(完整版)免烫整理.doc
棉织物无甲醛免烫整理

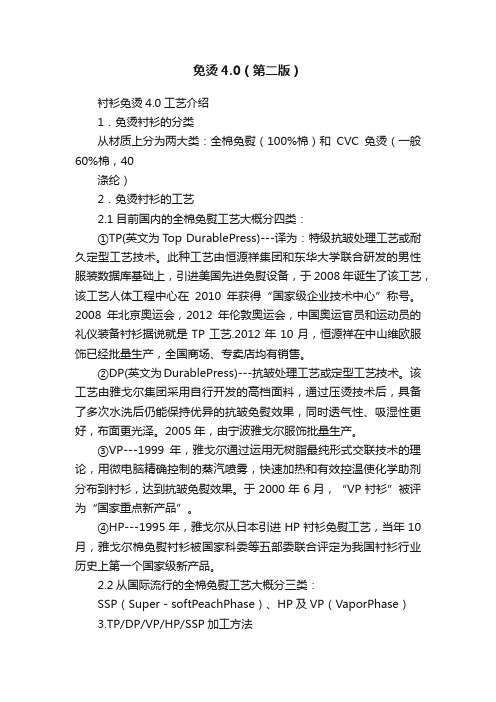
≤30 0 ≤30 0
需 要指 出的是 , 管 关 于 纺 织 品 中 甲醛 释 放 的强 尽
制性法规和标准较少 , 但事实上 , 随着绿色环保 和生态 消费的观念逐渐被广 大消费者所认 同, 使通过各种环
收 稿 日期 :0 91 —9 2 0 —20 作者简介 : 张成权 (9 4) 男 , 1 8 一 , 安徽 桐城人 , 助理 工程师 , 主要从 事纺 织品 染整助剂 的研发和应用服务 。
日本 厚 生 省 1 7 94 年 3 4号 令 《 于 婴 幼 儿 用 纺 织 品 关 日用 品 中有 害物 质 含 量法 规 的实 施规则 》 及其后续 其他纺织品 修 正 案
< 7 5
誊 胀_ 璧 o 6 衣 材料 ~3 个月的婴儿用纺织品
(AA
限制 F -直接与 肤 A
21 年第 2 00 期
纺织 科技 避展
・ ・ 9
棉 织 物 无 甲醛 免 烫 整 理
张成 权 , 明 扬 华
( 江阴市诺科科技有 限公 司 , 江苏 江 阴 2 4 2 ) 14 1 摘 要 : 介绍 了甲醛的危害 , 列举 了中国 、 日本 、 美国及欧盟等 国家和地 区部分 最新的关 于纺 织品释 放 甲醛 的法规 和
表 1 部 分 法 规 和 标 准 对 于 纺 织 品释 放 甲 醛 的 限 量
真丝织物的无甲醛免烫整理

关 键 词 : 烫整理 ; 丝 织物 ; 免 真 乙二 醇 中 图 分 类 号 : 15 5 TS 9 5
FoR M ADEH YD E — FREE No N — I RON N I T F LK FI S o SI FABR I C
cn i o swe ed f e l ws 5% gy x l1 o dt n r ei d a f l i n S oo : lo a 。 5% au nu s p ae o tn t1 0 × 3 i、 n t i at. lmi im wlh t , u ga 2 ℃ i m n I hs ri
ce t e a t o s d sc  ̄e h fe t fa d t e n i r v n a r r p ris l 。 h u h r is u s d t e e f c so d i v o mp o ig f b c p o e te . is i Ke r s n n i n f s sl a rc g o a . y wo d : o —r i h;i f b ; y x 1 o ni k i
真 丝 绸 以 其 特 有 的 穿 着 舒 适 性 和 保 健 功
能 , 纺 织 品 中鹤 立 鸡 群 , 有 “ 维 皇 后 ” 美 在 享 纤 的 誉 。 然 而 由于 丝 蛋 白的 分 子 结 构 和超 分 子 结 构 的 特 点 , 定 了真 丝 织 物 湿 弹 性 较 差 。 涤 后 极 决 洗 易 起皱 , 响 了丝 绸 的 消 费 。面 对 异 军 突 起 的 影
联 , 别 生 成 半 缩 醛 式 和氨 醇 式 结 构 , 而 能 改 分 因 善 丝 绸 的抗 皱 性 。 已知 在 丝 素 的结 晶 区 主 要 是
(完整版)免烫整理
(2)在染色是称料一定要准确,注意重现性,化料也应注意染液中是否含有固体颗粒。
(3)染色后应时刻检测色牢度,注意前中后、左中右色差。
4 树脂整理实验部分
4.1 实验材料
织物:经烧毛、退浆、丝光、染色等工序前处理的57″40*40/133*100纯棉色织物。
药品:免烫树脂LF(工业品) 、催化剂(MgCl2·6H2O)、柠檬酸。
4.2 仪器与设备
YG541B型织物折皱弹性测试仪宁波纺织仪器厂
YG026B型电子织物强力机常州市第二纺织机械厂
KLFH—K型轧车上海市纺织科学研究院
多功能烘燥定型机上海市纺织科学研究院
4.3 实验工艺
工艺处方
树脂LF(g/L)50
MgCl2·6H2O(g/L)8
柠檬酸(g/L)1
工艺条件
轧余率(70%)70
焙烘时间(s)150
焙烘温度(℃)150
工艺流程: 浸轧(轧余率70 % ) →烘干(95℃)→焙烘(150℃×150s)。
4.4 测试方法
折皱回复角按GB/T3819-83 法测定;
断裂强力按GB3923-83 法测定。
5 结果与讨论。
亚麻织物AP免烫整理
维普资讯
麻织物A 免烫整理 P
印 染( 0 o2 2 8 .) 0 N
亚麻 织物A P免 烫 整 理
李翠 萍 黄 爱军 ,
(. 1 中国纺织科 学研 究院江南分 院有 限公 司, 江 绍兴 32 7 ; . 江润通印染服装有限公 司, 浙 10 1 2 浙 浙江 绍兴 32 7 ) 10 1
摘
要:采用 A vne e om neFnsi d acdP r r ac i hn f i g工艺( 简称 A P整理 ) 对亚麻织物进 行免烫整理 。应用平行试 ,
验 和正交试验方法讨论 了焙烘温度 、 焙烘时间 、 整理剂 A P浓度 、 催化剂 选择及用量 、 纤维保护剂 和柔 软剂 对 免烫整理效果的影响 , 出较佳整理工艺条件。测试结果显 示 , 织物的免烫性能得到 iu AC i n H agA ̄ n p
f . h aTxi Aa e yo inn nBa c , ho i 10 1 C i 1 C i ete cdm ag a rnh S axn 3 27 , hn n l fJ g a; 、
\ . h  ̄n u t gD e g, r t g& C r e o , t. Saxn 10 1 C i / 2 Z e gR n n yi Pi i j o n nn am n C . L . ho i 3 27 . n t d g ha
防皱整理
4、预烘
目的:使初缩体均匀渗透到纤维内部 意义:直接影响树脂分布和整理品的质量 原理:浸轧后,浓度外大于内,预烘时,依浓度
梯度,使树脂向内扩散。 控制条件: 轧液率尽量低 预烘温度不宜太高,一般80℃ 最好不用接触式烘干,而用红外和热风烘干
5、焙烘
目的:使初缩体与纤维发生交联反应 条件控制: 温度和时间 催化剂为MgCl2,150℃~160℃,3~5min 高效催化剂,170℃~180℃,30~60s 烘房温度要均匀 张力 尽量采用低张力,以免内能储存,引起尺寸不稳定 良好的密封和通风排气 排出CH2O,H2O,CH3OH
1928年,Lee公司提出应用脲-甲醛生产抗皱织
物;
脲+甲醛
热 酸性催化剂
树脂
黏胶织物
三聚氰胺/醛和环亚乙基脲/醛
干弹性好,湿弹性差 穿着时起皱少,洗涤时仍易起皱
棉织物
2.洗可穿整理
20世纪40年代涤沦纤维问世,其优良的弹性、洗可穿 性能受各界人士青睐,从此纤维素纤维整理的发展被 推上了模拟合纤的洗可穿性能的道路,并作为与合纤 争夺市场占有率的重要手段。
第二节 发展历史
一般防缩防皱 免烫(或“洗可穿”) 耐久压烫(简称PP或DP整理) 低、无甲醛整理
历史:
20年代,尿素-甲醛树脂 苯酚-甲醛树脂(有颜色)
30年代,三聚氰胺-甲醛树脂 50年代,环次乙基脲-甲醛(DMEU)
二羟基环次乙基脲-甲醛(2D) 90年代,多元羧酸
1.一般防缩防皱
4.防皱整理原理——共价交联论
防皱整理剂可与纤维素纤维发生反应,在大分子之 间建立共价交联,从而:
封闭了部分羟基,减少了羟基引起的应变硬化 分子间的交联提高了纤维从形变中恢复的能力
成衣免烫
成衣免烫整理的过程为缝制服装, 预处理,浸渍整理 液,离心脱水 ,吹烫,压烫, 焙烘 冷却。 预处理 要求通过预处理的服装具有表面清洁和良好均 匀的吸收性。 预处理目的是去除服装上的浆料和缝制 时加的润滑剂。若是染色成衣, 先要进行先锋试验, 调 节整理液对色光的影响, 以符合客户的要求。 预处理 水洗后, 可以离心脱水烘干,也可以不烘干, 去浸渍整理 液。目前光明厂采用的离心脱水后烘干的方法。 浸渍整理液 准确配置整理液, 整理液的浓度和成衣的 于湿程度与整理后的要求有关。 整理液的组成免烫整 理剂一般为超低甲醛释放量的一羚甲基酞胺整理剂。 复配组成的催化剂。柔软剂通常是氨基硅油。润滑剂。 软水剂。 水。将整理液配制在塑料长方桶内。然后成 衣浸没在整理剂液面一浸渍时间3分钟左右, 具体视成 衣厚薄等情况定。
Байду номын сангаас
成衣取出后的整理液, 在补充新液后可继续使用。一般 用一次离心脱水成衣从浸渍液中取出, 即进行离心脱水, 经脱水后有多少带液量为合适, 则要看整理剂的浓度、 面料的组织等, 光明厂掌握带液量70%左右。烘干在转 鼓式烘干机中进行, 温度55-65℃ , 烘燥到含湿量在 25%-30%。吹烫、压烫:光明制衣厂引进英国制吹烫 机, 采用蒸汽吹烫, 每件成衣共需30秒。也有在压烫机 , , 30 上进行压烫。焙烘(高温定型)光明厂采用链式连续焙 烘机、热源用液化气加热, 焙烘温度和时间可调节, 由成 衣和整理要求而定, 一般160-170 ℃ , 8-12分。冷却 焙烘后自然冷却, 约10小时, 冷却至室温
免烫整理是指全棉、或其他纤维素织物服装, 经过 特定的化学处理方法整理, 使织物服装经水洗后仍能 保持平滑、挺直、摺痕清晰的效果。近代以来, 在纺 织化学界或商品服装上常用的不皱、形态安定、形 状记忆、免烫等术语或名称, 实际都是指的耐久免烫 整理。要达到无皱免烫效果, 现行的处理方式大致分 为三种 预焙烘 后焙烘 成衣整理浸渍。其工艺程序 为预焙烘 : 织物染整厂内进行, 经前处理布, 染 色,化学处理, 高温定型一 制衣厂内进行裁剪 ,缝制, 压烫, 包装, 后焙烘: 织物染整厂内进行, 经前处理 布,染色 ,化学处理 制衣厂内进行裁剪,缝制, 压 烫, 高温定型,包装。浸溃 织物染整厂内进行, 经 前处理布, 染色,制衣厂内进行裁剪,缝制,化学处 理, 压烫,高温定型, 包装。为成衣进行免烫整理 赋予成衣染色的服装有随便穿的性能。
衬衣面料抗皱免烫整理达到为级的染整工艺模板

以先进的理念提供先进的服务ADV ANCED (GROUP) LIMITED &衬衣面料抗皱免烫整理达到DP4级的染整工艺对于高档衬衣面料要达到高等级的抗皱免烫整理都会遇到两个问题:其一, 是2D醚化树脂用量达到200g/l以上时会造成织物损伤过大, 有时会超过60%以上的损伤, 使其失去服用性能。
虽然当前的高档衬衣面料的棉花质量很好, 强力也更强, 而织物损伤亦应控制在40%以内才会有很好的服用性能。
其二, 是衬衣面料上的游离甲醛也不能超标。
虽然使用超低甲醛的醚化2D树脂, 当用量超过180g/l时也会使布面甲醛含量超标。
为解决这两个问题, 我们公司研制开发了一种新型的两性高分子乳液------弹性缓冲增强剂Advansoft EDP, 当工作液中加入Advansoft EDP 40g/l和双氨基有机硅微乳液柔软剂, 就可降低树脂的用量而使抗皱免烫等级达到要求。
要使面料的免烫DP等级达到4级以上, 树脂的用量还是需要在140~160g/l, 为了保证强力损伤达到要求, 我公司又推出了一种棉织物强力增补剂Advansoft SRA。
Advansoft SRA与有机硅柔软剂Advansoft 6093相配合使用使织物的撕破强力和断裂强力同时得到提高。
一、弹性缓冲增强剂Advansoft EDPAdvansoft EDP是一种两性型含有自交联基团的高分子乳液,它可与纤维大分子含有活泼氢原子的基团如羟基、氨基等在加热的条件下产生交联反应, 提高织物的弹性, 可作为低甲醛树脂整理的添加剂, 使被整理织物的抗皱免烫性提高, 并可提高织物的耐磨性。
相比仅用树脂做相同抗皱DP等级时的织物损伤可减少20-30%, 且手感柔软, 可减少柔软剂的用量。
特别适合高档衬衣面料的抗皱免烫整理做添加剂使用。
在增白织物使用时能够与阴离子增白剂同浴使用且不影响白度。
在棉织上单独使用Advansoft EDP 40g/l 可提高DP等级1-2级, 产品不含甲醛, 是一种无甲醛交联整理剂。
免烫树脂整理剂,洗可穿抗皱整理剂,环保无甲醛免烫剂,形态安定整理剂,行态记忆整理树脂

Formol-free Wash and wear finishing agent SRD787无甲醛免烫整理剂SRD787 NEWTechnical process:(1)Pre-cure processFabric (surface PH=6.5-7) Padding (expression 60-80%, ambient temperature) Drying(80-100˚C) C uring (160˚C x 3min or 150 ˚C x 7-8 min)Notice:A. You had better pre- washing the fabric, fabric become non alkali, clean andwater content at right value.B. Drying had batter take air-lay drying in order to avoid some problems bydrying cylinder such as migration, incrustation and hardish handling.C. Time and temperature deciding are depending on the thickness andconsistency of fabric. As the temperature is 160, the time: above 32sfinishing cotton needs 150s-180s, 21s-32s finishing cotton needs 160s-210s,below 21s finishing cotton needs 180s-240s..(2)Post →cure process:Padding agent Dry ( reach water-retention value established) Pad-roll(cover roll with plastic film to retain water during transporting and lay) Cutting Ironing at high temperature( 175-185˚C iron 30 sec) C uring(160˚C x 3-6 min, or 150˚C x 6-12 min, or 140˚c,12-20 min ,time and temperature deciding are depend on the thickness and consistency of fabric)Advantage:Smooth, changeless size, durable tuck, but suture may be brought a little crease. Disadvantage:Cost high, before garments making or fabric roll transforming, it may be pre- formed, so that it difficult to eliminate creases that was made in the roll, as well as keep ironed pleat’s balance is no batter.(3) Garment finishing:Padding dyed fabric with the agent Centrifugal dehydration( raffinate will reuse) barrate dryer(60-80˚C retain water content up to the 20%)Steamer ironing by iron machine (175-185˚C, 30sec.) C uring (160˚c x 3-6 min, 150˚c x 6-12 min, or 140˚c x12-30 min, time and temperature deciding are depend on the thickness and consistency of fabric) PackingAdvantage: no need to worry about problem of pre-formingDisadvantage: cost high, difficult to control the process.Notice:A. Finished garments must be washed to the effect that remove size and auxiliaries, etc,to make garments clean and non-alkali.B. Put finished garments into finishing solution (bath ratio 1: 6-12) and saturate itadequately (dip 15-30 min),centrifugal extract water, control garment solutioncontent at 70-100%C. According to the kind of fabric, final usage and another mistakes, please do somesample test first.Herst quality certificate:You can receive the Herst quality certificate, if you agree on a simple contract and the products fit Herst standard. Please get the Herst quality certificate contract document.Packaging:50Kg in one plastic barrel, keeping in cool condition, avoid sunlight or frozen. Bin life less 1 year.使用方法无甲醛免烫整理剂SRD787NEW处理织物的方法通常有预焙烘法、延迟焙烘法和成衣整理等三种工艺,具体用法和用量根据织物情况而定。
棉梭织面料的免烫

POST-CURE工艺的注意事项
整理前布面的PH值要求5~7 不能使用低温反应型树脂(如AP树脂) 树脂整理成品后回修的风险较大,所以对前道 工序的质量要求非常高。 如成品后需要修T/C纱等问题,不能用热风机 吹(不能经过高温处理)。 成品打卷需要使用粗纸管,不能产生褶皱。 成品包装需要使用遮光包装袋。
整理配方及工艺---
Pre-cure:
FEL :80g/l----树脂 MgCl2 : 18g/l----催化剂 DF-R105 :150g/l---软油 Ni : 50g/l---纤维保护剂 PH值 :5~6.5 浆拉:120度x45m/min出布烘干 上卷 焙烘:150度x4min 出布可装箱 缩水(普通缩水工艺) 打卷包装
预烘树脂&后烘树脂 Pre-cure&Post-cure
棉梭织面料的免烫整理
基本工艺流程
Pre-cure 前处理(烧毛,退浆, 煮漂,丝光) 染色 浆拉(加树脂) 焙烘 缩水 制衣 熨烫
Post-cure 前处理(烧毛,退浆, 煮漂,丝光) 染色 浆拉(加树脂) 缩水 制衣 压烫 焙烘
Post-cure:
FEL :80g/l----树脂 MgCl2 : 18g/l----催化剂 DF-R105 :150g/l---软油 Ni : 50g/l---纤维保护剂 PH值 :5~6.5 浆拉:100度x45m/min 布面湿度 8~10%上卷 缩水(不过毛毯)布面湿度6~8% 上卷 打卷包装
高档棉氨纶衬衣面料的免烫整理

率小于 3 , % 强力损失小 , 弹性好。 关键词 :耐久压烫整理 ; 纤维; 棉 聚氨基 甲酸酯纤维
中 图分 类 号 : ' 9 .5 1 15 5 S 文献标识码 : B 文 章 编 号 :10 4 1 (0 0 0 0 2 0 0 0~ 0 7 2 1 9— 0 5— 3 J
z t .E s a e f ih d f b i o l a n g o v n s f g a e 3 3。lt te g h l s n o d e a t i t h ik g ai on a y c r i s e a r c u d g i o d e en e s o r d . n c i l s r n t o s a d g o ls i t wi s r a e te cy h n
t a e w e te a t h r f b i h n f— ls i s i a r c t c.Vi p a t a p l a i n a r c i l p i t s。s me me s r s we e p tf r r c a c o o a u e r u o wa d,s c s p e s tig b f r i g - u h a r - e t e o e sn e n
(ua et o , t. Zb 5 10 C i Lti xi C . Ld , i 2 5 0 , hn T l e o a)
Ab t a t r be s o u l g-c e s n m e s o a is a i y t n o o c ri w e r c s i g o o e s u o t n p lu e sr c :P o l m fc r n i r a e a d di n i n l n t b l e d t c u n i t t p o e sn fc r — p n c to / oy r -
免烫4.0(第二版)
免烫4.0(第二版)衬衫免烫4.0工艺介绍1.免烫衬衫的分类从材质上分为两大类:全棉免熨(100%棉)和CVC免烫(一般60%棉,40涤纶)2.免烫衬衫的工艺2.1目前国内的全棉免熨工艺大概分四类:①TP(英文为Top DurablePress)---译为:特级抗皱处理工艺或耐久定型工艺技术。
此种工艺由恒源祥集团和东华大学联合研发的男性服装数据库基础上,引进美国先进免熨设备,于2008年诞生了该工艺,该工艺人体工程中心在2010年获得“国家级企业技术中心”称号。
2008年北京奥运会,2012年伦敦奥运会,中国奥运官员和运动员的礼仪装备衬衫据说就是TP工艺.2012年10月,恒源祥在中山维欧服饰已经批量生产,全国商场、专卖店均有销售。
②DP(英文为DurablePress)---抗皱处理工艺或定型工艺技术。
该工艺由雅戈尔集团采用自行开发的高档面料,通过压烫技术后,具备了多次水洗后仍能保持优异的抗皱免熨效果,同时透气性、吸湿性更好,布面更光泽。
2005年,由宁波雅戈尔服饰批量生产。
③VP---1999年,雅戈尔通过运用无树脂最纯形式交联技术的理论,用微电脑精确控制的蒸汽喷雾,快速加热和有效控温使化学助剂分布到衬衫,达到抗皱免熨效果。
于2000年6月,“VP衬衫”被评为“国家重点新产品”。
④HP---1995年,雅戈尔从日本引进HP衬衫免熨工艺,当年10月,雅戈尔棉免熨衬衫被国家科委等五部委联合评定为我国衬衫行业历史上第一个国家级新产品。
2.2从国际流行的全棉免熨工艺大概分三类:SSP(Super-softPeachPhase)、HP及VP(VaporPhase)3.TP/DP/VP/HP/SSP加工方法3.1 TP加工方法(成衣处理)根据恒源祥集团和东华大学联合研发的男性服装数据库原理,引进美国先进免熨成衣压烫设备和整烫技术,经整理剂浸渍→脱水→预烘→压烫整理→成衣后焙烘→冷却→洗水.成衣免烫在5次以内达到4.5级.3.2 DP加工方法(成衣处理)雅戈尔公司引进日本压烫技术,经二浸二扎→树脂→预烘→成衣压烫→焙烘→洗水. 成衣免烫在5次以内达到4级.3.3 VP加工方法(气相成衣处理)VP方式是世界上先进的棉免熨处理工艺,它采用多种成分的气体,对全棉(高棉)成衣进行气体熏蒸加工,使棉纤维的分子之间产生质的变化和定型记忆,从而达到防皱效果.3.4 HP加工方法(树脂浸泡法)HP工艺对一般棉的全部处理过程,也用于成衣的处理。
什么是服装免烫处理

什么是服装免烫处理纯棉织物免烫的机理是在于纯棉织物经过耐久压烫(防皱)整理后,大大提高了织物的折皱回复能力,即提高了纯棉织物的弹性。
为什么经过耐久压烫后会提高织物的弹性呢?这要从形成织物折皱的原因说起。
通常把织物在服用过程中产生的折皱可以简单地看作主要是弯曲变形。
实际上,受外力作用而折皱的织物中许多纤维都发生了弯曲。
被弯曲纤维的外层分子发生拉伸,而内层分子则受到压缩,当外力去除后,则纤维可进行不同程度的回复,其中起主要作用的是拉伸部分的回复,纤维的这种拉伸回复性能与纤维的化学结构和微结构密切相关。
而纤维中大分子或基本结构单位间的相互关系又直接影响到纤维的变形与回复性能。
由于纤维的无定形区与结晶区的结构不一样,大分子本身不太伸直,相互之间的排列也较乱,加之在大分子或基本结构单位间没有氢键存在,当纤维被拉伸产生变形时,致使大分子或基本结构单位的取向度得到提高,从而相互间产生相对的位移,此时无定形区的部分氢键被折散,并在新的位置上重建。
当外力去除以后,由于在无定形区缺少稳定的交键,因而这部分变形除非在湿、热的条件下,否则是很难复原,这便形成了折皱。
因此,要提高纯棉织物折皱回复的能力,最为有效的办法就是在纤维无定形区内引入适量的稳定的交链。
纯棉织物在特种整理剂处理后,整理剂便以单分子或缩聚物的形式在无定形区的分子键间生成共价交键,犹如整理剂单分子伸出了两只强有力的"大手"紧紧抓住无定形区的分子链,在纤维分子链间产生牵制和固定的作用,使其不得产生相对位移,这样就减少了不立即回复的变形,从而提高了纤维的变形回复能力,这就是纯绵织物免烫整理的原理。
□针对纯棉织物产生折皱的原因,纯棉织物免烫整理的工艺路线有两种:一是前焙烘法,即织物平幅浸轧树脂,平幅焙烘等全部工序由印染厂来完成,这是传统的工艺路线,其不足之处是给服装加工带来一定的难度,很难给服装赋予其些折裥和服装造型,故它仅适用于布匹的整理加工;二是采用现在广为流行的后焙烘法,根据浸轧树脂的方式不同,又可分为坯布浸轧和服装浸渍两种。
低温湿蒸免烫后整理的工艺探讨

1 . 4 主 要 测 试 方 法
回复 角 ( T+ W ) : G B / T 3 8 1 9 - 1 9 9 7 ; 平 挺 度
( 级) : AATC C 一 8 8 C; 断 裂 强 力: G B / T 3 9 2 3 . 1 —
在树 脂和 助剂 方 面推 出了无 甲醛 和低 甲醛树
脂及 提 高强力 和免 烫性 能 的助剂 。在树 脂 整理工
1 实 验 材 料 与 方 法
1 . 1 织 物
艺方 面 又分为 面料 和成 衣免 烫及 VP气 相整 理 工
艺 。而 量大 面广 的面 料 免烫 整理 又 分 干 式交 联 、 潮式交 联、 二 步 法 超 交 联 及 液 氨 处 理 加 树 脂 整 理l 。其 中几 个最 主要 的指标 见表 1 。
焙烘 工艺 。
现 代 社 会人 们 崇 尚穿着 舒 适 、 易 洗免 烫 。纤 维素 纤维 树脂 整 理 自 2 0世 纪初 研 制 以来 一 直经
久 不 衰 。 随 着 免 烫 整 理 助 剂 和 工 艺 的不 断 推 陈 出
新, 免烫 整理产 品在 2 1世纪 初又 一次 成为 化学领 域 中的热 点 , 在 全 世界 流行起 来u j 。
山 末 储 饿科技 2 0 1 3 年 第 2 期
研究 探讨
T 厌温 湿 蒸 元 烫 后 整 理 的 工 艺 探 讨
王 健, 李桂 荣
( 烟 台 北 方 家 用 纺 织 品 有 限公 司 , 山东 烟 台 2 6 5 5 0 0)
摘 要 : 文 章通 过综 合对 比 , 对低 温湿 蒸免 烫后 整 理 的工 艺进 行 了探 讨 , 确 定 了合 适 的 处方 用 量及 工 艺条件 并对 整理后 的 织物 的强 力 、 平挺 度 、 回复 和撕破 性 能进行 了测 试 。 关键词 : 低温; 湿蒸 ; 免烫 ; 后 整 理工艺 中 图分 类 号 : TS 1 9 5 . 1 。 。 4 文献标 识码 : A 文章编 号 : 1 0 0 9 — 3 0 2 8 ( 2 0 1 3 ) 0 2 — 0 0 0 6 — 0 3 级要求 , 提 高织 物 的湿 折 皱 回 能是 关 键[ 3 ] 。尝试 用低 温湿蒸 交联 工艺来 提 高织物 免烫 性能 。经数 月 的试 验 , 发现 湿 蒸免 烫 整 理 的产 品在 强 力保 持 率、 白度 、 平挺度 和耐 洗性 方面 明显优 于 常规 的后
免烫树脂整理剂,环保无甲醛免烫剂,无甲醛防皱整理剂,防皱免烫剂
无甲醛免烫(又称“洗可穿”)整理剂SRD787是本公司针对于棉、麻、人造棉及其混纺织物开发的耐久压烫整理剂。
主要成分采用多元羧酸BTCA,它可与纤维素上的—OH发生反应,发生共价交联,加强了纤维间的侧向作用力,减少了纤维分子间的滑移和运动,使织物不易变形。
处理后的织物具有良好的平滑性和抗折皱保持性;洗后免烫;使织物具有良好的防缩性能;提高织物色牢度,减少起毛及表面变形;无游离甲醛;高温下不黄变。
目前已广泛用于休闲服(T恤、衬衣、帽等)、职业装、窗帘、床单等。
测试证明:经过SRD787整理的织物,褶皱回复角可达200°C以上,平挺度在3.5级以上,强力保留率在70%以上。
韩笑纯棉薄织物的免烫整理剂的应用研究黄恩波展义臻三元控股集团杭州天瑞浙江杭州311221【摘要】采用浸轧烘的方法对纯棉薄织物进行整理,比较了免烫整理剂A和B的整理效果,结果显示免烫整理剂B免烫性能优良。
通过采用添加剂M,用正交试验方法,得出最佳整理配方:树脂整理剂B 45 g/L,催化剂B 15 g/L,添加剂30 g/L,保护剂40g/L,含硅柔软剂10g/L,醋酸0.3g/L,整理后织物上甲醛含量释放都小于75ppm,符合生态加工的低甲醛整理要求。
【关键词】纯棉薄织物免烫整理剂应用近年来,随着人们生活水平的提高和染整加工技术的发展,对制作服装面料的纯棉纺织品,提出了抗皱、免烫和洗可穿的要求。
对于纯棉厚织物,因织物的基础强力较高,整理后虽然强力下降,但并不影响服用性能,所以很多免烫整理工艺都能满足要求;而对于纯棉薄织物,由于基础强力的绝对值较低,需要制订合适的免烫整理工艺,才能使整理后的织物,既达到平整度要求,又保留足够的强力[1]。
现阶段用于免烫整理的树脂,由于甲醛含量的要求,现在大多采用醚化2D树脂。
但通过试验发现,纯棉薄织物如果单用醚化2D树脂进行免烫整理,由于交联时,高温和酸性催化剂会促进纤维素大分子降解。
因此,织物强力下降与平整度指标这一矛盾很难协调,即免烫效果越好,强力下降越强烈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
免烫整理1引言近年来随着人们生活水平的提高和染整加工技术的发展 , 对制作服装面料的纯棉纺织品 ,提出了抗皱、免烫和洗可穿的要求。
棉纤维作为一种天然纤维,具有透气性好,吸湿性强,手感柔软,穿者舒适等特点,但棉纤维也存在弹性较差,穿着和洗涤过程中容易起皱等缺点,给人们的生活带来诸多不便。
因此对棉织物进行抗皱整理,改善织物弹性,提高棉织物干湿态抗皱性能,已成为急需解决的问题。
对于纯棉厚织物 , 因织物的基础强力较高 ,整理后虽然强力下降 ,但并不影响服用性能 ,所以很多免烫整理工艺都能满足要求 ; 而对于纯棉薄织物 ,由于基础强力的绝对值较低 ,需要制订合适的免烫整理工艺 ,才能使整理后的织物 ,既达到平整度要求 , 又保留足够的强力。
用于免烫整理的树脂 , 现在大多采用醚化2D 树脂。
通常将甲醛的释放量小于100 mg/kg的交联剂称作超低甲醛交联剂。
通过工厂大车试样发现 ,纯棉薄织物如果单用树脂进行免烫整理, 由于交联时 ,高温和酸性催化剂会促进纤维素大分子降解,因此 , 织物强力下降与平整度指标这一矛盾很难协调 ,即免烫效果越好 ,强力下降越强烈。
同时 , 染化料成本也是工厂在实际生产中必须考虑的因素。
为了克服纯棉织物易起皱、洗后需熨烫的缺点而兴起的免烫整理加工技术得到了迅速发展。
传统的免烫整理剂对棉、粘胶及混纺织物有很好的耐久抗皱效果。
但是在织物整理、存放或穿着过程中会分解释放出游离甲醛。
随着国际范围内对绿色环保意识的日益重视 , 开发超低甲醛、无甲醛免烫整理剂已成为必然发展趋向。
整理工艺有 : 干态,交联、湿态交联和多步交联等。
干态工艺可以使整理后的织物达到非常好的防皱免烫效果 ,具有良好的回弹性、平整度和耐洗性 , 柔软平滑的手感 ,并且强力损伤也比较小。
用醚化 2D 树脂的干态交联工艺 ,以探讨树脂用量、交联时间、 pH 值、催化剂、等不同工艺参数对棉织物的折皱回复角、强力、等的影响。
2前处理工艺流程坯布准备 -翻布缝头 - 退煮漂(联合一体机)坯布准备坯布在进行前处理加工前要经过检验,以保证成品的质量和避免不必要的损失。
是也可以根据品种要求和坯布的情况适当调整,检验坯布的物理指标有长度、幅宽、重量、织物密度、强力等指标;检验坯布的外观疵点疵病,如缺经、断纬、跳纱、油污纱、色纱、棉结、斑渍、破洞等。
退煮漂退煮漂的目的,在于去除织物上的浆料、杂质、棉籽壳、蜡质、天然色素等,从而得到外观质量较好布匹。
我们采用退煮漂联合机。
工艺处方和工艺条件:(1)煮练配方:( g/L )碱( NaOH ) 65-75渗透剂 DX-2 3螯合分散剂 M-1075 5氧化性退浆 ODW 5去油剂 ZS-100 4双氧水 H2O2 4稳定剂 5工艺条件 :浸轧工作液温度℃常温汽蒸温度℃102 ~104汽蒸时间 min 60 ~70蒸洗箱温度℃95 ~98水洗箱温度℃80 ~85(2)退浆的工艺条件,如碱、酸、酶液的浓度、温度、 pH 值等,应经常检查,控制在规定范围内。
(3)不论哪种方法退浆,退浆后都需充分水洗,才能获得应有的退浆效果。
3染色染色工艺与处方(1)工艺处方:( g/L )活性红 3BS 20食盐 150烧碱 40纯碱 100元明粉 200渗透剂 10工艺条件:焙烘温度℃105焙烘时间 min 1热水温度℃95(2)在染色是称料一定要准确,注意重现性,化料也应注意染液中是否含有固体颗粒。
(3)染色后应时刻检测色牢度,注意前中后、左中右色差。
4树脂整理实验部分4.1实验材料织物 : 经烧毛、退浆、丝光、染色等工序前处理的57 ″ 40*40/133*100纯棉色织物。
药品 : 免烫树脂 LF( 工业品 ) 、催化剂( MgCl 2·6H 2O )、柠檬酸。
4.2仪器与设备YG541B 型织物折皱弹性测试仪宁波纺织仪器厂YG026B 型电子织物强力机常州市第二纺织机械厂KLFH — K 型轧车上海市纺织科学研究院多功能烘燥定型机上海市纺织科学研究院4.3实验工艺工艺处方树脂 LF(g/L ) 50MgCl 2·6H 2 O(g/L ) 8柠檬酸( g/L ) 1工艺条件轧余率( 70% ) 70焙烘时间( s) 150焙烘温度(℃)150工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(150℃× 150s)。
4.4测试方法折皱回复角按 GB/T3819-83法测定;断裂强力按 GB3923-83法测定。
5结果与讨论5.1树脂整理单因素试验5.1.1焙烘温度的选择实验树脂整理工艺中,对织物强力影响最大的因素是焙烘条件。
一般来说,抗皱整理时的焙烘温度越高,抗皱效果越好,但同时织物强力影响越严重。
工艺处方树脂 LF(g/L ) 50MgCl 2·6H 2 O(g/L ) 8柠檬酸( g/L ) 1工艺条件轧余率( 70% ) 70焙烘时间( s) 150焙烘温度(℃)X工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(X℃× 150s)。
在其他条件不变的情况下对织物进行温度测试,通过测试织物的撕破强力和折皱回复角来判断最佳温度。
测试结果见表 1 :如表 1 不同温度下的水平测试结果温度℃室温130 140 150 160 170撕破强力( N)经向23.4 18.4 18.016.9 13.8 11.0纬向23.9 20.5 19.8 18.4 16.4 11.8折皱回复角。
急弹 187.8 192.3 200.2 203.4 209.6 216.8缓弹190.6 199.5 206.5 208.1 214.6 220.5如上表所示可以看出,焙烘温度的变化对织物强力影响非常大,在150 ℃以下织物的强力损伤都在允许范围内,综合树脂交联的情况,所以温度选择 150 ℃。
5.1.2焙烘时间的选择实验在树脂整理中确定了温度后,决定交联程度的因素就该是时间了,时间太长损伤纤维,太短影响交联程度。
工艺处方树脂 LF(g/L ) 50MgCl 2·6H 2 O(g/L ) 8柠檬酸( g/L ) 1工艺条件轧余率( 70% ) 70焙烘时间( s) X焙烘温度(℃)150工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(150℃× Xs)。
在其他条件不变的情况下对织物进行温度测试,通过测试织物的撕破强力和折皱回复角来判断最佳焙烘时间。
测试结果见表2:如表 2 不同时间下的水平测试结果焙烘时间( S) 130140 150 160 170撕破强力( N)经向17.017.1 16.8 16.0 15.9纬向18.2 18.0 18. 3 17.0 16.8折皱回复急弹195.6 200.2 203.4 205.0 212.5角。
缓弹198.8 203.5 208.5 211.2 215.8如上表所示可以看出,焙烘时间对织物撕破强力和折皱回复角的影响,综合以上的数据,所以时间选择150s 。
5.1.3树脂用量的选择实验在树脂整理中就交联程度而言,树脂用量越多, 免烫整理效果越好。
但树脂用量越多织物的强力损伤也会越严重。
工艺处方树脂 LF(g/L ) XMgCl 2·6H 2 O(g/L ) 8柠檬酸( g/L ) 1工艺条件轧余率( 70% ) 70焙烘时间( s) 150焙烘温度(℃)150工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(150℃× 150s)。
在其他条件不变的情况下,综合织物交联程度和撕破强力来判断最佳的树脂用量。
测试结果见表 3 :如表 3 不同树脂用量下的水平测试结果树脂用量 g/L 3040506070折皱回复急弹189.7 200.3 208.8 213.2 219.4缓弹196.4 204.0 215.6 217.5 222.5撕破强力经向18.6 17.9 17.2 17.0 15.4纬向19.8 20.4 21.4 20.1 18.0由表 3 可以看出,树脂用量决定交联程度好与差,树脂越多交联程度越好,但树脂用量多时,在焙烘时会加剧纤维的损伤,综合交联程度和强力损伤考虑选择树脂用量为50g/L 。
5.1.4催化剂用量的选择实验催化剂在树脂整理中,要求树脂整理液能相对稳定,以利于连续加工生产;但又要求在高温焙烘时,初缩体能迅速、均匀地与纤维进行交联、缩聚,因此在处理液中加催化剂,能加速反应,降低反应温度和缩短时间。
MgCl 2·6H 2O 是目前应用最广泛的一类催化剂,为强酸强碱盐,在高温焙烘时释放出酸, MgCl 2 +2H 2 O→Mg(OH) 2 +2H + +2Cl -,浸轧液呈微弱的酸性,因此具有较好的稳定性。
工艺处方树脂 LF(g/L ) 50MgCl 2·6H 2 O(g/L ) X柠檬酸( g/L ) 1工艺条件轧余率( 70% ) 70焙烘时间( s) 150焙烘温度(℃)150工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(150℃× 150s)。
在其他条件不变的情况下,主要通过五种不同的浓度对织物强力进行测试。
综合织物交联程度和撕破强力来判断最佳的树脂用量。
测试结果见表 4 :如表 4 不同催化剂用量下的水平测试结果催化剂用量g/L4681012折皱回复急弹192. 2 194.3202. 6 208.8 209.2角。
缓弹192 .2 193. 5 202.5 215.6 215.5撕破强力 N 经向17. 3 17 .0 17 .4 17. 0 16 .5纬向20. 4 19. 3 21 .2 20 .5 19. 0由表 4 可以看出,催化剂的用量决定了树脂的初缩体能迅速、均匀地与纤维进行交联、缩聚,综合树脂的交联情况,所以选择催化剂用量为8g/L 。
5.1.5柠檬酸用量的选择实验树脂整理液必须有较好的稳定性,单独的树脂初缩体一般在室温下性能稳定,在加入催化剂后稳定性就会发生显著变化,要求加入催化剂后 PH 值不能发生显著的变化,要保持在 PH 值 5-6 。
不使树脂过早的聚合、水解或发生沉淀。
工艺处方树脂 LF(g/L ) 50MgCl 2·6H 2 O(g/L ) 8柠檬酸( g/L ) X工艺条件轧余率( 70% ) 70焙烘时间( s) 150焙烘温度(℃)150工艺流程 : 浸轧( 轧余率 70 % )→烘干(95℃)→焙烘(150℃× 150s)。
在其他条件不变的情况下,主要通过五种不同的用量对整理液进行观察。
根据整理液的情况来判断最佳的柠檬酸用量。
测试结果见表 5 :如表 5 不同柠檬酸用量下的水平测试结果柠檬酸用量 g/L 00.51 1.5 2折皱回复急弹190. 2 193.4 202. 0 209.0 210.1角。