天拓案例:SIMOTION在全自动卫生纸复卷机中的应用
格贝而艾玛斯OPTIWIND复卷机

格贝而艾玛斯OPTIWIND复卷机作者:来源:《造纸信息》2022年第07期灵活性已成为后加工行业在各应用领域中日益优先考虑的因素。
如今,在需求日益多樣化和竞争日益激烈的市场中,要想在高端市场具有竞争力,必须保持灵活性,这就需要以有吸引力的价格做出最佳的快速反应。
当然,灵活性来源于后加工所配备的技术特征:设备必须具有先进、一流的自动化水平,以便顺利、高效地协调生产以提高质量和速度。
为了满足这些需求,格贝而艾玛斯(GOEBEL IMS)推出了新的OPTIWIND机型,一种用于纸张和纸板的无轴退绕分切复卷机。
格贝而艾玛斯( GOEBEL IMS)是艾玛斯技术集团旗下的一个品牌,由德国格贝而( GOEBEL)公司和意大利艾玛斯(IMS)公司这两大工业巨头联合成立,这两大公司在后加工行业拥有170多年的历史。
GOEBEL IMS分享历史、技能和价值观,以坚定不移的创新和满足不断变化的市场需求为导向,创造技术方案,确保持久的精度、速度和准确性,为客户的生产提升价值。
GOEBEL IMS制造的分切复卷机用于加工烟草、塑料薄膜、无菌包装和其他特殊材料的纸张和纸板,并按产品类型划分业务单位,以确保高度专业化的技术和支持。
OPTIWIND机型是GOEBEL IMS纸业加工最重要的技术。
该设备可以分切和复卷幅宽达7m的母卷,加工成宽度为70mm的成品卷盘。
在这些参数范围内,设备能够提供的生产可能性是多种多样的:OPTIWIND能够满足食品、包装、纸张、相片纸和烟草行业以及其他许多行业对纸张和纸板进行加工和转换的广泛应用需求。
OPTIWIND的主要技术特点包括:各种定量的纸张(25~200 g/m2);无轴表面收卷;收卷直径2.2m;生产速度达2500 m/min。
GOEBEL IMS可根据客户的特定技术需求定制OPTTWIND。
该设备的设计和制造适合工业4.0环境,其主要功能和辅助功能的自动化程度非常高。
优秀的自动化基础在复杂的技术规格下仍能保持较高的生产水平,并广泛用于优化生产周期,同时将人为失误的风险降至最低。
基于SIMOTION D系统的全自动湿巾包装机的运动控制研究
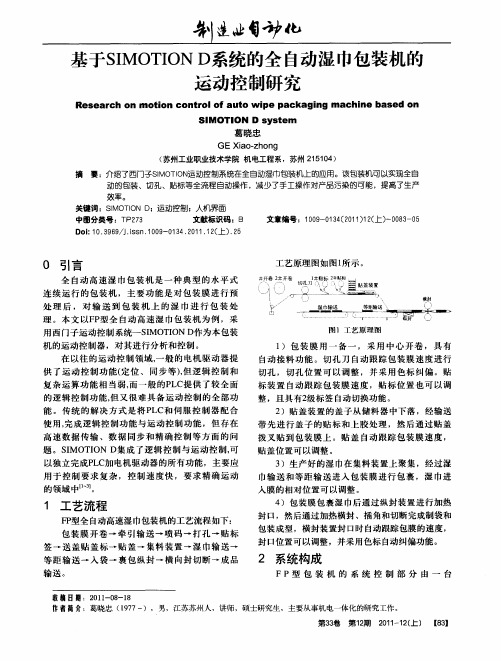
签 一送 盖 贴 盖 标 一 贴 盖 一 集 料 装 置 一 湿 巾输 送 一 等 距输 送 一 入 袋 一 裹 包 纵 封 一 横 向 封 切 断 一 成 品
壁
使 用 , 成 逻辑 控 制 功 能 与 运 动控 制 功 能 ,但存 在 完 高 速 数 据 传 输 、数 据 同步 和 精 确 控 制 等方 面 的 问 题 。SMOT O D集 成 了逻辑 控 制 与运 动 控 制 , I I N 可 以独 立 完成P CJ 电机 驱动 器 的所 有功 能 ,主要 应 L J I ]
S MOT ON作 为 西 门 子 新 一 代 运 动 控 制 器 增 I I
等 功 能 ,大 大 减 少 了操 作 人 员 的工 作 强 度 并 提 高 了设 备 的 运 行 效 率 。配 套 好 的湿 巾包 装 机 经过 现 场 实 际 投 入 生 产 , 系 统 运 行 稳 定 , 运 行 效 果 良 好 ,加 工质 量达 到要 求并 提高 了生 产效率 。
6 结束O I N D系统 的全 自动湿 巾包装机 的 I TO 运动控制研究
Res ear oton cont ol ch on m i r aut w i e of o p packagi achi e ng m n bas ed on S_ oT _ N s t M o D ys em
l
器 ,驱 动 器 ,人 机 界 面 的程 序 全 部 集 成 在 一 起 , 由一 种 工 具 进 行 开 发 。编 程 人 员 只要 了解 这 一 种 工 具 即 可 完 成 三 个 不 同 部 分 的 程 序 的 编 制 ,大 大 的简 化 了工作 量 。
复卷机纸卷分切自动化控制

复卷机纸卷分切自动化控制摘要:随着近些年来我国现代化建设水平的不断提升,当前复卷机的自动化控制已经逐渐成为一种趋势,也是节约人力成本,提升生产效率的重要保障。
本文主要介绍了复卷机纸卷分切自动控制的准确性,高精度位移传感器在纸卷宽度控制上的应用、校正方法。
关键词:复卷机;位移传感器;自动控制;校正复卷机的功能是将一个大纸卷分切成不同规格的多个小纸卷,然后投入市场。
复卷机分切控制系统准确性决定着产品的质量,进而影响客户满意度,除此之外,随着近些年来我国的包装行业取得了长足的发展,特别是造纸行业更是如此,不断发展的造纸行业由于较高的人力成本不但影响了其生产的整体效率,更是影响了我国的现代化建设。
为了解决人力问题,发展机械化、自动化的分切技术就势在必行,本文以南方一某大型纸厂为例进行说明:纸卷宽度:11035mm纸卷直径:600-1800mm设计车速:2500 m/min工作站数量:17个分切机简介:分切机是指通过磁粉离合器作为阻力的控制装置,然后通过直流电源进线磁粉离合器阻力控制的装置。
在传统的分切机使用中,其往往是通过大型电机来实现驱动收放卷的轴部,然后通过收放卷轴上加放磁粉离合器来实现磁粉离合器的电流变化,而电流变化又会反作用于表面阻力的调整,从而以此来调整材料的整体表面张力。
针对本分切机,切刀分切系统主要设备有切刀、马达、皮带、位移传感器等设备组成,见下图。
切刀总数量为36把,其中上下切刀各18把,通过配合使用来完成纸卷的分切;每把切刀都自带刹车装置,用于将切刀固定在皮带指定的位置处。
切刀分切系统的动作原理是首先PLC发指令给变频器,变频器控制马达进行动作;马达带动皮带运转,切刀通过皮带带动来动作,动作到位后,通过刹车装置将其固定。
每把切刀的位置通过高精度位移传感器进行测量,并实时将切刀实际位置反馈回PLC。
图1:切刀分切系统自动控制原理:在纸卷分切活动中,最为重要的一个步骤就是小纸卷的排列工作,这是由于排列的疏密程度以及精密程度不但会影响到分切的质量,更是会影响到分切的效率,传统的分切机由于缺乏自动控制的单元,所以在进行分切时往往无法做到精密排列,而自动分切机则具有十分明显的优势,纸卷分切前,首先由生产部门按照客户的要求进行小纸卷的排列,按照事先排好的顺序将数据输入系统,发送给PLC,由PLC计算出每把切刀的位置;马达速度分为快速运转和慢速运转两种。
拓斯克推出新型OPTIMA复卷机,进一步提高复卷质量和效率

本刊讯(Toscotec 消息) 在对复卷机生产线进行全面设计升级后,拓斯克(Toscotec)推出了全新的O P TI M A复卷机。
新的生产线已取得市场认可,截止2020年9月,已向欧洲、北美和亚洲市场提供了八台复卷机。
拓斯克先后向泰国C.A.S.纸厂、斯洛文尼亚Paloma纸厂、意大利Cartiera Confalone纸厂和土耳其Essel纸厂提供了共六台OPTIM A复卷机,作为交钥匙订单的一部分。
此外,还有两台复卷机提供给了全球某知名卫生纸制造商。
新的O P TI M A复卷机生产线保留了母卷的体积和柔软度,提高了收卷性能,从而提高了整体生产效率。
确保纸卷柔软度和质量通过对母卷的中心风辅助控制(C W A control)、放卷系统和复卷压区控制系统的创新组合,OP TIM A复卷机可以保持纸品质量,保持复卷水平均匀可靠。
退纸架可以弥补母卷的失圆,使用中心风辅助控制,该系统由传送带驱动和中心驱动系统组合而成,可减少退纸架传送带对纸张的压力。
与其他类似系统相比,该系统减少了粉尘,降低了装机功率,通过电机扭矩分担的设计,压力将由传送带和中心风辅助控制系统共同承担。
O P TI M A具有高效的纸幅收紧归拢系统,避免了整个机器的过度伸长。
通过连续精确地控制驱动电机的速度达到纸张收拢的目的,将纸张引导至复卷设备,同时避免纸张被过度拉伸。
此外,复卷部分采用自动压区控制系统,通过安装在骑马辊(rider roll)和纸芯机(core chuck)上的称重传感器进行操作,将连续反馈的信息发送到控制系统,从而实时检测和调整卷筒纸的实际厚度和体积。
因此,该新型复卷系统可保证体积损失小于3%,伸长损失低于2个单位。
生产效率更高O P TI M A 控制系统通过确保卷筒具有相同的长度和密度来保证精度,因为在整个工作环节中,均匀的卷筒密度可以提高复卷效率,进而提高最终的加工效率。
O P TI M A的压区控制系统可以降低卫生纸机设定的起皱比率,从而避免了复卷机上的纸张过度伸长。
7500mm全自动高速分切复卷机的功能解析

摘要:国产第一台全自动高速分切复卷机在昌乐世纪阳光试车成功。
该复卷机净纸宽7500 mm,设计车速3000 m/min,工作车速2800 m/m i n,分切11卷纸。
本文介绍了7500 m m全自动高速分切复卷机所包含的功能及工作原理,提出全自动分切复卷的方案,并对新方案中功能作了详细描述。
关键词:高速分切复卷机;母辊;空轴自动存放;自动对刀;纸页张力自动测量;自动引纸;分段可调弧形辊;真空底辊;压纸辊压力闭环控制Abstract: The first domestic high speed automatic high speed slitting and rewinding machine was successfully tested in Changle Century Sunshine. The machine has a net width of 7500mm, a design speed of 3000m/min, and a working speed of 2800m/min. It can cut 11 paper rolls. This paper introduces the functions and working principle of 7500mm automatic high speed cutters and rewinders, puts forward a scheme of automatic scutters and rewinders, and describes the functions of the new scheme in detail.Key words: high speed slitting and rewinding machine; mother roll; mandrel automatic storage; automatic knife setting; web tension automatic measurement; automatic web feeding; segmental adjusting roll; vacuum bottom roll; back roll pressure closed loop control7500mm全自动高速分切复卷机的功能解析⊙ 曾照勇(潍坊凯信机械有限公司,山东潍坊 261061)An Analysis on the Function of 7500mm Full-automatic High Speed Rewinder⊙ Zeng Zhaoyong (Weifang Hicredit Machinery Co., Ltd., Weifang 261061, Shangdong, China)中图分类号:TS734+.7文献标志码:A 文章编号:1007-9211(2022)08-0027-08曾照勇 先生高级工程师,公司涂布机、高速复卷机技术经理;主要从事涂布机及高速复卷机的研发和设计工作。
造纸复卷机自动化控制与应用
造纸复卷机自动化控制与应用陈声海【摘要】The paper introduced the high precision configuration control system of paper rewinding machine,PLC,inverter and tension sensor,and the control functions of unwinding tension and rewinding force.%介绍了福建南平南纸有限责任公司6#纸机复卷机PLC、逆变器和张力传感器等自动化产品之间的高精度配置控制系统,以及退纸张力和复卷力的控制功能.【期刊名称】《中国造纸》【年(卷),期】2018(037)001【总页数】4页(P42-45)【关键词】SINAMICS S120逆变器;张力传感器;PLC;张力控制【作者】陈声海【作者单位】福建省南平南纸有限责任公司,福建南平,353000【正文语种】中文【中图分类】TS736+.11 复卷机简介福建省南平南纸有限责任公司自1958年成立至今有近60年历史,一直致力于造纸行业。
目前淘汰落后产能后,剩余6#纸机产能大约18 万t/a,6#纸机是2008年引进的芬兰美卓纸机,年产18 万t高档文化纸。
复卷机引进的是QUATTROLL公司的产品,主要由退纸部、切纸部、复卷部和卸纸部组成(如图1所示),复卷机最高车速2800 m/min,最大母卷宽度5340 mm;控制系统由西门子SIMATIC S7- 400、SINAMICS S120逆变器等组成。
图1 复卷机组成构造示意图2 工艺流程复卷运行分3个过程:①纸幅的舒展,纸幅经过退纸辊、舒展辊和导辊完成舒展。
②纸幅的纵切,纸幅经过圆刀、弧形辊和张力辊完成纵切。
③把纵切的纸幅复卷成所需要的成品纸卷,纸幅经过前后底辊和压纸辊完成。
3个过程是同时发生的,之间的关系密切。
纸幅运行过程如图2所示。
为了控制好复卷时纸幅的舒展和复卷,必须要精确地设定张力值,如果张力控制不好会引起纸幅波动、发生断纸、端面不平和纸卷紧度松弛的质量问题;而纸卷紧度又受张力、扭矩和压纸辊压力影响。
西门子运动控制器SIMOTION收放卷应用介绍
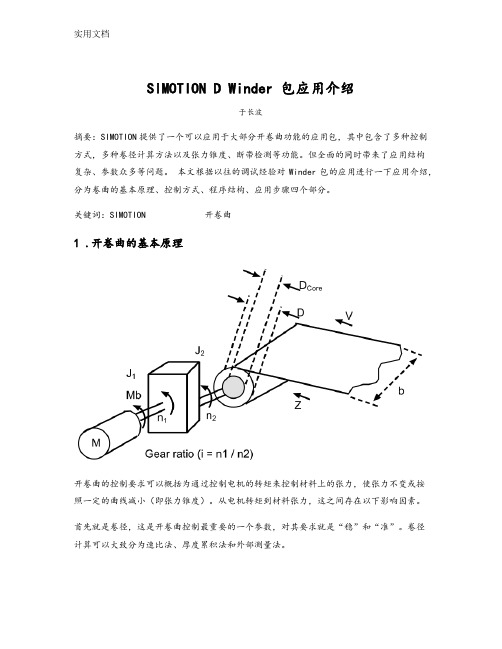
SIMOTION D Winder 包应用介绍于长波摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
关键词:SIMOTION 开卷曲1 .开卷曲的基本原理开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
速比法是检测同一时刻下卷轴的转速和材料的线速度,两者相除即得到直径,这种方法实时性好,但稳定性欠佳。
在此基础上衍生出积分法和位置计算法,两者就是将一定时间内卷轴的角度位移与材料的位移相除,然后按一定的斜坡输出。
区别在于积分法是用速度的积分得到角度位移和材料位移,而位置计算法是直接取轴的位置值做计算。
这种方法稳定性好,实时性与直径计算的更新周期有关。
厚度累积法是根据卷轴的圈数和材料的厚度计算的一种方法,即卷轴每转一圈直径增加2倍的材料厚度,然后按照一定的斜坡输出。
这种方法稳定性非常好,但准确性与材料厚度的准确性有很大关系,这里所说的材料厚度并不是指材料本身的实际厚度,而是材料的实际厚度加上材料之间缝隙的厚度,即与松紧度有关。
外部测量法就是用传感器直接测量卷轴的实际直径,可分为接触式和非接触式,常见的接触式传感器有编码器和位移传感器,非接触测量传感器有激光、微波等。
由于测量数值与实际的直径可能是非线性的,所以要对测量值做非线性处理。
其次是对转矩的补偿,主要是加减速补偿和摩擦补偿。
加减速补偿指的是当材料在加速或减速时电机要提供额外的转矩对卷轴进行加减速,其大小与开卷曲机械系统的转动惯量和加减速度有关;其方向与工作方式(是开卷还是收卷)和出料方向(材料是在卷轴的上方还是下方)有关。
全自动卫生纸复卷机[实用新型专利]
![全自动卫生纸复卷机[实用新型专利]](https://img.taocdn.com/s3/m/cf92cadbb9f67c1cfad6195f312b3169a451eafc.png)
(10)授权公告号(45)授权公告日 (21)申请号 201520710249.1(22)申请日 2015.09.15B65H 79/00(2006.01)B65H 19/26(2006.01)B65H 18/08(2006.01)(73)专利权人陆焕金地址262200 山东省潍坊市诸城市相州镇新河崖村166号(72)发明人陆焕金 陆术德(54)实用新型名称全自动卫生纸复卷机(57)摘要本实用新型公开了一种全自动卫生纸复卷机,包括架体、原纸输送装置、引纸装置、刀轴压纸装置、收卷封口装置和收卷辅助装置,所述架体上从上料端依次分别为原纸输送装置、引纸装置、刀轴压纸装置、收卷封口装置,防皱杆支架位于原纸输送装置和引纸装置之间的架体上,在所述防皱杆支架上分别设置两条中间部位向上凸起的防皱杆,所述收卷辅助装置分别设置在收卷封口装置的两侧,所述原纸输送装置共三组,分别对应设置在三条原纸辊转轴的下方架体内,所述架体的上料端设置有通过上料气缸带动的原纸上料架。
本实用新型加工出的卫生纸均匀,松紧适中,保证了切纸切口的整齐度,适合加工有芯、无芯、纸管的卫生纸。
(51)Int.Cl.(ESM)同样的发明创造已同日申请发明专利(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书2页 说明书5页 附图14页CN 204897052 U 2015.12.23C N 204897052U1.全自动卫生纸复卷机,包括架体、原纸输送装置、引纸装置、刀轴压纸装置、收卷封口装置和收卷辅助装置,其特征在于:所述架体上从上料端依次分别为原纸输送装置、引纸装置、刀轴压纸装置、收卷封口装置,防皱杆支架位于原纸输送装置和引纸装置之间的架体上,在所述防皱杆支架上分别设置两条中间部位向上凸起的防皱杆,所述收卷辅助装置分别设置在收卷封口装置的两侧,所述原纸输送装置共三组,分别对应设置在三条原纸辊转轴的下方架体内,所述架体的上料端设置有通过上料气缸带动的原纸上料架;所述引纸装置底部的架体内设置有主驱动电机,所述主驱动电机的电机轴上分别设置有内主驱动齿轮和外主驱动齿轮,且外主驱动齿轮的直径大于内主驱动齿轮的直径,所述外主驱动齿轮分别通过链条与收卷封口装置下方架体内的无极调速器的输入齿轮以及刀轴压纸装置下方架体内的外转换齿轮传动连接,所述内主驱动齿轮通过链条与最内侧的原纸输送装置的皮带驱动齿轮传动连接,最内侧的原纸输送装置的皮带驱动齿轮通过两个相啮合的变向齿轮和链条与其余两个原纸输送装置的皮带驱动齿轮传动连接,所述外转换齿轮上设置有小于其直径的内转换齿轮,所述内转换齿轮分别通过链条与引纸装置和刀轴压纸装置传动连接,所述收卷封口装置通过链条与无极调速器的输出齿轮传动连接。
卫生纸打孔复卷机PLC自动控制系统
卫生纸打孔复卷机PLC自动控制系统
常易康
【期刊名称】《北方造纸》
【年(卷),期】1996(017)004
【摘要】卫生纸打孔复卷机PLC自动控制系统常易康山东轻工业学院济南250100关键词可编程序控制器,卫生纸打孔复卷机,梯形图小卷卫生纸的基本生产过程是两层卫生纸经打孔刀之后卷绕在转动的纸芯上。
为使生产过程连续进行必须有一系列配合适当的动作,其每一个循环为;压...
【总页数】2页(P61-62)
【作者】常易康
【作者单位】山东轻工业学院
【正文语种】中文
【中图分类】TS734.7
【相关文献】
1.复卷机打孔刀轴参数计算及应用 [J], 柳天磊
2.卫生纸复卷机的打孔设计及计算 [J], 李杰超
3.卫生纸复卷机升级改造分析 [J], 刘亮华
4.卫生纸复卷机升级改造分析 [J], 刘亮华
5.ZKJ_1型卫生纸打孔复卷机的改进 [J], 李晓光
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天拓案例:SIMOTION在全自动卫生纸复卷机中的应用
天拓四方作为国内领先的智能制造整体解决方案服务供应商及智能制造领域的高新技术企业,致力于成为一流的、能为工业企业和政府提供自动化、数字化、智能化产品及整体解决方案和平台的服务商。
公司能为广大工业企业、政府提供自动化控制、电气传动及智能制造主营业务解决方案,并提供集系统集成、数字化工厂项目实施、智能制造创新中心及孵化器建设和智能制造集群整体解决方案。
同时,公司销售西门子工业软、硬件产品,形成了集销售、维修、服务及OEM客户和生产流程型客户解决方案为一体的综合性业务和服务。
以下为天拓四方为大家推荐SIMOTION西门子运动控制系统在全自动卫生纸复卷机中的解决方案。
什么是全自动卫生纸复卷机?
全自动复卷机,其用途是将造纸机生产出来的纸卷(称为原纸卷)进行依次复卷,纸张经过复卷后做成成品纸出厂。
大部分纸种(如新闻纸、凸版印刷纸、包装纸等)必须经过复卷机切边、分切、接头、在纸卷芯上重卷形成一定规格、一定紧度要求的成品纸卷出厂。
全自动卫生纸复卷机由退料后架、打孔复卷、双面压花,上胶复合、压边纹等单元组成,各机构均有独立的带编码器电机作为动力,由伺服驱动器、变频器和运动控制器完成速度及同步控制,实现纸的张力恒定。
系统设置触摸式人机界面,可设定前后单元之间的速比。
机器设有低速点动速度和运转速度,点动用于引纸操作。
有断纸停机功能。
退纸后架和打孔复卷组合完成由大卷原纸经过打孔和重新复合形成小卷生活用纸的主要功能,其它单元只是让纸的表面产生凹凸纹或印刷花纹等辅助功能。
天拓四方推荐SIMOTION在全自动卫生纸复卷机中应用解决方案
天拓四方推荐全自动卫生纸复卷机采用了西门子高性能的SIMOTION运动控制器为核心控制中心,驱动采用SINAMICS S120伺服驱动器、高性能SIMOTICS 1FK7伺服电机、SINAMICS G120变频器,通过集成的ProfiNet通讯接口可方便实现控制系统与各驱动系统的无缝的完美集成,更好的完成系统张力控制及各机构间的同步协同工作,大大提高设备的稳定性,提高了产品的成品率及生产效率。
SIMOTION系统包含三个组件:工程系统、运行软件和硬件平台。
通过软件SCOUT,SIMOTION不仅提供了与TIA自动化系统无缝集成的工程工具,还提供了包括编程、参数设定、测试、调试和诊断所需的所有工具。
硬件、软件、工程工具完美配合,在设计复杂、快速和精确运动的机器时,将运动控制与PLC 和工艺功能融合在一起,可以使控制任务变得尽可能的简单和灵活,获得与用PLC系统时同样的友好性及最高的产品质量、最高的生产效率,降低整个生命周期成本,缩短上市时间。
天拓四方能为广大工业企业、政府提供自动化控制、电气传动及智能制造主营业务解决方案,并提供集系统集成、数字化工厂项目实施、智能制造创新中心及孵化器建设和智能制造集群整体解决方案。
同时,公司销售西门子工业软、硬件产品,形成了集销售、维修、服务及OEM客户和生产流程型客户解决方案为一体的综合性业务和服务。
欢迎各界朋友致电咨询。