracedbymodernanalysismethodssuchasscanningelectronmicroscopeandenergydispersivespectrometer(SEM EDS),inclusionsextractionandtotaloxygenanalysis,whichprovidereliablebasisforsmeltingdepartmenttoformulateoptimizationschemeforsmeltingpurityandLSRBdeliverqualityassurance.ThetotaloxygencontentofLSRBforbearingsteelofXingchengSpecialSteelcouldbestabilizedbelow7μg/g.Bymeansoffluid solidificationsimulationsoftware,materialthermal simulationanalyzer,theriskpredictionbeforecasting,processsimulationandfactorregressionanalysisaftercastingwerecarriedouttosolveandimprovethedefectssuchassurfacecrack,centercrack,porosityandshrinkagecavity,segregationofLSRB,thustosuccessfullydevelopthecontinuouscastingLSRB(thelargestroundbloom1000mmindiameterandtheellipticalbloomof1350mmby1000mm)onthepremiseofassuringthequality.【Key Words】 largesizeroundbloom,bearingsteel,continuouscasting,cleanliness,segregation 21世纪以来,我国风电行业[1]和大型装备制造业迎来了高速发展期,对钢铁行业提出了巨大的挑战。
GCr15钢喷射成形沉积坯孔隙形成及致密度的分析
4 a 所示 , () 由于受到高速气流冲击而形成表面凸凹
不平 , 附带 有 毛刺 的雾 化 熔 滴特 征 和 空 心 的熔 滴 如 图 4 b 所示 , () 吸附于这 些形 貌特殊 的熔 滴表 面少 量 雾化 气体 , 随熔滴 一起 进入沉 积坯 而形 成孔 隙 。 会 ( ) 滴撞 击 基 板 或 先 沉 积层 , 始 时 形 成 薄 3熔 开 的液 相膜 , 以高速 向径 向铺 展 , 并 铺展 充分 后开始 冷 却 、 固 。 滴 的铺 展 过程 的初 期 主 要 机 制 是 惯 性 凝 熔
关键词
G r5钢 C1
喷射成形
沉积坯
孔隙
致密度
An An l ss o r a i n o r n n iy o p a o m i g a y i n Fo m to fPo e a d De st f S r y f r n
De o iin Bi e fS e lGCr 5 p sto l to te l l
Ee tdSaeKe a .In rMo g l iest fS in ea dT c n lg lce tt yL b n e n oi Unv ri o ce c n e h ooy,B oo 4 0) a y a tu010l
Ab t c A es e G r5 ( . 1 C . 8 C )i m l di a 0 gid ci ma eu 5 0℃ ,t sr t s h t l C l 1O % ,14 % r S e e n n 10 k u t nf c pt l 8 a t e t n o u o h e
被高压氮气流在雾化室雾化成微米级液滴 , 在基底 形成沉 积坯 。通过使 用金相 显微镜 、 扫描 电镜对 G r Cl 5钢喷射 成形试样 的孔 隙分布 、 观组织 和密度进行 比较分析 。结果表 明, 微 沉积坯截 面上有宏观孔 隙 , 在整个 截面上也存在
Q345钢凝固组织的模拟计算
Q345钢凝固组织的模拟计算赵莉萍;李钊;袁雪;李建超【摘要】运用ProCAST软件对Q345钢凝固过程进行数值模拟.铸坯中心等轴晶率模拟结果与工业试验用钢检测结果相一致,同时应用CAFE机理研究了过热度对Q345钢铸坯凝固组织的影响及规律.结果表明,过热度对凝固组织结构影响较大,晶粒平均半径由75℃的0.231 mm降低到15℃的0.191 mm.因此,实际生产过程中,在保证钢液顺利浇注的情况下,综合考虑铸坯质量与生产顺利,过热度需控制在15℃左右为宜.【期刊名称】《内蒙古科技大学学报》【年(卷),期】2014(033)002【总页数】5页(P123-127)【关键词】铸锭;凝固;组织;数值模拟;过热度【作者】赵莉萍;李钊;袁雪;李建超【作者单位】内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古科技大学材料与冶金学院,内蒙古包头014010;内蒙古工业大学材料与冶金学院,内蒙古呼和浩特010051【正文语种】中文【中图分类】TG142.3Key words:ingot casting;solidification;organization;numerical simulation;degree of superheatAbstract:Numerical simulation on solidification was carried out with a ProCAST software.The result of industrial test is consistent with that of the isometric grain of the simulation.The effect of the superheat degree on the frozen organization of Q345 was studied by using CAFE model of ProCAST.The result shows that the casting temperature greatly affects the solidification microstructure.When the superheat reduced form 75 ℃ to15 ℃,the mean grain ra dius decreased from 0.231 mm to 0.191mm.Therefore,the superheat temperature should be about 15 ℃ by comprehensive consideration of billet quality and smooth productionwhile meeting the requirement of casting temperature for normal production.凝固组织是材料制备成形过程中一个重要基础阶段,凝固组织通常直接决定材料的最终力学性能和使用寿命.研究表明,导致产品在轧制过程中出现缺陷的主要原因之一是铸坯中心等轴晶率低.凝固过程的模拟主要涉及包括宏观(温度场、凝固场等)模拟和微观(形核、生长)模拟.宏观传输现象的模拟是指在宏观尺度上(1~0.1 cm)熔体冷却与凝固可以用动量、能量及溶质守恒方程来计算;微观组织模拟指的是在晶粒尺度(1~0.1 mm)上对凝固过程的结晶形核过程进行模拟,利用晶粒形核生长微观模型与宏观方程耦合来计算[1-2].目前CA法已经从原来的定性计算优化为定量计算,而且很好地对应了时间与空间,因此应用CA法模拟计算凝固过程的工艺参数对指导现场实际生产具有重大意义[3].1.1 材料热物性计算Lukas等[4]发展了一个相对较为广泛的材料热物性数据库,Kattner等[5]人拓展了此数据库.ProCAST软件可以根据化学成分与热力学数据库自动连接计算热焓曲线和凝固路径(如基于温度的固相率曲线)、密度、粘度、热导率等材料物性.采用溶质在固相中没有扩散,在液相中充分混合均匀的非平衡杠杆准则Scheil模型,合金凝固过程中固液界面上的成分为:式中为固——液界面上固相溶质浓度;为固——液界面上液相溶质浓度;fS为凝固固相分量;fL为凝固液相分量;k0平衡溶质分配系数;C0原始合金溶质质量分数.ProCAST软件关于热物性参数,通常用一个比较简单的双混合模型来计算[5].式中,P为相的特性;Pi为是该相中纯元素的特性;Ωv为是二元相互作用参数;xi,xj分别是元素i,j在该相中的摩尔分数,mol/L.1.2 CAFE非均匀形核晶粒密度的变化是用连续非离散分布函数来描述的,是随过冷度的增加而引起晶粒密度的增加,由下式高斯分布确定.式中,ΔTmax是平均形核过冷度,K;ΔT0是形核过冷度标准方差,K;nmax是正态分布从0~∞积分得到的最大形核密度,m-3.1.3 枝晶尖端生长动力学合金实际凝固过程中,晶体生长不仅受动力学过冷影响,而且还受成分过冷的影响.枝晶尖端总的过冷度是ΔT以下各种过冷的总和.式中,ΔTc,ΔTt,ΔTr,ΔTk分为成分过冷、热力学过冷、固液界面曲率过冷以及生长动力学过冷度.众所周知,就大多数合金而言,热力学过冷、固液界面曲率过冷以及生长动力学过冷度通常都可以忽略.所以,柱状晶和等轴晶的生长速度就可用KGT模型.在对凝固组织数值模拟过程中,枝晶尖端生长模型可用简化的KGT模型[7]:式中,a2,a3分别为拟合多项式的系数;ΔT是枝晶尖端的总过冷度.1.4 控制方程质量守恒方程:能量守恒方程:式中,u,v和分别为x,y和z方向速度分量,μ为绝对黏度,ρ为密度,t为时间. 2.1 模型建立及网格划分模拟对实际凝固过程进行合理的简化:不考虑凝固收缩;钢液瞬时充满模具;钢液为不可压缩牛顿流体.计算应用ESI公司的ProCAST软件.采用Pro-E软件对铸锭进行几何造型,并进行三角形有限元面网格划分,将所生成的造型文件导入ProCAST中的MeshCAST中进行3D体网格划分.基于实际铸件,综合考虑计算精度与时间,铸锭高设为203 mm,将模拟区域划分为75 132个节点和404 043个胞元,如图1所示.表1为Q345钢化学成分.2.2 铸件温度场模拟结果与讨论图2(a)为实际冶炼Q345铸锭纵抛宏观疏松缩孔图,图2(b)为模拟计算所得铸件缺陷分布位置,对比确定模拟过程的初始条件及边界条件如表2.模拟温度场和凝固过程结果如图3示.(A)与(a),(B)与(b)和(C)与(c)分别是钢液在凝固9.9520,39.9520 s及69.9520 s时的温度场与凝固场的计算结果.对比发现,凝固开始在钢液内部建立了一个向着铸件中心、对称的正温度场.当过冷满足形核条件时,首先在模壁处结晶形核,进而向铸件内部进行.凝固初始的一个重要现象为:等温线和凝固分数等值线是对称一致的,表明合金熔液的凝固过程仅仅是通过散热控制,过冷仅限于在固液界面前沿,为晶粒的形核与长大提供了有利条件[8].2.3 Q345钢结晶形核过程的微观组织模拟采用二元相图法简化处理Q345钢,将主要成分分解为5个Fe-x二元合金(Fe-C,Fe-Si,Fe-Mn,Fe-P,Fe-S).二元铁基合金主要成分的含量C0、液相线斜率[9]m、溶质平衡分配系数[10]k、和自扩散系数[11]Dl列于表3中.经过计算,Q345钢液相线温度Tl=1 515 ℃,固相线温度Ts=1 290 ℃.Gibbs-Thompson系数Γ取3×10-7.依据表3数据,Tl和Γ计算得出枝晶尖端生长动力学参数a2=4.615×10-7 m·s-1·K-3,a3=3.722×10-7 m·s-1·K-3.高斯分布参数选取ΔTV,max=8 K,ΔTv,σ=0.1 K,nv,max=5×1010 m-3,ΔTs,max=1 K,ΔTs,max=0.1 K,ns,max=1×108 m-2(体形核参数下标为v,面形核参数下标为s).图1所示铸件底部向上78 mm处截取Φ75×15 mm的圆片.图4为晶粒分布取向图:不同的颜色代表不同的晶粒取向.工业条件下实际铸坯采用热酸浸蚀法显示低倍微观组织与ProCAST软件模拟计算结果对比如图5.运用Image-Pro Plus图像处理软件对试验结果与模拟结果进行对比分析,其中心等轴晶率分别为34.70%与35.20%,二者较为接近,证实了模拟结果与试验结果吻合,模拟过程较为准确.2.4 过热度对凝固组织的影响由图6和表4可以看出,随着钢水过热度增加,晶粒数量逐渐减少,晶粒平均半径由15 ℃的0.191 mm增加到75℃的0.231 mm,并且从组织形貌可以看出铸锭等轴晶率逐渐减小,当钢水过热度超过30 ℃时,铸坯等轴晶率明显下降.依据结构起伏理论,大量近程有序排列的准固态原子集团存在于熔体内部,这些原子集团时散时聚,此起彼伏.各温度值下,尺寸最大的相起伏存在一个极限,这个极限值的大小与温度有关.随着温度的升高,该极限值减小;随着温度的降低,该极限值升高.从结晶热力学条件判断,只有在过冷的液相中出现尺寸较大的相起伏才有可能结晶形成为结晶的晶核.在一定的过冷度下,这些原子集团迅速长大成为稳定的结晶形核核心[12].随着合金钢液浇注温度的升高,过冷度减小,临界形核半径增大,形核率低,晶核间相互抑制作用减小,晶粒进一步长大,导致晶粒变得很粗大;当钢液浇注温度足够低时,熔体过冷度大,产生大量异质形核,晶核间相互作用抑制长大,最终形成由细小等轴晶组成的铸态组织.因此,在合金钢液液相线温度附近进行低过热度浇注有利于提高铸坯质量.研究表明,低过热度浇注与控制浇注温度能够替代电磁或机械搅拌,生产具有适当的初始显微组织铸坯的加工工艺.该工艺能生产出比常规浇注温度下的树枝晶组织更细小的铸态微观组织.实际中,为获得铸坯内部较高的等轴晶率,降低钢水过热度是一种切实有效的方法.同时在满足钢水浇注条件的前提下,过热度越低,铸坯等轴晶率越高.然而合金过热度太低,钢液的可浇注性减弱,粘度增加,所以在实际生产过程中常将浇注钢液过热度控制在15~30 ℃,以保证在满足钢液能够顺利浇注的前提下尽可能地提高铸坯的等轴晶率,改善内部质量.(1) 合金熔液的凝固过程仅仅是通过散热控制的.液相过冷仅限于在固液界面前沿,为晶粒的形核与长大提供了有利条件;(2) 应用CAFE,实现铸坯凝固过程三维组织模拟,结果与试验较为吻合,模拟的结晶过程与实际的结晶过程相符;(3) 过热度对终态铸坯微观组织结构具有较大影响,晶粒平均半径由75 ℃的0.231 mm减小到15 ℃的0.191 mm,并且中心等轴晶率大为提高.因此,在生产中,尽可能地实行低温浇注能够很好地提高铸坯内部质量.【相关文献】[1] 周力,侯华,牛晓峰,等.铸造凝固微观组织模拟研究进展[J].铸造技术,2009,30(6):816-817.[2] 赵玉辉,程军,侯华.凝固过程微观组织数值模拟研究进展[J].中北大学学报,2006,27(4):371-372.[3] 郑艳,梁娜,刘兆武,等.连铸坯凝固组织的数值模拟[J].连铸,2013,(3):8-10.[4] H L LUKAS,J WEISS,E T HENIG.Strategies for the calculation of phase diagrams [J].Calphad,1982,6(3):229-251.[5] U R KATTNER.The thermodynamic modeling of multicomponent phase equilibria [J].JOM,1997,49(12):14-19.[6] N SAUNDERS,A P MIODOWNIK.Calculation of phase diagram:A comprehensive guide[M].Oxford:Pergamon,1998:33.[7] Kurz W,Giovanola B,Trivedi R.Theory of microstructural development during rapid solidification [ J ].Acta MetallMater,1986,34 ( 5 ):823-830.[8] 王金龙.9SMn28钢锭凝固过程硫偏析形成机理及控制工艺[D].北京科技大学学报.2010.(3):39-41.[9] 虞觉奇,易文质,陈邦迪,等编译.二元合金状态图[M].上海:上海科学技术出版社,1987:243-375.[10] 陈家祥.钢铁冶金学[M].北京:冶金工业出版社,2004:300-311.[11] 李文超.冶金与材料物理化学[M].北京:冶金工业出版社,2001:531-534.[12] Chen C P,Tsao C Y A.Response of Spray-Deposited Stirred-Cast and Conventional Cast Pb-Sn Alloys to Deformation in Semi-Solid State [J].J Mater Sci,1995,30(16):4019-4020.。
包晶钢12Cr1MoVG小方坯表面凹陷原因及改进
总第303期2021年第3期HEBEI METALLURGYTotal No.303 2021,Number3包晶钢/CrlMoVG小方坯表面凹陷原因及改进任刚,陈子刚,李金波,肖国华,袁野(河钢集团邯钢公司,河北邯郸05609)摘要:包晶钢铸坯在凝固过程中线收缩和体积收缩大,裂纹敏感性强,铸坯质量不易控制。
分析了河钢邯钢包晶钢12CEMOVG小方坯生产过程中铸坯表面凹陷形成的原因,并提出了改进措施。
通过控制碳含量、优化包晶钢保护渣、提高拉速、降低结晶器水流量、优化足车昆喷嘴等措施,包晶钢铸坯表面质量得到了明显改善,铸坯表面凹陷率由100%降低到5%以下,凹陷深度不大于25mm的达标率100%。
关键词:包晶钢;12CEMoVG钢;小方坯;表面凹陷;碳含量;保护渣;冷却水量中图分类号:TF777文献标识码:B文章编号:1006-500(2021)03-0057-04 doi:10.13630/j.crki.9-1172.0021.0312SURFACE DEPRESSION CAUSESANDIMPROVEMENT OF PERHECTIC STEEL12CrlMoVG BIILETRex Gang,Chen Zigang,Li Jinbo,Xiao Guohua,Yuan Ye(HBIS Grouu Hanstee-Company,Handan,Hebei,056015)Abstract:The peritectic steel slab has taroe line shrinkaoe and volume shrinkaoe in the soliVification process;strong crack sensitivity,which is diffichil for quality cnntroi.This paper analyzes the canses of the sorface depESsion of12CrSMoVG billet in the production process of HBIS Hanstee-peritectic steel,and puts forwarO the improvement meespres.By cnntrolling the carOon cnntext,optimizing the mold tux of peritectic steel, increasing the casting speed,reducing the water tow of mold,optimizing the fool roller nozzle and other meespres;the sorface quality of peritectic steel slab has been signiCcantly improved,the cnncave rate of slab sorface has been reduced from100%/less than5%,and the standarV-reaching rate of depression deyth less than1.5mm is100%.Key Words:peritectic steel;12CrSMoVG steel;billet;sorface depression;carOon cnntext;mold tux;cnoi-ing water0引言12CEMoVG圆钢主要用于生产制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等,由于使用环境恶劣,要求其具备良好的高温力学性能、组织稳定性及氧化能力。
凝固组织对GCr15轴承钢220 mm×260 mm连铸坯中心偏析的影响
SPE脚E EL 第42卷第1期•50•2021年2月Vol.42.No.1 February2021凝固组织对GCrl5轴承钢220mm x260mm连铸坯中心偏析的影响左欢'杨祝英'安航航~(1天津工业职业学院,天津056404;2北京科技大学钢铁共性技术协同创新中心,北京100083)摘要铸坯高中心等轴晶率及小的二次枝晶臂间距有利于降低高碳钢M+E-EMS连铸坯中心偏析。
通过建立GCrl5钢220mm x260mm连铸坯耦合有限元-元胞自动机模型(CAFE)及二次枝晶臂间距(SDAS)模型,研究结晶器电磁搅拌、过热度和拉速对中心等轴晶率及二次枝晶臂间距的影响。
结果表明,相比于拉速,过热度和结晶器电磁搅拌对其影响明显。
随着过热度降低及结晶器电磁搅拌强度增加,铸坯中心等轴晶率增加而二次枝晶臂间距减小,而拉速对凝固终点和中心固相率影响大。
工业试验结果表明,采用结晶器与凝固末端电磁搅拌,相比于过热度35t和拉速0.75m/min,控制过热度小于25t且拉速调整为0.8m/min时,轴承钢GCrl5铸坯中心等轴晶率由原27%增加至38%且二次枝晶臂间距细化,中心碳偏析指数由原1.06-1.39降至0.93-1.13o 关键词220mmx260mm铸坯GCrl5轴承钢中心等轴晶二次枝晶臂间距中心偏析Effect of SolidiHcation Structure on Center Segregation of220mm x260mm Casting Bloom of Bearing Steel GCrl5Zuo Huan1,Yang Zhuying1and An Hanghang2(1Tianjin Polytechnic College,Tianjin056404;2Collaborative Innovation Center of Steel Technology,University of Science and Technology Beijing,Beijing100083)Abstract Low secondary dendrite arm spacing(SDAS)and large center equiaxed crystal ratio(ECR)are beneficial to reduce center segregation of high-carbon steel casting bloom with M+F-EMS.A Cellular Automaton-Finite Element (CAFE)coupling model and secondary dendrite arm spacing(SDAS)model of220mm x260mm casting bloom of steel GCrl5are established to study the effects of M-EMS,superheat and casting speed on central equiaxed crystal ratio(ESR) and SDAS.It is found that ECR in the center of bloom increases with decreasing superheat and increase intensifying M-EMS,while SDAS decreases with the decrease of superheat and with the increase of M-EMS.The results reveal that M-EMS and superheat has a significant effect on center ECR compared with casting speed.Casting speed has the obvious influence on solidification end and central solid fraction in strand.Industrial test results as compared supeheat35X.and casting speed0.75m/min less than superheat25尤and casting speed0.8m/min and with M+F-EMS,the ECR in the center of bearing steel GCrl5bloom increases from original27%to38%and the SDAS is effectively refined,center carbon segregation index decreases from original1.06~1.39to0.93~1.13.Material Index220mm x260mm Casting Bloom,Bearing Steel GCrl5,Center Equiaxed Crystal Ratio,Secondary Dendrite Arm Spacing,Center Segregation轴承钢GCrl5大方坯由于高的碳及锯含量,固液两相区长且宽且凝固时间长,易形成严重的宏观偏析⑴;在后续的加热和轧制过程中无法有效消除,遗传至轧材(棒线材)例如芯部不均匀碳化物,对轴承钢寿命有严重的影响⑵。
精炼(LFVD)工艺优化及开发VD炉脱碳工艺的研究
精炼(LF/VD)工艺优化及开发VD炉脱碳工艺的研究随着我国能源和基础设施建设的发展,要求高强度低合金钢板具有较高的屈服强度、良好的焊接性、高的断裂韧性以及低的韧脆转变温度、良好的冷成型性等。
而低碳贝氏体钢由于具有高强度、高韧性、焊接性能优良、低成本的特点,故在欧美发达国家广泛应用于油气管线、工程机械、重型汽车、集装箱、造船、桥梁、压力容器等诸多领域。
我厂开发出VD真空氧脱碳等新工艺,不仅提高了宽厚板厂的综合技术水平,还确保了WH70、X70、WDB620、X60等低碳高强度贝氏体钢的成功开发,扩大了高技术含量、高附加值产品的范围,增强了企业在市场上的竞争力和影响力。
本文就VD真空氧脱碳工艺进行了分析研究。
1真空氧脱碳冶金原理真空氧脱碳原理与真空碳脱氧原理是一致的。
换句话说,真空氧脱碳是根据真空碳脱氧原理反推出来的一种新的脱碳工艺,它们的区别只在于冶金侧重点不同而已。
它服从以下冶金热力学规律:[C]+[O]=CO↑根据冶金学原理,真空下[O]与[C]的反应能力随真空度的提高而提高,所以真空过程随着CO分压的降低,钢中富氧与C的反应被重新激活,从而达到降C的目的。
以脱氧元素0.1%的质量分数为例,当PCO=10132.5Pa时,C/O反应能力超过Si-O反应能力;当PCO=133.32Pa 时,[C]与[O]的亲和力又大于[Al]与[O]的结合力。
另外,由于转炉熔炼时采取强化供氧方式冶炼,氧化末期钢水中总氧含量通常大于10-3。
因此利用宽厚板厂现有的VD真空设备,在钢水未经硅、铝等脱氧还原的情况下,进行真空氧脱碳能够使钢中成品w([C])降到0.05%以下。
2真空脱碳工艺2.1转炉冶炼工艺显然,在转炉冶炼过程中,增加钢液中的氧含量,对保证VD炉真空氧脱碳的冶炼效果是有利的。
同时,为了提高冶炼速度,扩大生产规模,对转炉冶炼操作提出如下要求:(1)降低炉料的配碳量,生铁配入量以20t为宜,同时,须减少炉料中的易氧化元素,如锰钢、渣钢等不允许加入,返回废钢不宜配入过多;(2)提高钢液温度,以增大钢液中氧的溶解度;(3)加大供氧强度,增加供氧量,保证氧压在10kg以上;(4)出钢大包温度大于1600℃,出钢w([C])<0.08%。
结晶器弯月面区钢水凝固现象
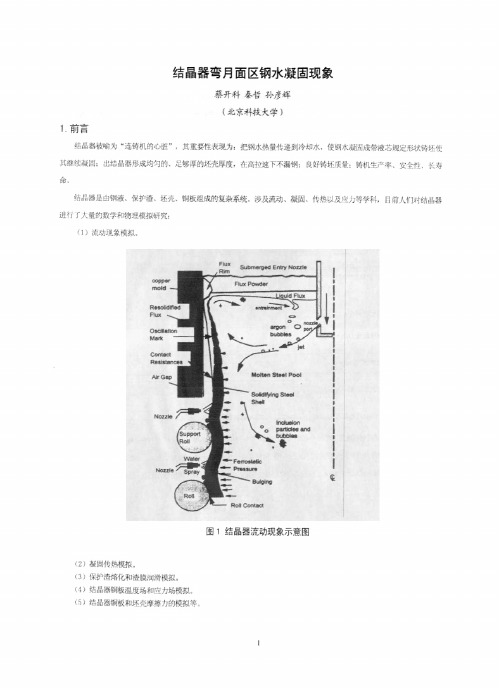
9
(3)结晶器液面波动。 结晶嚣减面安然跳骶,会引起制水溢出弯月面捕}足粘在“壳上的}旮子,形成鹰F央杂.6'3I起弯月面不舰川冷凝m形
成艇崮№uk。钢液面突然F降,凝固壳暴露,坯壳温废鼻低,坯丧收缩,脱jr俐板,随后艘而r丹,等帮水萤拷爿面继续
凝吲时则在凝固坯壳表面留下掣『陷,所阱液丽波动是J“:生铸坯表西川陷的+耍原Ⅲ。在凹|{f;下部就岳有裂纹.导致产品绒 状缺陷。掣』陷严重会形成铸坯表面纵裂纹。 (4)结晶器的振动。 结品嚣振动翱章增加,平均Hook长腰减少。如图9所不在额赢疋范同内,钢水温度科Hook影响坦大,自~水“l度岛 (>1565"C)Ilook深度明显减少。
4.结晶器弯月面初生坯壳凝固钩(SoI.dified Hook)形成
结晶器弯月面初生坯壳皮下形成所谓凝固钩(Solidified Hook)微观结构,容易产生两种缺陷: (1)气泡缺陷:凝固钩捕捉Ar气泡,位于铸坯表层下I’2m,气泡尺寸在0.5’2ram,钩形越发达,气泡越严重(图
5a)。
(2)夹杂物缺陷:弯月面凝固钩易卷入保护渣和夹杂物(图5b)。 由于凝固钩捕捉Ar气泡和夹杂物使铸坯表面质量恶化,这是冷轧板产生表面缺陷(如sliver、bilster)的重要来 源。
嚣振置_】的十剧期内.嘏渣的渗漏目睬了与钢浊mj渣屡峰度盯蕞外垭1・鲒.恼器例垃孵战的渣崩跳钉芙。女1j采违心吓断
长^,台啪僻最渣的潘龋r《Id可能破裂.特制睦壁^^小u擘与铜板上删渣嗍{i的zⅡ以措挢,巧重时台导乳板坯裂纹和 瀛钢旧此控制渣嘲的彤懂和生长是非常重茧帕
图3结晶器弯月面渣图形成示誊图
}e蝣牡凝捌:m结晶器形成均匀的,足够厚的坯壳厚胜舟尚{々速F不漏钢;良好铸坷厦餐:铸机生产{7、宣量性,K眷
连铸铸坯表面质量
C-Mn-Al-Nb钢高 温塑性如图14。由 图知,随Nb含量增 加,RA值降低,塑 性转变温度升高,裂 纹敏感性增强。 Nb=0,塑性转变温 度为900℃, Nb=0.005%,则 为1000℃以上。
C-Mn-Al-Ti.V.Nb钢高温塑性如图15。由图可知各钢号的第III脆性区的温 度范围(表1)。
(2)结晶器的振动
横裂纹与振痕共生的。振痕深度增加,横裂纹发生率增 加。如图11(a),面振痕深度决定振动参数:振动频 率f增加,振痕深度减小(图11b)
(a)
(b)
(2)结晶器的振动
负滑脱时间tN增加,振痕深度增加(图11c) 负滑脱时间tN增加,热轧板卷边裂增加(图11d)
(c)
④ 非正弦速度规律
如图2所示其特点: 负滑脱时间短,有利于减轻 铸坯表面振痕深度。 正脱模时间较长,可增加保 护渣消耗,有利于结晶器润 滑,减小结晶器施加在坯壳 上的摩擦力,防止拉裂。 负滑脱作用强,脱模和坯壳 拉裂愈合好,有利于提高拉 速。
图2 正弦及非正弦速度曲线
TP
(4)描述结晶器振动的基本参数
图3 铸坯振痕形成示意图
由此可知:
在负滑脱期间,弯月面初生坯壳受结晶器压力和渣圈 的挤压向钢液侧弯曲; 在正滑脱期间,初生坯壳受钢水静压力作用又贴向铜 壁,钢水溢流到凝固壳前端凝而形成振痕。 增加正滑脱时间,减少负滑脱时间,可使弯月面初生 坯壳被均匀贴向铜壁,振痕变浅。
3.铸坯表面振痕形貌特征
α波形偏斜率 ≤40%,vc拉速m/min
2. 铸坯表面振痕的形成
铸坯表面振痕形成机理:
初生坯壳断裂愈合。 二次弯月面接触焊合。 初生坯壳弯曲折叠。 弯月面初生坯壳破裂溢流冷凝。
钢板表面裂纹及氧化物圆点形成条件模拟试验
钢板表面裂纹及氧化物圆点形成条件模拟试验祝桂合;万友堂;张继明;杜恒科【摘要】为了查明钢板表面裂纹产生的原因和产生机理,利用实验室加热炉对加热前和加热后产生的两种条件下的表面裂纹进行了模拟.试验结果表明,裂纹附近组织中脱碳层和氧化物圆点的出现是判断裂纹产生时间的必要条件,裂纹附近的脱碳层和氧化物圆点是轧制前坯料表面裂纹的基本特征,利用此特征查找裂纹产生的原因具有重要的指导意义.【期刊名称】《山东冶金》【年(卷),期】2012(034)002【总页数】4页(P30-33)【关键词】钢板;裂纹;脱碳层;氧化物圆点;模拟试验【作者】祝桂合;万友堂;张继明;杜恒科【作者单位】济钢集刚有限公司,山东济南250101;济钢集刚有限公司,山东济南250101;济钢集刚有限公司,山东济南250101;济钢集刚有限公司,山东济南250101【正文语种】中文【中图分类】TG115表面裂纹是中厚板生产过程中常见的的质量缺陷,该缺陷不仅造成一定的质量损失,也会影响产品的及时交付。
因此,弄清裂纹来源,加以预防和控制成为轧钢和炼钢生产者经常需要面对和解决的问题。
作者通过长期的观察和总结,认为钢板表面裂纹除来源于连铸坯缺陷外[1],还有部分裂纹是在轧制过程产生的[2],两者产生的裂纹形态和附近组织存在明显的差异,掌握以上特征可以作为鉴别以上两类裂纹来源的基本依据。
为进一步探索和掌握以上两类裂纹的形成规律和基本特征,进行了实验室模拟,观察裂纹在加热和轧制过程中的演变特点,探索裂纹周围形成脱碳层和氧化物圆点的基本条件,为准确判定裂纹产生的原因提供依据。
在低合金钢板上截取尺寸为100mm×120mm的试样3个,用尖锐物分别在其中的2个试样(编号a、b)表面制造楔形裂纹开口,模拟轧前裂纹。
将此3个试样同时放入加热炉中,加热一定时间后分别取出,在其中无裂纹试样(编号c)表面快速凿一裂纹后,3个试样一起空冷,分别模拟铸坯原始裂纹和轧制过程中产生的裂纹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(7)
尖端的平均温度梯度 GT 可以表示为 :
GT
λ =S
GTS
λ
S
+λL GTL +λL
(8)
假设固液两相的导热系数相同 , 并且考虑到在
Invanstov解中枝晶生长是一个等温面 ( GS = 0 ) , 则
由以上两式可以得到 :
GT
=
- PtL R cp
(9)
联立方程 ( 1) ~ ( 6)和 ( 9)可以得到如下表达式 :
ABSTRACT A numerical method was used to analyze and calculate important m icrostructural parameters in dendrite grow th under different continuous casting conditions. The dendrite tip radius, dendrite grow th velocity, and dendrite arm spacing were investigated and the effects of casting speed on these parameters were studied in combination w ith continuous casting p roperties of medium carbon steel. C, Si, M n, P and S m icrosegregation in the steel was discussed. The validation of this model show s good and reasonable agree2 ments w ith p revious models. KEY WO RD S carbon steel; continuous casting; solidification; m icrostructure; dendrite grow th
处的 溶 质 浓 度 CL3 及 修 正 的 B rody2Flem ing 方 程 [102212 ]来反推二次枝晶臂间距.
随着凝固的进行 , 残余液相中各组分的浓度逐
渐增加. 用残余液相中各组分元素的成分与其初始
成分之比来表征微观偏析的严重程度 :
CL3 C0
=
C3S k0< /L C0
( 13 )
液相线温度 , 固相线温度 ,
TL / ℃
TS /℃
过热度 , ΔT / ℃
比热容 ,
潜热 ,
液态钢的热导率 , 钢在两相区中的热导 液态钢的密度 ,
cp / ( J·kg - 1·K - 1 ) L / ( J·kg - 1 ) λL / (W·m - 1·K - 1 ) 率 , λm / (W·m - 1·K - 1 ) ρL / ( kg·m - 3 )
则枝晶生长速率可由下式获得 :
V =Vc
fL′( x) 1 + ( fL′( x) ) 2
( F ig. 1 Relationship between dendrite growth velocity and casting sp eed
112 微观偏析模型 溶质平衡分配系数 、冷却速率 、反向扩散速率
连铸过程的枝晶生长速率的获得与铸造过程有
较大区别 :连铸过程中枝晶生长速率 V 在很大程度
上取决于拉速 Vc. 由于拉速为一矢量 , 其必然有作 用于枝晶生长方向的分支 ,如图 1所示 ,拉速与拉坯
方向平行 ,将拉速分解为垂直于液相等温面和切于
液相等温面的两个分量 , 其中热流方向与液相等温
面垂直 ,该方向的分量即被认为是枝晶生长方向 ,该
沿形成了稳定的溶质富集区. 合理的溶质扩散模型
的建立对于精确模拟枝晶生长具有重要作用. 同时
考虑液相和固相中的溶质扩散 ,当液相凝固时 ,会排
出一定比例的溶质到固液界面前沿 , 以保持固液界
面两侧化学势平衡 :
C3S = k0< /L CL3
( 12)
式中 , C3S 为固液界面处的固相成分.
本文通过前述模型利用已求解得出的固液界面
(3)
Pt ≡RV / ( 2αL )
(4)
Langer和 M uller2Krum bnaar根据界面稳定性理论 [7 ]
提出将
R
=λc
作为另一个约束条件
[8]
,
其中
λ c
为
最小临界扰动波长. 这一条件可以写成如下形式 :
R =λc =
Γ σ3 (mL Gcξc - GT )
(5)
式中 , C0 为初始成分的质量分数 , % ; CL3 为固液界 面处液相成分的质量分数 , % ;Ωc 为溶质的量纲为 1
第 32卷 第 3期 2010年 3月
北京科技大学学报 Journa l of Un iversity of Sc ience and Technology Be ijing
Vol. 32 No. 3 M ar. 2010
碳钢连铸凝固过程的微观模拟
郭 薇 1, 2) 张立峰 1) 朱苗勇 2)
液相温度梯度 , K·m - 1 , GTL为枝晶尖端的液相温度
梯度
,
K·m
-
1 ;λS
为固相传导系数
,
W·m
-
1·K-
1
;
λ L
为液相传导系数 , W·m - 1·K- 1 ; L 为潜热 , J·kg- 1.
若枝晶生长速率 V 已知 , 则由方程 ( 10)可以得
到 Pc ,因此枝晶尖端半径 R 和固液界面前沿处枝晶 间溶质浓度 CL3 可分别从方程 ( 3)和 ( 1)计算得到.
1) 密苏里科技大学材料科学与工程系 , 罗拉 65409220330, 美国 2) 东北大学材料与冶金学院 , 沈阳 110004
摘 要 通过一种简单的数学模型研究了连铸坯凝固过程中枝晶生长的重要微观结构参数. 结合中碳钢连铸性能计算出凝 固过程中枝晶生长的尖端半径 、枝晶生长速率 、二次枝晶臂间距等枝晶相关参数 ,并研究了拉速对上述微观结构参数的影响. 分析了碳 、硅 、锰 、磷和硫等重要元素的微观偏析程度随凝固进程与坯壳生长的变化规律. 与前人经验模型的对比与验证表明 本文模型预测结果合理. 关键词 碳钢 ; 连铸 ; 凝固 ; 微观组织 ; 枝晶生长 分类号 TF 77711
(即溶质在固相中的扩散系数 )和枝晶臂粗化速率 等均影响微观偏析. 微观偏析模型是合金凝固体系 宏观模型的必要组成部分 , 同时与枝晶组织生长也
第 3期
郭 薇等 : 碳钢连铸凝固过程的微观模拟
·321·
密切相关. 合理地将其结合对于研究组织结构具有
重要意义. 当枝晶生长达到稳定状态 , 枝晶表面前
收稿日期 : 200922102229 作者简介 : 郭 薇 (1982—) , 女 , 博士研究生 ; 朱苗勇 (1965—) , 男 , 教授 , 博士生导师 , E2mail: myzhu@mail. neu. edu. cn
·320·
北 京 科 技 大 学 学 报
第 32卷
m2·s-
1
;
α L
为液相热扩散系数
,
m2 ·s-
1;Γ 为吉布
斯 22汤 姆 森 系 数 ,
K·m; σ3
为
稳
定
性
常
数
;
ξ c
为
Péclet准数 Pc 的函数.
若考虑枝晶尖端的溶质平衡有 :
- Gc DL = V ( CL3 - C3S )
(6)
同理 ,若考虑尖端的热平衡有 :
- GTLαL = VL / cp
的过饱和度 ; R 为枝晶尖端半径 , m; V 为枝晶尖端生
长速率 , m·s- 1 ; k0< /L 为平衡分配系数 , < 为铁素体 δ 相和奥氏体 γ相 ; mL 为液相线斜率 ; Gc 为固液界面
处的质 量 分 数 梯 度 , % ·m - 1; GT 为 温 度 梯 度 , K·
m - 1 ;λc 为最小扰动波长 , m; DL 为液相扩散系数 ,
Γ·V 4σ3 ·(DL
)
·1
2 P2c
-
L
2αL cp
·
∫ 1 -
(1 -
∞
k0< /L )·Pc·exp ( pc )·
Pc
exp ( z
z) dz
-
C0·mL·ξc·( k0< /L - 1) = 0
DL
( 10 )
式中 , cp 为比热容 , J·kg- 1·K- 1 ; GTS为枝晶尖端的固
表 1 中碳钢 S20成分 (质量分数 )
Table 1 Chem ical composition of S20 steel
%
C
Si Mn
P
S
Cr Ni
N
0118 0120 110 01024 0101 0108 0108 01004 8
表 2 碳钢的热物性参数 Table 2 Thermo2physical p roperties of carbon steel
1 数学模型
111 枝晶生长模型 枝晶的生长主要伴随着热扩散 、溶质扩散和表
面能效应这三个物理过程. 溶质边界层的作用是使 界面趋于失稳 ;热扩散对界面稳定性的影响取决于 温度梯度的方向 , 在负的温度梯度下 , 界面趋于失 稳 ;而表面能则作为一种稳定性力量使界面维持平 衡 ,从而使枝晶的稳态生长得以保持. 枝晶是凝固 组织中最为常见的一种结构 , 它的演变过程是平界 面在失稳条件下形成的稳态结构 , 因此研究枝晶形 貌演变过程有助于控制凝固组织形貌. 枝晶生长模