挤压丝攻底孔直径
挤压丝锥的底孔尺寸.docx
M20× 1
19.28
19.22
19.31
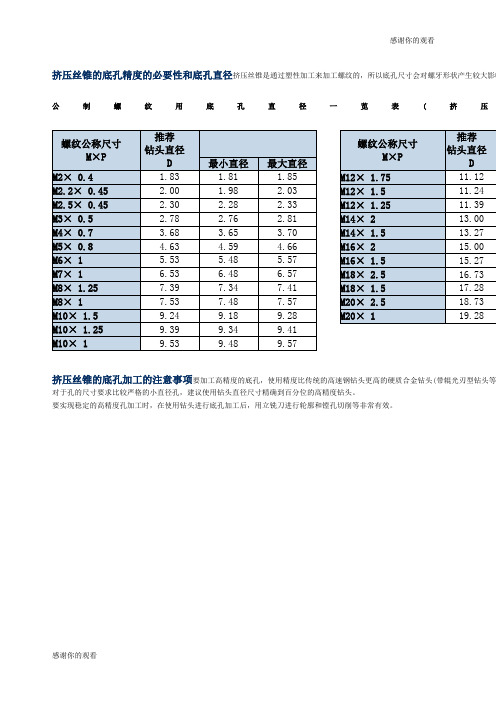
挤压丝锥的底孔加工的注意事项要加工高精度的底孔,使用精度比传统的高速钢钻头更高的硬质合金钻头(带辊光刃型钻头等)是关键。
对于孔的尺寸要求比较严格的小直径孔,建议使用钻头直径尺寸精确到百分位的高精度钻头。
要实现稳定的高精度孔加工时,在使用钻头进行底孔加工后,用立铣刀进行轮廓和镗孔切削等非常有效。
M14× 2
13.00
12.92
13.04
M14× 1.5
13.27
13.21
13.30
M16× 2
15.00
14.92
15.04
M16× 1.5
15.27
15.21
15.30
M18× 2.5
16.73
16.63
16.78
M18× 1.5
17.28
17.22
17.31
M20× 2.5
18.73
18.63
M2.5× 0.45
2.28
2.33
M3× 0.5
2.78
2.76
2.81
M4× 0.7
3.68
3.65
3.70
M5× 0.8
4.63
4.59
4.66
M6× 1
5.53
5.48
5.57
M7× 1
6.53
6.48
6.57
M8× 1.25
7.39
7.34
7.41
M8× 1
7.53
7.48
7.57
M10× 1.5
9.24
9.18
9.28
M10× 1.25
挤牙丝攻内孔径计算公式
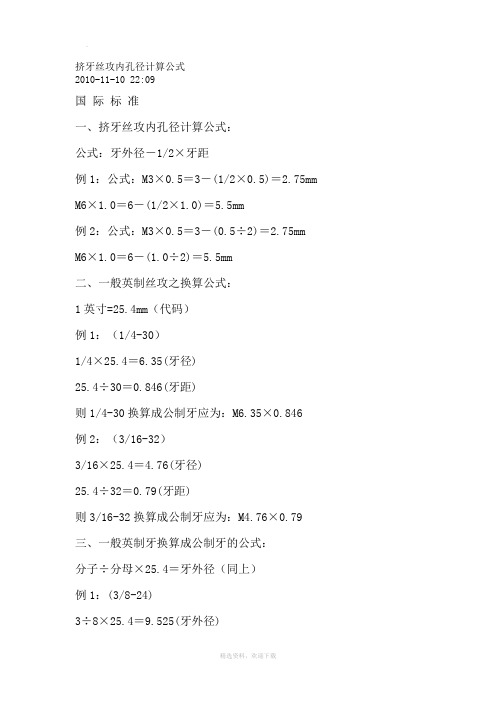
挤牙丝攻内孔径计算公式2010-11-10 22:09国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79 三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058 四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数Welcome !!! 欢迎您的下载,资料仅供参考!。
挤压丝锥底孔直径一览表-资料类
挤压丝锥底孔直径一览表-资料类1、协议目的本协议旨在提供挤压丝锥底孔直径的详细信息,以便相关方在使用挤压丝锥时能够准确选择合适的底孔直径,确保加工质量和效率。
11 适用范围本协议适用于各类金属材料的挤压丝锥加工。
111 不适用情况对于特殊材料、特殊工艺或非常规的挤压丝锥应用,本协议可能不适用,需另行评估。
2、挤压丝锥规格与底孔直径关系21 常见挤压丝锥规格列出常见的挤压丝锥规格,如 M2、M3、M4 等。
211 每种规格对应的底孔直径详细说明每种规格的挤压丝锥所对应的底孔直径数值。
22 不同材料的影响221 软质材料如铝、铜等软质材料,其底孔直径的调整范围和特点。
222 硬质材料如钢、不锈钢等硬质材料,底孔直径的差异和注意事项。
23 精度要求的考量231 高精度需求对于精度要求较高的场合,底孔直径的选择原则和控制方法。
232 一般精度要求在一般精度要求下,底孔直径的常规选择。
3、底孔直径的测量与检验31 测量工具与方法介绍适用的测量工具,如卡尺、千分尺等,并说明正确的测量方法。
311 测量误差控制分析测量过程中可能产生的误差来源,并提出控制误差的措施。
32 检验标准与频率确定底孔直径的检验标准,包括公差范围等。
321 检验的频率设定根据生产规模和质量要求,设定合理的检验频率。
4、数据来源与可靠性41 实验数据说明部分数据来源于实验测试的条件和过程。
411 实际应用验证介绍数据在实际生产应用中的验证情况。
42 行业标准参考提及参考的相关行业标准和规范。
5、协议的更新与维护51 更新条件明确在何种情况下需要对协议中的底孔直径数据进行更新。
511 通知机制确定更新后的通知方式,以确保相关方能够及时获取最新信息。
52 维护责任指定负责协议维护和更新的责任方。
6、争议解决与解释权61 争议解决途径若在底孔直径选择和应用方面出现争议,提供解决争议的途径和方法。
611 第三方仲裁说明在必要时可引入第三方仲裁的情况。
挤压螺纹底孔直径表
6-40
5
8-36
5
10-32
5
12-28
5
1/4-28 5
5/16-24 6
3/8-24 6
7/16-20 7
1/2-20 7
9/16-18 9
5/8-18 9
3/4-16 10
7/8-14 11
1-12
12
压丝锥用)
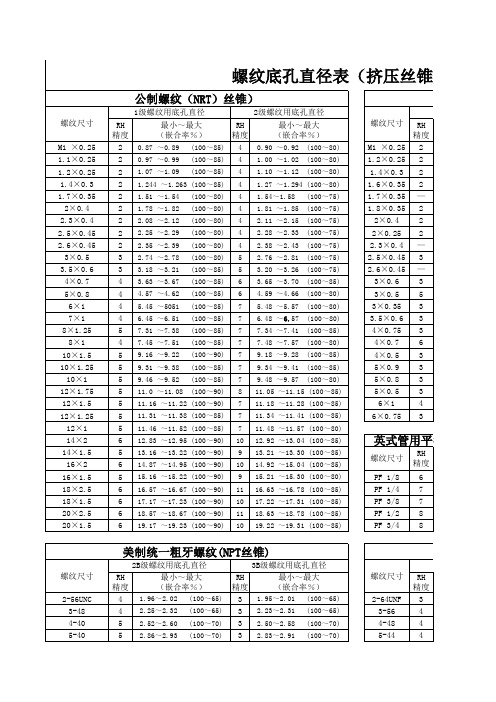
公制螺纹(HRT)丝锥
1级螺纹用底孔直径
2级螺纹用底孔直径
最小~最大 (嵌合率%)
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
RH 精度
2
最小~最大 (嵌合率%) 1.97~2.03 (100~65)
2.29~2.35 (100~65) 3 2.28~2.34 (100~65)
2.57~2.64 (100~70) 3 2.56~2.63 (100~70)
2.88~2.95 (100~70) 3 2.87~2.94 (100~70)