汽车制造四大工艺图解
20张动图揭秘汽车制造的四大工艺,不得不看!
20张动图揭秘汽车制造的四大工艺,不得不看!
现代汽车早就不是一个沙发加四个轮子,而是机械与电子技术的完美融合。
汽车的制造过程就是从刺耳的喧嚣到归于平静,从杂乱无章的混沌到优雅秩序的过程。
给做制造业的我们有何感受呢?
温馨提示:动态图片力大,建议然WIFI状态下观看!
1、开工前工人们先热热身
2、叉车将钢板运送到车间
3、工人检查零部件确保没有裂痕或伤口
4、工人把加工好的车身框架摆好
5、拖车将零部件运送到装配车间
6、机器人组装车底盘
7、机器人组装车体框架
8、工人安装汽车引擎盖
9、工人检查车体装配是否合格
10、车体进行磷化处理,为后面的喷漆做准备
11、机器人给汽车喷漆
12、一共要喷三层
13、喷漆之后,车门和其他零部件又被拆下来进行其他工序
14、安装座椅
15、安装挡风玻璃
16、安装车门
17、安装轮胎
18、安装好的车辆在聚光灯下接受最后一次检查
19、测试车灯是否正常
20、生产好的车辆可以上路啦!。
汽车制造四大工艺-精编PPT

宽度和一些加强部件,从而压缩了车身结构件本身的体积,仅此一项车身的重 量可减少56kg。 激光焊接易于实现自动化控制和柔性化生产。激光焊接改进了厂家的产品设计 投产周期,降低了成品的废品率。 激光焊可广泛应用于单件成形和车身的总成中。 2000 年美国三大汽车公司已经有50%的电阻点焊生产线被激光焊生产线所 取代。
复杂的零件。 8.模具多为单件生产,精度要求高,制造难度大,
冲压生产三大要素
上模
下模
冲压设备
冲压模具
金属板料
冲压用板料
冲压用板料要求: 具有良好的冲压性能和焊接性能。
冲压用板料种类: 碳素结构钢:Q195、Q235 (低碳) 优质碳素结构钢:08、10、15 (低碳) 汽车专用钢板:Q345、Q390 (低碳低合金)
.
车身 涂装
汽车制造四大工艺
冲压工艺
焊装工艺
总装配工艺
涂装工艺
冲压加工
冲压加工是一种金属成型加工方法,它是建立在金 属塑性变形的基础上,冲压加工利用金属的塑性变 形,利用模具和冲压设备对板料施加压力,使板料 产生塑性变形或分离,从而获得具有一定形状、尺 寸和性能的零件(冲压件)。
冲压加工的特点
顶盖的1.6m激光焊缝
激光焊接的优点
激光束功率密度高,速度快,效率高。激光焊接的速度约为4.5m/min ,最 快的达到了每分钟几十米 。
焊缝窄,热影响区小,母材的热损伤、热变形小,焊缝强度大,工件变形小。 焊接装置与焊接零件无机械接触,对工件无污染。 适应于多种焊接材料、异种金属焊接和不同板厚焊接。激光焊接材料也由一般
低碳钢发展到了今天的焊接镀锌板、铝板、钛板、铜板和陶瓷材料 。 激光焊接穿透性好。激光深穿透技术在国内外都得到了迅速发展,最大的焊接
车身制造四大工艺定义及特点
车身制造四大工艺定义及特点(总2页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除车身制造四大工艺定义及特点:§在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)。
从结构上看,轿车属于无骨架车身,它的生产工艺流程大致为:焊装工艺:冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。
在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。
装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
焊装工艺点焊:通过导电,电阻加热,金属熔合。
点焊的过程:预压-焊接-保压-休止。
点焊相关工艺参数:电流/电压/电极压力/焊接时间/电极直径等。
点焊设备:固定式点焊机,移动式点焊机,包括:供电系统(变压器和二次回路)、焊具部分(机臂、电极夹持器、电极)、加压机构(气压、液压等)、冷却系统、机体等。
CO2气体保护焊接:一种熔化极气体保护电弧焊接法,利用焊丝与工件间产生的电弧来熔化金属,由CO2作为气体保护气,并采用光焊丝填充。
焊接工艺参数:电源极性/焊丝直径/电弧电压/焊接电流/气体流量/焊接速度/焊丝伸出长度/直流回路电感等。
§车身主体:主要由车前钣金、前围零件、地板总成、左/右侧围总成、后围总成、行李舱搁板总成和顶盖总成等零部件焊装而成§汽车车身部件焊接系列夹具§定位与夹紧,装配焊接三过程,一定位,二夹紧,三点固§定位是通过定位基准与夹具上的定位元件相接触而实现,定位元件有:挡铁,定位销,支承板,样板§夹紧:有力,稳定,避免焊接运动干涉涂装工艺§涂装有两个重要作用,第一车防腐蚀,第二增加美观。
汽车制造四大关键工艺----冲压、焊接、涂装、总装

汽车制造四大关键工艺:冲压、焊接、涂装、总装汽车研发的五大阶段包括:①市场调研阶段②概念设计阶段③工程设计阶段(数模构建)④样车试验阶段⑤量产阶段汽车制造的四大工艺包括冲压、焊装、涂装以及总装。
下面将详细讲解:那么这些部分都是怎么来的呢?答案就是冲压,汽车制造的第一道工序。
开卷钢板从钢厂出来是卷料,如下图第一步就是把这些卷料切割成合适的钢板。
这其中要经过如下几步:开卷 → 清洗 → 校平 → 切割等步骤。
最后形成可以直接用于冲压的板材。
②冲压这一步才是冲压工厂的核心工艺,冲压车间进去你会看到一排像平房一样的东西,里面是各个不同的压机,压机非常大,模具也很大。
不同的车型模具也不相同,如果有需要换模的工艺会非常浪费时间。
我们看一下视频了解下压机是怎么工作的吧。
钢板被自动送入压机,冲压完成后会有搬运机器人搬走,最后码垛,大概如下面这个样子,图中所示即为上文说到的侧围件。
最终冲压车间会冲出组成车体框架的各个部分,这些零散的车体会被运往焊装车间,经过焊接,拼接成一个完整的白车身。
汽车制造工艺--焊接最终冲压车间会冲出组成车体框架的各个部分,这些零散的车体会被运往焊装车间,经过焊接,拼接成一个完整的白车身。
焊装车间也是自动化程度最高的车间,几百台机器人同时工作,场景很壮观。
焊装车间都干些什么。
下图是焊装产线一角。
图源:易车网从冲压车间出来的是车门、左右侧围、机舱盖、前后地板、顶盖、后背门及各种冲压小件。
那么焊装车间就是负责把这些东西焊接在一起,组成车体。
除此之外还有涂胶、车门包边等步骤就不细说了。
所以焊装车从冲压出来的冲压件是不能直接用来焊接的,要先经过焊接车间的处理,某些细节部分需要人工焊来完成。
所间线体也分为侧围、机舱前地板、后地板、主焊线、补焊线、车装线。
如下,是车门焊接区。
图源:智能制造社区从冲压车间出来的车体部件进入焊装车间后分别在各自的线体加工完成后,全部运送到主焊线进行合拼。
说到运送,一般是通过车间二层的EMS输送小车来运送。
汽车整车生产四大工艺流程图
汽车整车生产四大工艺流程图
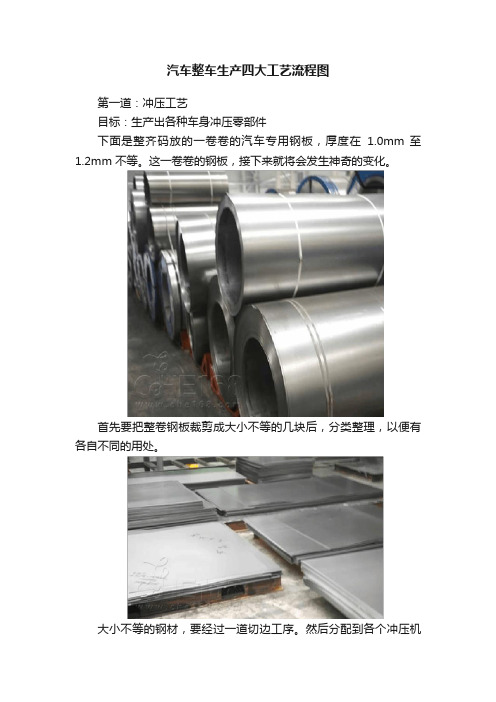
第一道:冲压工艺
目标:生产出各种车身冲压零部件
下面是整齐码放的一卷卷的汽车专用钢板,厚度在1.0mm 至1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机
上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身
至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺
目标:将各种车身冲压部件焊接成完成的车身
每一道焊接完成后,工人师傅都要仔细检查焊接情况。
汽车整车生产四大工艺流程图
第一道:冲压工艺目标:生产出各种车身冲压零部件下面是整齐码放的一卷卷的汽车专用钢板,厚度在 1.0mm 至 1.2mm 不等。
这一卷卷的钢板,接下来就将会发生神奇的变化。
首先要把整卷钢板裁剪成大小不等的几块后,分类整理,以便有各自不同的用处。
大小不等的钢材,要经过一道切边工序。
然后分配到各个冲压机上,进行下一步工序。
平整的钢材经过冲压机重新塑造,被压制成车身上的各种冲压部件。
压制好的前翼子板,整齐放在成品区待用。
压制成型的车辆侧车身至此,一批批的汽车钢板就变成了形状结构复杂的车身零部件。
接下来他们就被送到了焊接车间,进入了下一道工序。
第二道:焊接工艺目标:将各种车身冲压部件焊接成完成的车身每一道焊接完成后,工人师傅都要仔细检查焊接情况。
哈弗的车身焊接还大量运用了工业机器人,这大大提高了效率并降低了失误的风险。
车身焊接完成后,还要再进一步检查焊接情况。
在确认了焊接没有问题之后,白车身就将被送入涂装车间进行下一道工序。
第三道:涂装工艺目标:防止车身锈蚀,使车身具有靓丽外表组装完成的车身,被吊装到喷漆车间,先进行电泳防锈处理。
电泳防锈处理完毕后,工人们还要清理车身表面,发现是否有缺陷,为下一步即将到来的喷漆做准备。
由于油漆含有大量有毒物质,而且人工喷漆效率低、浪费油漆,因此哈弗喷漆工艺已经由机器人来完成了。
至此车身涂装工艺就结束了,喷涂完毕的车身将被送到总装车间进行最后一道工序。
第四道:总装工艺目的:将车身、底盘和内饰等各个部分组装到一起,形成一台完整的车本来运到总装车间的应该是包含发动机变速箱在内的底盘总成。
但是我们有必要了解一下底盘总成是怎么组装的,因此先从哈弗的大梁开始。
在哈弗的大梁上需要安装转向系统和其他不易安装的部件。
这个工序是给车辆安装悬架连杆等部件。
安装后备胎支架再下来,发动机和变速箱是作为一个动力总成来整体安装的。
安装传动前后传动轴和排气管安装好轮胎的底盘,就可以降到地面上了,接下来就是等待车壳的吊装。
《汽车生产四大工艺》PPT课件
4.2Assembly process总装工艺 a car in the 1st position of A
/W
4.3Assembly process总装工艺 every car must paste a paper to
show what model of this car
4.4Assembly process总装工艺 workers should assem wires and decorations first, in bottom
4.5Assembly process总装工艺 assem the dashboard
4.6Assembly process总装工艺 a robot spread glue on the
windshield
4.7Assembly process总装工艺
a robot spread glue on the windshield
4.1Assembly process总装工艺 a car ship to assembly workshop
Remark:
due to these photos are from different manufacturers, so do not surprise when you see different
4.14Assembly process总装工艺
raining test to make sure it won’t leak when raining
4.15Assembly process总装工艺 final check for paint and assem
4.16Assembly process总装工艺
4.11Assembly process总装工艺 workers asseming tyres
汽车生产四大工艺培训课件

汽车生产四大工艺培训课件第一部分:引言汽车生产过程中涉及到四大工艺,分别是锻造、冲压、焊接和涂装。
本文档将对这四大工艺进行详细介绍和培训,帮助读者了解并掌握这些工艺的基本概念、流程和技术要点。
第二部分:锻造工艺2.1 锻造工艺概述•锻造工艺定义•锻造的作用和优势2.2 锻造流程•热锻和冷锻的区别•锻造工艺流程图解•锻造设备和工具简介2.3 锻造工艺要点•锻造材料的选择•锻造温度控制•锻造力度和冲击力控制•锻造后的热处理第三部分:冲压工艺3.1 冲压工艺概述•冲压工艺定义•冲压在汽车生产中的应用3.2 冲压流程•冲压工艺流程图解•冲压设备和工具简介3.3 冲压工艺要点•上料和定位准确性要求•冲压模具设计原则•冲压速度和压力的控制第四部分:焊接工艺4.1 焊接工艺概述•焊接工艺定义•焊接在汽车生产中的应用4.2 焊接方法分类•熔化焊接方法•压力焊接方法•常见焊接方法介绍4.3 焊接工艺要点•焊接材料的选择•焊接参数的控制•焊接缺陷和质量检验第五部分:涂装工艺5.1 涂装工艺概述•涂装工艺定义•涂装在汽车生产中的作用5.2 涂装流程•涂装工艺流程图解•涂装设备和工具简介5.3 涂装工艺要点•涂装材料的选择•涂装厚度和均匀性的要求•涂装后的烘干和固化第六部分:总结通过对锻造、冲压、焊接和涂装四大工艺的详细介绍和培训,读者应该对这些工艺的基本概念、流程和技术要点有了更全面的了解。
希望本文档能够对汽车生产工艺的学习和实践有所帮助,提高汽车生产的质量和效率。
汽车制造工程的核心技术及四大工艺流程开发体系ppt课件
生产性核心工艺
主机厂生产性核心工艺(20/80原则): 冲压工艺 焊装工艺 涂装工艺 总装工艺 发动机机加工制造与装配工艺(发动机自供)
制造工艺的内容
主机厂核心制造工艺--- 四大工艺
主机厂核心制造工艺--- 发动机制造工艺
OEM非核心制造工艺--- 零部件制造加工工艺
*
产品设计输入
产品概念报告
eBOM
产品三维数模
产品二维装配图
装配技术要求
扭矩要求
*
产品设计输入
工艺规划
总装工艺设计
总装工艺虚拟验证
工艺开发输出
概念开发
设计工程
工程开发与产品验证
总装工艺虚拟验证输出: 工装、工具模型 生产线模型 装配可行性分析报告及产品更改要求 人机工程仿真报告 物流方案优化建议 工艺流程、定员、工时优化方案
汽车制造工程核心技术 ---制造工艺开发体系
*
目录
概念定义 开发流程 开发体系与业务分析 组织与资源 信息管理系统 制造要求输出与质量控制 现状分析 制造工艺开发战略 制造工艺开发的实例---C2 项目工艺开发
*
一 概念定义
制造工艺(ME) 制造工艺开发(MED) 虚拟制造(VM) 制造工程(ME),对应于PE 同步工程(SE/CE) 制造工艺设计 制造工艺业务开发体系
涂装工艺设计
涂装工艺虚拟验证
工艺开发输出
涂装工艺方案: 产能目标 涂装线规划/技改方案及投资预算 涂装工艺流程图 涂装平面布置图 涂装质量目标及质量控制策略 涂装车间工装设备清单 涂装质量检验设备清单
制造成本分析
涂装质量目标
制造资源分析
制造集成团队规划
产能分析
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车四大工艺图解
一款车的生产制造工序,我们大体可以将其分为冲压、焊装、涂装以及总装四大部分,我们也是按照这样一个顺序来进行讲解,并试图发现其中的一些技术亮点。
●冲压
冲压是整个制造环节中的第一步,白车身通常由许多部件拼装焊接而成,而每个部件最初就是一块钢板,经过冲压工序最终形成造型各异的车身零部件。
目前,针对菲翔这款车,冲压车间只生产“四门两盖”,即四个车门、发动机舱盖和后备厢盖,其余像白车身的底盘、侧围、翼子板等全部由供应商来提供。
●焊装
菲翔在四个车门以及车顶盖板处使用了激光焊接技术,其中车门是通过激光直接融化两种厚度和强度的钢材,从而使二者完美结合,而车顶盖板是通过使用一根铜条作为“粘合剂”将车顶盖板与车身侧围焊接在一起。
或许有人会问,既然激光焊接技术这么好,为什么只是局部而不是全车使用呢?由于激光焊接技术是通过机器人来完成,如果采用全车激光焊接,势必会需要增加更多的机器人,这样的做法大大提高了整车的制造成本,这显然是不太现实的。
所以只在特殊部位,例如钢材厚度较大以及需要保证高精度和高强度的部位才使用激光焊接技术。
●涂装
电泳是涂装工序中很重要的一个环节,这层涂料通常就是我们所说的底漆,它的作用是在金属材质的白车身上覆盖一层防锈、防腐的保护膜。
●总装/动力总成/悬架
(文/汽车之家冯景毅)。