超声波检测原始记录
焊缝超声波检测报告格式

部件名称
焊缝编号
板厚
mm
缺陷
编号
缺陷深度
SL+dB
缺陷测长
㎜
评定
级别
备注
检测(资格)
日期
审核(资格)
日期
无损检测位置示意图
报告编号:
TJJQTS-2-09-13
工程(件)名称
产品编号
表面补偿
dB
扫描调节
检测面
技术
要求
检测比例
工艺卡号
检测标准
合格级别
评定
结果
部件名称
焊缝
长度
mm
检测结果
返修情况
最终检测长度
mm
扩检
长度
mm
最终
级别
(级)
一次返修
二次返修
三次返修
部位数
长度
mm
部位数
长度
mm
部位数
长度
mm
缺陷及
返修情况
1.本次检测返修部位共计处,最高返修次数次。
2.超标缺陷部位返修后经复验合格。
3.返修部位原缺陷情况见焊缝超声检测评定表。
检测
结果
1.本次检测的焊缝质量符合级的要求,结果合格。
2.检测部位详见超声检测位置示意图(另附),各部位检测情况详见超声检测评定记录表。
检测: 资格: UT级
检测专用章
报告日期:年月日
审核: 资格: UT级
签发:
焊缝超声波检测评定记录表
报告编号:
TJJQTS-2-09- 07
TJJQTS-2-09-09
超声波检测报告
委托单位 :
工程名称:
报告编号:
报告日期:
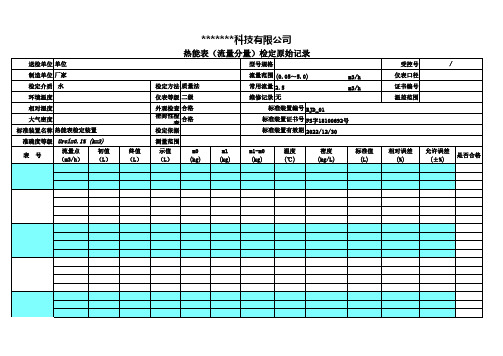
超声波热量表检测记录 模板
制造单位 厂家
检定介质 水
环境温度
相对湿度
大气密度
标准装置名称 热能表检定装置
准确度等级 Urel=0.1% (k=2)
表号
流量点 (m3/h)
初值 (L)
终值 (L)
*******科技有限公司
热能表(流量分量)检定原始记录
型号规格
检定方法 质量法 仪表等级 二级
流量范围 (0.05~5.0) 常用流量 2.5 维修记录 无
m3/h m3/h
外观检查 合格
密封性检 查
合格
检定依据
测量范围 示值 (L)
m0 (kg)
m1 (kg)
标准装置编号 RJD_01 标准装置证书号 FS字18100692号 标准装置有效期 2022/12/30
m1-m0 (kg)
温度 (℃)
密度 (kg/L)
标准值 (L)
受控号
/
仪表口径
证书编号
温差范围
相对误差 (%)Βιβλιοθήκη 允许误差 (±%) 是否合格
检定员:
检测员
核定员:
核检员
检定日期:
有效期至:
检定地点: 本所实验室
超声回弹综合法检测构件混凝土强度原始记录

°
□非泵送
第
页,共
页
********检测有限公司
超声波回弹综合法检测混凝土抗压强度原始记录
委托编号: 构件名称及位置 测区表面状态 强度设计值 依 据 标 准 仪器型号及编号 构件 测区 编号 1 2 3 4 5 6 7 8 9 10 强度计算 检测结论 检测: 审核: 平均值(MPa)= 标准差(MPa=) 最小值(MPa=) 推定值(MPa)= 测点回弹值Ri 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 测区声 1 2 3 强度 测区回弹 速代表 换算值 测距 声时 测距 声时 测距 声时 值 16 平均值 R (MPa) li ti li ti li ti v □风干 □潮湿 □光洁 □粗糙 检测方法 测 试 面 测试角度 混凝土浇筑方法 □泵送 □平测 □表面 □角测 □侧面 □对侧 □底面 检测日期 环境温度 回弹仪率定值 使用前 年 ℃ 使用后 月 日
焊缝超声波检测原始记录

第页共页
焊缝超声波检测原始记录
续页
序号
工作级焊缝编号
板厚mm
缺陷编号
当量尺寸
指示长度
mm
缺陷位置
评级
合格与否
备注
X方向
Y方向
H深度
焊缝1
14轴交A轴
N1aGKZ3S-2
焊缝1
BE轴—BD轴
N1GGL1-5
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
14轴—11轴
N1GGL1-1
焊缝2
焊缝3
焊缝4
14轴—11轴
评级
合格与否
备注
X方向
Y方向
H深度
焊缝14
焊缝15
焊缝1
BE轴—11轴
N1GGL1-3
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
11轴A—B轴
N1GGL1-10
焊缝2
焊缝3
焊缝4
焊缝5
焊缝6
焊缝1
11轴B—E轴
N1GGL1-12
焊缝2
检测人:
第页共页
焊缝超声波检测原始记录
续页
序号
工作级焊缝编号
板厚mm
缺陷编号
焊缝2
焊缝3
焊缝4
14轴—11轴
N1GGL1-7
焊缝5
焊缝6
焊缝7
14轴—11轴
N1GGL1-7
焊缝8
焊缝9
焊缝10
14轴—11轴
N1GGL1-8
焊缝11
焊缝12
焊缝13
14轴—11轴
N1GGL1-6
检测人:
第页共页
超声波检测原始记录
超声波检测原始记录超声波检测(Ultrasonic Testing,简称UT)是一种常见的无损检测技术,在工业、医疗、建筑等领域得到广泛应用。
超声波检测通过发射超声波并接收其反射信号,来评估被测物体的内部结构、缺陷、厚度等信息。
而超声波检测的原始记录是整个检测过程中所记录的关键数据,本文将围绕超声波检测原始记录展开讨论。
一、超声波检测原始记录的作用超声波检测原始记录是超声波检测过程中的实时数据记录,具有重要的作用。
首先,原始记录可以用于后续数据分析和处理,以便获得更精确的检测结果。
其次,原始记录是判断被测物体缺陷的依据,通过分析记录中的信号波形和幅值,可以确定缺陷的大小、位置和性质。
此外,原始记录还可以作为后续检测结果验证的参考依据。
二、超声波检测原始记录的要求超声波检测原始记录需要满足一定的要求,以确保检测结果的准确性和可靠性。
首先,记录应具有清晰的声波信号,避免噪声和杂波的干扰。
其次,记录的时间和幅度刻度要统一,以便后续的数据分析。
同时,记录应包含完整的检测过程,包括声波的发射、传播、反射和接收等过程的信息。
三、超声波检测原始记录的详细内容超声波检测原始记录应包含以下几个重要的内容。
1. 被测物体信息:记录被测物体的基本信息,包括名称、编号、材料、厚度等。
2. 检测设备信息:记录使用的超声波检测设备的型号、频率、探头等参数。
3. 检测人员信息:记录进行检测的人员的姓名、资质等信息。
4. 检测日期和地点:记录进行检测的具体日期和地点。
5. 检测过程数据:详细记录超声波检测的实时数据,包括发射声波的时间、接收反射信号的时间、声波的强度和幅值等。
6. 缺陷评定:根据检测数据进行缺陷评定,包括缺陷的位置、形状、大小、数量等信息。
7. 结果分析:对检测结果进行分析和总结,评估被测物体的可靠性和安全性。
四、超声波检测原始记录的保存和管理超声波检测原始记录的保存和管理对于后续的数据分析和结果验证非常重要。
(焊缝)无损探伤检测原始记录
受控编号:
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。
超声波测厚仪电子版校准原始记录

0.03
201.50 0.35
0.03
10.00
0.03
/
测头型号 5MHZ/0.250″
测头编号 AS546
以下空白
第 3 页,共 3 页
湖北省黄石市计量检定测试所
校准证书
证书编 号:
精测 字 第
号
委托单位 计量器具名称 型号规格 出厂编号 生产厂家 校准依据 校准结果
湖北新冶钢有限公司(钢管219) 超声波测厚仪 MX-3 43920
美国SONOTECH公司 JJF1126-2004《超声波测厚仪校准规范》
见第三页
(校准专用章)
批准人 核验人 校准员
备注
2 厚度校准的微调范围
符合
3 变换声速的厚度示值误差mm
-0.15
0.07
4 测量重复性mm
0.008
5 测量稳定性mm
0.024
标准块 示值误差 不确定度 标准块 示值误差 不确定度
0.50 /
/
15.36 0.01
0.03
1.00 /
6 1.20
/
示
值 1.50 0.01
误
差 2.00 0.01
校准日期 2015 年 4 月 2 日 建议再校日期 2016 年 4 月 1 日
计量检定机构授权证书号:(鄂)法计(2009)B001号 电话:0714-6517358
地址:湖北省黄石市大泉路1号
邮编:435000 传真:0714-6517358
第 1 页,共 3 页
湖北省黄石市计量检定测试所
证书编 号:
精测 字 第
0
号
本所是国家法定计量检定机构。
授权单位:湖北省质量技术监督局
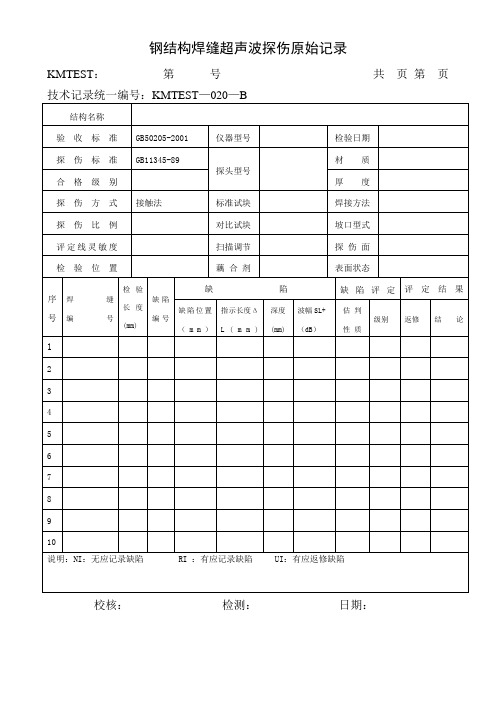
钢结构焊缝超声波探伤原始记录
缺陷位置(mm)
指示长度ΔL(mm)
(mm)
波幅SL+(dB)
估判
性质
返修
结论
1
2
3
4
5
6
7
8
9
10
说明:NI:无应记录缺陷RI:有应记录缺陷UI:有应返修缺陷
校核:检测:日期:
kmtest020b结构名称验收标准gb502052001仪器型号检验日期探伤标准gb1134589探头型号材质合格级别厚度探伤方式接触法标准试块焊接方法探伤比例对比试块坡口型式评定线灵敏度扫描调节探伤面检验位置藕合剂表面状态序号焊缝编号检验长度mm缺陷编号缺陷缺陷评定评定结果缺陷位置mm指示长度lmm深度mm波幅sldb估判性质级别返修结论12345678910说明
钢结构焊缝超声波探伤原始记录
KMTEST:第号共页第页
技术记录统一编号:KMTEST—020—B
结构名称
验收标准
仪器型号
检验日期
探伤标准
GB11345-89
探头型号
材质
厚度
接触法
标准试块
焊接方法
探伤比例
对比试块
坡口型式
扫描调节
探伤面
检验置
藕合剂
表面状态
序号
焊缝
编号
检验长度
(mm)
缺陷编号
缺陷
缺陷评定
超声波检测报告格式样本
超声波检测报告格式样本
姓名:XXX 性别:男年龄:30岁
检测日期:2021年9月1日
检测时间:上午9:00-10:00
检测目的:
本次检测旨在对患者XXX进行超声波检测,了解其腹腔内部器官的情况。
检测部位:
腹腔
检测仪器:
超声波诊断仪
检测方法:
采用经腹超声技术,患者取仰卧位,裸露腹部,使用适当的仪器和探头对腹腔各部位
进行检测,同时记录有关参数和指标,并进行影像记录和分析。
检测结果:
1. 肝脏:肝脏大小、形态、实质结构正常,肝门、肝静脉、肝动脉等血管供应正常,无明显包块或异常回声,未见明显异常。
2. 胆囊:胆囊大小适中,形态正常,壁呈均匀回声,内壁光滑,厚度正常,胆囊内
无结石,无积液,未见明显异常。
3. 胰腺:胰腺大小正常,形态规则,实质结构均匀,无包块,具有良好的回声特征。
未见明显异常。
6. 腹部血管:腹部主要血管供应正常,未见明显异常。
7. 腹膜后:未见明显包块和异常回声,未见明显异常。
结论:
本次检测结果显示,患者腹腔内各器官大小、形态、实质结构、血供等均处于正常范
围之内。
未发现明显异常。
建议患者注意饮食健康,避免过食油腻和辛辣食物,加强体育
锻炼,保持良好的生活习惯。
如有不适,请及时就医。
医生签名:
XX医生
2021年9月1日。
超声波检测焊缝质量检验原始记录
超声波检测焊缝质量检验原始记录一、目的和范围本文档的目的是记录超声波检测焊缝质量检验的原始数据以及相关信息。
本次检验范围包括对焊接件进行超声波探伤,以评估焊缝的质量,并确保焊接件在正常使用条件下具有良好的可靠性和安全性。
二、检验设备和参数本次检验使用的超声波检测设备为XXX型超声波探伤仪器。
探头频率为10 MHz,检测模式为TOFD(时间控制全息法),扫描方式为直线扫描。
三、检验对象和要求本次检验的焊接件为金属材料。
检验要求焊缝完整无瑕疵,焊缝的强度和密封性能符合相关标准。
四、检验过程和结果1. 准备工作检验前,仔细清洁焊接件表面的杂质和油污,以确保准确的检测结果。
同时,将探头与仪器连接好,并调整探头的位置和角度,使其与待检焊缝垂直。
2. 扫描焊缝使用超声波探测仪器对焊缝进行扫描。
根据焊接件的几何形状和尺寸,确定扫描线的位置和方向。
获取焊缝的断面图像,并实时显示在超声波仪器的屏幕上。
3. 录入数据记录并保存每个焊缝的扫描图像,并标注相关信息,包括焊缝编号、焊接材料、焊接方法、焊接工艺等。
4. 检测结果分析分析焊缝的超声波图像,判断焊缝中是否存在缺陷。
常见的焊缝缺陷包括夹杂物、气孔、未熔合、凹陷等。
根据图像的亮度和形状,可以初步判断缺陷的类型和位置。
5. 检验报告按照检验结果,编写详细的检验报告。
报告中包括焊缝的基本信息、超声波图像、缺陷类型与位置分析、缺陷评级等内容。
五、质量评定根据焊缝的缺陷数量、位置和严重程度,对焊缝质量进行评定。
根据相关标准,划分为合格、不合格和待修复等不同等级。
六、附录本文档主要附录为焊缝的超声波图像及检验报告中所需的其他信息。
七、结论经过超声波检测,本次焊缝的质量检验结果如下:1. 检验范围内共发现焊缝缺陷3处,其中包括1处未熔合和2处夹杂物;2. 缺陷类型和位置已在检验报告中详细描述;3. 根据相关标准,判定焊缝为不合格等级。
总结:超声波检测是一种常用的焊缝质量检验方法,通过分析焊缝的超声波图像,可以有效地发现焊缝中的缺陷并进行评估。
管道超声检测原始记录
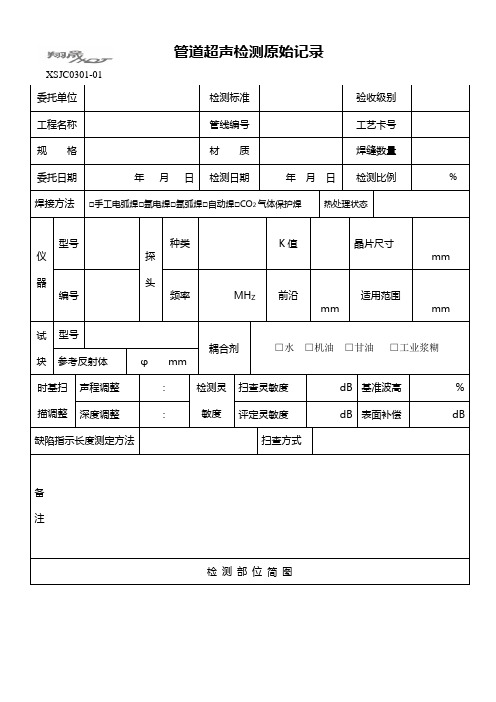
XSJC0301-01 委托单位 工程名称 规 格 委托日期 焊接方法 仪 器 试 块 型号 编号 型号 φ : : mm 记录编号: 检测标准 管线编号 材 质 检测日期
共 页 第 页
年
月
日
年
月
日
验收级别 工艺卡号 焊缝数量 检测比例
%
□手工电弧焊□氩电焊□氩弧焊□自动焊□CO2 气体保护焊
共 页 第 页
累 计 长度 mm
缺陷 性质
评 级
姓名: 资格: 年 月 日
姓名: 记录 资格: 人 年 月 日
管道对接接头超声检测记录(续页)
XSJC0301-01-1 缺陷位置 管线 规格 焊缝 编号 部位示意图尺 寸(mm) 缺 陷 序 号 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 姓名: 检 测 人 资格: 年 月 日 复 核 人 姓名: 资格: 年 月 日 记 录 人 姓名: 资格: 年 月 日 记录编号: 缺陷尺寸参数 自身 埋 藏 指 示 最大波 高度 深 度 长 度 幅 mm mm mm
热处理状态
探 头
种类 频率 MHZ 耦合剂 检测灵 敏度
K值 前沿 □水 mm □机油
晶片尺寸 适用范围 □甘油
mm mm
参考反射体 时基扫 声程调整 描调整 深度调整
□工业浆糊 % dB
扫查灵敏度 评定灵敏度 扫查方式
dB 基准波高 dB 表面补偿 Nhomakorabea缺陷指示长度测定方法
备 注
检 测 部 位 简 图
姓名: 检 测 人 资格: 年 月 日 复 核 人
B超超声功率校准记录

医用超声诊断仪超声源检定/校准原始记录证书编号: 记录编号: 委托单位: 联系地址: 计量器具名称: 制造厂: 型号/规格: 编号: 接收状态: 技术依据: JJG639-1998 环境温度: ℃ 湿度: %RH检定/校准日期: 检定/校准地点: 所用设备:超声功率计 型号/规格:UPM-DP-1 证书号:LSan2011-0513 不确定度(或准确度): U = 10% k = 2 有效期:2013.03.27一、 声强校准结果测量结果的不确定度(或准确度):U =0.16 mW/cm 2 k = 2二、超声功率源测量结果的不确定度评定报告 1、 输出声功率P (mw )单次测量实验标准差110)(1012--=∑=i iP P s =0.11=单次测量标准不确定度:1u =S =0.11由测量重复性导致的测量结果的A 类标准不确定度:1()u p == 0.03 mW/cm 22、超声功率计引入的标准不确定度根据上级证书给出超声功率计的标准不确定度U=10%,包含因子k =2,按正态分布,采用B 类方法进行评定。
2()U u p k==0.05 mW/cm 23、超声功率计分辨力的标准不确定度u 3的评定超声功率计的数字示值分辨力为1个字,相当于0.1 mW ,取样误差为±0.05 mW ,属均匀分布,包含因子k =3,按B 类方法评定,则:3()u p ==0.03 mW/cm 24、合成标准不确定度 =)(p u C =++232221u u u =0.07扩展不确定度为: ()20.070.14c U k u p =⨯=⨯= mW/cm 2k =2检定/校准人员: 核验人员:检定/校准人员:核验人员:。
超声波探伤原始记录

检验编号: 委托编号: 第 页 共 页
校核: 检测:
工程名称 材料牌号 焊缝质量等级 检测日期 验收等级 检测等级 焊缝种类 检测面状态 扫查方式 检测时机 藕合剂
表面补偿
检测温度(℃)
检测依据 检测设备
探头规格
□2.5P13×13K2 □2.5P13×13K2.5 □2.5P10×16K1 其他:
试 块
□CSK-ⅠA □CSK-ⅢA □RB-2 其他:
基准灵敏度 □Φ3×40-14dB □DAC-16dB 其他:
检测示意图:
备注:1.缺陷位置指缺陷波幅最高点距焊缝左端头的距离表示为X ;距焊缝中心轴线的距离表示为Y ;缺陷长度表示为l ;缺陷深度表示为Z ;缺陷当量表示为H 0±dB 。
2.表卡中的“□”,执行的为“ ”。
检验编号:委托编号: 第页共页
工件编号工件部位
焊缝
编号
检测
长度
(mm)
母材
厚度
(mm)
缺陷检出情况
验收
级别
检测
结果
返修
情况
纵向位
置X(mm)
横向位
置Y(mm)
深度位
置Z(mm)
显示
长度
l(mm)
最大回
波幅度
H0±dB
检测
情况
说明
结论
备注
校核:检测:。
超声波检测混凝土裂缝深度原始记录表
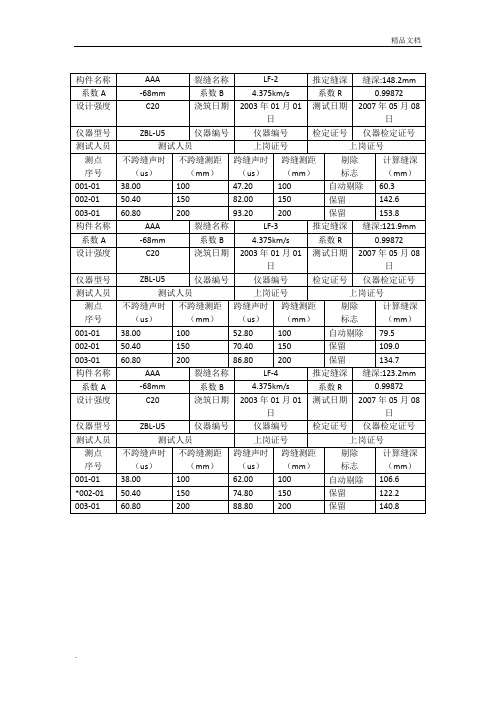
计算缝深
(mm)
001-01
38.00
100
52.80
100
自动剔除
79.5
002-01
50.40
150
70.40
150
保留
109.0
003-01
60.80
200
86.80
200
保留
134.7
构件名称
AAA
裂缝名称
LF-4
推定缝深
缝深:123.2mm
系数A
-68mm
系数B
4.375km/s
系数R
0.99872
设计强度
C20
浇筑日期
2003年01月01日
测试日期
2007年05月08日
仪器型号
ZBL-U5
仪器编号
仪器编号
检定证号
仪器检定证号
测试人员
测试人员
上岗证号
上岗证号
测点
序号
不跨缝声时(us)
不跨缝测距(mm)
跨缝声时(us)
跨缝测距(mm)
剔除
标志
计算缝深
(mm)
001-01
38.00
100
构件名称
AAA
裂缝名称
LF-2
推定缝深
缝深:148.2mm
系数A
-68mm
系数B
4.375km/s
系数R
0.99872
设计强度
C20
浇筑日期
2003年01月01日
测试日期
2007年05月08日
仪器型号
ZBL-U5
仪器编号
仪器编号
检定证号
仪器检定证号
测试人员
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程名称
广州东方新材料有限公司中试车间工程
构件名称
工程编号
/
材料牌号
Q235□Q345□Q235B□
Q345B□其他□
构件规格
/
坡口形式
V□;K□
X□I□
焊缝种类
对接□;角接□
焊接方法
手工电弧焊□埋弧自动焊□
C02气体保护焊□
检测时机
焊后
检验等级
A级□;B级□
检测标准
GB/T11345-89□ JG/T203-2007□
现场检测:校对:检测日期:
超声波检测原始记录
记录编号:C2011(28)
工程名称
广州东方新材料有限公司中试车间工程
构件名称
工程编号
材料牌号
Q235□Q345□Q235B□
Q345B□其他□
构件规格
坡口形式
V□;K□
X□I□
焊缝种类
对接□;角接□
焊接方法
手工电弧焊□埋弧自动焊□
C02气体保护焊□
检测时机
焊后
检验等级
A级□;B级□
检测标准
GB/T 11345-89 □ JG/T 203-2007 □
仪器型号
PXUT-350
评定级别
Ⅰ级□ Ⅱ级□ Ⅲ级□
仪器编号
使用状态
□正常 □异常
试块型号
CSK-IA □;RB-3□
CSK-IDj □;CSK-ICj □
探头规格
□2.5P8×12K2.5□2.5P13×13K2□5P6×6K3
仪器型号
PXUT-350
检验级别
Ⅰ级□ Ⅱ级□ Ⅲ级□
仪器编号
试块型号
CSK-IA □;RB-3□
CSK-IDj □;CSK-ICj □
探头规格
□2.5P8×12K2.5□2.5P13×13K2□5P6×6K3
耦 合 剂
浆糊
表面状态
打磨
表面补偿
4dB
扫描调节
1:1
检测灵敏度
DAC-16dB
检测比例
20%
耦 合 剂
浆糊
表面状态
打磨
表面补偿
4dB
扫描调节
1:1
检测灵敏度
DAC-16dB
检测比例
20%
评定曲线
DAC□;SL□
序号
构件编号
焊缝编号
厚度
(㎜)
检测长度(㎜)
缺陷显示描述
评定
级别
结果
NI
RI
UI
深度
长度
当量
1
2
3
4
5
6
7
8
备注
NI—无应记录缺陷;RI—有应记录缺陷;UI—有应返修缺陷;深度、长度单位 mm;当量单位 dB
工程信 息
记录编号:C2011(28)
工程名称
广州东方新材料有限公司中试车间工程
工程地点
科学城科丰路以西,南云四路以东
委托单位
广东省第一建筑工程有限公司
建设单位
广州东方新材料有限公司
设计单位
广东省轻纺建筑设计院
承建单位
广东省第一建筑工程有限公司
钢结构制作单位
惠州市丰源钢结构有限公司
监理单位
广州经济技术开发区建设监理有限公司
监督单位
广州市开发区建设工程安全质量监督站
检测性质
□常规检测
□监督检测
( )单号
质量等级
检测比例
材料牌号
材料规格
钢结构建筑面积
2800m2
建筑层数
单层
构件数量
桁架榀;钢柱件;钢梁件;吊车梁件;杆件件;螺栓球件
检测方法
超声波检测
检测数量
监督员
梁尚华
联系电话
委托人
李世坤
联系电话
备注
说明:该表格由委托方正楷填写。
现场检测:校对:检测日期:
超声波检测原始记录(续表)
记录编号:C2011(28)
序号
构件编号
焊缝编号
厚度
(㎜)
检测长度(㎜)
缺陷显示描述
评定
级别
结果
NI
RI
UI
深度
长度
当量
备注
NI—无应记录缺陷;RI—有应记录缺陷;UI—有应返修缺陷;深、长度单位 mm;当量单位 dB
现场检测:校对:检测日期:
超声波检测原始记录
/
/
序号
构件编号
焊缝编号
厚度
(㎜)
检测长度
(㎜)
Hale Waihona Puke 缺陷描述评定级别结果
1
2
3
4
5
6
7
8
9
现场检测:校对: 检测日期:
超声波检测原始记录(续表)
记录编号:C2010(28)
序号
构件编号
焊缝编号
厚度
(㎜)
检测长度
(㎜)
缺陷描述
评定
级别
结果
备注
现场检测:校对: 检测日期: