常用的硬质合金以 WC为主要成分
硬质合金性能特点

本文摘自再生资源回收-变宝网()
硬质合金性能特点
硬质合金是由难熔金属硬质化合物(WC、TiC、TaC、NbC)为硬质相和金属钻为粘结相,经过粉末冶金制成的一大类刀具材料。
由于硬质合金中的碳化物熔点高(2400~31400C)、硬度高(1800—3200HV)、弹性模量高(291~710GPa)、化学稳定性好和热稳定性好,其硬度、耐磨性和耐热性,都远高于高速钢。
硬质合金的硬度为89~94HRA(74~83HRC),大大高于高速钢的硬度83~86、5HRA(62~70HRC)。
硬质合金的耐热性为800~1000℃,远远高于高速钢的耐热性600~650℃。
硬质合金在1000~1100℃时还能保持73~76HRA的硬度。
由于硬质合金的常温硬度和高温硬度高,它的耐磨性和切削速度分别比高速钢高15~20倍和4一10倍。
它的抗弯强度一般为900~2200MPa。
由
于科技的进步,有的硬质合金的抗弯强度可达3500~4000MPa,达到或高于高速钢的抗弯强度,可以制造小直径钻头、立铣刀和薄的大直径锯片铣刀及各种丝锥。
用硬质合金刀具取代高速钢刀具,是切削刀具发展的趋势,这也是数控机床广泛应用的结果。
据有关资料介绍,硬质合金刀具占整个切削刀具的80%以上,可见它的性能优良。
本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;
变宝网官网:/?cj
买卖废品废料,再生料就上变宝网,什么废料都有!。
硬质合金

IVB、VB、VIB族金属的碳化物、氮化物、硼化物等,由于硬度和熔点特别高,征和应用。
硬质合金是怎样烧结而成的?
答硬质合金是将这种或多种难熔金属的碳化物和粘接剂金属,用粉末冶金方法制成的金属材料。
主要生产国家
世界上有50多个国家生产硬质合金,总产量可达27000~28000t-,主要生产国有美国、俄罗斯、瑞典、中国、德国、日本、英国、法国等,世界硬质合金市场基本处于饱和状态,市场竞争十分激烈。中国硬质合金工业是50年代末期开始形成的,60~70年代中国硬质合金工业得到了迅速发展,90年代初中国硬质合金总生产能力达6000t,硬质合金总产量达5000t,仅次于俄罗斯和美国,居世界第3位
除碳原子外,氮原子、硼原子也能进入金属晶格的空隙中,形成间充固溶体。它们与间充型碳化物的性质相似,能导电、导热、熔点高、硬度大,同时脆性也大。
硬质合金的基体由两部分组成:一部分是硬化相;另一部分是粘结金属。
硬化相是元素周期表中过渡金属的碳化物,如碳化钨、碳化钛、碳化钽,它们的硬度很高,熔点都在2000℃以上,有的甚至超过4000℃。另外,过渡金属的氮化物、硼化物、硅化物也有类似的特性,也可以充当硬质合金中的硬化相。硬化相的存在决定了合金具有极高硬度和耐磨性。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。硬质合金广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。
各国硬质合金牌号近似对照

各国硬质合金牌号近似对照制造厂家和商标 P10 中国统一牌号 YT15 P20 YT14 P30 YT5 ISO国际标准代号 M10 M20 YW1 YW2 F YG6A YG6X YM051 YD15 YD10.1 YD10.2 YW3 YW4 YW3YM20 CA15* CN16* YDS15 SD15 CA15* CN16* YD20 CA25* CN26* YS2 YL10.2 YB03* (YG10HT) K15 YG6 K20 YG6 YG8N K30 YG8 YG8N YC30 YC10 CN15* 中国株洲硬质合金厂(钻石) YB01* YB02* YB03* YB425* YB120* YC20.1 CN25* YB01* YB02*YB03* YS25 YS30 CN35* SC30 YB01* YB03* YB435* YB435* YB02* YB425* YB03* YB120* YB435* YB03* YB03* YB03* YB435* YB3015* YB435* YB3015* YL10.1 YB3015* YL10.1 YL10.1 YC25 YC25 YL10. YC25 YB425* YT715 YT712 YT707 YT758 ZC01* 中国自贡硬质合金厂(长城) ZC02* ZC03* ZC04* ZC05* ZC06* YN510* YT715 YT712 YT798YT758 ZC01* ZC02* ZC03* ZC04* ZC05* ZC06* ZC07* YT535 ZC03* ZC04* ZC07* ZC08* ZP30 YT712 YT758 YT707 YT726 YT767 YT767 YG643 YG813 ZC02* YG532 ZC04* ZC02* ZC05* ZC04* ZC07* ZC05* YT726 YG813 YG532 YG643 ZC01* ZC02* ZC03* ZC04* YG813 YG532 ZC01* ZC02* ZC03* ZC04* ZC06* ZC08* YG813 YG532 ZC01* ZC02* ZC03* ZC04* ZC06* YG640 YG546 ZC08* ZK30 YN510N* ZC08* ZP01+ YN520N+ 中国北方工具厂中国天津硬质合金工具厂(引进维迪亚)美国亚当斯碳化物公司(Adamas) 美国通用电器公司卡波洛依系统部(Carboloy) 美国肯纳金属(Kennametal) 350 370 370 495 499 434 TTX TTM YD10 YD15 TTM TTR ZC06* ZC08* ZM10 ZC07* ZK20 YN510N+ YTT YTN AT15 AT15 THM THM THM THR 548 548 AA A B 320 370 860 905 883 883 44A KC740* KC710* KC850* KC910* K313 VC165 VC165 VC125 VC5 VC55 VC5 VC2 VC2 K68 VC2 VC28 VN2* K68 KC250* VC2 VC28 VN2* VC2 VC28 VC1 K1 美国万耐特(Valenite) VC7 VC5 VC27 VC27 VC1VC101 V99* VN5* VC55 VN5* V90* VN5* V90* V99* VN5* V99* V91* V91* V91* GC415* GC425* CT515+ S1P 瑞典山特维克公司可乐GC415* GC415* GC425* GC425*GC435* GC435* GC015* H1P GC3015* H1P GC3015* H20 GC3015* H10F H10 H10F GC415* GC415* GC015* GC225* GC415* GC415* GC415* 满(Sandvik,Coromant) S10T GC425* GC315* GC225* GC1025* GC315* GC315* GC015* GC435* GC1025* S30T GC435* GC435* GC225* H13A S30T GC135* H13A H13A GC1025* GC235* 瑞典山高工具(Seco) 日本住友电气工业(Igetalloy) 日本三菱金属(Mitsubishi) S1F ST10E ST10P STi10 STi10T S2 S4 SU41 H13 H1 ST20E ST30E U10E U2 CG11 G10E STi20STi30 UTi20T UTi10 UTi20 HTi10 HTi10T TH10 G1F T821* TX30 UX30 TU10 TU20T801* T811* T802* T823* T803* T530* T221* T370* TTS TTX 德国维迪亚(Widia)TK15* TN25* TTS TK15* TN25* TTR TTM TK15* TN35* AT15 AT15 TK15* AT10 HK15* HK15* HK15* TN25* TN35* WK1 德国瓦尔特(Walter) WP1 WP1 WP3 WK1WHN33* WK1 THM THM T822* UX25 T811* T802* T823* T803* T813* T530* T221* T370* G2 G2F T802* T823* T803* T813* T530* T221* T370* HTi20 HTi20T CG10 G2 HX HX HX G3 HTi30 TX10 TX10S TX10D N302+ 日本东芝钨业(Tungaloy) X407+ T822*T802* T823* T803* T813* TX20 UX25 N308+ X407+ T822* T802* T823* T803* T813*T553* T370* N350+ T802* T823* T813* T823* T803* T553* T803* T813* G3 T813*T370* T260* T260* T813* THR HK15* HK15* HK15* TN35* TN25* WHN53* WTN43* WTN33* WTN43* CP1 CP3 CP1 CP3 CM2 CM3 KM1 CF3 WK1 CP1* CP3* 德国赫尔特(Hertel) CM2* CM3* P10 CF2* CP1* CP3* CM2* CM3* P20 CF2* CP3* CM2* CM3*CF2* CM2 CM3 KM1 CF3 CM3 CM2 KM1 CF3常用的硬质合金以 WC为主要成分,根据是否加入其它碳化物而分为以下几类:( 1)钨钴类( WC+Co)硬质合金( YG)它由 WC和 Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
硬质合金

1 硬质合金的概念硬质合金是以高硬度、耐高温、耐磨的难熔金属碳化物(WC、TiC、CrZC3等)为主要成分,用抗机械冲击和热冲击好的铁族金属(Co、Mo、Ni等)作粘结剂,经粉末冶金方法烧结而成的一种多相复合材料[1]。
硬质合金也是由难熔金属硬质化合物(硬质相)和粘结金属经粉末冶金方法制成的高硬度材料[2]。
难熔金属硬质化合物通常指元素周期表第IV、V、VI族中过渡元素的碳化物,氮化物,硼化物和硅化物。
硬质合金中广泛使用的是碳化物,主要是碳化钨和碳化钽。
这些碳化物的共同特点是:熔点高,硬度高,化学稳定性好,热稳定性好,常温下与粘结金属的相互溶解作用很小等。
粘结金属应当符合下列要求:硬质合金的工作温度(1000℃)下不会出现液相;能较好的润湿碳化物表面;在烧结温度下不与碳化物发生化学反应;本身的物理力学性能较好等。
铁族金属及其合金能不同程度地满足上述要求。
其中最好的是钴,其次是镍,铁很少单独使用。
钨钴类硬质合金它由WC和Co组成,代号为YG,相当于ISO的K类。
我国常用的牌号有YG3,YG3X,YG6,YG6X,YG8等。
代号后面的数字为该牌号合金含钴量的百分数,X为细晶粒组织,无X为中晶粒组织。
随含钴量增加,材料抗弯强度和冲击韧性增加,但硬度,耐热,耐磨性逐渐下降。
YG类硬质合金主要用于加工硬,脆的铸铁,有色金属和非金属材料。
一般不宜于加工钢料,因为切钢时切削温度比较高,容易产生粘结与扩散磨损而使刀具迅速钝化。
但细晶粒组织的这类合金可用于加工一些特殊硬铸铁,不锈钢,耐热合金,钛合金等材料,因这时切削力大并集中于切削刃附近易崩刃,而YG合金的强度,韧性较好,导热性也不错,能达到良好的效果。
在YG类合金中添加少量的TaC(NbC)时,可明显提高合金的硬度,耐磨性,耐热性而不降低韧性,如YG6A,YG8A,(YG813)等牌号[3]。
至今硬质合金经历了飞速的发展,从普通合金到亚微米级(0.5~1μm)晶粒合金,再到超细级(0.1~0.5μm),以及至今的纳米级(≤0.1um)硬质合金。
硬质合金的牌号、性能及用途
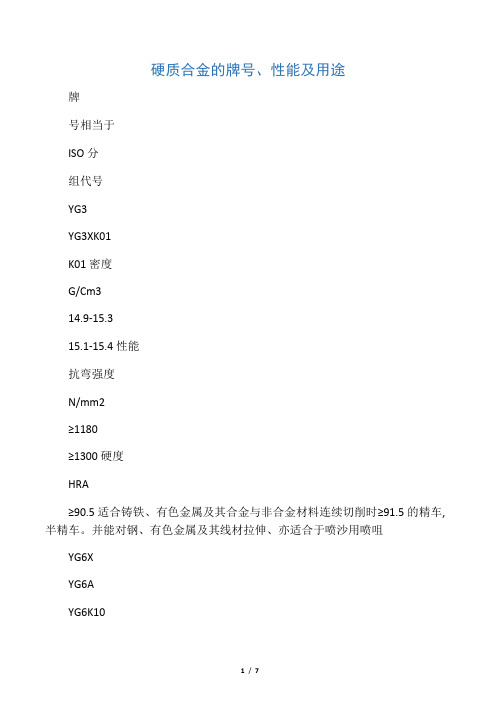
硬质合金的牌号、性能及用途牌号相当于ISO分组代号YG3YG3XK01K01密度G/Cm314.9-15.315.1-15.4性能抗弯强度N/mm2≥1180≥1300硬度HRA≥90.5适合铸铁、有色金属及其合金与非合金材料连续切削时≥91.5的精车,半精车。
并能对钢、有色金属及其线材拉伸、亦适合于喷沙用喷咀YG6XYG6AYG6K10K2014.8-15.114.7-15.114.7-15.1≥1560≥1580≥1670≥91.0≥91.0≥89.5适合冷硬铸铁、合金铸铁、耐热钢、合金钢的加工。
亦适合普通铸铁的加工。
适合铸铁、有色金属、合金与非合金材料的精加工与半精加工,亦用于钢、有色金属线材的拉伸,地质用电钻、钢钻钻头等YG8K20-K3014.6-14.9≥1840≥89适合铸铁、有色金属、非金属材料的粗加工,钢及有色金属、管材的拉伸,地质用各种钻头、机器制造用工具及易磨损零件。
YS2TYG10HTYB06K30-M30K30-M30K05-K1014.5-14.814.4-14.614.9-15.0≥2300≥2100≥3000≥91.5≥93.5适用低速粗加工,铣削钛合金及耐热合金,做切断刀及丝锥尤佳。
适用于制作φ3.2-6.3mmPCB大直径钻头、φ0.8-3.2mmPCB微钻、微铣刀和铰刀等硬质合金工具。
YB10K05-K1014.4-14.5≥3000≥91.8适用普钢、铸铁、不锈钢、耐热钢、镍基及钛合金等材料的加工。
推荐用于麻花钻头、立铣刀、丝锥、枪钻等通用工具材料。
YB12K05-K1014.0-14.1≥3200≥92.0适用于钛合金,耐热合金,不锈钢,淬硬钢,灰口铸铁,用途玻璃纤维增强塑料等材料的加工。
用于制作各种规格的立铣刀、球头铣刀等硬质合金工具。
YK25YG11CYG15K40K40K4014-.3-14.614.0--14.413.9-14.1≥2100≥2060≥2020≥86.5≥86.0≥86.5适用于镶镶制造重型凿岩机用的钻头:如深孔钻进、凿岩台车等用的钎头。
切削用量 切削用量三要素

切削用量切削用量三要素切削用量切削用量三要素切削用量切削用量三要素切削用量是指切削速度 v c 、进给量 f 〔或进给速度 v f 〕、背吃刀量 a p 三者的总称,也称为切削用量三要素。
它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
它们的定义如下:〔一〕切削速度 v c切削刃上选定点相对于工件的主运动的瞬时速度。
计算公式如下v c=( π d w n )/1000 (1-1)式中 v c ——切削速度 (m/s) ;dw ——工件待加工外表直径〔 mm 〕;n ——工件转速〔 r/s 〕。
在计算时应以最大的切削速度为准,如车削时以待加工外表直径的数值进行计算,因为此处速度最高,刀具磨损最快。
〔二〕进给量 f工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度 v f 是指切削刃上选定点相对工件进给运动的瞬时速度。
v f=fn 〔 1-2 〕式中 v f ——进给速度〔 mm/s 〕;n ——主轴转速〔 r/s 〕;f ——进给量〔 mm 〕。
〔三〕背吃刀量 a p通过切削刃基点并垂直于工作平面的方向上测量的吃刀量。
根据此定义,如在纵向车外圆时,其背吃刀量可按下式计算:a p = 〔 d w — d m 〕 /2 〔 1-3 〕式中 d w ——工件待加工外表直径〔 mm 〕;dm ——工件已加工外表直径〔 mm 〕。
涂层刀片为了提高刀具〔刀片〕外表的硬度和改善其耐磨性、润滑性,通过化学气相沉积和真空溅射等方法,在硬质合金刀片外表喷涂一层厚度 5~ 12μ m以下的TiC、 TiN或 Al 2O 3等化合物材料。
TiC 涂层刀片,硬度可达 3200HV,呈银灰色,耐磨性好,容易扩散到基体内与基体粘结牢固,在低速切削温度下有较高的耐磨性。
TiN 涂层刀片 TiN硬度为 2000HV,呈金黄色,色泽美观,润滑性能好,有较高的抗月牙洼型的磨损能力,与基体粘结牢固程度较差。
硬质合金牌号、性能及用途【完整版】
硬质合金牌号、性能及用途【完整版】硬质合金是以一种或几种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加入作为粘接剂的金属粉末(钴、镍等),经粉末冶金法而制得的合金。
它主要用于制造高速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的高耐磨零件。
硬质合金的特点(1)硬度、耐磨性和红硬性高硬质合金常温下硬度可达86~93HRA,相当于69~81HRC。
在900~1000℃能保持高硬度,并有优良的耐磨性。
与高速工具钢相比,切削速度可高4~7倍,寿命长5~80倍,可切削硬度高达50HRC的硬质材料。
(2)强度、弹性模量高硬质合金的抗压强度高达6000MPa,弹性模量为(4~7)×105MPa,都高于高速钢。
但其抗弯强度较低,一般为1000~3000MPa。
(3)耐蚀性、抗氧化性好一般能很好地抗大气、酸、碱等腐蚀,不易氧化。
(4)线膨胀系数小工作时,形状尺寸稳定。
(5)成形制品不再加工、重磨由于硬质合金硬度高并有脆性,所以粉末冶金成形烧结后不再进行切削加工或重磨,特需再加工时,只能采用电火花、线切割、电解磨削等电加工或专门的砂轮磨削。
通常由硬质合金制成的一定规格的制品,采用钎焊、粘接或机械装夹在刀体或模具体上使用。
常用硬质合金常用硬质合金按成分和性能特点分为三类:钨钴类、钨钛钴类、钨钛钽(铌)类。
生产中应用最广泛的是钨钴类和钨钛钴类硬质合金。
(1)钨钴类硬质合金主要成分是碳化钨(WC)和钴,牌号用代号YG(“硬”、“钴”两字汉语拼音字首),后加钴含量的百分数值表示。
如YG6表示钴含量为6%的钨钴类硬质合金,碳化钨含量为94%。
(2)钨钛钴类硬质合金主要成分是碳化钨(WC)、碳化钛(TiC)及钴,牌号用代号YT(“硬”、“钛”两字汉语拼音字首),后加碳化钛含量的百分数值表示。
如YT15表示碳化钛含量15%的钨钛钴类硬质合金。
(3)钨钛钽(铌)类硬质合金这类硬质合金又称通用硬质合金或万能硬质合金,主要成分是碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)或碳化铌(NbC)和钴组成。
硬质合金刀具成分
硬质合金刀具成分
一、硬质合金刀具简介
硬质合金刀具是指以碳化钨(WC)和钴(Co)为主要成分的刀具。
它具有极高的硬度和耐磨性,因此广泛应用于加工各种钢材、铸铁、有色金属等材料。
与高速钢刀具相比,硬质合金刀具具有更高的切削速度和更长的使用寿命,从而提高了加工效率。
二、硬质合金刀具的成分
硬质合金刀具的主要成分是碳化钨(WC)和钴(Co)。
其中,碳化钨是硬质合金刀具的主要成分,提供了刀具的高硬度和耐磨性。
钴则作为粘结剂,将碳化钨粉末粘结在一起,形成具有一定强度的硬质合金材料。
此外,为了调节硬质合金的性能,还可以添加其他元素,如碳化钛(TiC)、碳化钽(TaC)等。
这些添加元素可以改善硬质合金的韧性、抗热性、抗腐蚀性等性能。
三、硬质合金刀具成分的重要性
碳化钨的含量决定了硬质合金刀具的硬度、耐磨性和耐热性。
碳化钨含量越高,硬度越高,耐磨性越好,但韧性会降低。
因此,需要根据不同的加工需求选择不同碳化钨含量的硬质合金刀具。
钴作为粘结剂,对于保持硬质合金的结构稳定性和抗热性起着重要作用。
在高温下,钴可以减缓碳化钨的聚集速度,从而提高硬质合金的抗热性。
其他添加元素如碳化钛、碳化钽等可以改善硬质合金的韧性、抗热性和抗腐蚀性。
这些元素可以在硬质合金中形成复合碳化物,提高硬质合金的耐磨性和韧性。
四、总结
硬质合金刀具的成分对于其性能具有重要影响。
通过调整碳化钨、钴以及其他添加元素的含量,可以获得不同性能特点的硬质合金刀具,以满足不同的加工需求。
在选择和使用硬质合金刀具时,需要充分考虑其成分和性能特点,以达到最佳的加工效果。
硬质合金 wc晶粒参数

硬质合金 wc晶粒参数
硬质合金 WC 晶粒参数
硬质合金是一种由难熔金属碳化物颗粒和金属粘结相组成的复合材料,其中钨碳化物(WC)是最常用的硬质相。
WC 晶粒的参数对硬质合金的性能具有重要影响,主要参数包括:
1. 晶粒尺寸及尺寸分布
WC 晶粒尺寸通常介于0.2-10 μm 之间。
晶粒越细,硬质合金的硬度、强度和韧性越高。
晶粒尺寸分布也很关键,分布均匀有利于提高综合性能。
2. 晶粒形貌
理想状态下,WC 晶粒呈等轴晶形状。
不规则形貌的晶粒会降低材料的力学性能。
3. 晶粒取向
WC 晶粒的取向对硬质合金的各向异性性能有影响。
取向性好的材料在某些特定方向上性能更优异。
4. 晶粒缺陷
晶粒内部和晶界处的缺陷如空穴、位错等会影响材料的力学行为。
5. 晶粒化学计量比
WC 晶粒的化学计量比(W/C 原子比)偏离理想值会导致性能下降。
通过控制上述参数,可以优化硬质合金WC 晶粒的微观结构,从而满足不同应用领域对材料性能的要求。
WC硬质合金的属性

0c12f2c 400℃时不与氯气作用。用炭黑与钨粉加热 至 1400~1500℃制得。大量用作高速切削车刀、 窑炉结构材料、喷气发动机部件、金属陶瓷材料、 电阻发热元件等制得。
6、TiC:分子式:TiC 沸点:4820℃
0c12f2c 易博亚洲
5、WC:分子量 195.86;Tungstencarbide
性质:化学式 WC。黑色六方结晶。密度 15.63g/cm3(18℃)。熔点(2870±50)℃。沸点 6000℃。莫氏硬度约 9。不溶于水,溶于硝酸和 氢氟酸的混合液和王水。耐酸性强。硬度高。弹 性模量大。导电度为金属的 40%。化学性质稳定。
我素来是喜欢猫的。它的敏捷、机灵是足以让我惊叹的
2、钨钛钴类(WC+TiC+Co)硬质合金(YT)
由于 TiC 的硬度和熔点均比 WC 高,所以和 YG 相比,其硬度、耐磨性、红硬性增大,粘结温 度高,抗氧化能力强,而且在高温下会生成 TiO2, 可减少粘结。但导热性能较差,抗弯强度低,所 以它适用于加工钢材等韧性材料。
WC 硬质合金的属性 常用的硬质合金以 WC 为主要成分,根据是 否加入其它碳化物而分为以下几类: 1、钨钴类(WC+Co)硬质合金(YG) 它由 WC 和 Co 组成,具有较高的抗弯强度的
韧性,导热性好,但耐热性和耐磨性较差,主要 用于加工铸铁和有色金属。细晶粒的 YG 类硬质 合金(如 YG3X、YG6X),在含钴量相同时,其硬 度耐磨性比 YG3、YG6 高,强度和韧性稍差,适 用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬 青铜等。
WC硬质合金的属性
WC硬质合金的属性常用的硬质合金以 WC为主要成分,根据是否加入其它碳化物而分为以下几类:1、钨钴类( WC+Co)硬质合金( YG)它由 WC和 Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的 YG类硬质合金(如 YG3X、YG6X),在含钴量相同时,其硬度耐磨性比 YG3、 YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
2、钨钛钴类( WC+TiC+Co)硬质合金( YT)由于 TiC的硬度和熔点均比 WC高,所以和 YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成 TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
3、钨钽钴类( WC+TaC+Co)硬质合金( YA)在 YG类硬质合金的基础上添加 TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
4、钨钛钽钴类( WC+TiC+TaC+Co) )硬质合金 (YW)在 YT类硬质合金的基础上添加 TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。
5、WC: 分子量 195.86; Tungsten carbide性质:化学式WC。
黑色六方结晶。
密度15.63g/cm3(18℃)。
熔点(2870±50)℃。
沸点6000℃。
莫氏硬度约9、不溶于水,溶于硝酸和氢氟酸的混合液和王水。
耐酸性强。
硬度高。
弹性模量大。
导电度为金属的40%。
化学性质稳定。
低于400℃时不与氯气作用。
用炭黑与钨粉加热至1400~1500℃制得。
大量用作高速切削车刀、窑炉结构材料、喷气发动机部件、金属陶瓷材料、电阻发热元件等制得。
硬质合金刀具材料的性能分析及合理化选择
摘要: 从我国刀具产值来看,硬质合金刀具的产量近年持续增长,而高速钢刀具开始呈现下降趋势,硬质合金的进出口量 均显著增长。本文首先介绍了硬质合金刀具材料的性能,论述了硬质合金刀具材料加工的要求与影响因素,最后具体探讨了 硬质合金刀具材料的合理化加工选择: 正确使用硬质合金钻头、选择合理的磨削参数、加强切削刃的制备。
2. 选择合理的磨削参数 在金属切削加工中,产生的热量和摩擦是能量 的表现形式。由很高的表面负荷以及切屑沿刀具 前刀面高速滑移而产生的热量和摩擦,使刀具处于 一种极具挑战性的加工环境中。切削力的大小往 往会上下波动,主要取决于不同的加工条件( 如工 件材料中存在硬质成分,或进行断续切削) 。因此, 为了在切削高温下保持其强度,要求刀具具有一些 基本特性,包 括 极 好 的 韧 性、耐 磨 性 和 高 硬 度。 尽 管刀具 /工件界面处的切削温度是决定几乎所有刀 具材料磨损率的关键要素,但要确定计算切削温度 所需的参数值却十分困难。在选择与工件材料和 加工方式相匹配的刀具基体时,还表现考虑另外 5 种基体特 性———断 裂 韧 性、横 向 断 裂 强 度、抗 压 强 度、硬度和 耐 热 冲 击 性 能。 例 如,如 果 硬 质 合 金 刀 具出现沿切削刃崩刃的现象,就应该选用具有较高 断裂韧性的基体材料。而在刀具出现切削刃直接 失效或破损的情况下,可能采用的解决方案是选用 具有较高横向断裂强度或较高抗压强度的基体材 料。对于切削温度较高的加工场合( 如干式切削) , 通常应该首选硬度较高的刀具材料。在可以观察 到刀具产生热裂纹的加工场合( 在铣削加工中最常 见) ,建议选用耐热冲击性能较好的刀具材料。对 刀具基体材料的优化改进可以提高刀具的切削性 能。例如,伊斯卡( Iscar) 公司用于加工钢件的 SumoTec 刀片牌号的基体材料具有较好的抗塑性变形 能力,从而能减少硬脆的刀片涂层产生微裂纹的可 能性。通过对 SumoTec 刀片的二次加工,减小了其 涂层的表面粗糙度和微裂纹,从而降低了刀片表面 的切削热以及由此引起的塑性变形和微裂纹。 3. 加强切削刃的制备 在许多情况下,刀片切削刃的制备( 或称刃口 钝化) 已成为决定加工成败的分水岭。钝化工艺参 数需根据特定的加工要求而定。例如,用于高速精 加工钢件的刀片对刃口钝化的要求就与用于粗加 工的刀片有所不同。刃口钝化可应用于加工几乎 任何类型碳钢或合金钢的刀片,而在加工不锈钢和 特殊合金 材 料 的 刀 片 上,其 应 用 则 有 一 定 的 限 制。 钝化量可以小至 0. 007mm,也 可 以 大 到 0. 05mm。 为了在条件恶劣的加工中起到增强切削刃的作用, 还可以通过刃口钝化形成微小的 T 型棱带。一般 来说,用于连续车削加工以及铣削大部分钢和铸铁
常用的硬质合金成分

因而,YG3则适于精加工;反之YG15能承受较大的冲击载荷,适用于粗加工。 YG6 94.0 - - 6 适于铸铁、有色金属及其合金、非金属材料连续切削时的粗车,间断切削时的半精车、精车 YG8C 92.0 - - 8 适于冲击回转凿岩机凿坚硬岩石,含坚硬夹石的切煤机齿、油井钻头、钻进坚硬岩石的冲击式钻头、冲压模具、刨刀和插刀等 YG15 85 - - 15 适于冲击回转凿岩机凿坚硬、极坚硬岩石,在较大应力下工作的穿孔及冲压工具 钨钛类合金 YT5 85 5 - 10 适于碳钢、合金钢、锻件、冲压件、铸件的表皮加工,不平整断面、间断切削时的粗车、粗刨、半精刨。粗铣、钻孔等 加人碳化钛,提高了硬度和耐热性。
含碳化钛越多,钴越少,则合金的硬度、耐磨性和耐热性越好,而抗弯强度就越差。因此YT30用于精加工,而YT15适用于粗加工。 YT15 79 15 - 6 适于碳钢。合金钢连续切削时半精车、精车,间断切削时小断面精车,连续面半精铣、精铣、孔精扩、粗扩等 YT30 66 30 - 4 适于碳钢、合金钢精加工,如小断面精车、精镗、精扩等 通用合金 YW1 84~85 6 3~4 6 适于耐热钢、高锰钢、不锈钢等难加工钢材的精加工,及一般钢材、普通铸铁、有色金属的精加工 加人碳化钽,显著提高了合金的硬度、耐磨性、耐热性及抗氧化的能力。 可铸铁、耐热钢、高锰钢、高级合金钢等难加工的材料和有色金属。 YW2 82~83 6 3~4 8 适于耐热钢、高锰钢、不锈钢、高级合金钢等难加工钢材的半精加工,及一般钢材、普通铸铁、有色金属的半精加工 (5)钢结硬质合金
常用硬质合金的牌号、成分、性能与应用(见下表) 类别 牌号 化学成分 W/% 性能 适用范围 WC TiC TaC Co 钨钴类合金 YG3X 96.5 - <0.5 3 适于铸铁、有色金属及其合金的精镗、精车等,亦可用于合金钢、淬火钢及钨、钼材料的精加工 ?
常用硬质合金刀具材料的选用分析
常用硬质合金刀具材料的选用分析摘要:硬质合金是高硬度、难溶的金属化合物(主要是WC、TiC等,又称高温碳化物)微米数量级的粉末,用Co、Mo、Ni等作粘结剂烧结而成的粉末冶金制品。
与高速钢相比,它具有较高的硬度、耐磨性和红硬性;与超硬材料相比,它具有较高的韧性。
由于硬质合金具有良好的综合性能,因此在刀具行业得到了广泛应用。
关键词:硬质合金;性能;硬度;选用硬质合金是高硬度、难溶的金属化合物(主要是WC、TiC等,又称高温碳化物)微米数量级的粉末,用Co、Mo、Ni等作粘结剂烧结而成的粉末冶金制品。
允许切削温度高达800~1000℃;切削中碳钢,切削速度可达1.67m/min以上.目前虽然可供使用的品种很多,新型的刀具材料也不断出现,但硬质合金仍是最受欢迎的一种刀具材料。
与高速钢相比,它具有较高的硬度、耐磨性和红硬性;与超硬材料相比,它具有较高的韧性。
由于硬质合金具有良好的综合性能,因此在刀具行业得到了广泛应用.文章结合硬质合金的基本特性,对牌号的适当选用等进行了综述,并举例说明。
1 常用硬质合金材料的种类常用的硬质合金材料按其化学成分与使用性能分为三类:第一类是WC-Co合金,即钨钴类,ISO标准以K表示,冶金部标准以YG 表示。
用数字代表钴的含量,如YG6,表示含钴6%,含WC94%.第二类是WC-TiC-Co合金,即钨钴钛类,ISO标准以P表示,冶金部标准以YT表示,用数字表示TiC的含量,如YT15,表示含TiC15%,其它WC和Co占85%。
而TiC+WC+Ni+Mo合金为碳化钛基类,ISO标准以P 表示,冶金部标准以YN表示。
第三类是添加钽(Ta)铌(Nb)类,ISO标准以M表示,冶金部标准以YW表示。
2 硬质合金刀具材料的选用分析(1)WC-Co合金包括YG3X、YG3、YG6X、YG6、YG8、YG6A等,一般用于加工铸铁、有色金属及其合金。
在切削铸铁及其它脆性材料时,由于形成崩碎切屑,局部压力很大,并具有一定的冲击性。
硬质合金性能与检测
适于冲击回转凿岩机用的钎头,凿中硬和坚硬岩石; 亦适于作切剖含有 坚硬夹石的截煤机齿,油井钻头,坚硬石材加工工具;亦适于压缩率大 的钢棒,钢管拉伸
硬质合金性能与检测
常用的硬质合金成分
✓ 钨钽钴类(WC+TaC+Co)硬质合金(YA在YG类硬质合金的基础上添 加TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性。
✓ 钨钛钽钴类(WC+TiC+TaC+Co)硬质合金(YW) 主要成分是碳化钨 、碳化钛、碳化钽(或碳化铌)及钴。称通用硬质合金或万能硬质合金 。其牌号由“YW”(“硬”、万”两字汉语拼音字首)加顺序号组成,如 YW1在YT类硬质合金的基础上添加TaC(NbC),提高了抗弯强度、冲击 韧性、高温硬度、抗氧能力和耐磨性。
改善合金的组织结构
✓ 超细晶粒合金:碳化物晶粒度小于1μm,同时具有较高的硬度和韧性。 ✓ 非均质结构合金:将二种不同成分或不同粒度的混合料混和在一起制成的 在显微组织上或成分不均匀的硬质合金,它往往兼有粗晶粒合金的高韧性和 细晶粒合金的高耐磨性,或兼有高钴合金的高韧性和低钴合金的高耐磨性。 ✓ 超结构合金:通过特殊生产工艺使合金的组织由那些富钴的金属脉连结起 来的定向不等轴碳化钨单晶薄片区域组成,这种合金在遭受反复压缩冲击时 有突出的耐磨性和极高的耐用度。 ✓ 梯度合金: 成分有梯度变化的合金,导致硬度、韧性呈现梯度变化。 ✓ 硬质合金的表面硬化技术:涂层技术。
适于冷锻模具、减轻冲压模具;大尺寸标准件冲压摸具,如冷锻螺钉、 冷冲钢球;子弹头,枪弹头及弹壳等。
硬质合金

硬质合金科技名词定义中文名称:硬质合金英文名称:hardmetal;cemented carbide定义:由作为主要组元的难熔金属碳化物和起黏结相作用的金属组成的烧结材料,具有高强度和高耐磨性。
应用学科:机械工程(一级学科);机械工程(2)粉末冶金(二级学科);粉末冶金材料与制品(三级学科)本内容由全国科学技术名词审定委员会审定公布编辑本层的厚度不过几微米,但是与同牌号的合金刀具相比,使用寿命延长了3倍,切削速度提高25%~50%。
20世纪70年代已出现第四代涂层工具,可用来切削很难加工的材料。
硬质合金是怎样烧结而成的?硬质合金是将这种或多种难熔金属的碳化物和粘接剂金属,用粉末冶金方法制成的金属材料。
编辑本段主要生产国家世界上有50多个国家生产硬质合金,总产量可达27000~28000t-,主要生产国有美国、俄罗斯、瑞典、中国、德国、日本、英国、法国等,世界硬质合金市场基本处于饱和状态,市场竞争十分激烈。
中国硬质合金工业是50年代末期开始形成的,60~70年代中国硬质合金工业得到了迅速发展,90年代初中国硬质合金总生产能力达6000t,硬质合金总产量达5000t,仅次于俄罗斯和美国,居世界第3位。
编辑本段分类与牌号WC刀具①钨钴类硬质合金主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
TIC刀具②钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
钨钛钽刀具③钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
“硬质合金”的特点及应用
硬质合金是以一种或几种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加入作为粘接剂的金属粉末(钴、镍等),经粉末冶金法而制得的合金。
它主要用于制造高速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的高耐磨零件。
硬质合金的特点(1)硬度、耐磨性和红硬性高硬质合金常温下硬度可达86~93HRA,相当于69~81HRC。
在900~1000℃能保持高硬度,并有优良的耐磨性。
与高速工具钢相比,切削速度可高4~7倍,寿命长5~80倍,可切削硬度高达50HRC的硬质材料。
(2)强度、弹性模量高硬质合金的抗压强度高达6000MPa,弹性模量为(4~7)×105MPa,都高于高速钢。
但其抗弯强度较低,一般为1000~3000MPa。
(3)耐蚀性、抗氧化性好一般能很好地抗大气、酸、碱等腐蚀,不易氧化。
(4)线膨胀系数小工作时,形状尺寸稳定。
(5)成形制品不再加工、重磨由于硬质合金硬度高并有脆性,所以粉末冶金成形烧结后不再进行切削加工或重磨,特需再加工时,只能采用电火花、线切割、电解磨削等电加工或专门的砂轮磨削。
通常由硬质合金制成的一定规格的制品,采用钎焊、粘接或机械装夹在刀体或模具体上使用。
常用硬质合金常用硬质合金按成分和性能特点分为三类:钨钴类、钨钛钴类、钨钛钽(铌)类。
生产中应用最广泛的是钨钴类和钨钛钴类硬质合金。
(1)钨钴类硬质合金主要成分是碳化钨(WC)和钴,牌号用代号YG(“硬”、“钴”两字汉语拼音字首),后加钴含量的百分数值表示。
如YG6表示钴含量为6%的钨钴类硬质合金,碳化钨含量为94%。
(2)钨钛钴类硬质合金主要成分是碳化钨(WC)、碳化钛(TiC)及钴,牌号用代号YT(“硬”、“钛”两字汉语拼音字首),后加碳化钛含量的百分数值表示。
如YT15表示碳化钛含量15%的钨钛钴类硬质合金。
(3)钨钛钽(铌)类硬质合金这类硬质合金又称通用硬质合金或万能硬质合金,主要成分是碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)或碳化铌(NbC)和钴组成。
产品手册--合金工具
合金工具一、什么是合金工具以及我公司合金工具图解(一)合金工具的定义合金是一个非常广泛的概念,指由两种或两种以上的金属或非金属所组成的具有金属特性的物质。
顾名思义,合金工具是用合金制成的工具。
我公司所说的合金工具,实际上是指硬质合金工具,硬质合金工具又根据加工方式的不同,有铣刀、钻头、锯片类。
目前我公司合金工具类产品主要为硬质合金圆锯片。
硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。
硬质合金圆锯片,就是以特定钢材为基体,主要由硬质合金参与切割的圆锯片,根据加工材料不同,主要有木工锯片和金工锯片两类。
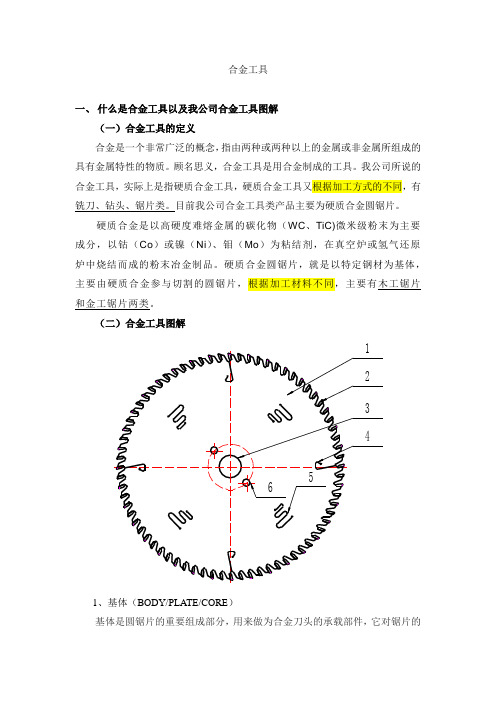
(二)合金工具图解1、基体(BODY/PLATE/CORE)基体是圆锯片的重要组成部分,用来做为合金刀头的承载部件,它对锯片的切割质量、使用寿命具有重要的作用。
刀头焊接在基体的齿顶,焊接方式为硬钎焊。
中、低档锯片选用65Mn、高档采用SKS51或75Cr1的材质制作。
硬度在HRC39~HRC47之间。
目前我公司锯片基体采用冲齿和激光切割(美国设备)加工工艺。
对于量大且结构较简单的基体,采用模具冲齿,效率比较高;激光切割精度高,切割效果好,但是同时成本也较高。
2、硬质合金刀头(TCT, Tungsten Carbide Tip)硬质合金刀头是锯片工作时主要参与切割的部分,根据切割材料的不同选择不同牌号的刀头。
目前中、低档锯片刀头采用国产高品质硬质合金,高档采用卢森堡、山特维克硬质合金。
3、中心孔(ARBOR/BORE/CENTER HOLE)中心孔保证锯片正确安装在锯机主轴上,要求配合精度较高。
根据锯机主轴直径大小,选择合适的中心孔直径。
孔精度一般中、低档锯片为G8/H8,高档锯片为H7。
4、膨胀缝(也叫伸缩缝,EXPANSION SLOT)沿基体外径等分切割的三条(最少的)以上的相同形状大小的缝,供锯片切削中产生热摩擦基体热膨胀的空间,也起到一定的消音和风冷作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用的硬质合金以WC为主要成分,根据是否加入其它碳化物而分为以下几类:
(1)钨钴类(WC+Co)硬质合金(YG)
它由WC和Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的YG类硬质合金(如YG3X、YG6X),在含钴量相同时,其硬度耐磨性比YG3、YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
(2)钨钛钴类(WC+TiC+Co)硬质合金(YT)
由于TiC的硬度和熔点均比WC高,所以和YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
(3) 钨钽钴类(WC+TaC+Co)硬质合金(YA)
在YG类硬质合金的基础上添加TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
(4)钨钛钽钴类(WC+TiC+TaC+Co))硬质合金(YW)
在YT类硬质合金的基础上添加TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。
YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。
K01 YG3X
YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K05 YG6A
YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10 YG6X
YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15
K20 YK15
YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。
K20 YG6
YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20 YG6X-1
YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。
K30 YG8N
YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30 YG8
YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。
K35 YG10X
YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30 YS2T
YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
K15-K25 YL10.1
YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。
K25-K35 YL10.2
YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。
YG15
YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。
YG20
YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。
YG20C YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣与精铣,孔的粗扩与精扩。
P10 YT15
YT14 11.2-12.0 1270 90.5 适于在碳素钢与合金钢加工中,不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。
P20 YT14
YT5 12.5-13.2 1430 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。
P30 YT5
YS25 12.8-13.2 2000 91 适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削。
P20、P40 YS25
YS30 12.45 1800 91 属超细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是合金钢的铣削。
P25
P30 YS30
YW1 12.6-13.5 1180 91.5 适于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁的加工。
M10 YW1
YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢材的精加工,半精加工。
普通钢材和铸铁的加工。
M20 YW2
YT15 11.0-11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车及精车,间断切削时的小断面精车,连续面的半精铣与精铣,孔的粗扩与精扩。
P10
YT14 11.2-12.0 1200 90.0 适于在碳素钢合金钢加工中, 不平整断面和连续切削时的粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的扩钻与粗扩。
P20
YT5 12.5-13.2 1400 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮)加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连续面的粗铣及钻孔。
P30
YS30 12.45 1800 91.0 属超细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是合金钢的铣削。
P25
P30
YS25 12.8-13.2 2000 91.0 适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削。
M20、M30P20、P40 YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。
K30
M30
YW1 12.6-13.5 1200 91.5 适于耐热、高锰钢、不锈钢等难加工钢材及普通钢材和铸铁的加工。
M10
YW2 12.4-13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢材的精加工,并精加工。
普通钢材和铸铁的加工。
M20
YW3 12.7-13.3 1300 92 适于合金钢、高强度钢、低合金、超强度钢的精加工和半精加工。
亦可在冲击力小的情况下精加工。
M10 M20
YG6A 14.6-15.0 1400 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。
K10
YG6X 14.6-15.0 1400 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。
K10
YG6 14.6-15.0 1450 89.5 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。
K20
YG8 14.5-14.9 1500 89 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。
K30
YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。
具有较高的耐磨性及韧性。
K15
K20
YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。
YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。
YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。
YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。
K12-K25
M10-M30
YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。