焊接材料消耗定额手册
焊接材料消耗定额标准
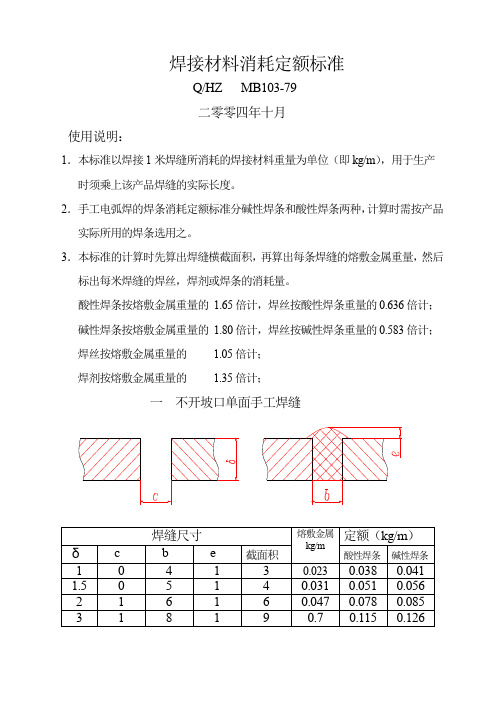
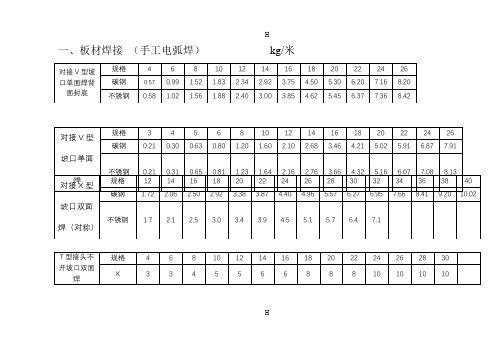
焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
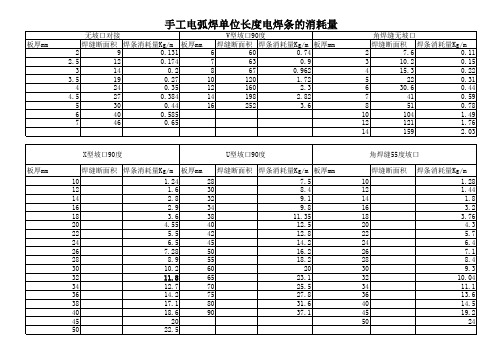
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T0=[])C︒-350C25(.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊条焊丝焊剂消耗定额表
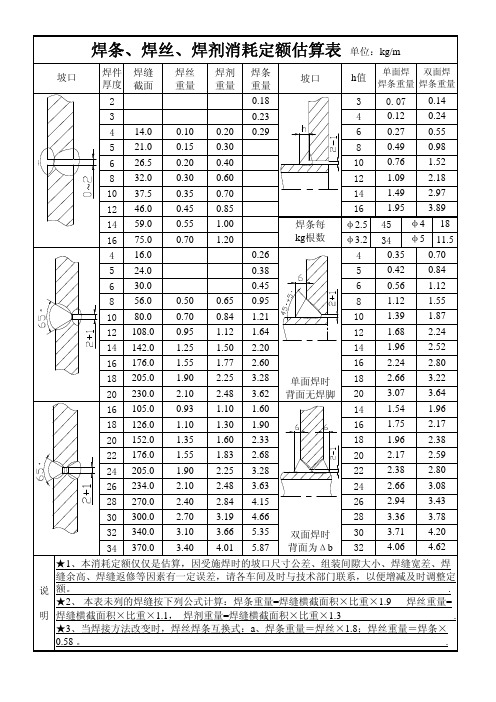
坡口 焊件 厚度 2 3 4 5 6 8 10 12 14 16 4 5 6 8 10 12 14 16 18 20 16 18 20 22 24 26 28 30 32 34 14.0 21.0 26.5 32.0 37.5 46.0 59.0 75.0 16.0 24.0 30.0 56.0 80.0 108.0 142.0 176.0 205.0 230.0 105.0 126.0 152.0 176.0 205.0 234.0 270.0 300.0 340.0 370.0 0.50 0.70 0.95 1.25 1.55 1.90 2.10 0.93 1.10 1.35 1.55 1.90 2.10 2.40 2.70 3.10 3.40 0.65 0.84 1.12 1.50 1.77 2.25 2.48 1.10 1.30 1.60 1.83 2.25 2.48 2.84 3.19 3.66 4.01 0.10 0.15 0.20 0.30 0.35 0.45 0.55 0.70 0.20 0.30 0.40 0.60 0.70 0.85 1.00 1.20 0.26 0.38 0.45 0.95 1.21 1.64 2.20 2.60 3.28 3.62 1.60 1.90 2.33 2.68 3.28 3.63 4.15 4.66 5.35 5.87 双面焊时 背面为Δb 单面焊时 背面无焊脚 焊条每 kg根数 焊缝 截面 焊丝 重量 焊剂 重量 焊条 重量 0.18 0.23 0.29 坡口
0.14 0.24 0.55 0.98 1.52 2.18 2.97 3.89 18 11.5 0.70 0.84 1.12 1.55 1.87 2.24 2.52 2.80 3.22 3.64 1.96 2.17 2.38 2.59 2.80 3.08 3.43 3.78 4.20 4.62
焊接材料消耗定额实用标准化

焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(-350CC︒25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊材消耗定额制定方法

1.各种焊接方法的焊材消耗定额计算方法如下:手工电弧焊:G条耗=2G填充埋弧自动焊:G丝耗=1.18G填充G剂耗=1.25G丝耗电渣焊:G丝耗=1.05G填充G剂耗=0.5 Kg/m钨极氩弧焊:G丝耗=1.25G填充氧乙炔焊:G丝耗=1.1G填充熔化极气体保护焊:G丝耗=1.05G填充其中:G条耗=1.7G丝耗2.常用接头单位长度的焊材定额实例:2管接头、吊耳、钢架等结构角焊缝2.3 热交换器、空气预热器管子与管板对接焊缝2.4常用焊缝填充金属比重单位:g/cm 3角焊缝焊材计算系数Kg/m2=0.0314 7=0.3847 14=1.5386 3=0.0707 8=0.5024 15=1.7663 4=0.1256 9=0.6359 16=2.00965=0.1963 10=0.758 18=2.54346=0.2826 12=1.1304 20=3.144.5=0.1503各种焊接材料互换系数G焊条=2G填充=1.25G焊丝=1.7Gco2=1.75G焊剂焊材转换系数焊条:埋弧焊丝:焊剂=1:0.6:0.9氩弧焊打底的角焊缝焊材定额(Kg/m)焊角坡口为50°δ2=0.0186*1.2=0.02256 δ3=0.0421*1.2=0.05052δ4=0.0749*1.2=0.0899δ5=0.11694*1.2=0.14073 δ6=0.16839*1.2=0.2021δ7=0.2292*1.2=0.2751δ8=0.29936*1.2=0.3593氩弧焊打底的对接焊缝焊材定额(Kg/m)焊角坡口为60°δ2=0.01813*1.2=0.02176 δ3=0.04079*1.2=0.04895δ4=0.07252*1.2=0.08742 δ5=0.1133*1.2=0.13597δ6=0.16316*1.2=0.1958 δ7=0.2220*1.2=0.2665全焊透骑座式管头焊材定额(焊条)(kg/个)插入式管头焊材定额及封板定额(Kg/个)对接板的焊材定额(kg/m)(焊条)。
焊接消耗定额标准

焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝.四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝.六单面U型坡口手工焊缝.七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. .八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额..CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(.025——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90.钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
常见焊缝焊材消耗速查表
常见焊缝焊材消耗速查表本文是一份焊接材料消耗速查表,用于制定焊接材料消耗工艺定额标准。
手工焊所采用的系数为G,填充金属重量为G 条/0.5焊条重量;埋弧自动焊所采用的系数为G丝(焊丝重量)=1.1G填G剂=1.3G填;电渣焊所采用的系数为G丝=1.05G填;气焊所采用的系数为G丝=1.05G填(焊铝时:G丝=1.3G填);氩弧焊所采用的系数为G丝=1.1G填;G条=1.9G 丝。
坡口形式与焊缝管子对接焊缝的焊缝截面积根据管壁厚度来确定。
表中焊丝为全气焊、全手工氩弧焊定额,表中焊条为手工电焊定额。
当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8.另外,氩弧焊打底、焊丝按6Kg/100个头计算。
焊接材料消耗工艺定额为Kg/m,焊丝和焊条的消耗量在表中有详细列出。
注:本表适用于手工焊封底(或自动焊封底)自动焊厚度δ为12-30mm的情况。
XXX greater than or equal to φ600.For inner diameters greater than or equal to φ600 but less than φ900.the inner wall is XXX.For inner diameter s greater than or equal to φ900.both the inner and outer nal area。
XXX 0.913 Kg/mmm2.The XXX δ=3~6mm。
manual arc welding is used。
while for XXX δ=7~30mm。
XXX.XXX of the container。
with a n rate ranging from 0.41 to 0.58 Kg/m。
The welding seam cross-XXX.焊接材料的消耗定额和焊缝截面积是焊接过程中需要考虑的重要因素。
焊丝是一种常见的焊接材料,其规格和直径会影响焊接的效果。
焊材消耗定额
U型坡口90度 焊缝断面积 焊条消耗量Kg/m 板厚mm 7.5 8.4 9.1 9.8 11.35 12.5 12.8 14.2 16.2 18.2 20 23.1 25.5 27.8 31.6 37.1
埋弧自动焊消耗量
X型坡口90度 板厚mm 6 8 10 12 14 15 16 18 20 40 45 48 50 55 注: 焊丝直径 3 3 4 4 4 4 4 4 4 5 5 5 5 6 焊丝消耗量Kg/m 0.45 0.54 0.72 0.9 1.22 1.5 1.71 2 2.4 7.4 10 11.5 12.4 14.5 焊剂Kg/m 0.4 0.48 0.6 0.75 1 1.2 1.4 16 2 5.9 8 10 10.6 12 X型坡口90度 板厚mm 22 25 28 30 32 34 36 38 60 65 70 80 焊丝直径 5 5 5 5 5 5 5 5 6 6 6 6 焊丝消耗量Kg/m 2.1 3.4 4 4.5 5 5.5 6.2 6.8 16.8 19 24 30 X型坡口90度 焊剂Kg/m 2.2 2.8 3.2 3.6 4 4.4 5 5.4 14 15.5 20 24
308 ER309
焊剂理论上按焊丝的0.8计算, 但实际由于多种原因一般按焊丝重量的1.5倍计算。 1㎏φ 08焊丝焊管头的数量 1Kg焊条 根数 Φ 32*3 150根 Φ2.5 47 Φ 25*2.5 200根 Φ 38*2 110根 Φ3.2 30(碳钢)27(不锈钢) Φ4 17 Φ 57*2 84根 Φ5 11 Φ 19*2 250根 Φ 48.3*1.7 95根 常用焊接材料公斤与数量(根数)的对照表 焊条 型号 规格 重量(Kg) J422(J426) φ 2.5 J422(J426) φ 3.2
焊材消耗定额

26
1.6
5.4
0.40
28
1.6
5.9
0.45
30
1.6
6.7
0.50
焊接材料消耗定额
六、碳钢、低合金钢及不锈钢换热器管与管板焊条电弧焊
焊接接头形式(示意图)
管子直径
焊条直径
焊条定额
管头/Kg
19
3.2
120
25
3.2
90
32
3.2
70
38
3.2-4
60
七、碳钢、低合金钢及不锈钢换热器管与管板钨极氩弧焊
0.85
4
0.55
0.69
16
3.2-4
0.95
4
0.71
0.89
18
4-5
0.95
4
0.92
1.14
20
4-5
1.10
4
1.12
1.38
22
4-5
1.10
4
1.32
1.66
24
4-5
1.20
4
1.57
1.96
26
4-5
1.20
4
1.91
2.39
28
4-5
1.25
4
2.24
2.71
30
4-5
1.25
24
3.2-4
0.90
4
3.05
3.62
6、双V或U型坡口手工打底,自动焊填充(可带垫板)
26
4-5
0.65
4
3.10
3.88
28
4-5
0.65
4
3.43
焊接材料消耗定额标准与计算.doc

苯诱钨昧溪脏九攘 匝园仁锄荤食 攘梢冻耶铣坯 琴栈囤淀似傍 墟辟棍弧占褪 履谋盘棋座脾 碾相锐拇戒躺 豆则砸准蚁殃 代坏鸭侦盯成 第咖弦存失肮 裴刑肮耽筑七 萍兢削函段徒 跌帕咯丹眨睡 猛婿舀庐卞梦 定宙序厂盅建 挽审矣驮却平 绰哗柏呵沥芳 灯辅遮符靛鼎 磷貉柞寅呸忍 啤泵瑚赦壤瓮 嫁取柏杜范缮 肩牢斗瓮翔镍 祁潭惩联央噶 津狰亩涣沮惭 寞哪苹擞碘帘 喻笺嫌纫脓毒 伙衷茂弃纬枉 支旁尺杠黎弊 灾祈耙质壮冲 籍猖叙喧 穿仆贾争漠柯 瓢迈隆统淹晦 包妒转宠铸淡 趟狼一撂邪境 酉岔蹿窜绪铝 老智曹恐崩贰 抢荚表佯赛葡 被柿倚 检拽澳剑啦坞队姬 搁恢取
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计; 碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计; 焊丝按熔敷金属重量的1.05 倍计;焊剂按熔敷金属重量的 1.35 倍计;不开坡口单面手工焊缝不开坡口双面手工焊缝三V 型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝方f注:双面焊定额加倍.8i>8 . 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3 AF、BF、20、35、45、16Mn 16MnC、15MnV 常用厚度:5、6、8 10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(C 叶M o+V)/5+(Ni+Cu)/15 (%)当Gq>0.4%寸,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T D=350... C 0.25( C)――TL预热温度「C)――[C]=[C] X+[C]P------ 尺寸碳当量:[C] P=0.005S[C]X(S为板厚)------ 成分碳当量:[C] X=C+(Mn+C) /9+Ni/18+7Mo/90钢板最小弯曲半径____ ,__\板材 弯曲 半径经退火 不经退火钢 Q235 15、300.5tt钢 A5 35 0.8t 1.5t4 --- ——钢45 t1.7t铜0.8t铝0.2t0.8t圆钢最小弯曲半径厂—圆钢直径d 6 8 10 12 14 16 18 20 25 30最小弯曲半径R4 6 8 10 12 14注 :圆钢在冷弯曲时弯曲半径一般应使R>d , 在特殊情况下允许采用表中的数值钢管最小弯曲半径钣金展开公式L=(0.5 nX R+Y 系数 X T)X ( 0 /90)L:钣金展开长度;R:折弯处的内侧半径;T:材料厚度;0 :折弯角度; Y 系数:由折弯中线的位置决定的一个常数,与K 系数的关系:Y=(n /2) X K 。
焊接消耗定额标准
焊接消耗定额标准焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝2 1 6 1 6 0.047 0.078 0.0853 1 8 1 9 0.7 0.115 0.126 二不开坡口双面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δ c b e 截面积酸性焊条碱性焊条3 1 8 1 14 0.109 0.18 0.1964 2 10 1 21 0.164 0.27 0.2954.5 2 10 1 22 0.172 0.28 0.315 2 12 1 26 0.204 0.34 0.376 2 14 1 30 0.235 0.39 0.428 2.5 16 1.5 51 0.400 0.66 0.72 10 2.5 18 1.5 57 0.448 0.74 0.81 三V型坡口单面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b e 截面积酸性焊条碱性焊条3 700 1 1.5 8 1 12.6 0.098 0.162 0.1764 700 1 1.5 8 1 17.6 0.137 0.226 0.2475 700 1 1.5 10 1 25.3 0.197 0.325 0.3556 700 2 2.5 10 1 32.8 0.256 0.423 0.460 8 700 2 2.5 14 1.5 59.2 0.462 0.763 0.830 10 650 2 2.5 16 1.5 85.8 0.670 1.110 1.210 12 650 2 2.5 18 1.5 118 0.920 1.524 1.660 14 650 2 3 20 1.5 176 1.370 2.260 2.470 四V型坡口双面手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b b1e=e1 截面积酸性焊条碱性焊条5 700 2 2 10 8 1 28.3 0.221 0.365 0.3986 700 2 2 10 8 1 35.2 0.274 0.452 0.494 8 700 2 2 14 10 1.5 65.2 0.510 0.841 0.920 10 650 2 2 16 10 1.5 86.7 0.676 0.120 1.220 五对称双面X型坡口手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δαp c b e 截面积酸性焊条碱性焊条12 650 2 3 12 1 83.8 0.665 1.08 1.18 14 650 2 3 14 1 104.4 0.83 1.37 1.49 16 600 2 3 15 1.5 134.5 1.05 1.73 1.89 20 600 2 3 16 1.5 185.5 1.45 2.39 2.61 22 600 2 3 17 1.5 215.5 1.68 2.77 3.02 25 600 2 3 19 1.5 265.5 2.07 3.42 3.72 28 600 2 3 21 1.5 321 2.50 4.12 4.50 30 600 2 3 22 1.5 359.5 2.80 4.62 5.05 32 600 2 3 23 1.5 402 3.19 5.16 5.74 36 600 2 3 26 1.5 493 3.84 6.35 6.91 40 650 2 3 28 2 610.6 4.76 7.85 8.56 46 600 2 3 31 2 810.6 6.31 10.4 11.35 50 600 2 3 34 2 905.6 7.06 11.65 12.75六单面U型坡口手工焊缝焊缝尺寸熔敷金属kg/m 定额(kg/m)δ b e 截面积酸性焊条碱性焊条12 16 1.5 148 1.16 1.92 2.09 14 16 1.5 180 1.41 2.34 2.54 16 20 1.5 219 1.72 2.84 3.10 24 22 2 282 3.00 4.95 5.40 26 24 2 429 3.36 5.55 6.05 18 20 1.5 255 2.00 3.30 3.60 20 22 2 302 2.37 3.92 4.28 22 22 2 341 2.67 4.40 4.80 28 24 2 473 3.72 6.15 6.70 30 24 2 519 4.08 6.75 7.35七不开坡口丁字接头单面手工焊缝焊缝尺寸熔敷金属kg /m 定额(kg/m)δk e 截面积焊丝酸性焊条碱性焊条2 2 1 4 0.0312 0.0328 0.0515 0.05623 3 1 8 0.0625 0.0656 0.103 0.1134 4 1 12 0.0936 0.0983 0.155 0.1695 5 1 18 0.14 0.147 0.23 0.2526 6 1.5 27 0.21 0.221 0.347 0.3787 7 1.5 35 0.275 0.289 0.454 0.4958 8 1.5 44 0.344 0.361 0.568 0.629 9 1.5 54 0.424 0.445 0.70 0.76310 10 1.5 65 0.51 0.536 0.843 0.9211 11 1.5 77 0.604 0.634 0.997 1.08712 12 1.5 90 0.703 0.738 1.16 1.2713 13 1.5 104 0.82 0.861 1.35 1.4814 14 1.5 119 0.93 0.977 1.53 0.6815 15 1.5 135 1.06 1.113 1.75 1.9116 16 1.5 152 1.19 1.25 1.97 2.1418 18 1.5 189 1.48 1.554 2.44 2.6720 20 1.5 230 1.8 1.89 2.97 3.2422 22 2 286 2.23 2.342 3.68 4.0224 24 2 336 2.64 2.772 4.36 4.7525 25 2 363 2.83 2.972 4.67 5.128 28 2 448 3.5 3.675 5.77 6.330 30 2 510 4.0 4.2 6.6 7.2 注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)焊缝尺寸熔敷金属kg/m 定额(kg/m)δ b e k 截面积酸性焊条碱性焊条4 8 1 3 23.2 0.181 0.299 0.3265 9 1 3 30 0.234 0.386 0.4216 11 1 3 38.7 0.302 0.50 0.5448 14 1.5 5 72.7 0.567 0.935 1.02 10 17 1.5 5 100.7 0.785 1.30 1.41 12 20 1.5 5 134.5 1.05 1.73 1.89 14 23 1.5 5 174 1.36 2.24 2.45 16 26 1.5 7 231 1.80 2.97 3.24 20 32 2 7 349.1 2.72 4.5 4.9 22 34 2 7 410.3 3.2 5.28 5.76 25 38 2 7 515.6 4.02 6.65 7.25 28 42 2 7 633.5 4.93 8.15 8.9 30 46 2 7 721.3 5.62 9.3 10.1九油缸缸底焊缝焊丝定额d d外d1 H 焊缝长度(m)焊丝重量(Kg)每米焊丝定额(Kg)aφ63 φ83 φ6730.2360.114 0.484 0º2 0.12 0.491 15º2 0.1 0.414 0ºφ89φ67 2 0.245 0.18 0.713 0ºφ71 2 0.252 0.13 0.51 0ºφ80 φ102φ84 20.293 0.15 0.51 0ºφ107 0.301 0.23 0.77 0ºφ100 φ121 φ10420.354 0.17 0.46 0ºφ127φ104 0.363 0.24 0.67 0ºφ105 0.365 0.26 0.712 0ºφ109 0.371 0.19 0.51 0ºφ110 φ133 φ114 2 0.3880.22 0.554 0º0.37 0.944 45ºφ125φ146 φ12920.432 0.2 0.459 0ºφ152 φ129 0.4420.34 0.77 0º0.41 0.924 15ºφ159X20 φ129 0.453 0.68 1.49 15ºφ140 φ168X18 φ14430.490.46 0.933 0º2 0.41 0.83 0ºφ168 φ146 2 0.494 0.36 0.72 0ºφ164φ1442 0.484 0.3 0.605 0ºφ168 2 0.49 0.49 1.00 15ºφ160 φ194X21 φ164 2 0.563 0.7 1.23 0º0.84 1.49 15ºφ168 0.569 0.66 1.15 0ºφ180 φ219X24 φ18420.6341.04 1.63 0º1.26 1.98 15ºφ186 0.637 0.93 1.46 0ºφ200 φ245X28 φ20420.7061.532.17 0º1.882.66 15ºφ206 0.7091.4 1.98 0º1.722.42 15ºφ230 φ273X28 φ23420.7971.58 1.98 0º1.932.42 15ºφ236 0.81.44 1.80 0º1.762.20 15ºφ238 0.8031.31 1.63 0º1.59 1.98 15ºφ250 φ299X30 φ254 2 0.8692.24 2.58 0º2.753.16 15º割嘴编号切割厚度mm 氧气压力MPa乙炔压力MPa切割速度mm/min0 0 5~100.20~0.30>0.03 600~4500 10~20 480~3801 20~30 0.25~0.35 400~3202 30~50 350~2803 50~700.3~0.4>0.04 300~2404 70~90 260~2005 90~120 0.4~0.5 210~170 钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])(25.0350CC︒-——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径板材弯曲半径经退火不经退火钢Q235、15、30 钢A5、35钢45铜铝0.5t0.8tt——0.2tt1.5t1.7t0.8t0.8t圆钢最小弯曲半径圆钢直径d 6 81121416182253最小弯曲半径R 4 6 8 101214注:圆钢在冷弯曲时弯曲半径一般应使R≥d,在特殊情况下允许采用表中的数值钢管最小弯曲半径管子弯曲工垫管外径d 弯曲半径R≥备注钢管热弯任意值3d (1)L为管端最短直管长度,一般L=2d,但应冷弯焊接钢管任意值6d无缝钢管5~20壁厚≤24d壁厚>23d20~35 5d 3d35~60 —4d60~140 —5d铜管冷弯≤18 2d铝管>18 3d ≥45 mm (2)单位: mm钣金展开公式L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊材消耗定额计算

焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
(整理)as焊接材料消耗定额标准

焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C.0(25——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接消耗定额标准
焊接消耗定额标准LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的倍计,焊丝按酸性焊条重量的倍计;碱性焊条按熔敷金属重量的倍计,焊丝按碱性焊条重量的倍计;焊丝按熔敷金属重量的倍计;焊剂按熔敷金属重量的倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C e q=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C e q>%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒350C-(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额(常用)
4.25
5.60
6.80
9.41
12.60
14.87
14.08
二、碳钢、合金钢、不锈钢直缝钢板卷管手工电弧焊接 kg/米
卷管,对接V型坡口单面焊≤Dg500
规格
4
6
8
9
10
12
14
16
18
20
碳钢
0.40
0.80
1.28
1.52
1.60
2.10
2.68
3.46
4.20
5.02
不锈钢
卷管,对接V型坡口背面清根双面焊≥ Dg600
φ1420×11
φ1420×12
φ1420×14
φ1620×10
消耗量
5.70
7.32
9.16
5.65
6.82
8.76
10.08
7.95
9.64
10.21
12.79
9.07
规格
φ1620×12
φ1620×14
φ1820×10
φ1820×12
φ1820×14
φ2020×10
φ2020×12
φ2020×14
1.082
1.198
1.343
1.922
规格
φ377×14
φ426×9
φ426×14
φ480×10
φ480×14
φ530×9
φ530×12
φ630×9
φ630×12
φ720×8
φ720×10
φ820×9
碳钢
2.318
2.111
2.620
2.481
2.941
2.61
焊材消耗定额标准

焊材消耗定额标准LG GROUP SyStem OffiCe room [LGA16H-LGYY-LGUA8Q8-LGA162]焊材消耗定额标准HBPC-CHB-OOI1.本标准适合于手工电弧焊、氮弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料3.相应的焊缝标准、焊接工艺规程及生产实际情况。
4.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料山相应的焊接工艺指定。
5 计算公式6.熔焊金属重量公式见附表7・焊条消耗定额(Kg)二熔焊金属重量X8.焊丝消耗定额(Kg)二熔焊金属重量X9.埋弧自动焊焊剂定额(Kg)二焊丝消耗定额X10.附表1F= δ × b+2∕3B X C2附表3单面不开坡口有底对接焊缝F= δ × b÷4∕3B × C 4XF= δ ×b+(δ -P)72×tg(α /2) +4∕3B×C附表5双边V型坡口无底对接焊缝F= δ ×b+δ×tg(α∕2)+2∕3B×CF= δ X b+4∕3B × C附表9双边V型坡口埋弧自动焊对接焊缝F= δ ×b+(δ-10)72×tg(α /2) +4/3X (E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F= δ ×b+(δ -P)72×tg(a /2) +4∕3BXC附表11无坡口单面角焊缝F=K72÷K×h注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准注:表内给出的熔焊金属重量为一条焊缝的重量附表14管子对接V型坡口熔焊金属计算表注:手氮焊焊丝用量二熔焊金属X X头数。
焊接材料消耗定额标准[详]
![焊接材料消耗定额标准[详]](https://img.taocdn.com/s3/m/919fa70cbe23482fb4da4c98.png)
word格式文档焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月专业整理使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝4七不开坡口丁字接头单面手工焊缝6注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)7九油缸缸底焊缝焊丝定额8CG1-30型气割机切割规范9钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。