【工程常用表格】钢结构超声波探伤检测报告(无表式)
探伤报告格式
检测报告
检测项目:钢构件焊接工程
委托单位:
工程名称:
检测类别:焊缝内部质量(超声波探伤)
检测性质:委托检测
报告编号:H K B2016W234
总页数:共7页
声明
注: 1.未经本公司书面批准,不得部分复制本报告。
2.本报告仅对被检产品的受检部位或来样负责。
3.本公司保证检测的公正性,对检测数据负责,并为客户
保守相关机密。
4.如对报告有异议,应自报告送达之日起十五日内提出,
逾期即视为认可报告结果。
地址:
电话:
邮编:
JL2502-2
超声波检测报告
报告编号:HKB2016W234
第1页共7页
JL2502-2
超声波检测报告
续表报告编号:HKB2016W234
第
2页 共7页
JL2502-2
超 声 波 检 测 报 告
续表 报 告 编 号:HKB2016W234
第3页共7页
JL2502-2
超声波检测报告
续表报告编号:HKB2016W234
第4页共7页
JL2502-2
超声波检测报告
报告
第5页共7页
A B A B
说明:A、B为检测位置,为钢柱翼板对接焊缝。
JL2502-2
山东汇科工程检测有限公司
超声波检测报告
报告编号:HKB2016W234
第6页共7页
A
说明:A为检测位置,A是钢梁翼板对接焊缝。
JL2502-2
超声波检测报告
报告编号:HKB2016W234
第7页共7页。
钢结构焊缝超声波检验报告
构件编号
型号规格
(mm)
检验部位
钢板
厚度
(mm)
检验
长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
12mm
300
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
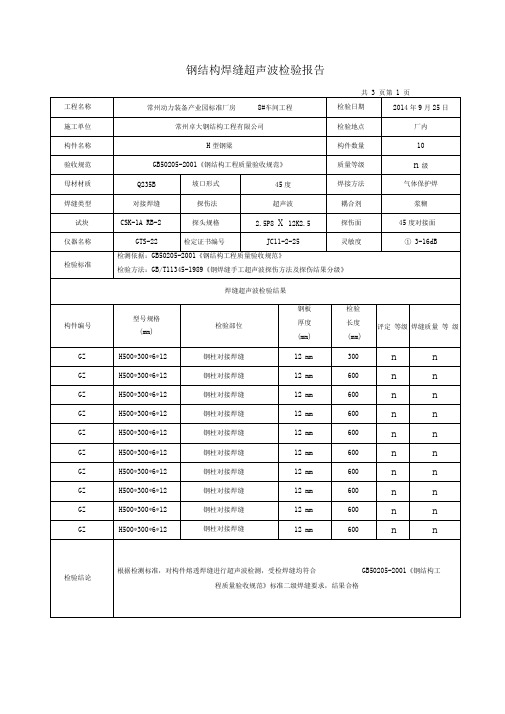
钢结构焊缝超声波检验报告
共3页第1页
工程名称
常州动力装备产业园标准厂房8#车间工程
检验日期
2014年9月25日
施工单位
常州卓大钢结构工程有限公司
检验地点
厂内
构件名称
H型钢梁
构件数量
10
验收规范
GB50205-2001《钢结构工程质量验收规范》
质量等级
n级
母材材质
Q235B
坡口形式
45度
焊接方法
气体保护焊
检验 长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
1Байду номын сангаасmm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
超声波探伤报告
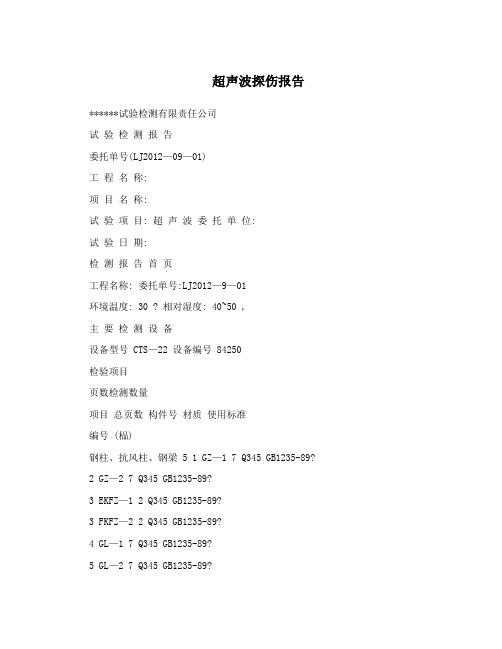
超声波探伤报告******试验检测有限责任公司试验检测报告委托单号(LJ2012—09—01)工程名称:项目名称:试验项目: 超声波委托单位:试验日期:检测报告首页工程名称: 委托单号:LJ2012—9—01环境温度: 30 ? 相对湿度: 40~50 ,主要检测设备设备型号 CTS—22 设备编号 84250检验项目页数检测数量项目总页数构件号材质使用标准编号 (榀)钢柱、抗风柱、钢梁 5 1 GZ—1 7 Q345 GB1235-89?2 GZ—2 7 Q345 GB1235-89?3 EKFZ—1 2 Q345 GB1235-89?3 FKFZ—2 2 Q345 GB1235-89?4 GL—1 7 Q345 GB1235-89?5 GL—2 7 Q345 GB1235-89?焊工编号说明焊工姓名焊工证号焊工编号H01H02H03H04H05H06超声波检测报告委托单号:LJ2012—9—1 共5页第1页工程名称项目名称钢柱、抗风柱、钢梁委托单位检件规格δ,6mm δ,8mm δ,10mm 仪器型号 CTS-22型探头型号5P6×6K3 试块型号 RB-2 检件材质 Q345 耦合剂机油灵敏度 DAC-16dB 检测比例 20% 表面状况良好检测标准 GB1345-89? 焊缝种类 B 焊接方法自动焊探伤时间焊后24小时缺陷当量、指钢梁榀号焊口编号焊工号评定等级结论标长度(mm)GZ-1 FB1-1.1 H01 ?区 12 ?级合格 GZ-1 FB1-1.2 H01 ?区 12 ?级合格GZ-1 FC1-3 H01 ?区 12 ?级合格 GZ-1 FB2-1.1 H01 ?区 12 ?级合格 GZ-1FB2-1.2 H01 ?区 12 ?级合格 GZ-1 FC2-3 H01 ?区 12 ?级合格 GZ-1 FB3-1.1 H01 ?区 12 ?级合格 GZ-1 FB3-1.2 H01 ?区 12 ?级合格 GZ-1 FC3-3 H01 ?区12 ?级合格 GZ-1 FB4-1.1 H01 ?区 12 ?级合格 GZ-1 FB4-1.2 H01 ?区 12 ?级合格 GZ-1 FC4-3 H01 ?区 12 ?级合格 GZ-1 FB5-1.1 H01 ?区 12 ?级合格 GZ-1 FB5-1.2 H01 ?区 12 ?级合格 GZ-1 FC5-3 H01 ?区 12 ?级合格 GZ-1 FB6-1.1 H01 ?区 12 ?级合格 GZ-1 FB6-1.2 H01 ?区 12 ?级合格 GZ-1 FC6-3 H01 ?区 12 ?级合格 GZ-1 FB7-1.1 H01 ?区 12 ?级合格 GZ-1 FB7-1.2 H01 ?区 12 ?级合格 GZ-1 FC7-3 H01 ?区 12 ?级合格备注 B值=5mm 扫描调解:水平1:1 K 值=2.9签发: 校核: 检验: 2012 年 9 月 3 日施工技术负责人: 监理工程师(建设单位代表):超声波检测报告委托单号:LJ2012—9—1 共5页第2页工程名称项目名称钢柱、抗风柱、钢梁委托单位检件规格δ,6mm δ,8mm δ,10mm 仪器型号 CTS-22型探头型号5P6×6K3 试块型号 RB-2 检件材质 Q345 耦合剂机油灵敏度 DAC-16dB 检测比例 20% 表面状况良好检测标准 GB1345-89? 焊缝种类 B 焊接方法自动焊探伤时间焊后24小时缺陷当量、指钢梁榀号焊口编号焊工号评定等级结论标长度(mm)GZ-2 GB1-1.1 H01 ?区 12 ?级合格 GZ-2 GB1-1.2 H01 ?区 12 ?级合格GZ-2 GC1-3 H01 ?区 12 ?级合格 GZ-2 GB2-1.1 H02 ?区 12 ?级合格 GZ-2GB2-1.2 H02 ?区 12 ?级合格 GZ-2 GC2-3 H02 ?区 12 ?级合格 GZ-2 GB3-1.1 H02 ?区 12 ?级合格 GZ-2 GB3-1.2 H02 ?区 12 ?级合格 GZ-2 GC3-3 H02 ?区12 ?级合格 GZ-2 GB4-1.1 H02 ?区 12 ?级合格 GZ-2 GB4-1.2 H02 ?区 12 ?级合格 GZ-2 GC4-3 H02 ?区 12 ?级合格 GZ-2 GB5-1.1 H02 ?区 12 ?级合格 GZ-2 GB5-1.2 H02 ?区 12 ?级合格 GZ-2 GC5-3 H02 ?区 12 ?级合格 GZ-2 GB6-1.1 H02 ?区 12 ?级合格 GZ-2 GB6-1.2 H02 ?区 12 ?级合格 GZ-2 GC6-3 H02 ?区 12 ?级合格 GZ-2 GB7-1.1 H02 ?区 12 ?级合格 GZ-2 GB7-1.2 H02 ?区 12 ?级合格 GZ-2 GC7-3 H02 ?区 12 ?级合格备注 B值=5mm 扫描调解:水平1:1 K 值=2.9签发: 校核: 检验: 2012 年 9 月 3 日施工技术负责人: 监理工程师(建设单位代表):超声波检测报告委托单号:LJ2012—9—1 共5页第3页工程名称项目名称钢柱、抗风柱、钢梁委托单位检件规格δ,6mm δ,8mm δ,10mm 仪器型号 CTS-22型探头型号5P6×6K3 试块型号 RB-2 检件材质 Q345 耦合剂机油灵敏度 DAC-16dB 检测比例 20% 表面状况良好检测标准 GB1345-89? 焊缝种类 B 焊接方法自动焊探伤时间焊后24小时缺陷当量、指钢梁榀号焊口编号焊工号评定等级结论标长度(mm)KFZ-1 HB1-1.1 H03 ?区 12 ?级合格 KFZ-1 HB1-1.2 H03 ?区 12 ?级合格KFZ-1 HC1-3 H03 ?区 12 ?级合格 KFZ-1 HB2-1.1 H03 ?区 12 ?级合格 KFZ-1 HB2-1.2 H03 ?区 12 ?级合格 KFZ-1 HC2-3 H03 ?区 12 ?级合格 KFZ-1 HB3-1.1 H03 ?区 12 ?级合格 KFZ-1 HB3-1.2 H03 ?区 12 ?级合格 KFZ-1 HC3-3H03 ?区 12 ?级合格 KFZ-1 HB4-1.1 H03 ?区 12 ?级合格 KFZ-2 HB4-1.2 H03 ?区 12 ?级合格 KFZ-2 HC4-3 H03 ?区 12 ?级合格 KFZ-2 HB5-1.1 H03 ?区 12 ?级合格 KFZ-2 HB5-1.2 H03 ?区 12 ?级合格 KFZ-2 HC5-3 H03 ?区 12 ?级合格 KFZ-2 HB6-1.1 H03 ?区 12 ?级合格 KFZ-2 HB6-1.2 H03 ?区 12 ?级合格KFZ-2 HC6-3 H03 ?区 12 ?级合格备注 B值=5mm 扫描调解:水平1:1 K值=2.9签发: 校核: 检验: 2012 年 9 月 3 日施工技术负责人: 监理工程师(建设单位代表):超声波检测报告委托单号:LJ2012—9—1 共5页第4页工程名称项目名称钢柱、抗风柱、钢梁委托单位检件规格δ,6mm δ,8mm δ,10mm 仪器型号 CTS-22型探头型号5P6×6K3 试块型号 RB-2 检件材质 Q345 耦合剂机油灵敏度 DAC-16dB 检测比例 20% 表面状况良好检测标准 GB1345-89? 焊缝种类 B 焊接方法自动焊探伤时间焊后24小时缺陷当量、指钢梁榀号焊口编号焊工号评定等级结论标长度(mm)GL-1 IB1-1.1 H03 ?区 12 ?级合格 GL-1 IB1-1.2 H03 ?区 12 ?级合格GL-1 IC1-3 H03 ?区 12 ?级合格 GL-1 IB2-1.1 H03 ?区 12 ?级合格 GL-1IB2-1.2 H03 ?区 12 ?级合格 GL-1 IC2-3 H03 ?区 12 ?级合格 GL-1 IB3-1.1 H04 ?区 12 ?级合格 GL-1 IB3-1.2 H04 ?区 12 ?级合格 GL-1 IC3-3 H04 ?区12 ?级合格 GL-1 IB4-1.1 H04 ?区 12 ?级合格 GL-1 IB4-1.2 H04 ?区 12 ?级合格 GL-1 IC4-3 H04 ?区 12 ?级合格 GL-1 IB5-1.1 H04 ?区 12 ?级合格 GL-1 IB5-1.2 H04 ?区 12 ?级合格 GL-1 IC5-3 H04 ?区 12 ?级合格 GL-1 IB6-1.1 H04 ?区 12 ?级合格 GL-1 IB6-1.2 H04 ?区 12 ?级合格 GL-1 IC6-3 H04 ?区 12 ?级合格 GL-1 IB7-1.1 H04 ?区 12 ?级合格 GL-1 IB7-1.2 H04 ?区 12 ?级合格 GL-1 IC7-3 H04 ?区 12 ?级合格备注 B值=5mm 扫描调解:水平1:1 K 值=2.9签发: 校核: 检验: 2012 年 9 月 3 日施工技术负责人: 监理工程师(建设单位代表):超声波检测报告委托单号:LJ2012—9—1 共5页第5页工程名称项目名称钢柱、抗风柱、钢梁委托单位检件规格δ,6mm δ,8mm δ,10mm 仪器型号 CTS-22型探头型号5P6×6K3 试块型号 RB-2 检件材质 Q345 耦合剂机油灵敏度 DAC-16dB 检测比例 20% 表面状况良好检测标准 GB1345-89? 焊缝种类 B 焊接方法自动焊探伤时间焊后24小时缺陷当量、指钢梁榀号焊口编号焊工号评定等级结论标长度(mm)GL-2 JB1-1.1 H05 ?区 12 ?级合格 GL-2 JB1-1.2 H05 ?区 12 ?级合格GL-2 JC1-3 H05 ?区 12 ?级合格 GL-2 JB2-1.1 H05 ?区 12 ?级合格 GL-2JB2-1.2 H05 ?区 12 ?级合格 GL-2 JC2-3 H05 ?区 12 ?级合格 GL-2 JB3-1.1 H05 ?区 12 ?级合格 GL-2 JB3-1.2 H05 ?区 12 ?级合格 GL-2 JC3-3 H05 ?区12 ?级合格 GL-2 JB4-1.1 H05 ?区 12 ?级合格 GL-2 JB4-1.2 H05 ?区 12 ?级合格 GL-2 JC4-3 H05 ?区 12 ?级合格 GL-2 JB5-1.1 H05 ?区 12 ?级合格 GL-2 JB5-1.2 H05 ?区 12 ?级合格 GL-2 JC5-3 H05 ?区 12 ?级合格 GL-2 JB6-1.1 H05 ?区 12 ?级合格 GL-2 JB6-1.2 H05 ?区 12 ?级合格 GL-2 JC6-3 H05 ?区 12 ?级合格 GL-2 JB7-1.1 H05 ?区 12 ?级合格 GL-2 JB7-1.2 H05 ?区 12 ?级合格 GL-2 JC7-3 H05 ?区 12 ?级合格备注 B值=5mm 扫描调解:水平1:1 K 值=2.9签发: 校核: 检验: 2012 年 9 月 3 日施工技术负责人: 监理工程师(建设单位代表):。
钢管超声波探伤报告

V型坡口
补偿(dB)
4dB
缺陷总长
0
焊接方法
手工电弧焊
检查面状况
打磨良好
返修情况
无返修
探 伤 面
焊缝单面双侧
探伤时机
焊后24小时
检测结果
合格
焊缝宽度
12-14㎜
探头参数
2.5P8×12K2
实测m
Z1
3089mm
Z2 H1
2700mm
焊缝编号
缺陷深度
MDJ7
MDJ4
MDJ5 MDJ6
2700㎜
缺陷深度
波幅dB
缺陷指示长度
缺陷性质
评定
备注
MDJ1
/
/
/
无应记录缺陷
BI级
合格
MDJ2
/
/
/
无应记录缺陷
BI级
合格
MDJ3
/
/
/
无应记录缺陷
BI级
合格
MDJ4
/
/
/
无应记录缺陷
BI级
合格
MDJ5
/
/
/
无应记录缺陷
BI级
合格
MDJ6
/
/
/
无应记录缺陷
BI级
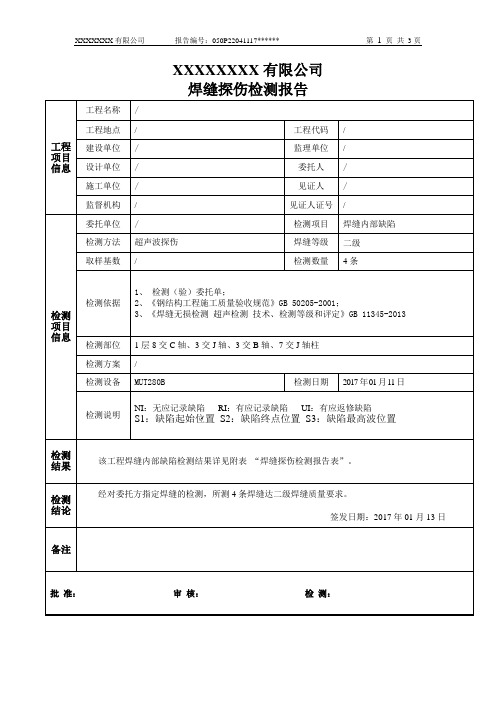
超声波检测报告
工程名称:XXXXXXXXXX工程
设备名称:出水钢管(制作)
检测时间:2022年5月25日
报告编号:GYNY[2020525]
焊缝超声波探伤报告
工程名称
XXXXXX工程
仪器型号
CTS—9006
图 号
钢管名称
出水钢管-01#
探头型号
2.5P8×12K2
钢结构焊缝超声波探伤检测报告及检测原始记录
缺陷水平位置/mm
缺陷深度/
mm
指示长度/mm
波幅区域
评定级别
结论
返修
合格
校核:主检:
钢结构焊缝超声波检测原始记录(三)
XX省 JC/JL-05.0001 共 页 第 页
工程名称
委托编号
检测日期
检测地点
检测设备
环境条件
样品编号
探头
编号
构件名称
构件规格/mm
焊缝编号
缺陷水平位置/mm
缺陷深度/
缺陷深度/mm
指示长度/mm
波幅
区域
评定级别
结论
返修
合格
检测说明
校核: 主检:
钢结构焊缝超声波探伤检测报告
共 页 第 页
工程名称
报告编号
检测项目
检测依据
见附图(***)
(附图标注焊缝序号、节点型式、检测部位等参数)
校核: 主检:
钢结构焊缝超声波探伤检测原始记录(一)
XX省 JC/JL-05.0001 共 页 第 页
耦合剂
焊缝质量等级
检验等级
合格级别
实验室地址
联系电话
检测项目
环境条件
检测依据
检测结论
检测单位检测专用章(盖章)
签发日期: 年 月 日
批准:校核:主检:
钢结构焊缝超声波探伤检测报告
XX省 JC/BG-05.0001 共 页 第 页
工程名称
报告编号
检测项目
检测依据
样品编号
构件名称
构件
规格
焊缝
编号
缺陷水平位置/mm
工程名称
委托编号
检测日期
检测地点
钢结构探伤三级检测报告(一)

钢结构探伤三级检测报告(一)
钢结构探伤三级检测报告
1. 检测目的
•确定钢结构中的缺陷类型和位置
•评估钢结构的健康状况
•提供钢结构修复和维护的依据
2. 检测方法
•使用超声波检测技术进行钢结构探伤
•采用手持式超声波仪器对钢结构进行逐点扫描3. 检测范围
•对钢结构主梁、支撑柱和连接件等部位进行检测•检测范围包括外部表面和内部构件
4. 检测结果
缺陷类型
•检测结果显示钢结构存在以下缺陷类型:
–疲劳裂缝
–腐蚀
–焊接缺陷
缺陷位置
•缺陷位置如下:
–主梁:
•第1号主梁上存在疲劳裂缝
•第3号主梁上存在腐蚀
–支撑柱:
•第2号支撑柱存在焊接缺陷
•第5号支撑柱存在腐蚀
–连接件:
•第4号连接件存在疲劳裂缝缺陷程度评估
•缺陷程度评估结果如下:
–疲劳裂缝:2级
–腐蚀:1级
–焊接缺陷:3级
5. 建议修复措施
•根据检测结果,提出如下修复措施:
–对疲劳裂缝进行修补和加固
–清除腐蚀部分并进行防腐处理
–修复焊接缺陷或更换受影响的连接件
6. 检测结论
•综合检测结果和修复措施建议,得出以下结论:
–钢结构存在多个缺陷类型和位置
–部分缺陷已达到较高程度,需要及时修复
–修复后的钢结构可以恢复健康状况,确保结构的安全性和可靠性
以上是钢结构探伤三级检测报告的内容,如有任何疑问或需要进一步详细信息,请及时联系相关专业人员。
超声波无损检测报告表格

无损检测报告项目名称: xxxx有限公司xxxx项目产品(设备)编号CFJG委托单位: xxxx有限公司检测单位:xxxxx公司质量管理部操作人:级别:报告人:级别: II 审核人:级别: II(公章)年月日焊缝超声波检测报告首页委托单位:xxxx钢结构有限公司报告编号:CFJG 共9页第 1 页产品和检测器材产品(设备)名称厂房钢结构产品(设备)编号CFJG材料牌号Q345B 坡口形式V接头形式对接焊接方法手工焊仪器型号CTS-2020 探头型号 2.5G10×10K2 试块型号CSK-ⅠA,CSK-Ⅲ A表面处理打磨耦合剂工业糨糊委托人陈德方技术要求检测标准JB/T4730.3-2005 检测方法横波检测比例100 % 表面补偿 6 dB检测面单面双侧检测灵敏度Φ1×6-9dB 合格级别Ⅲ焊缝(管线)编号板材厚度mm焊缝长度mm检测情况一次返修二次返修三次返修评定级别检测长度mm检测比例%扩探长度mm部位长度m m部位长度m m部位长度m mGJ-1E1 14 300 300 100 ⅢE214 300 300 100 ⅢE314 300 300 100 ⅢE414 300 300 100 ⅢE514 300 300 100 ⅢE614 300 300 100 ⅡE710 200 200 100 ⅢE810 200 200 100 ⅢE910 200 200 100 ⅢE1010 200 200 100 ⅡF1 8 500 500 100 ⅡF2 8 500 500 100 Ⅱ检测说明与结果1、本产品按JB/T4730.3-2005 标准进行检测与评定,焊缝质量符合Ⅲ级要求。
2. CFJG表示框架总编号,GJ表示每榀框架的编号,例如:GJ-1表示第一榀的编号。
每榀框架翼缘板焊缝的表示方法用字母“E”表示,从右至左依次为E1、E2 (10)每榀框架腹板焊缝的表示方法用字母“F”表示,从右至左依次为F1、F2 (6)3. 检测位置见附页示意图。
134钢结构焊缝超声波检验报告
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵敏度
检验标准
焊缝超声波检验结果
构件编号
型号规格
(mm)
检验部位
钢板厚度(mm)
检验长度(mm)
缺陷评定等级
焊缝质量等级
检验结论
批准:审核:校核:检验:
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
委托单位
检验日期
施工单位
检验地点
见证单位
见证人
样品名称
样品数量
验收规范
质量等级
母材材质
坡口形式
焊接方法
焊缝种类
表面状态
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵
批准:审核:校核:检验:
钢结构焊缝超声波检验报告
质控(建)表4.1.8.4-6共页第页
工程名称
委托编号
委托单位
检验日期
施工单位
检验地点
见证单位
见证人
样品名称
样品数量
验收规范
质量等级
母材材质
坡口形式
焊接方法
焊缝种类
表面状态
耦合剂
表面补偿
探伤法
探伤面
扫查方式
探头规格
试块
仪器名称
检定证书编号
灵敏度
检验标准
焊缝超声波检验结果
超声波探伤报告(已填好)

超声波探伤报告(已填好)
报告编号:GLZTT-2009-02编号:BJB/CX-D5.4.11.2
被检工件特性
工程名称
焊接工艺评定
塔型、件号
/
工件名称
钢板
厚度
12mm
材质
Q235
坡口型式
V型
接头型式
角接接头
焊接方法
手工焊
检测设备
仪器型号
TS-2008E
探头
2.5P8×12K2
试块
DSK-IA RB-I
耦合剂
机油
检测规范
技术等级
B级
探头K值
1.89
验收标准
GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》
GB50205-2001《钢结构工程施工及验收规范》
样本情况
样本数量
1件
抽样比例
100%
探伤数量
1件
检验范围
二级焊缝
探伤检测位置示意图
探伤结果及返修情况
焊缝编号
检验长度
显示情况
评定级别
说明:
NI:无应记录缺陷
RI:有应记录缺陷
UI:有应返修记录
GB-3
240
●NI ○RI ○UI
Ⅰ
GB-4
240
●NI ○RI ○UI
Ⅰ
/
/
/
/
/
/
/
/
/
/
/
/Hale Waihona Puke ////
评定结果
二级焊缝质量满足规范要求
检测人员:
审核人员:
技术资格:
UT级
技术资格:
钢结构探伤报告格式电子版
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年04月28日工程名称:木棉之冠酒店验收批号:--构件名称:一层箱型柱建设单位:金木棉集团焊口数量:150道检测范围:100%探伤面状态:修整●、轧制○、机加○验收标准:GB11345-89-(B)-Ⅱ级探伤时机:焊后●、热处理后○耦合剂:机油○、甘油○、浆糊●零件编号:--厚度:-12、22、30(mm)施工单位:金三角滕凯钢结构有限公司监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊依据:GB50205-2001钢结构工程施工质量验收规范及GB11345-89超声波检测标准■合格 □不合格UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司探伤方式:垂直○、斜角●、单探头●、双探头○、串列探头○扫描调节:深度、水平、声程●试块:CSK-ⅠA,RB-2检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
钢材材质:Q345B 探伤面:修磨检验规程:GB50205-2001仪器型号:PXUT-350+检测比例:100%焊缝编号检验长度显示情况一次返修缺陷编号二次返修缺陷编号——427600良好评定结论检验员审核审核人:检测人:监理单位:焊缝种类:对接平缝●、对接环缝○、角接纵缝○、角接环缝○、管接焊缝○焊接方式:气体保护焊焊口数量:150道检测范围:100%报告编号:TS004-GTS-2017-MMZG-0005报告日期:2017年05月21日工程名称:木棉之冠酒店验收批号:--构件名称:二层箱型柱建设单位:金木棉集团零件编号:--厚度:-12、22、30(mm)UT Ⅱ级UT Ⅱ级检测单位:中冶信达建筑材料检测有限公司检测部位及规格:柱与柱之间对接接口900×900×30、600×600×22、500×500×18探伤结构及返修情况备注检验焊缝总长427600(mm),一次返修总长0(mm),二次返修总长0(mm),同一部位经0次返修后合格。
焊缝超声波探伤报告..
(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
2.检测方法该工程钢结构材质为Q345,根据设计要求采用埋弧自动焊、气体保护焊及手工电弧焊的方法进行焊接。
结构平面示意图如图1所示,所有全熔透对接焊缝应符合《建筑钢结构焊接技术规程》(JGJ81-2002)规定的二级焊缝质量标准。
根据厂房现有情况及相关规范,本次检测共对1条焊缝进行了超声波探伤,所检测构件位置如图1及图2所示。
图1 立柱焊缝位置示意图图2 梁焊缝位置示意图焊缝超声波探伤采用斜探头横波法进行检测。
检测仪器型号为RSM -NT1型超声波探伤仪,探头主频2.5MHz,晶片直径15mm。
检测前预先将检测表面清理平整。
检测时用机油作为耦合剂,将探头置于焊缝一侧表面进行探伤。
焊缝探伤等级为GB/T 11345-1989 B级。
钢结构焊缝超声波检验报告
钢结构焊缝超声波检验报告一、工程概述本次检验的钢结构工程位于_____,由_____公司负责施工。
该钢结构主要用于_____,其结构形式为_____。
二、检验依据1、《钢结构工程施工质量验收规范》(GB 50205 2001)2、《焊缝无损检测超声检测技术、检测等级和评定》(GB/T 11345 2013)3、施工图纸及相关技术文件三、检验设备及器材1、超声波探伤仪:型号为_____,具有_____等功能,满足本次检验的要求。
2、探头:采用_____探头,频率为_____,晶片尺寸为_____。
3、耦合剂:选用_____,具有良好的耦合效果。
四、检验人员检验人员均持有国家相关部门颁发的无损检测资格证书,具备丰富的超声波检验经验。
五、检验范围及比例本次检验范围包括钢结构的_____等部位的焊缝。
根据相关规范及设计要求,抽检比例为_____。
六、检验时机焊缝在完成焊接后_____小时,并外观检查合格后进行超声波检验。
七、检验过程1、检验前准备对焊缝表面进行打磨处理,去除焊渣、飞溅物等,使焊缝表面光滑平整,便于探头耦合。
调节超声波探伤仪的参数,如增益、频率、扫描速度等,确保仪器处于正常工作状态。
2、扫查方式采用锯齿形扫查、平行扫查和转角扫查相结合的方式,对焊缝进行全面扫查,确保不遗漏任何缺陷。
扫查速度适中,保证探头有足够的时间对焊缝进行检测。
3、缺陷定位与定量当发现缺陷回波时,通过调节探头位置和角度,确定缺陷的位置和深度。
根据缺陷回波的幅度和长度,按照相关标准对缺陷进行定量评估。
八、检验结果1、本次共检验焊缝_____条,其中合格焊缝_____条,不合格焊缝_____条。
2、不合格焊缝的缺陷类型主要有气孔、夹渣、未焊透等。
具体情况如下:|焊缝编号|缺陷类型|缺陷位置|缺陷尺寸|评定级别||||||||_____|_____|_____|_____|_____||_____|_____|_____|_____|_____|九、结论1、经超声波检验,本工程钢结构焊缝的质量总体符合相关规范和设计要求。
钢结构焊缝超声波检验报告

钢结构焊缝超声波检验报告
本报告是对常州动力装备产业园标准厂房8#车间工程中
___所提供的H型钢梁进行钢结构焊缝超声波检验的结果报告。
验收规范为GB-2001《钢结构工程质量验收规范》。
母材材质为Q235B,焊缝类型为对接焊缝,试块为CSK-1A和RB-2.检
验仪器为GTS-22,检验标准为JC11-2-25.
本次检验共检验了10个构件,焊接方法为气体保护焊,
耦合剂为浆糊。
探伤面为45度对接面,探头规格为Φ3-16dB,灵敏度为2.5P8×12K2.5.检验日期为2014年9月25日,检验
地点为厂内。
构件数量为10个,质量等级为Ⅱ级。
本次检验结果显示,受检焊缝均符合GB-2001《钢结构工程质量验收规范》标准二级焊缝要求,评定等级均为Ⅱ级,焊缝质量等级也为Ⅱ级。
因此,本次检验结果合格。
报告批准人、审核人和校核人的信息未在文章中提供,需要补充完整。
超声波探伤检测报告
委托检验报告
(超声波探伤报告)
施工单位:云南省泸西县瑞虎工业设备安装公司
山草坪电站项目部
工程名称:山草坪电站钢管道制作安装
检验日期:2007年7月4日
报告编号: 20070704
检验单位:中国有色金属工业第十四冶金建设公司建材科研所
中国有色金属工业第十四冶金建设公司建材科研所
说明
1、报告书应当由计算机打印输出,或用钢笔、签字笔填写,字迹要工整,
涂改无效;
2、本报告书无检验、审核签字和检验机构检验专用章或者公章无效;
3、本报告书一式两份,由检验机构和使用单位分别保存;
4、使用单位应在设备检验后15 个工作日内向检验机构领取报告书;
5、受检单位对本报告结论如有异议,请在收到报告书之日起15 日内,向
检验机构提出书面意见;
6、使用单位应该采取积极措施,整改本报告书指出的设备缺陷,消除事故
隐患。
同时还应加强管理,妥善保养,确保设备安全运行;
7、使用单位应搞好维护保养,保证设备安全经济运行,发现设备有异常,
应及时妥善处理;
8、本报告复印无效;
检验单位:中国有色金属工业第十四冶
金建设公司建材科研所
超声波检测报告(01)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GD2105006
内容 : 一、工程概况 工程名称、地点、委托单位、检测日期、报告编号等 二、 检测依据 《钢结构工程施工质量验收规范》 《钢焊缝手工超声波探伤方法和探伤结果的分级》 《压力容器无损检测》 《螺栓球节点钢网架焊缝超声波探伤及质量分级法》 《焊接球节点钢网架焊缝超声波探伤及质量分级法》 《建筑钢结构焊接技术规程》 三、取样数量 l. 普通钢结构(轻钢、桥梁、钢屋架、空间钢结构)如下表: 一、二级焊缝质量等级及缺陷分级 焊缝质量等级 内部缺陷超声波探伤 评定等级 验收等级 探伤比例 内部缺陷射线探伤 评定等级 验收等级 探伤比例 一级 Ⅱ B级 100﹪ Ⅱ AB级 100% 二级 Ⅲ B级 20﹪ Ⅲ AB级 20% GB 50205-2001 GB 11345-89 JB 4730-94 JG/T 3034.2-1996 JG/T 3034.1-下原则确定:(1)对工厂制作焊缝,应按每条焊 缝计算百分比,且探伤长度不应小于200mm,当焊缝长度不足200mm时,应对整条 焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数 计算百分比,探伤长度应不小于200mm,并不少于1条焊缝。 2. 钢网架 焊接球焊缝的5%,且不应少于3个; 焊缝无损检测,检测比例为每种钢管规格的5%。 四、仪器设备 名称、型号、仪器设备检测设定及参数。 五、检测结果。