FANUC_高速高精度控制的调整步骤
FANUC高速、高精加工的参数调整
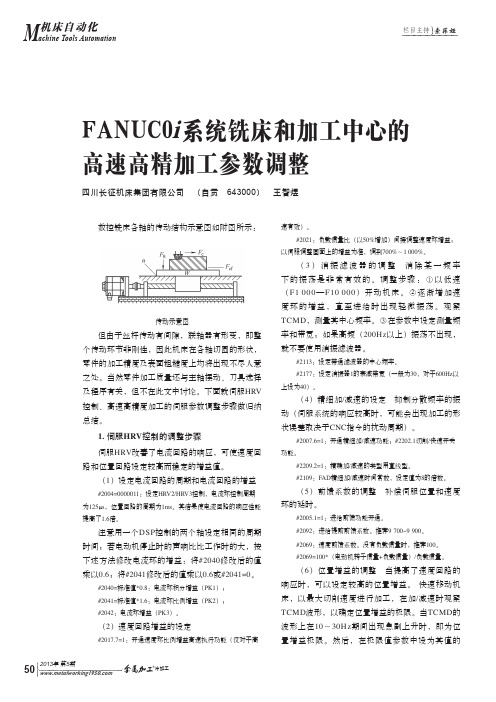
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241使用αi电机伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
FANUC_伺服_HRV_控制调整
当增加位置环增益引起伺服系统震动时,请减少位置环增益,一般设定值 应为伺服稳定时的70%~80%左右。
9
Servo HRV Control HRV(High Response Vector) 调整步骤 (2)
(3) Servo Software 电流和速度的高速 控制
(4) Servo Amplifier 高精度的电流 检测
(5) Pulse coder 高响应和高精度的位置 检测
16
参数意义
推荐设定值
(*) 当速度环发生震动时,请减小此值.
15
Servo HRV Control
高速、高精度的伺服控制系统
(1) CNC 平滑和高精度的CNC指令
(2) Servo motor 独特的结构实现电机的平滑进给
高速、高精度的伺服控制系统 对于位置指令可以实现高速高精度的响应 提高了抗外界干扰(静摩擦扭矩,切削扭矩)
调整速度环增益 调整速度环增益 (负载惯量比)
FANUC 0-C/D 8X21 FS 16/18/0i/PM 2021 标准设定值 0 (参数画面)
100%(伺服调整 画面)
标准设定值 512 (参数画面)
300%(伺服调整 画面)
伺服调整画面的增益值与系统参数之间的设定值的关系为: 速度环增益(%)=1+LDINT/256 当增加速度环增益引起伺服系统震动时,请减少速度环增益,一般设定值 应为伺服稳定时的70%~80%左右.
O1000 N0000
Alarm1 Alarm2 Alarm3 Alarm4 Alarm5 Loop gain Pos error Current(%) Speed(rpm)
FANUC伺服调整教材

①设定1902#0#1=0
#7 1902 #6 #5 #4 #3 #2 #1 ASE #0 FMD
#1:ASE
#0:FMD
FSSB的设定方式为自动设定方式时 0:自动设定未完成。 1:自动设定已经完成。 0:FSSB的设定方式为自动方式。 1:FSSB的设定方式为手动方式。
14
BEIJING-FANUC
2020
2001 1820 2084/2085 2022 2023 2024 1821
18
BEIJING-FANUC
第一章 伺服电机规格及初始化
1、初始化设定位
设定初始化设定位
#7 初始化 设定位 #1:DGP 0:进行伺服参数的初始设定。 1:结束伺服参数的初始设定。 #6 #5 #4 #3 #2 #1 DGP #0
3
BEIJING-FANUC
目录
四、自动增益调整
五、加工条件选择功能 第四章:SERVO GUIDE软件的使用及调试方法 一、Servo Guide软件介绍 二、Servo Guide连接 三、 Servo Guide调整步骤 第五章:伺服调整实例分析 一、工件表面光洁度调整案例
16
BEIJING-FANUC
第一章 伺服电机规格及初始化
四、伺服初始化
伺服初始化是在完成了FSSB连接与设定的基础上进行电机的一转移动量以 及电机种类的设定。伺服电机必须经过初始化相关参数正确设定后才能够 正常运行。
设定参数3111后,伺服设定画面能够显示。
第一章 伺服电机规格及初始化
②按伺服电机连接顺序设定参数1023的值。 1023 伺服轴号
设定控制轴为放大器连接的第几个伺服轴,通常控制轴号与伺服轴号设定 相同。
FANUC机床调试标准操作说明
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
FANUC系统同步控制功能简介及调试流程

FANUC系统同步控制功能简介及调试流程摘要:大型机床、高速高精机床采用双丝杠或双直线电机驱动的机械结构越来越多,同步控制在机床上的应用越来越广泛。
本文将对FANUC数控系统同步控制功能进行简介,并对其调试流程进行说明。
关键词:同步控制;简易同步控制;Tandem控制;串联控制0.引言大型机床、高速高精机床采用双丝杠或双直线电机驱动的机械结构越来越多,同步控制在机床上的应用越来越广泛。
同步控制一般分两种:位置同步控制和力矩同步控制。
大部分高端数控系统均具备同步控制功能,但各厂家功能大同小异,本文以FANUC系统为例,对其同步控制功能进行简介并对其调试流程进行说明。
在FANUC系统中,位置同步控制称为进给轴同步控制,力矩同步控制称为串联控制。
1.进给轴同步控制功能及调试进给轴同步控制功能如图1所示大型机械那样,用2台伺服电机驱动一个轴时,可以通过对一个轴的指令使2台电机进行同步驱动。
成为进给轴同步控制标准的轴为主控轴(M 轴),与主控轴同步移动的轴称为从控轴(S轴)。
进给轴同步控制的原理如图2所示,主/从动轴有各自独立的位置环、速度环、电流环,运动时主/从动轴接受同样的位置指令,实现主动轴和从动轴的位置同步控制。
该控制允许一主多从,即一个主动轴可以配置多个从动轴,一般情况下采用一主一从配置。
实际应用中由于装配质量、热变形、机械间隙、丝杠精度等因素,主/从控轴的负载力矩、负载惯量等工作状况并不一样,导致进给轴同步控制不稳定,小则影响设备精度,大则产生振荡异响,甚至损坏设备。
为解决进给轴同步控制实际应用问题,在进给轴同步控制的基础上配合一些辅助功能,提高同步控制的精度及稳定性,以下为常用的辅助功能及基本原理。
同步自动补偿功能在行程较长的位置同步控制轴中,有时会发生由于标尺的绝对精度和机床的热膨胀而引起的机械扭力。
该功能监视主、从轴间的转矩误差,以使转矩误差逐渐变小的方式慢慢地补偿从端的位置,减少转矩误差[1]。
FANUC高速高精度控制的调整步骤
根据实际情况选择合适的控制算法,如PID控制、模糊控制等,以满 足系统对高速和高精度的要求。
控制策略
根据实际需求,制定合适的控制策略,如轨迹规划、动态补偿等,以 提高系统性能和稳定性。
调试与优化
在软件配置过程中,需要进行系统调试和优化。通过调整软件参数和 算法参数,不断优化系统性能,提高控制精度和稳定性。
软件升级
及时升级fanuc控制系统软件,获取 最新的功能和性能优化,提高加工过 程的控制精度和稳定性。
05 结论
fanuc高速高精度控制的优势
高速高精度控制能够提高加工效率和 加工质量,减少加工误差,提高产品 的一致性和可靠性。
fanuc高速高精度控制能够适应各种 复杂和高效的加工需求,提高了加工 过程的灵活性和适应性。
伺服增益是影响系统动态特 性的重要参数。通过调整伺 服增益,可以改善系统响应 速度和跟踪性能。需要根据 实际情况,通过试验确定最 佳的伺服增益值。
为了消除系统中的噪声和振 动,需要设置合适的滤波器 。通过调整滤波器的参数, 可以优化系统的低通和高通 特性,提高控制精度和稳定 性。
轴参数包括位置环增益、速 度环增益、加速度等,这些 参数对轴的控制性能产生重 要影响。需要根据实际情况 ,对轴参数进行合理配置, 以保证轴的高速和高精度运 动。
硬件配置
硬件配置
伺服电机
编码器
传动机构
在调整fanuc高速高精度控制 时,需要考虑系统的硬件配置 。硬件配置包括伺服电机、编 码器、传动机构等,这些部件 的性能对系统控制效果产生直 接影响。
选择合适的伺服电机是实现高 速高精度控制的关键。需要根 据实际需求,选择具有高动态 响应和高精度的伺服电机。
高速加工
通过优化加工路径和切削参数, fanuc高速高精度控制能够实现高 速加工,从而提高生产效率和降低 生产成本。
FANUC0i系统铣床和加工中心高速高精加工参数调整
achine Tools Automation
速度/[ 60 ×位置环增益( #1825 )]。②消除位 置偏差的有用功能是位置前馈(将CNC的位置指令 变为有补偿功能的速度指令)。但伺服响应性能的 改善,可能使机床出现冲击,为避免此情况,必须 同时使用插补前的加/减速功能。 操作:
若要求进一步改
(7)设定和调整HRV3控制 回路增益。
调整提前前馈系数: 95% → 96% → 97% → 98% →99%。调整速度环增益:100%→200%→300%→ 400%。 注释:①若圆有径向误差 ( 径向跳动 ) ,则前馈 系数不足。②形状变形且有过象限突起,则速度环 响应慢。③反向间隙的加速功能 , 可减小过象限的 突起,改善正圆度。 ( 4 )速度环前馈系数的调整(用 4 角有 1/4 圆 弧的方形工件) 目的:改善速度环的响应性能: 增加速度环增益和调整速度环前馈系数。 操作:速度前馈系数 =100 × ( 电机转子惯量+ 负载惯量 ) /电机转子惯量。编制方带圆弧加工程 序:
#2113:设定带通滤波器的中心频率。 #2177:设定消振器1的衰减带宽(一般为30,对于600Hz以 上设为40)。
但由于丝杆传动有间隙,联轴器有形变,即整 个传动环节非刚性,因此机床在各轴切圆的形状, 零件的加工精度及表面粗糙度上均将出现不尽人意 之处。当然零件加工质量还与主轴摆动、刀具选择 及程序有关,但不在此文中讨论。下面就伺服HRV 控制、高速高精度加工的伺服参数调整步骤做归纳 总结。
G91 M03 S*; G08 P1; G01 X10.0 F4000; G02 X5.0 Y-5.0 R5; G01 Y-20.0; G02 X-5.0 Y-5.0 R5; G01 X-20.0 ; G02 X-5.0 Y5.0 R5; G01 Y20.0; G02 X5.0 Y5.0 R5; G01 X10.0; G08 P0; M02;
FANUC高速高精加工的参数调整

F A N U C高速高精加工的参数调整This manuscript was revised by the office on December 22, 2012铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
FANUC_高速高精度控制的调整步骤

消除 机械共振
滤波器 (*2)
伺服控制中的伺服调整项目
(*1) 设定 HRV 电流控制 (HRV2 或 HRV3) (*2,*3) 调整消除机械共振滤波器并设定速度环路增益 (*4) 前馈调整 (*5) 位置增益调整
2021/10/10
HRV 电流控制 HRV2,3 (*1)
11 Tuning - 11
F A N U C L T D
速度增益和HRV滤波器调整 (2)
调整导航器提高增益后, 再测频率响应特性曲线.
我们推荐通过坐标轴的直线移动检测增益设定的正确性. 如果观察到有一些振动, 请将速度增益减小一点.
电机速度
转矩 指令
2021/10/10
降低增益
电机速度
转矩 指令
23 Tuning - 23
2021/10/10
7
Tuning - 7
伺服调整过程概述
F A N U C L T D
如何进行伺服调整 1
伺服指导 是支持伺服调整的一个强有力的工具. 伺服指导可以观测到伺服 系统的状态并能对伺服进行自动调整.
伺服 指导
PCMCIA LAN 卡
在伺服调整过程中, 增益调整和HRV 滤波器调整是最重要的. 通过提高伺服 系统的速度增益和位置增益能够高精度跟随位置指令和抑制伺服电机的干 扰. 调整指导 在伺服指导中自动进行增益调整.
2004
2040 2041 2003 #3 2017 #7 2006 #4 2016 #3
2119
1825 2021 2202 #1 2107
标准设定值
0X000011
(注 1)
标准参数 (注 1) 标准参数 (注 1)
1 1 1 1
FANUC_高速高精度控制的调整步骤
FANUC_高速高精度控制的调整步骤1.确定控制要求:首先需要明确工件加工的要求,包括加工精度、加工速度等。
这对于调整控制参数非常重要。
2.选择控制参数:根据工件加工要求,选择合适的控制参数。
FANUC的控制系统通常具有多个调整参数,如加速度、减速度、速度反馈增益等。
这些参数可以根据具体要求进行调整。
3.建立数学模型:根据工件的加工特点,建立数学模型。
这个模型可以是线性或非线性,可以根据实际情况确定。
4.设计控制器:将数学模型转化为控制器的设计。
根据模型,设计出合适的控制器结构和参数,根据控制器要求进行调整。
5.调整参数:根据设计的控制器,调整控制参数。
这一步需要实际操作中的反馈数据,可以通过观察加工过程中的误差,对控制参数进行调整。
6.优化控制器:通过不断调整控制参数,将控制器优化到最佳状态。
这需要对参数进行微调,使得控制系统在工件加工过程中达到最佳性能。
7.验证控制器:通过对加工结果的验证,确认控制器调整的效果。
可以使用类似误差分析、振动测试等方法进行验证。
8.进一步优化:根据验证结果,进一步优化控制器。
这一步可以循环多次,直到控制器能够满足工件加工的需求。
9.文档化:将调整的过程和结果进行文档化。
这可以帮助今后的维护和调整工作。
总结:FANUC高速高精度控制的调整步骤主要包括确定控制要求、选择控制参数、建立数学模型、设计控制器、调整参数、优化控制器、验证控制器、进一步优化和文档化。
这些步骤的目的是使控制系统能够满足工件加工的要求,提高生产效率和加工精度。
FANUC发那科+高速、高精加工的参数调整

高速、高精加工的参数调整使用αi电机3.4.1伺服HRV控制的调整步骤⑴ 概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
图 3.4.1(b) 伺服HRV控制的效果实例⑵ 适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶ 调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图 3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。
电流响应的改善是伺服性能改善的基础。
②速度回路增益的设定(图3.4.3(c)中的*2 )进行速度回路增益的调整时,对于速度回路的高速部分,应该使用速度环比例项的高速处理功能。
电流环控制周期时间的降低使电流响应得以改善,使用振荡抑制滤波器使可消除机械的谐振,这样可提高速度回路的振荡极限。
③ 消振滤波器的调整(图3.4.3(c)中的*3)机床可在某个频率下产生谐振。
此时,用消振滤波器消除某一频率下的振荡是非常有效的。
④ 精细加/减速的设定(图3.4.3(c)中的*4)当伺服系统的响应较高时,可能会出现加工的形状误差取决于CNC指令的扰动周期的现象。
FANUC伺服调整教材
ai 系列
SV: 伺服模块 SP: 主轴模块 PS: 电源模块
AC 主轴电机
iI 系列
7
BEIJING-FANUC
第一章 伺服电机规格及初始化
高速、高输出、高可靠性 最适合工作机械 注塑成型机、电动冲压机 部分型号列表
30i-A
由参数983 复合型机床 设定机床类型
6
ai
αi系列
BEIJING-FANUC
第一章 伺服电机规格及初始化
二、各类伺服放大器规格和电机的特性
1、ai系列
最高驱动性能、高可靠性的伺服、主轴系统 适用于所有的工作机械 输出功率范围宽、转速范围大
FANUC 系列 0i -D 30i /31i /32i
2020
2001 1820 2084/2085 2022 2023 2024 1821
18
BEIJING-FANUC
第一章 伺服电机规格及初始化
1、初始化设定位
设定初始化设定位
#7 初始化 设定位 #1:DGP 0:进行伺服参数的初始设定。 1:结束伺服参数的初始设定。 #6 #5 #4 #3 #2 #1 DGP #0
第一章 伺服电机规格及初始化
②按伺服电机连接顺序设定参数1023的值。 1023 伺服轴号
设定控制轴为放大器连接的第几个伺服轴,通常控制轴号与伺服轴号设定 相同。
SVM
SVM
SVM
轴 X Y Z B
C B
1020 88 89 90 66 67
1022 1 2 3 0 0
①设定1902#0#1=0
#7 1902 #6 #5 #4 #3 #2 #1 ASE #0 FMD
加工中心参数调整
首页公司简介新闻动态产品介绍技术中心维修服务培训中心经验交流网上订单客户反馈招聘专栏现在的位置>首页>经验交流>征文资料铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241搜索请输入关键词信息搜索搜索技术讲座使用αi电机3.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图 3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
FANUC系统参数分析和调整课件

高可靠性、高精度、高速度、易 操作和维护、模块化设计等。
Fanuc系统的应用领域
机械加工
电子制造
汽车制造
航空航天
数控机床、加工中心等。
半导体制造设备、电子 组装设备等。
焊接、涂装、装配等生 产线。
飞机制造、航天器制造 等。
Fanuc系统的基本组成
硬件部分
包括控制器、伺服驱动器、电机、反馈装置等。
详细描述
在进行伺服参数调整时,需要关注伺服电机的扭矩、速度和位置控制等参数。根据实际 情况,对伺服增益、滤波器设置和速度环比例增益等参数进行优化,以实现高精度和高 稳定性的加工效果。同时,还需关注伺服电机的动态特性和热特性,以确保其在长时间
运行过程中的稳定性和可靠性。
05
Fanuc系统参数调整常见问题与解决
优化循环
根据验证结果进行进一步的微调,使 系统性能逐步逼近最佳状态。
文档记录
整理整个参数调整过程、方法和结果, 形成完整的文档记录,便于后续查阅 和经验传承。
04
Fanuc系统参数调整案例分析
案例一:主轴参数调整
总结词
主轴参数调整是Fanuc系统参数调整中的重要环节,直接影响到加工效率和产品 质量。
软件部分
包括操作系统、编程软件、驱动程序等。
人机界面
包括操作面板、显示屏等,用于人机交互。
02
Fanuc系统参数分析
参数设置的重要性
参数设置是Fanuc系统正常运行的基础
正确的参数设置能够保证机器人的正常运行,提高工作效率和安全性。
参数设置影响机器人的性能和精度
参数的合理配置可以优化机器人的运动性能,提高其定位精度和重复定位精度。
详细描述
0iC_0IMATE C高速高精度加工调试

第6节高速高精度控制(模具加工)胡年1.简介:FANUC 的高速高精度加工也是相对而言,没有绝对的高速高精度,在前面部分介绍的内容中我们知道,如果要精度高(跟随误差小),在拐角或圆弧转角处必须减速,这样就不能达到高速的要求,而提高了速度,必然精度就会降低(跟随误差大),所以,如果要两方面都要提高,必须使用特殊功能,FANUC提供的高速高精度的特殊功能有:1.先行控制(APC)2.A I先行(AI APC)3.A I轮廓控制控制( AI CC)4.A I Nano轮廓控制( AI Nano CC)5.高精度轮廓控制( HPCC)6.A I高精度轮廓控制(AI HPCC)7.A I Nano 高精度轮廓控制(AI Nano HPCC)根据使用的系统不同和伺服软件版本数不同,能使用的这些特殊功能也不同,如果要有高速高精度方面的要求(比如进行模具加工),必须尽量选择高档次的系统,如0I系列的0IC,18IB,16IB等,对于以上不同的功能,在程序中都有相应的G代码配合使用,如果没有使用这些相应的代码,高速高精度功能不能使用,有些功能不但要求有相应的系统软件,还要有相应的硬件支持, 所以在选择使用这些功能时必须注意。
2.各种功能比较:见下表:高速高精度功能APC AI-APC AICC AI nanoCCHPCC AI-HPCCAInanoHPCC0IM-mate 有0IM B/C 有有21IMB 有有有有18IMB 有有有有有有16IMB 有有有有有有补间前加减速线性线性线性/铃形线性/铃形线性/铃形线性/铃形(各轴)线性/铃形(各轴)自动拐角减速有有有有有有有基于圆弧半径速度控制有有有有有有有基于加速度速度控制无有有有有有有基于切削负载度控制无无无无有有有加加速度控制无无16/18IMB 有16/18IMB有无有有Nano补间无无无有无无有5轴加工功能无无无无无有有平滑补间无无无无有有有NURBS 无无无无有有有附加硬件不要不要不要不要RISC RISC RISC预读程序段数1 15 40180 200(选择功能)200 200程序G代码G08P1 G05.1Q1 G05.1Q1G05.1Q1G05P10000G05P10000G05P10000几点说明:1.由上述表中,可看到,使用什么系统可选择什么功能,比如0IC/B只能使用AI APC (基本功能)和AI CC(选择功能),他们之间的区别是补间前加减速类型(线性/铃型)和预读程序段数(15/40)。
Fanuc精度参数调整
此案例經分析後屬X軸換向背隙引起 所以許多工件單從工件形狀並不容易判斷
循圓匹配
不同軸向速度反應不一樣時會造成循圓不匹配 不匹配的原因:
+Z
The machining center company
CW
CCW 145um 141um +X
1.沒有同時所有軸都安裝光學尺 沒有同時所有軸都安裝光學尺 沒有裝尺的軸向位置增益要設低 (P1825/P2092/P2144) 2.補間後加減速或 補間後加減速或FAD不一致 補間後加減速或 不一致 (P1769/P2109)
轉角過切誤差 E
補間後時間常數設得越大 伺服延遲誤差越大(T 伺服延遲誤差越大 1=P1768)
補間前加減速調整
The machining center company
適用點距較大的單節, 緩和起動與停止時的加減速震動 適用點距較大的單節 對加工的影響:
(範圍 範圍:200~1000) 範圍
SPEED
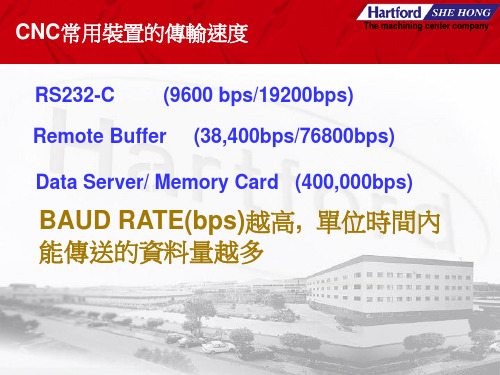
CNC常用裝置的傳輸速度 常用裝置的傳輸速度
RS232-C (9600 bps/19200bps)
The machining center company
Remote Buffer
(38,400bps/76800bps)
Data Server/ Memory Card (400,000bps)
BAUD RATE(bps)越高 單位時間內 越高, 越高 能傳送的資料量越多
補間後加減速調整
對加工的影響:
(對圓弧/轉角都有影響)
The machining center company
(範圍 範圍:16~64) 範圍
P1768設小 P1768設大
轉角震動 加工精度 大 佳 小 差
FANUC高速高精度控制的调整步骤

FANUC高速高精度控制的调整步骤FANUC是一家全球领先的工业机器人和自动化系统制造商,其提供的高速高精度控制系统在各种应用中被广泛采用。
为了实现最佳的性能,调整FANUC高速高精度控制系统是至关重要的。
以下是调整步骤的详细说明,包括性能评估,参数调整和性能优化。
第一步:性能评估在开始调整之前,首先需要对系统的性能进行评估。
这涉及到机器的速度、精度和稳定性等方面的测试。
可以使用一些常见的测试工具和方法,如轨迹测试、加速度和减速度测试、静态定位偏差测试等。
通过这些测试,可以确定系统的性能状况和潜在问题。
第二步:参数调整一旦完成了性能评估,接下来需要进行参数调整。
FANUC控制系统具有丰富的参数设置选项,可以根据实际需要进行调整。
主要有以下几个方面需要注意:1.母机参数:这些参数包括最大速度、最大加速度、最大转矩等。
根据机器的实际能力,调整这些参数可以在保证性能的同时提高系统的效率。
2.轴参数:每个轴都有一些与其相关的参数,如P、I、D增益、响应速度等。
根据轴的实际要求进行调整,可以提高轴的稳定性和响应速度。
3.插补参数:插补参数对于多轴协调运动非常重要。
在多轴运动中,插补参数的设置会影响整个系统的性能。
需要注意的是,插补参数的调整需要谨慎,以避免出现不稳定或误差增大的问题。
第三步:性能优化一旦参数调整完成,接下来是性能优化的步骤。
性能优化主要包括以下几个方面:1.运动平滑性:通过调整轴的参数和合理的轨迹规划,可以实现运动的平滑性。
这对于高速运动和高精度定位都非常重要。
2.轨迹控制:考虑到实际应用需求,可以进行轨迹控制的优化。
这包括角度、速度和加速度的优化,以最大程度地减少误差和震动。
3.协调控制:在多轴协调运动中,需要对插补参数进行调整,以实现更好的协调性和稳定性。
4.高速控制:如果需要进行高速运动,可以对加速度和速度进行优化,以提高系统的响应速度和性能。
最后,完成以上步骤后,建议重新进行性能测试,以确保系统已经达到预期的性能要求。
fanuc伺服参数设定与调整
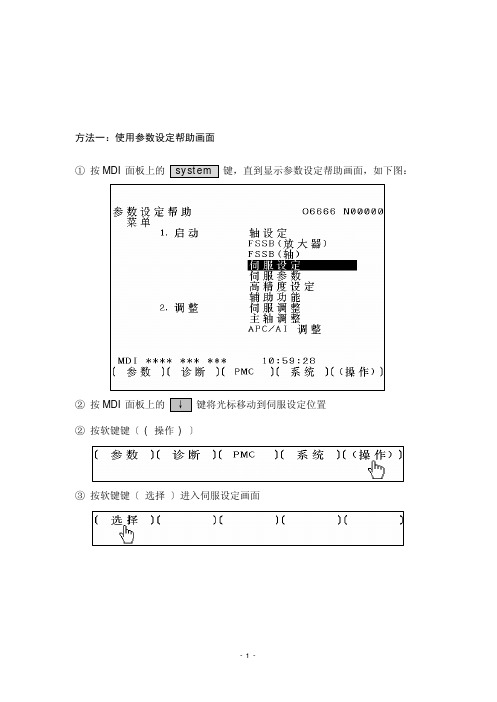
标准伺服参数设定画面切换方法方法一:使用参数设定帮助画面①按MDI面板上的system 键,直到显示参数设定帮助画面,如下图:②按MDI面板上的↓键将光标移动到伺服设定位置②按软键键〔 ( 操作 ) 〕③按软键键〔选择〕进入伺服设定画面④在伺服设定画面按扩展键>,出现如下画面④按软键键〔切换〕,即可变为普通参数设定画面,如图方法二:使用通常的参数设定画面修改①按MDI面板上的 system 键②按扩展键>③按软键键〔 SV-PRM 〕,进入伺服设定画面④按软键键〔 ( 操作 ) 〕⑤按扩展键>⑥按按软键键〔切换〕,即可变为普通参数设定画面北京发那科机电有限公司技术部2006年4月20日0iMC/ 0i Mate MC高精度参数的“一下子设定”1 操作步骤:在MDI方式下,按功能键[SYSTEM] ,然后按右键–〉5次。
出现:[PRMTUN],按该软键,出现如下菜单:移动光标到“高精度设定”,然后按“操作”,选择[INIT],提示如下:选择[执行] 即可。
2 如果要检查设定的详细项目,可在上述图中选[选择]软键,则出现如下画面:第一组:和时间常数相关的参数:第二组:何自动加减速相关的参数。
以上两组参数可以单独修改,也可以每组按标准参数初始化设定。
设定效果:3 注意点:需要使用G5.1Q1配合,参数设定才能得到更好的加工性能。
如果加工模具,还需要使用SERVO GUIDE进行调整,对于特定的机床,有些参数还需要手动修改,比如:加减速时间常数(快速,切削进给),对于大型的机床,或者机械刚性较差的机床,必须适当加大时间常数的设定。
数字伺服参数设定、主要参数调整及维修中国机电设备与维修改造技术协会 & 北京蓝拓机电设备有限公司2005年7月维修培训班讲义 撰写 宋松 目录 1.伺服参数的设置................................................................................................................6 1-1. 数字伺服框图及工作原理.........................................................................................6 1-2. 与数字伺服相关的参数.............................................................................................8 1-3. 数字伺服画面调用 (12)对于 Series 0-C/0D ..................................................................................................12 对于 Series 15-A/B, 15i ..........................................................................................12 对于 Series 16, 18, 20, 21.....................................................................................12 1-4 数字伺服参数的初始化设置 (14)2. 维修过程中主要伺服参数的调整.................................................................................21 2-1停止时震荡相关调整参数.........................................................................................21 2-1-1. 开通速度环的比例增益高速处理有效..........................................................21 2-1-2. 使用250µs 加速反馈功能 (22)2-1-3. 改变停止时的比例增益...................................................................................22 2-1-4. 使用N 脉冲抑制功能.......................................................................................23 2-1-5. 若有低频波动,增加负载惯量比...................................................................24 2-1-6. 将负载惯量比恢复到初始值(选择电机规格号后,系统自动设定的值) (24)2-1-7. 不断增加速度环的比例增益(PK2V )........................................................24 2-1-8. 降低位置环增益................................................................................................24 2-2 运动中震荡相关调整,参数....................................................................................25 2-2-1. TCMD 转矩指令过滤器....................................................................................26 2-2-2. 采用双位置环控制(受功能参数限制)......................................................27 2-2-3. 振动抑制功能....................................................................................................29 2-2-4. 采用机械速度反馈功能...................................................................................31 2-2-5. 精加、减速功能有效........................................................................................32 2-3全闭环运动中震荡相关调整参数............................................................................34 2-3-1.按静止时的振荡调整.......................................................................................34 2-3-2.双位置环反馈功能...........................................................................................34 2-3-3.使机械速度反馈功能有效(参见上一节).................................................34 2-3-4.降低位置环增益...............................................................................................34 2-4累计进给......................................................................................................................35 2-4-1. 若无超调............................................................................................................35 2-4-2. 取消超调............................................................................................................35 2-4-3. 使PI 控制有效,增加速度环增益(PK1V )..............................................35 2-4-4. 调整速度环积分增益........................................................................................35 2-5 超调时相关调整参数................................................................................................36 2-5-1.使PI 控制有效.................................................................................................36 2-5-2.增加负载惯量比...............................................................................................40 2-5-3.使超调抑制功能有效,调整速度环增益(PK3V ). (40)北京蓝拓培训文件维修培训班讲义 撰写 宋松 2-5-4.删掉第3步中的设定值,只调整速度环的增益(PK3V )......................40 2-5-5.超调抑制功能2有效.. (41)3.IB/IC/18I 系列FSSB 的设置........................................................................................42 3-1概述..............................................................................................................................42 3-2.手工设定1...............................................................................................................43 3-3 自动设定.....................................................................................................................44 3-3-1. 在放大器设定画面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC LTD
伺服调整过程概述
如何进行伺服调整 1 伺服指导 是支持伺服调整的一个强有力的工具. 伺服指导可以观测到伺服 系统的状态并能对伺服进行自动调整.
伺服 指导 PCMCIA LAN 卡
在伺服调整过程中, 增益调整和HRV 滤波器调整是最重要的. 通过提高伺服 系统的速度增益和位置增益能够高精度跟随位置指令和抑制伺服电机的干 扰. 调整指导 在伺服指导中自动进行增益调整.
Tuning - 11
FANUC LTD
伺服调整过程概述
(*1) 设定 HRV 电流控制 (HRV2 或 HRV3) • 通过选择 HRV2 标准电机参数电流环控制周期缩短到125 s (对于 ais, ai 和 bis 伺服电机,使用90B0系列伺服软件支持HRV2标准电机参数). • 对于HRV2的加强功能,通过提高电流环的高速响应,使用伺服 HRV3 控制 可以得到更高的速度环增益. • 电流环的高速响应是伺服系统总体执行性能提高的基础
[ 调整导航器 ]
调整导航器按照一步一步的调整步骤提 示进行调整. 下列项目有效. - 自动调整 设定速度增益 - 自动调整 设定HRV 滤波器 - 支持设定 高速高精度控制功能.
Tuning - 13
FANUC LTD
伺服调整过程概述
(*4) 前馈调整 • 通过 ‘提前预读前馈’, 伺服延迟被消除并且图形误差减小了 • 通常使用97% 到100% 的前馈系数
FANUC LTD
速度增益和HRV 滤波器调整 (3)
• 通过使用调整导航器可以容易地调整 HRV 滤波器.
• 调整导航器检测响应频率.
• 调整导航器建议出推荐的HRV滤波器参数.
推荐的滤波器参数
Tuning - 24
FANUC LTD
速度增益和HRV滤波器调整 (4)
设定滤波器后调整导航器可以看到频率响应特性曲线. 如果你想修改, 你能细微地调整滤波器.
1 1 16 1 0 1 1 10000 50
Tuning - 19
FANUC LTD
初始化伺服参数设定 (3)
• 设定高速度增益和位置增益可以有效减小象限凸起. 但是设定高增益是有 一些限制的. • 反向间隙加速是减小象限凸起的功能 通过将 ‘ 加速指令’ 加到速度指 令当坐标轴反向时. • 两段反向间隙加速能够处理可变的速度.
Tuning - 8
FANUC LTD用一些代表性的图形形状. 这些图形形状的程序已登记到 伺服指导的 程序窗口 并通过程序窗口执行生成相应的程序.
(圆 ) 前馈 反向间隙加速 (方 ) 通过速度差实现进给率控制 速度增益 (带圆弧-拐角的方形) 通过改变加速度实现进给率控制
曲线时 慢速
Tuning - 3
FANUC LTD
高速高精度控制需要的元素
2. 伺服系统响应 -尽可能精确地跟随移动指令 - 尽可能抑制干扰扭矩 通过使用HRV2 或 HRV3 和 HRV 滤波器技术 实现较高的速度增益设定
普通车 实际路径 实际路径 赛车
指令路径
指令路径
Tuning - 4
FANUC LTD
10m/div
10m/div
Tuning - 26
FANUC LTD
前馈调整 (1)
前馈功能结构图 前馈 从CNC发出的位置指令转换成速 度指令补偿. 这个补偿减小了主要 由位置环延迟产生的位置误差和 轮廓误差.
速度前馈
速度指令的变化率 (加速度) 转换成 转矩指令补偿. 这个补偿减小了主要 由速度 环 延 迟产 生的位置 误 差和 轮 廓误差.
2004 2040 2041 2003 #3 2017 #7 2006 #4 2016 #3 2119 1825 2021 2202 #1 2107
0X000011
(注 1)
标准参数 (注 1) 标准参数 (注 1) 1 1 1 1 2 (检测单位 1 m) 20 (检测单位 0.1m) 5000 128 1 150
我们推荐通过坐标轴的直线移动检测滤波器设定的正确性. 如果观察到有一些振动, 请稍修改一下滤波器参数.
电机速度
转矩 指令
Tuning - 25
修改 中心频率
FANUC LTD
速度增益和HRV滤波器调整 (5)
改变增益的效果和滤波器调整举例
• 位置前馈系数 100% • 速度增益 300% • 位置前馈系数 100% • 速度增益 650% • 速度环高速循环处理功能 (2017#7=1) ON
FANUC LTD
伺服调整过程概述
举例 • 下列图形表示伺服调整后的结果. • 四象限凸起完全被抑制. • 路径变得更平滑.
调整前 调整后
较小的 路径误差
象限凸起被抑制
Tuning - 16
FANUC LTD
伺服调整过程 详述
Tuning - 17
FANUC LTD
初始化伺服参数 (1)
• 调整初始化参数时, 请从 (1) 到 (4)初始化伺服参数. • 灰颜色数据需要根据具体机床调整.
ai 伺服电机
Tuning - 10
FANUC LTD
伺服调整过程概述
伺服控制 实现高速高精度控制如下调整伺服功能
前馈 (*4)
CNC发出 的指令
位置增益 (*5)
+
+
高速速度环
(*3)
消除 机械共振 滤波器 (*2)
HRV 电流控制 HRV2,3 (*1)
伺服控制中的伺服调整项目
(*1) 设定 HRV 电流控制 (HRV2 或 HRV3) (*2,*3) 调整消除机械共振滤波器并设定速度环路增益 (*4) 前馈调整 (*5) 位置增益调整
• 更详细内容, 请参照 ‘高速和高精度运行相关的参数说明’, FANUC 交流伺服电机 ais /ai /bis 系列参数说明书附录 (B-65270). • 在说明书中, 初始化设定参数对小型,中型和大型机床的功能分别进行 描述.
[ 时间常数 ]
参数号 标准设定值
16i/18i/21i/0i
说明 直线型加/减速时间常数(ms) 钟型加/减速时间常数(ms) 切削进给插补后加/减速时间常数(ms) 最大切削速度 时间(ms) 0.2G (AI, AI Nano) 钟型加/减速时间常数 最大切削速度 时间(ms) 0.2G (AI HPCC, AI Nano HPCC) 钟型加/减速时间常数
伺服调整过程概述
什么是伺服调整 ?
为了提高伺服系统的执行性能和CNC 进给率控制伺服调整是必要的. 伺服调整由下列项目组成. (伺服系统响应) - 增益和 HRV 滤波器调整 这个调整提高了伺服控制总体的执行性能. 增益调整是最重要的项目. - 前馈调整 调整前馈将路径误差减小为0. 它是高速高精度机床必不可少的功能. (CNC 进给率控制) - 通过加速度调整进给速度控制 - 通过速度差调整进给速度控制 - 通过加加速度调整进给速度控制 以上调整实现高速控制和指令路径的平滑控制
Tuning - 2
FANUC LTD
高速高精度控制需要的元素
1. CNC 进给速度控制 高速高精度开始不协调的因素 为了保证两者协调, 切线方向的速度仅在必要的点上需要 减小或者增加 - 依靠各个轴的速度差 - 依靠各个轴的加速度 - 依靠各个轴的加加速度
拐角后 速度升起来 拐角前 慢下来 高速 曲线前 慢下来
前馈0%
前馈 100%
Tuning - 14
FANUC LTD
伺服调整过程概述
(*5) 位置增益调整 • • • • 通过使用高速速度环响应可以设定高的位置增益. 设定高的位置增益也可以用于减小误差. 推荐设定值大于 50/sec, 只要能保证稳定性. 考虑快速进给的稳定性决定位置增益的限制值.
Tuning - 15
注 1. 电机代码从 251 到 350 应用于 HRV2 参数
Tuning - 18
FANUC LTD
初始化伺服参数设定 (2)
• FAD 有效使位置指令更平滑. • 如果使用 AICC, HPCC 和 AI-NanoCC, FAD不使用. • 为了减小位置指令的加速度CNC 侧使用插补后加/减速是必要的.
1620 1621 1768 1770 1771 1772 8400 19510 8416
200 200 24 30000 240 24 30000 240 24
Tuning - 21
FANUC LTD
速度增益和 HRV 滤波器调整 (1)
• 调整导航器可以容易地调整速度增益 . • 调整导航器从测量频率响应结果可以看到速度环路 的增益裕度. • 调整导航器建议出推荐的速度增益.
[ 基本参数 ]
参数号 标准设定值
16i/18i/21i/0i
说明 电流控制环 125 s 电流积分增益 电流比例增益 PI 功能有效 速度环高速循环处理功能有效 速度反馈中使用最新的反馈数据 停止时比例增益可变有效 停止时比例增益可变有效时用 : 停止状态判断电平 (根据检测单位进行设定) 位置增益 负载惯量比 (速度增益) 切削/快速进给速度增益变化有效 切削进给速度增益倍率
FANUC LTD
高速高精度控制的调整步骤
Tuning - 1
FANUC LTD
高速高精度控制需要的基本元素
• 车驱动的三个基本要素 • 高速高精度机床加工的 • 三个基本要素
CNC 的进给率控制
驾驶员 的驾驶技巧
加速器, 刹 车 ,手 动 响应速度
车的 悬挂
伺服 系统 响应
机械 刚性
驾车和机床高速高精度控制具有以上 ‘相似性’ .
速度环增益低
速度环增益高
Tuning - 12
FANUC LTD