盾构刀盘修复焊接
小直径竖井法盾构刀盘修复施工工法
小直径竖井法盾构刀盘修复施工工法中铁十二局集团第二工程有限企业安宏斌李艳辉白云飞赵玮栋1.序言盾构在砂卵石、密实度较高旳砂层及其他不良地层中施工很轻易导致刀盘刀具旳磨损,使盾构机掘进速度减少,甚至无法掘进,刀具旳更换一般有常压开舱、带压开舱、地面加固后常压开舱等措施。
刀盘旳开挖直径磨损之后进行修复目前除了运用地面开挖常规竖井法施工之外没有其他安全措施,而开挖常规竖井旳工期太长、成本太高,在施工中不停研究最终采用开挖一种微型竖井后在井内进行刀盘修复施工工法。
实践证明,此工法在保证施工安全旳前提下,可以高质、经济、迅速旳完毕对盾构刀盘旳修复工作,经济效益和社会效益明显。
2.工法特点2.1该工法修复刀盘具有施工安全、简朴、迅速、经济及环境保护等长处。
2.2施工所需要旳人员、设备及周转材料少,且均为通用旳周转材料。
2.3 小直径竖井旳受力构造好,承载力高,抗震能力强。
2.4 小直径竖井施工作业旳条件较差,劳动强度大,施工中安全和质量尤其重要。
2.5刀盘前方有较大空间,便于更换刀具,提高刀具更换效率。
3.合用范围本工法适应于盾构上方土体不稳,地面没有充足空间等状况下进行刀盘修复、换刀作业。
在地面条件复杂,隧道埋深比较大(埋深超过20m以上)、地质条件比较差旳状况下,运用此措施进行刀盘修复时,必须谨慎旳考虑。
4.工艺原理以刀盘位置为重要根据,将刀盘完全进入竖井净空范围,同步要保证竖井井壁放在盾构机旳前盾盾壳之上,以保证进行刀盘修复时,作业人员旳施工安全。
小直径竖井先开挖至盾构刀盘中心线上方3.5m处,待盾构机抵达指定位置停机后,再开挖至盾构刀盘中心线标高。
在刀盘上方2m旳竖井井壁外侧打设小导管对地层进行加固处理,保证小直径竖井在多种工况下旳构造整体稳定性,保证刀盘检修作业旳安全。
5.施工工艺流程及操作要点5.1 工艺流程施工工艺流程见图5.1。
图5.1 工艺流程图5.2 操作要点施工准备施工前要制定合理旳质量管理措施。
盾构机刀盘修复实例

盾构机刀盘修复实例刀盘作为盾构的核心部件,是决定工程成败的关键。
由于工作环境恶劣,在掘进中承受大扭矩、大推力和复杂冲变载荷,刀盘容易发生磨损和破坏,因此需及时进行修复。
下面就为大家分享几个刀盘修复实例,为将来类似工程刀盘修复提供参考。
一、上软下硬地层掘进施工盾构刀盘修复案例1台土压平衡盾构机在上软下硬地层掘进过程中,其刀盘和刀具磨损严重,具体如下:刀盘中心直径2.7m范围内刀盘面板及辐条均严重磨耗,4把双联中心滚刀及其刀箱全部掉落,8把正面滚刀及其刀箱全部掉落,6把切刀及其刀座严重磨损,其他刀具也存在不同程度的磨损。
由于该刀盘已无法进行正常掘进,所以专门开挖了竖井,在竖井内进行刀盘修复。
1、准备修复材料刀盘材料为Q345B钢材,刀箱和刀座均由原厂提供成品。
堆焊材料为北京固本KB680耐磨焊丝。
KB680填充碳化钨粒子的复合焊丝,碳化钨粒子进入马氏体基质上,主要用于要求强烈耐磨损工件表面的焊接环境。
进行盾构机刀盘堆焊修复时,焊缝表面成型美观,无渣,单层硬度HRC≥60。
2、处理磨损区域将刀盘中心区域磨损的滚刀刀箱、刮刀刀座、加强筋板和中心刀盘喷口予以刨除;将磨损的刀梁进行打磨或火焰切割修整,并将焊接面打磨出金属光泽。
3、选择焊接工艺为保证修复质量,选取与原厂制造刀盘时相同的焊接工艺。
采取二氧化碳气体保护焊,选用北京固本耐磨焊丝,配合熟练的焊接人员。
焊前需预热焊接部位,焊后须去除焊接部位应力,以避免引起刀盘焊接变形。
采用多层多道焊接方法,保证焊接质量和强度。
4、修复刀盘主梁焊接前采用加热设备加热原主刀梁和新主刀梁之间的焊缝,使其达到120℃后进行焊接。
采用多层多道焊接方法,单条焊缝宽度应≤10mm。
焊接完成后采用保温棉对焊接部位进行一定时间的保温,然后采取振动法消除应力。
为保证主梁间刀箱的安装,对焊后突起进行刨除,保证平面度小于5mm。
5、修复滚刀刀箱和切刀刀座定位新滚刀刀箱部与已安装滚刀刀箱背部处于同一平面。
盾构机刀具刀盘修复堆焊焊丝和耐磨复合钢板研究
盾构机刀具刀盘修复堆焊焊丝和耐磨复合钢板研究赵学彬,孙哲峰,张发云,王建英(北京佳倍德工程技术有限公司,北京100025)摘要:北京地区地层中含有大量的砂砾和卵石,地铁盾构施工时盾构机刀具受到高应力下的磨粒磨损和冲击作用,损耗严重。
进口刀具仅能掘进250米左右,这不仅增加了地铁施工成本,影响了施工进程,还增加了因刀具更换次数过多而带来的塌方隐患。
本文从刀具的堆焊修复着手开展了盾构机刀具强化研究,开发了SHIELD系列堆焊药芯焊丝。
SHIELD系列焊丝所制堆焊层硬度在HRC51以上,堆焊时无需对刀体进行预热和焊后热处理,堆焊层无裂纹。
通过冲击实验和磨粒磨损实验,考察了堆焊层的硬度、组织及其磨粒磨损性能,实验结果表明堆焊层具有优异的耐磨耐冲击性能。
通过合理的堆焊层设计,强化的盾构机刀具达到掘进780余米的使用寿命。
关键词:盾构机刀具;堆焊;药芯焊丝;冲击;磨粒磨损Abstract: In Beijing area, there are plenty of grit and scree in soil. When shield machine works, its cutters suffer from strong impact and high stress grinding abrasion. And the import cutters’ service life is just about 250m. It increases the cost and delays the schedule of subway construction, and also takes more dangers for more times of shield cutters’replacing. Launched on repairing of the cutters, hardfacing flux-cored wire named SHIELD is devised. The hardness of deposited metal is above to 51HRC. It needs no preheating and after-heating to cutters in welding and there are no cracks in the deposited metal. The hardness, microstructure and performance of deposited metal were researched through impact testing and grinding abrasion testing. The results show that the deposited metal is good at hard-working and bearing of wear abrasion. The service distance of developed cutters is more than 780m through appropriate design of hardfacing layer with SHIELD. Key Words: shield machine; hardfacing; flux-cored wire; impact; grinding abrasion中图分类号:TG47,TG71 文献标识码:A0 引言盾构法是利用盾构机在地面以下暗挖隧道的一种施工方法,具有安全高效、对地面干扰小等优点,是当前城市隧道建设的最佳选择。
盾构施工竖井法刀盘恢复技术(可编辑)

盾构施工竖井法刀盘恢复技术摘要:盾构施工中,采用竖井法进行盾构刀盘维修、刀具更换是盾构施工中的一项特别技术。
本文结合现场施工简要的介绍了此种技术。
关键词: 竖井施工盾构刀盘恢复随着城市地铁的发展,盾构施工产业得到了蓬勃的发展,盾构施工的“安全、快速、经济”以被越来越多的人们所认可。
为了确保盾构在软硬不均地层换刀作业安全,采用竖井法进行盾构刀盘维修、刀具更换是盾构施工中的一项特别技术。
1 采用竖井法进行刀盘维修、换刀的条件一般情况下,当需要进行刀盘修理、换刀作业时,如果盾构上方的地层不稳定,不可能直接开仓进行刀盘修理、换刀作业。
特别是满足以下条件时,将考虑采用竖井法进行刀盘的恢复:1。
1 盾构机上方的土体基本不能自稳;1。
2 通过地面加固难以达到预期的效果;1。
3 由于盾构上方土体沉陷,导致无法从盾构机内部进入刀盘作业;1.4 地面条件有足够的竖井施工场地;1。
5 工期条件;1.6 经济条件;1.7其它原因。
2 换刀施工竖井技术参数的确定2.1 竖井位置的确定在确定竖井位置时,一般以盾构机刀盘位置为主要依据,将盾构机刀盘完全放入竖井净空范围,同时要确保竖井井壁放在盾构机的盾壳之上,以确保进行刀盘修理时,作业人员的施工安全。
2。
2 竖井净空尺寸的确定在确定竖井的净空尺寸时,一般依据竖井的宽度一般依据盾构刀盘的轮廓尺寸进行确定,例如盾构机的刀盘尺寸为6300mm,考虑设计深度的竖井施工偏差尺寸,则在确定施工竖井的净空尺寸一般在盾构机的刀盘直径+2×100~150mm左右。
竖井的长度一般为盾构机刀盘露出的尺寸+人工在开挖盾构机刀盘竖井时所需要的最小空间,当竖井深度小于15m时,此尺寸一般取1.5m,当竖井深度大于20m时,刀盘的竖井施工最小净空不小于2m。
2。
3 竖井深度的确定在考虑采用竖井进行刀盘处理时,一般竖井的底部比盾构机的刀盘低30~50cm。
2。
4 竖井支护参数的确定由于换刀竖井是临时性的构筑物,故在竖井设计时,特别是在考虑竖井支护参数的设计时,一般采用格栅钢架结合网喷混凝土进行,根据经验,格栅钢架的间距一般不大于1m,喷射混凝土的厚度不小于20cm。
高压环境下盾构机刀盘修复技术探讨

高压环境下盾构机刀盘修复技术探讨发表时间:2018-10-09T20:58:29.757Z 来源:《防护工程》2018年第16期作者:李向锋[导读] 本文针对在高压密闭空间中,介绍了洞内注浆工艺,高压密闭稳定空间的建立及维持方法,高压环境下的安全控制措施,刀盘的修复焊接工艺等中铁十五局集团有限公司摘要:本文针对在高压密闭空间中,介绍了洞内注浆工艺,高压密闭稳定空间的建立及维持方法,高压环境下的安全控制措施,刀盘的修复焊接工艺等,为今后类似问题的处理与解决提供了参考与借鉴。
关键词:盾构机;高压环境;安全;盾构机;刀盘;焊接1.引言随着地铁建设的发展,盾构掘进技术是一项用于地下隧道工程建设的先进技术,它具有施工质量好、施工速度快、施工安全、自动化程度高、对周围环境影响小等特点。
因而,盾构掘进技术越来越多的应用于公路隧道、地铁隧道、铁路隧道、市政管道、水电隧道工程建设。
在盾构掘进中,刀盘磨损或损坏时有发生,由于地层或周边环境等因素影响,不能进行常压开仓修复工作,必须选择高压环境条件下进行刀盘修复工作。
2.工程概况广深港高铁深港连接隧道为ϕ9.6m双洞单线盾构隧道,全长3346m,盾构穿越地层多为强风化和全风化变质砂岩或变质粉砂岩结构及粘土地层,砂岩地层土质松软,气密性差。
粘土地层细颗粒含量高,粘性高。
盾构机进入香港段大理岩溶洞区遭遇复杂地层影响,掌子面不稳定,压力无法保持,导致盾构机长时间未能正常更换刀具,盾构机刀盘遭到严重破坏,出现大量刀具掉落,刀座损坏,刀盘封板变形、搅拌棒掉落等现象。
由于香港段穿越米埔湿地自然保护区,线路穿越区域地表分布大量鱼塘,不能采取地面加固方式,为保证隧道顺利掘进,需对受损刀盘在高压环境下进行修复、焊接。
3.建立安全的修复空间修复作业开始前,为了保证在掌子面安全施工,必须在开挖舱建立一个稳定密闭修复空间。
在停机前采用优质泥浆进行循环,达到较好的护壁效果。
停机后,通过盾构机上部超前钻孔,利用超前钻钻孔,钻孔深度16m,插入注浆管,向盾构机前方土体注入水泥浆-水玻璃双液浆,注浆压力0.5~0.8Mpa,起到加固盾构机前方土体的作用。
盾构机刀盘堆焊维修方案
盾构机刀盘堆焊维修方案盾构机在地下开挖中会遇到各种不同地层,从淤泥、粘土、砂层到软岩及硬岩等。
在开挖中刀盘受力复杂,工作环境恶劣。
刀盘的质量关系到开挖效率、使用寿命、工程费用及盾构施工的成败。
然而,由于刀盘不可避免的磨损往往给工程带来干扰和隐患,这就需要在短时间内对盾构机刀盘磨损进行焊接修复,从而为盾构机开始新的掘进任务提供良好的设备条件。
一、西安地铁三号线盾构机刀盘修复案例盾构机出洞后,具备修复刀盘的空间条件。
依托西安市地铁三号线一期工程盾构刀盘修复实例,介绍筋板修复、刀盘校正、刀箱定位、泡沫喷嘴修复与保护等修复技术。
1、清理残根采用氧焊及气刨工具,对面板筋板残根以及刀箱刀具残根进行清理,按焊接要求打磨出坡口面,为焊接工作做好准备。
2、筋板修复(1)在残根上作出标记并进行拓样工作,根据图纸确定补贴复原筋板的泡沫塑料样板,然后按样板加工所需钢板(筋板采用50mm厚16Mn钢板);(2)将筋板残根与钢板焊接。
为保证焊接质量,在对接口处加工45°角坡口,采用多层焊接将坡口填平。
3、刀盘校正(1)考虑到校正刀盘时对主轴承的负面影响,将刀盘与前盾进行加固。
加固区域确定在刀盘的未变形区域,既要保证对主轴的影响小又要保证未变形区域不产生二次变形。
(2)将变形区域的撕裂筋板和影响刀盘校正的筋板割断,仅留背板。
在其后面与土仓板间放两台液压油缸将刀盘缓慢顶出,顶到位置后用“工”字钢和角钢将刀盘与前盾焊接在一起,防止反弹。
(3)在筋板割断处加工坡口进行焊接,保证焊接强度,增加支承钢板和复焊板,进行应力放散。
待应力放散基本完成后将所有固定刀盘的支点拆除。
4、刀箱定位安装(1)刀盘面位置确定采用在前盾上焊接六根定位钢筋的办法确定一个与前盾面平行的平面,此平面从定位钢筋上挂线相交确定,作为刀箱定位的参考基准面。
(2)刀箱定位根据参考基准面及图纸尺寸,订出刀箱与盘面的相对位置,保证刀刃相对于盘面的高度一致。
(3)边缘滚刀的安装为了满足安装的角度,结合现场条件,用木板制作所需角度的样板尺,经过使用样板尺,能保证边缘滚刀的安装角度。
盾构机刀盘修复

盾构机刀盘修复盾构机拆解后发现:1、刀盘外圆面磨损。
2、部分主切刀座及原有耐磨钢板已经完全磨耗。
3、刀盘空腔外露没有蒙板覆盖。
4、刀盘面网格耐磨带稀少。
5、原有耐磨板失效。
6、泡沫孔裸露没有保护。
7、原有边刮刀没有固定在刀座上,而是直接与刀盘主体筋板焊接。
8、刀盘里面筋板需要堆焊网格耐磨带。
分析主要原因为隧道穿越的地层主要为粘土沙,其中夹杂中粗砂、砾砂、卵石,砂性土摩擦阻力大,渗透性强,在盾构的推进挤压下水分很快排出,土体强度提高,故不仅盾构推进摩擦阻力大,而且开挖面土压力也较大,对刀盘的磨损会比较严重。
3.1 焊工管理3.1.1 所有焊工须持有有效证件,并且模拟现场焊接符合要求。
3.1.2 焊工精神饱满上岗作业,技能娴熟,操作手法全面。
3.1.3 焊前对焊工进行工艺交底,使焊工掌握具体焊接工艺,熟悉焊材和焊机性能,工艺确定后,焊工要严格执行。
3.1.4 开工前带焊工熟悉施工现场,进行详细的安全教育和管理,使焊工树立安全观念,进行安全操作。
3.2 焊材管理3.2.1焊材入库焊材有齐全的材质证明,并经检查确认合格后入库。
3.2.2 焊材发放焊材由专人发放,并做好发放记录,包括生产批号,施焊焊缝部位。
3.2.3耐磨焊丝检查固本耐磨焊丝只有在烘烤时拆包,拆包时核对焊丝牌号、规格、批号等。
拆包后检查焊丝是否生锈、药皮是否脱落,目测检验不合格的焊条不得进入烘箱,烘干后,对同一生产批号的焊丝进行检查,看药皮韧性及内部焊心是否生锈,如有不合格,这扩大检查,如仍有不合格报告技术负责人处理。
3.3环境管理3.3.1 手工电弧焊现场风速大于8m/s时,采取有效的防风措施后方可施焊。
3.3.2 雨雪天气或相对湿度大于90%时,采取有效防护措施后施焊。
3.3.3 现场需要搭设围挡(施工场地待定)3.3.4 刀盘面向上水平放置,安放支点应牢固可靠。
1、设计尺寸:主视图外径Ф6260mm,剖视图B-B显示:环带直径6230mm,刀盘厚度为450mm,耐磨环带宽度160 mm厚度50mm,耐磨块原有数量56块均匀分布。
复合地层盾构机刀盘磨损修复实施与

作者简介:汪思海(1970—),男,高级工程师复合地层盾构机刀盘磨损修复实施与探讨汪思海(中铁建南方建设投资有限公司,广东深圳 518048)1 前言城市轨道交通地下工程采用盾构法施工具有安全性好、施工效率高的特点。
但是,当盾构机在复杂地质如上软下硬复合地层等条件下掘进时容易出现刀具异常磨损。
若检查、更换刀具不及时,则会进一步磨损盾构机刀盘面板,导致盾构机无法继续掘进。
此时,需进行动火作业对盾构机刀盘进行修复。
由于带压进仓动火作业存在高风险,在很多城市已明令禁止。
因此,需要采取一定的技术措施,实现常压开仓条件,进行开挖仓内常压动火作业。
本文通过在穗莞深城际铁路上软下硬复合地层条件下采取技术措施,实现盾构常压开仓动火作业刀盘修复,可供同样条件下的盾构施工借鉴。
摘 要:针对盾构机在复杂地质条件下掘进时刀具易异常磨损且动火作业修复危险度高的问题,依托上软下硬复合地层条件下穗莞深城际铁路盾构法施工隧道工程,首先分析工程地质、水文条件及刀具磨损原因,然后提出3种不同修复方案并分析其优缺点,确定采用素混凝土地下连续墙加固体+工作井模式,通过采取技术措施实现盾构常压开仓动火作业修复刀盘的成功实践,为同样条件下的盾构施工提供经验借鉴。
关键词:城市轨道交通;复合地层;盾构机;刀盘磨损;修复中图分类号:U455.392 工程概况2.1 项目概况穗莞深城际铁路深圳机场~固戍工作井区间右线设计起迄里程为DK0+000~DK4+347.43,长4 347.43 m , 左线设计起迄里程为DK0+000~DK4+368.23,长 4 368.23 m ,其中下穿海域段长3160 m 。
区间隧道为标准双洞单线圆形断面,盾构法施工,线间距10~16 m ,区间覆土厚度10.6~53.4 m 。
区间采用2台开挖直径为9 140 mm 的间控式泥水平衡盾构机施工。
左、右线均采用分体始发方式,始发场地设在深圳机场站大里程端。
2.2 停机情况说明区间右线盾构机掘进至 320 环时,因掘进参数出现异常,遂停机组织带压进仓检查,发现 7#、8#中心刀偏磨较严重,刀座及其轨迹范围刀盘面受到一定程度磨损。
盾构机刀具修复技术
盾构机刀具修复技术采用盾构法修建地铁隧道,施工进度较快,建设质量好,而且施工过程中不需要降水,可以节省大笔费用。
但由于盾构机及配套设备、设施的采购和制造费用很高,而且施工过程中所用多种消耗材料费用也不低。
所以,采用盾构法的施工成本与传统施工方法相比,并无优势可言。
在保证工程质量的前提下,如何有效地降低施工成本,成为企业在市场竞争中面临的一个紧迫问题。
对磨损周边刀进行修复利用,就是在降低施工成本方面进行的一次有益尝试。
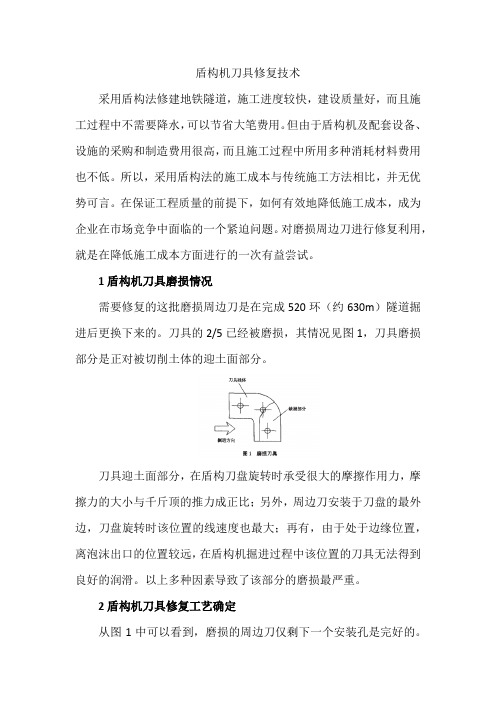
1盾构机刀具磨损情况需要修复的这批磨损周边刀是在完成520环(约630m)隧道掘进后更换下来的。
刀具的2/5已经被磨损,其情况见图1,刀具磨损部分是正对被切削土体的迎土面部分。
刀具迎土面部分,在盾构刀盘旋转时承受很大的摩擦作用力,摩擦力的大小与千斤顶的推力成正比;另外,周边刀安装于刀盘的最外边,刀盘旋转时该位置的线速度也最大;再有,由于处于边缘位置,离泡沫出口的位置较远,在盾构机掘进过程中该位置的刀具无法得到良好的润滑。
以上多种因素导致了该部分的磨损最严重。
2盾构机刀具修复工艺确定从图1中可以看到,磨损的周边刀仅剩下一个安装孔是完好的。
修复工作的主要任务,一是完成另外两个安装孔的修复;二是完成切削刃和表面耐磨层的修复。
据此确定总的思路是:铸造一块与原刀具本体成分相同、形状与缺损部分一样的钢块,与残刀焊接在一起;然后,在修复的刀具上堆焊切削刃和耐磨层;再以原来的安装孔为基准,根据图纸的尺寸要求加工另外两个安装孔;最后,对刀具与刀盘的安装表面进行一次精加工。
2.1修复体材料的选择及制造为保证修复刀具的工作性能不降低和便于与残体进行焊接,决定采用与原刀具本体材质相同的材料对其进行修复。
通过实验室化验分析,确定原刀具本体材料为退火状态的20Mn2。
根据原图纸和磨损刀具实物,设计加工了2个修复体模具(左右各1个);然后,利用小冶炼炉进行修复体的翻砂铸造,并对工件外表面进行喷丸处理。
2.2修复体与刀具残体的焊接由于刀体较厚,断面为三角形,且整个刀具的外形不规整,要将修复体与残刀直接焊接难度很大。
10盾构盾构机刀盘带压动火修复关键施工技术研发与应用
盾构机刀盘带压动火修复关键施工技术研发与应用汇报人:王百泉目录一、项目背景与总体思路二、项目主要研究内容与总体技术方案三、项目研究过程四、项目主要研究成果及创新点五、现场验证试验六、项目主要研究成果技术水平七、项目关键技术查新报告八、项目知识产权成果九、项目人才培养成果十、经济和社会效益分析十一、应用及推广情况十二、盾构机刀盘在隧道内高压环境下现场试验视频一、项目背景及总体思路1、地上饱和,城市化转向开发地下空间随着城市化进程提速和都市人口膨胀,建设用地紧张、交通拥堵、生态环境恶化等“城市综合征”日益凸显,发展和利用地下空间显然成为缓解上述问题的办法之一。
中国面临进入大规模开发地下空间的历史机遇。
曾有专家断言,“19世纪是桥的世纪,20世纪是高层建筑的世纪,21世纪是人类开发利用地下空间的世纪”。
预计到21世纪末,全世界将有1/3的人口在地下空间工作和生活。
2、盾构施工广泛应用于地下工程开发根据“十二五”规划及近期公布的全国城市轨道交通建设计划,自2013年到2015年全国计划轨道建设投资达2万个亿,盾构作为目前城市轨道交通地下隧道施工的首选方法,广泛应用于多个城市。
盾构机不仅用于全国各大城市轨道交通建设以及城际铁路建设,还可以用于水利工程、穿江过海隧道、军工、石油管道等项目的建设,应用前景广阔。
泥水盾构机压力平衡原理3、盾构法施工刀盘刀具受损、异常停机在复合地层、卵石地层条件下施工,或遇到地下障碍物时,盾构机刀盘刀具磨损和异常停机,必须进行维修工作;而对于穿越江河、海底的隧道或盾构临时停机于地面建构筑物、管线复杂的隧道,由于地面缺乏设置竖井开舱的条件造成无法进行现场修复或吊运至工厂修复。
国内技术落后,没有带压修复的技术。
因此,当出现上述问题引起异常停机时,无一例外委托给国外工程公司,如南京长江隧道、北京直径线工程、台山核电站引水隧洞、武汉越江隧道、深圳及南京等大直径盾构。
国内还没有盾构机刀盘带压动火修复关键施工技术,该技术综合性极强,其研发与应用难度极大、风险极高。
浅谈盾构刀盘现场拼装和焊接工艺
浅谈盾构刀盘现场拼装和焊接工艺提要:本文对南水北调中线穿黄工程采用的德国海瑞克盾构机刀盘的现场拼装及焊接工艺进行了总结,探讨大直径盾构现场拼装及现场焊接的工艺技术,为类似的大直径盾构现场组装和焊接技术提供参考。
关键词:盾构;大直径;刀盘;组装;焊接1、引言盾构机的组装和拆卸是盾构施工的难点,而盾构机刀盘的现场拼装和焊接质量是盾构组装的重点,是确保盾构机能否正常使用的前提。
刀盘设置在盾构机的最前方,其功能是既能掘削地层土体,又能对掘削面起一定的支撑作用从而保证掘削的稳定。
由于刀盘刀具是根据地质情况而选定的,所以刀盘的组成不尽相同。
下面以应用在南水北调穿黄工程中的直径9m的泥水加压式平衡盾构机刀盘为例加以描述。
2、刀盘的组成(1)一套闭式刀盘钢结构分五块式,构成刀盘的整体框架,为刀盘的转动掘削提供支撑,所有刀具的安装均采用螺栓式安装在此钢结构上,并采用背刀安装的方法。
而分五块式主要是出于对刀盘的公路运输方面考虑,不至于严重的超宽。
(2)耐磨保护板,防磨钢条。
其厚度一般不大于15mm,由于刀盘在地层中旋转,最高可达到每分钟2.6转,这样不仅对刀具有磨损,而且对刀盘的钢结构同样也存在很大的磨损,所以在刀盘的外端焊接了耐磨保护板和防磨钢条,保护刀盘的钢结构框架,延长刀盘的使用寿命。
(3)一个中心传力架,用于连接刀盘和主驱动单元。
中心传力架把主驱动的十个110kw的变频电机提供的动力由中心传力架传力带动刀盘旋转,为刀盘提供驱动力。
(4)初装刀。
其中包括宽200mm的标准刮刀90把(其中具有磨损检测装置的刮刀2把),中心刀1把,双刃滚刀2把,先行刀22把(它与标准刮刀的高度差为30mm),齿刀6把(与标准刮刀高度差为30mm),仿形刀又称超挖刀1把(行程0—70mm带软土刀具),铲刀16把(包含磨损测量工具1把),总计138把刀具。
其中中心刀的作用是按照轨道设计中心线贯入地层使刀盘准确定位,保证盾构机保持正确的掘削方向。
小直径竖井法盾构刀盘修复施工工法
小直径竖井法盾构刀盘修复施工工法中铁十二局集团第二工程有限公司安宏斌李艳辉白云飞赵玮栋1.前言盾构在砂卵石、密实度较高的砂层及其他不良地层中施工很容易造成刀盘刀具的磨损,使盾构机掘进速度降低,甚至无法掘进,刀具的更换通常有常压开舱、带压开舱、地面加固后常压开舱等方法。
刀盘的开挖直径磨损之后进行修复目前除了利用地面开挖常规竖井法施工之外没有其他安全方法,而开挖常规竖井的工期太长、成本太高,在施工中不断研究最终采用开挖一种微型竖井后在井内进行刀盘修复施工工法。
实践证明,此工法在确保施工安全的前提下,能够高质、经济、快速的完成对盾构刀盘的修复工作,经济效益和社会效益显著。
2.工法特点2.1该工法修复刀盘具有施工安全、简单、快速、经济及环保等优点。
2.2施工所需要的人员、设备及周转材料少,且均为通用的周转材料。
2.3 小直径竖井的受力结构好,承载力高,抗震能力强。
2.4 小直径竖井施工作业的条件较差,劳动强度大,施工中安全和质量特别重要。
2.5刀盘前方有较大空间,便于更换刀具,提高刀具更换效率。
3.适用范围本工法适应于盾构上方土体不稳,地面没有充足空间等情况下进行刀盘修复、换刀作业。
在地面条件复杂,隧道埋深比较大(埋深超过20m以上)、地质条件比较差的情况下,运用此方法进行刀盘修复时,必须慎重的考虑。
4.工艺原理以刀盘位置为主要依据,将刀盘完全进入竖井净空范围,同时要确保竖井井壁放在盾构机的前盾盾壳之上,以确保进行刀盘修复时,作业人员的施工安全。
小直径竖井先开挖至盾构刀盘中心线上方3.5m处,待盾构机到达指定位置停机后,再开挖至盾构刀盘中心线标高。
在刀盘上方2m的竖井井壁外侧打设小导管对地层进行加固处理,确保小直径竖井在各种工况下的结构整体稳定性,保证刀盘检修作业的安全。
5.施工工艺流程及操作要点5.1 工艺流程施工工艺流程见图5.1。
图5.1 工艺流程图5.2 操作要点5.2.1 施工准备施工前要制定合理的质量管理措施。
盾构机刀盘修复方案

盾构机刀盘修复方案一、工程概况二、编制依据三、一号机概况目前1号机已掘进000环,刀盘里程为掘进距离为915米,隧道埋深42米。
地质为全断面弱风化片麻岩,岩石强度达到80MPa以上。
对刀具以及刀盘的磨损都非常严重,刀盘开口环空隙从出厂时的8-9cm磨损至14-16cm。
为了防止出现其他此生故障必须对刀盘进行修复,刀盘修复定在掘进至589环位置。
四、刀盘修复工艺及方法1、刀盘修复焊接工艺因为刀盘采用材质为Q345结构钢,而复合板采用的是Q235结构钢,两种材质所含合金成分有所区别,选择更高一级别的焊接材料。
所以焊接用材为E71二氧化碳保护焊丝,E71满足焊接需求。
修复刀盘所用材料为双层耐磨复合板,其中基板是厚度为15mm的Q235板材,耐磨层为碳化钨及碳化铬,厚度为10mm。
按需要订制为200×220mm和200×140mm 两种规格,各130块。
因为在刀盘前方不具备人员进入条件,焊接人员在土仓中进行操作,对焊接钢板采用三面焊接,即土仓面及刀盘方向两面,刀盘前方面空余,耐磨复合钢板与刀盘的焊接采用CO保护焊;其他磨损较面积较小位置采用堆焊。
2机具及人员表:焊接要求:⑴焊接前必须将焊接表面用角磨机打磨干净,清除水、油、锈斑等污染;⑵耐磨板采用错位拼接如图:⑶角道焊接必须保证12mm焊高。
焊缝要饱满、连续。
保证无焊渣、气泡及空洞。
⑷刀盘其他位置补焊。
在刀盘修复过程中,刀盘其他位置如果发现磨损时,视情况进行抢救性的补焊,选用D707堆焊焊条进行补焊。
五、安全文明施工1、施工前对作业队伍进行安全教育,防止施工过程中出现安全问题。
2、施工作业时保证为施工队伍配备安全防护装备。
3、对于易产生危险的区域设置警示牌,做好安全支护。
4、派专职安全员在人舱口时刻观察掌子面情况,做好安全预警。
5、在土舱内准备两台7.5千瓦的污水泵,随时对土舱内地下水进行排出。
6、用电保证遵守用电规章制度。
7、在进入土仓前检查土仓空气质量,如有有害气体必须换气达到要求后方可进仓。
浅析北京地下直径线盾构机刀盘损坏原因及修复

浅析北京地下直径线盾构机刀盘损坏原因及修复发表时间:2016-08-17T16:20:44.477Z 来源:《建筑建材装饰》2015年8月上作者:贾超[导读] 对北京地下直径线工程盾构机刀盘损坏情况进行原因分析.(北京铁路局工程质量安全监督站,北京100860)摘要:对北京地下直径线工程盾构机刀盘损坏情况进行原因分析,总结并提出修复意见,为其它相似工程提供参考。
关键词:北京地下直径线;盾构机;刀盘磨损;刀盘修复前言北京站至北京西站地下直径线,是国内第一条城市地下大跨径单洞双线铁路隧道;设计采用一台直径11.97m的泥水盾构机从西向东独头掘进。
2011年3月13日,盾构机顺利穿越特级风险源地铁4号线宣武门站后到达计划停机7#点(里程DK4+438),施工人员带压进仓检查盾构机刀盘时发现刀盘磨损严重,存在四道环形凹槽同时大量刀具、刀座损坏;此时盾构机已累计掘进2358.5m,尚剩余2813m,已通过地铁4号线宣武门车站105m。
为了盾构机能安全的完成剩余工程,必须对刀盘损坏原因进行全面分析,并进行修复。
本文结合工程实际情况,浅谈一些看法。
1盾构机刀盘损坏过程北京地下直径线在DK4+615~DK4+495段下穿地铁4号线宣武门车站。
地铁4号线宣武门站为三拱两柱双层车站,车站宽22.9m,主体结构对应北京直径线里程为DK4+567~+543。
设计采用“板凳桩-托护梁+注浆”的方法对宣武门车站进行预加固。
2006年10月21日至2007年3月10,完成对4号线宣武门车站的预加固施工,2011年1月11日至16日,为确保顺利穿越特级风险源宣武门站,盾构机在按计划在6#停机点(里程DK4+612.773)进行了系统检修;1月27日,盾构机进入地铁4号线宣武门站主体结构范围内3m 时,掘进参数有较大变化,施工人员带压进仓检查时发现6mm厚带网眼的钢板碎片,疑为降水井的滤水管;经与施工地铁4号线宣武门车站的降水工程的建设、施工单位进行沟通,确认该钢板为地铁4号线宣武门车站内未拔除的降水井滤水钢管残片。
盾构掘进中刀具_刀盘损坏及维修措施探讨

后能恢复掘进功能
竖井维修
技术成熟, 维修速度与质量均较高, 但 场地协调困难
更换刀盘
技术成熟, 对场地要求较高, 场地协调 困难
70 天 60 天 40 天
小
中
开挖竖并需再 掘进一段距离
大
开挖竖井需再 掘进一段距离
结合本项目的实际情况, 选用洞内维修方案。 4.1 洞内维修
由 于 地 层 稳 定 不 进 行 地 层 加 固 , 根 据《开 仓 程 序》和《开 仓 安全技术交底》只使土仓库敞地 层在较长的一段时间内 保 持 稳 定, 在洞内开挖洞室进仃; 刀盘维修。维修时, 坚持“" 小、快、灵” 的指导思想, 即以小范围的维修为一个维修单元, 将整个维修 划分为若干个小的维修单元, 突出重点, 快速灵活的开展工作。
③弧形刮刀与切刀已开始径向压力, 部分刮刀可能已脱 落, 弧形边刮刀出现严重磨损, 承压在刀盘下面或边缘与切口 环之间, 刀盘的异响可能为脱落的刮刀或滚刀刀圈与切口环干 摩擦引起。
3 开仓检查
排出部分碴土, 在短暂的时间内, 对刀盘进行检查, 发现掌
子面较完整、较稳定, 地下水不丰富。
3.1 开仓程序 表 3 开仓程序签认表
图1
2 掘进状态分析
复合地层盾构机刀盘磨损修复实施与探讨

复合地层盾构机刀盘磨损修复实施与探讨广东省深圳市518000摘要:盾构机刀盘在复合地层掘进过程,由于地下空间地质复杂多变,不可控制因素较多,易出现盾构机刀盘磨损的异常情况,导致刀盘结构变形、结构磨损、刀箱变形等,进而无法继续稳定掘进。
此时必须停机检查修复,影响工期进展,长时间停机可能引起地面扰动,从而可能产生负面施工影响。
关键词:复合地层;盾构机刀盘;刀盘磨损引言城市轨道交通地下施工一般采用盾构法,具有施工安全高效的特点。
但是,在复杂的地质构造(例如硬岩复合地层)条件下挖掘隧道时,可能会发生刀具异常磨损。
如果验证和更换刀具不及时,它仍将使用刀盘配置中的刀盘面板,这将阻止刀具配置继续挖掘。
此时,需要经过通电操作定位、铆焊等来修复盾构机刀盘。
由于盾构机土仓内火灾的危险性很高,许多城市已正式禁止使用。
因此,必须采取一些技术措施,实现恒压开仓条件,在恒压开仓条件下进行恒压点火操作。
本文在一种坚硬复杂地形形成条件下采取技术措施,实现盾构恒压室开孔操作板的修复,可用于同等条件下的盾构施工。
一、盾构机刀盘磨损分类根据国内外盾构磨损的案例分析,刀盘磨损可分为弱磨损和强磨损,弱磨损为刀盘的刀具磨损、刀盘结构耐磨微磨损,更换完刀具可继续掘进;强磨损为刀盘结构本体已经磨损,不能满足刀具的安装,刀盘结构强度的损失,必须洞内修复刀盘结构、刀具安装座等才能继续稳定掘进。
刀盘结构弱磨损刀盘结构强磨损刀盘强磨损是项目实施过程的一种较大事故,严重影响施工进度,以下主要探讨基于刀盘强磨损的前提下,刀盘的结构修复,以保证项目的继续实施。
二、确定修复方案在制定修复方案时,考虑到项目的实际情况并与许多相关方协商,提出了三个可供比较的备选方案。
(1)备选方案一。
采用带压气室的操作方法,修理刀具的板和座。
(2)备选方案二。
在刀盘前选择合适的位置,用旋转桩加固土层,修复刀座与结构,并在实体保护下使用常规压力点火操作更换刀具。
(3)备选方案三。
盾构刀盘检修方案

3.2 设备材料及机具计划表3.3. 开挖面支护在无压开舱进行刀盘修复和刀具更换前必须对开挖面前方和盾构机上方的土体进行支护,保证工作人员的安全。
我们已经对其周围的土体进行了地面注浆加固。
从刀盘与盾体之间的空隙插入木板,厚度3cm。
同时从刀盘开口处向前开挖75cm,开挖范围为刀盘开口60度,高度2m,作为刀盘1工进度,但不能随意更换某一部分,如果这样会造成新刀具的严重磨损,导致了不必要的浪费,并且也不能达到要求的效果。
2)每次更换时,工作人员先将刀具周围的泥土清除干净。
再用套筒及加力杆卸下固定螺栓,注意不要让螺栓掉到土舱下部。
将换下的刀具递到人闸内,同时将固定螺栓和固定座用水清洗干净,还要检查一下是否有裂纹,如有裂纹必须更换新螺栓,以确保刀具有足够的固定强度。
将新的刀具按原来的位置安装好,将固定螺栓拧紧。
每次带一批刀具和进舱,每批刀具换完后,把废刀具放进料闸内。
人员退出土舱,与此同时操作手转动刀盘。
工作人员把下一批刀具送入土舱内,再继续更换下一组刀具。
每换完一批后,由值班机械工程师检查安装质量,看是否有漏掉的或者没有固定好的。
机械工程师确认无误后方可继续作业。
更换速度按实际情况定,必须以保证安装质量为前提。
3)在仓内刀具更换作业过程中,土建工程师应密切注意开挖面的土质情况和地层中地下水的状况。
当开挖面有异常情况时,应立即组织工作人员退出土仓,关好舱门。
3.5 刀盘修补方法1)根据机械工程师描绘的刀盘磨损情况,加工相应的焊接件,焊接件的材质必须与刀盘本体材质一致。
焊条采用E5016或采用二氧化碳保护焊焊条T8110;2)焊接前对刀盘焊接面用丙酮液进行清理,局部残留体应用角磨机打磨平整,以保证焊接质量;3)焊接过程中应保证焊接件焊缝四周均匀一致,保证焊缝长度和高度。
焊缝高度10~15mm;4)注意施焊顺序,尽量减小焊接件变形;4.刀盘检修质量保证措施为了保证刀盘检修的有效性,特制定质量保证措施:1)首先先要对所换刀具进行检查,看是否有开裂,磨损是否严重。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盾构机刀盘焊接修复
摘要:在盾构前部开挖面上对刀盘进行焊接修复作业,要求在尽可能短的时间内完成任务。
本文从保持开挖面稳定的维护措施的采取,修复材料的选择,修复工艺的优化和修复工艺流程的安排等方面进行了阐述。
井对一些有待解决的题目提出了自己的意见和看法。
关键词:盾构;刀盘;焊接修复;工艺
0 前言
地铁盾构隧道施工工程,在TBM推进过程中停机进行例行检查时,经常发现周边刀及其安装基座和部分紧挨周边刀的齿刀及其基座磨损严重。
此时必须对刀盘本体和刀具安装基座进行紧急焊接修复。
在修复的同时,还需对部分刀盘本体表面进行了耐磨层堆焊处理。
1 作业面开挖尺寸的确定
正常情况下,刀盘与开挖面土体紧密相依。
在开挖面上对刀盘进行焊接,需要在刀盘前方挖出一个洞,以保证作业职员对刀盘进行焊接作业时有适当的作业空间。
洞的大概尺寸为个直径1 500mm,深度400mm的半球形洞。
具体位置和尺寸见图1。
2保持开挖面稳定的维护措
2.1土仓排土量的控制
盾构土仓排土高度主要是根据焊接作业需要及开挖面地层特点综合考虑的。
由于该处地层上部是粘土层,下部是沙层。
排土高度控制控制在刀盘直径的1/3左右,即2m,以尽量减少对开挖面的影响范围。
2.2 以气压代替土压保持开挖面的稳定
当长时间停止作业时,为了保持开挖面的稳定,必须向土仓内充气加压。
在加压时,开挖面地层内的水被排挤流向它处。
但气体加压无法保持长久,时间稍长有些地方会漏气;为了控制漏气,我们向土仓内加注膨润土,在开挖面表面形成泥膜,这样可以较长时间保持土仓内的压力。
2.3 拱顶支护
对拱顶的局部坍塌处,用装有粘土的编织袋及木板进行支护,来控制坍塌的范围,保持开挖面的稳定。
2.4 缩短修复时间
实施24小时连续工作,以减少较大面积和范围的坍塌情况的发生。
通过上述措施,有效地保证了开挖面的稳定性,刀盘修复期间地表沉降得到了有效的控制,图2、图3。
从图3中就可以看出:随着停机时间的延长,地面沉降呈增大趋势,但斜率明显减缓通过采取上述措施,较好地控制r地面沉降。
在进行修复施工的一周里,最大沉降控制在12mm以内。
由于随着时间的延长,沉降在增大。
因此,加快修复速度,缩短维修作业时间显得尤为重要。
3 刀盘本体及刀具安装基座的焊接修复
在土仓内开挖面上进行焊接作业,受到了操纵空间、透风条件等多种因素的限制,作业难度较大对焊工的操纵水平也有较高的要求。
由于在本次作业过程中开挖面地层情况比较隐定,加之措施得力所以焊接作业进行的较为顺利。
3.1 钢材的选择
刀盘修复工作,时间紧、任务重。
但我们还是进行了认真的调查、分析和预备。
首先根据刀盘本体采用St52-3钢号。
相当于国产的低碳钢。
刀盘本体及刀具安装基座的修复宽度为350mm,厚度为100mm,高度为150mm。
从材料的机械性能和可焊性等多方面因素综合考虑,并经与有关单位的焊接专家研究,终极决定采用国产20#钢对刀盘及安装基座进行修复。
3.2 刀盘修复方案的优化
如何保证修复后的刀盘本体性能不低于原设计制造的水平,我们进行了深进的分析和研究,并加工了样块在现场进行了模拟装配分析。
3.2.1 从焊接工艺考虑采用左右块加支撑块的方案
原设计修复方案中采用两块150mm厚的钢块,对刀盘大臂左右两侧进行焊接修复。
我们通过分析及样块的模拟安装发现:在土仓内,受操纵空间的限制,焊接作业只能从两个侧面进行无法正面对刀盘进行焊接作业。
在345mm的宽度上,焊接两块150mm的钢块,第一块可以焊接,而第二块与第一块相邻的部分与刀盘本体间的焊缝无法实施焊接作业。
所以,改为采用两块100mm厚的钢块加中间支撑板;先焊接左、右块,再焊接中间连接板。
这样既保证了焊接作业的司达性、方便性,也保证了修复体与刀盘本体之间有较高的连接强度。
3.2.2 周边刀连接螺栓数目的确定
山于刀盘周边刀安装基座上的中间一个螺栓连接孔被磨掉1/2,无法对半个螺栓孔进行焊接修复。
我们最初决定只用两真个连接孔进行螺栓连接固定,中间一个不固定。
后经我们分析研究以为:假如中间螺栓孔不连接,一是周边刀与刀盘的连接强度降低了1/3;二是假如该螺栓连接孔不进行封堵,在刀盘旋转过程中,会有泥沙从孔内通过,且由于该部位位于刀盘边沿,其线速度较大,轻易导致刀盘和刀具的磨损;因此,决定对该螺栓孔进行连接封堵。
具体做法是:加工一个带有内螺纹孔的光套,在原套的位置上与刀盘残体进行焊接,螺栓与套的内螺纹连接固定。
这样既封堵了刀盘上的孔洞,也进步了周边刀与刀盘本体的机械
连接强度。
3.2.3 增加焊缝高度,以进步修复体与刀盘基体的连接强度
经设备制造商确认:刀盘制作时,周边刀安装基座与刀盘本体焊缝高度为3层5mm。
修复时们规定了5层8mm焊缝高度。
保证了修复质量不低于原制造过程中的焊接强度。
3.2.4 采取多项措施,保证焊接质量
(1)选派经验丰富、焊接技术高的电焊工进行连续作业;
(2)选用直流电焊机,保证焊接电弧能够稳定燃烧,以进步焊缝成型质量;
(3)选用J506焊条,焊接前对焊条进行烘干处理,并在焊接作业过程中,用保温箱对焊条进行保,
温。
从而减少焊缝出现气孔的可能性;
(4)用砂纸、磨光机对焊接面进行打磨处理,并用丙酮对焊接面进行擦拭,确保焊接面的清洁
从而保证焊缝质量;
(5)严格防水措施,确保焊缝质量。
为缩短盾构的停机时间,我们采取了24小时连续作业的方式。
作业分成两班,每班12小时,两名电焊工在12小时内轮换进行作业。
这样在一周之内,就顺利地完成了刀盘的修复工作,并对磨损刀具进行了更换。
4 进步修复精度的工艺措施
由于周边刀是用3个连接螺栓固定到刀盘上的。
因此,焊接作业中如何保证修复体上螺栓孔的定位精度,成为判定本次修复质量好坏的关键。
技术职员精心思考、仔细研究,制订了具体的施3232艺,并编写了施Ⅱ艺流程图,见图4;并要求电焊工在焊接作业过程中,对称交叉施焊,确保焊接件受热均匀,避免工件由于受热不均而导致移位。
由于各项措施制定的具体公道,加上作业职员积极配合,确保了焊接后的定位精度,没有出现返工现象。
在保证质量的同时,也确保了作业进度。
5几点建议和思考
从本次焊接修复工作中,我们发现和想到了一些题目。
5.1应加强进仓检查的数次
在开挖面上实施焊接作业,对地层的稳定性有较高的要求。
我们停机地层的开挖面很稳定,可以向前超挖出作业空间,假如开挖面土体自稳性差的话,则首先需要对土体进行加固处理,要耗费较长的时间。
这就要求我们在今后要及时进仓检查刀具和刀盘的磨损的情况,并做好检查记录。
5.2 刀盘大修工艺规范应尽早制订
从本次抢修的情况看,刀盘磨损情况较严重。
在完成下一区间推进TBM出洞时,必须对刀盘进行大修,而如何修,怎样保证质量?这些题目我们心中没底。
因此,必须投进—定的人力和财力尽早开展这方面的工作,进行必要的方案研究和试验,并制定出公道的刀盘修复施工工艺及表面强化处理方案。
5.3 刀具急剧磨损原因的扼要分析
从施工过程分析,刀具及刀盘急剧磨损的情况发生在第500环以后,在500环以前每个工班8h正常一般可以完成4环的掘进,而在500环以后,推进速度明显减慢。
推力、扭矩明显增大的结果使刀具的磨损加剧;而刀具的磨损加剧,又导致了刀盘扭矩的增大。
这两者之间互为因果,就使情况变得越来越糟。
这仅是笔者个人的初浅分析判定,真正的原因还有待专家综合施工记录、施工参数等诸方面的因素进行深进的分析研究,给出一个正确的结论。
这里未几赘述。
5.4 关于TBM国产化刀盘材料的选择
盾构刀盘的焊接修复,由于其母体35#钢/45#钢/Q345钢的含碳量较高,硬度也就高,但是耐磨性不是很好,因此要求我们选择核实的耐磨焊接材料以减少刀盘的磨损,目前在全国刀盘广泛使用的耐磨性能较好的焊接材料有瑞士OERLIKON公司CARBOFIL A600, 德国DRAHTZUG STEIN公司MF760M, MF864M, 意大利FILLARC公司DUR 600M,DUR 606M等系列焊丝,该系列焊丝均在国内盾构机刀盘广泛使用并验证耐磨性,韧性都不错;。