咬花规格
晒纹(咬花)整理资料

咬花製作參考資料
DRAFT 4° 5° 半光澤 全光澤 DEEP. 32 - 33 36 - 38
15 mm
15 mm
15 mm
15 mm
MOLD-TECH
TEXTURE # MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 DRAFT 1° ? MIN 1.5 2.5 3 4.5 6.5 4.5 4.5 3 5.5 9 4 DEEP. .0004 .001 .0015 .002 .003 .0045 .003 .003 .002 .0035 .006 .0025
MT-11360
MT-11365 MT-11370 MT-11375 MT-11380
5.5
7 6 6 6
.0035
.0045 .004 .004 .004
MT-11460
MT-11465 MT-11470 MT-11475 MT-11480
5.5
7.5 3 3 4.5 °
.0035
.005 .002 .002 .003
MT-11120
MT-11130 MT-11040 MT-11150 MT-11160
3
4 4 4 6
.002
.0025 .0025 .00275 .004
MT-11260
MT-11265 MT-11270 MT-11275 MT-11280
6
7 6 5 8
.004
.005 .004 .0035 .0055
( No. 1-12 ) ,
流程圖 線,柄,幾何學圖形
咬花规格表
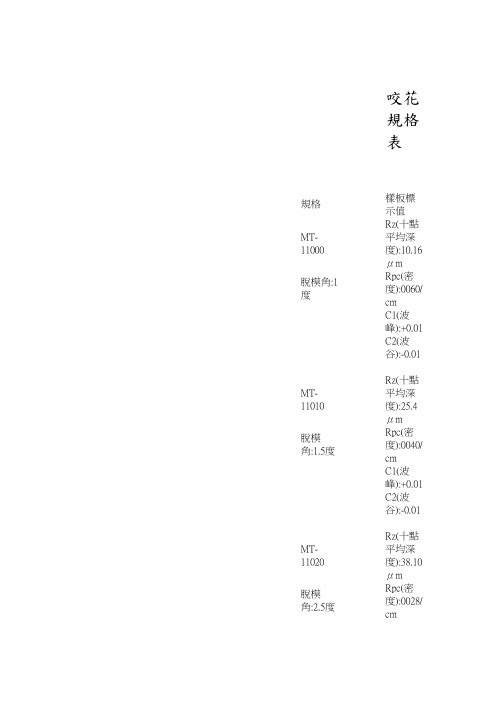
咬花規格表規格樣板標示值MT-11000Rz(十點平均深度):10.16μm脫模角:1度Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11010Rz(十點平均深度):25.4μm脫模角:1.5度Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11020Rz(十點平均深度):38.10μm脫模角:2.5度Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11030Rz(十點平均深度):50.8μm脫模角:3度Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11040Rz(十點平均深度):76.20μm脫模角:4.5度Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11050Rz(十點平均深度):114.3 0μm脫模角:6度Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01樣板實測值Rz(十點平均深度):8.33μm Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):19.56μm Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):28.17μm Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):42.73μm Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):56.91μm Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):73.74μm Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01。
(完整word版)咬花规格
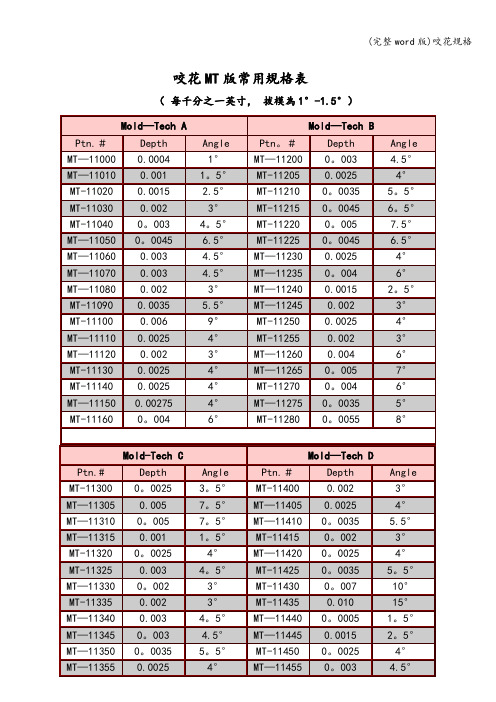
咬花MT版常用規格表
(每千分之一英寸,拔模為1°-1.5°)
模具的表面光潔度
在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求.尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准
SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch 光潔度代號所使用的表面處理材料粗糙度平均Raµ-in
A—1第3級鉆石膏0—1
A-2第6級鉆石膏1—2
A-3第15級鉆石膏2—3
B-1600號砂紙2—3
B—2400號砂紙4—5
B-3320號砂紙9—10
C-1600號油石10-12
C—2400號油石25—28
C-3320號油石38—42
D—1噴11號玻璃珠10—12
D-2噴240號氧化砂26—32
D-3噴24號氧化砂190-230
日本標准
JIS標准是將模具光潔度分為6級.每級所使用的處理材料有其特定規格。
JIS標准
是
使用直徑18mm,硬度由HRC56至60之間的鋼材.再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm
不同加工方法下所得的表面光潔度范圍。
咬花工艺

NO:NH4044 Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm
4
咬花的种类
梨地花纹 指的是一般塑胶上常见如 毛玻璃般的均匀粗糙面, 由于其质感有如梨子皮般 具有细小颗粒,因而得名。
皮革纹 试图模拟皮革表面的肌理, 常搭配PU等软质塑料,应用 于汽车方向盘与内装饰板
几何图案 利用简单形状的重复 排列,以产生视觉上 的韵律。
5
咬花的种类
附表是使用德国 HOMMEL TESTER T1000型表面粗度测 定器所测出表面粗 度,深度及图形,籍此 可明白区分喷砂,梨 地,皮纹及写真等类 花纹之不同,主要符 号说明如下: Ra:算术平均粗度值 Rz:山谷平均值 Rm:最大山谷深度值
纹
写真柄
NO:26 Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 23.79 Um Rz = 91/.16Um Rm = 92.64 Um Nr = 00012/cm
#600 #600 #400 #400 #400
9
咬花的规格
NIHON ETCHING(昵红)咬花制作参考资料
TEXTURE # HN3000 HN3001 HN3002 HN3003 HN3004 HN3005 HN3006 HN3007 HN3008 HN3009 HN3010 HN3011 HN3012 HN3013 NO.1 NO.2 N0.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 NO.10 DRAFT 1.5 1.5 1.5 2.5 3 3 3.5 1.5 2 2.5 2.5 3 3.5 3.5 1 1 1 1 1 1.5 1.5 2 2.5 3 S---半抛光(u) 4-5u 5- 6 7–9 8 – 11 10 – 15 16 – 18 17 – 20 7–9 9 – 11 12 – 14 15 – 18 18 – 22 24 – 28 27 - 31 1.7 1 1.4 1.8 2.9 4 6.5 7 7.7 10 – 11 G---半光泽 #800 #800 #800 #800 #600 #600 #600 #600 TEXTURE # NO.11 NO.12 HN20 HN21 HN22 HN23 HN24 HN25 HN26 HN27 HN28 HN29 HN30 HN31 犁地NO.1 NO.2 N0.3 NO.4 NO.5 NO.6 NO.7 NO.8 NO.9 DRAFT 3-4 4-5 2.5 3 3-4 4-5 4 4 4 5 5-6 5-6 6 6 2 2.5 3 3.5 4 4.5 6 6 6 S---半抛光(u) 12 – 15 16 - 18 12 - 14 15 - 17 23 - 25 33 - 37 19 - 21 23 - 25 26 - 30 37 - 40 41 - 43 45 - 50 58 - 63 65 - 73 1.7 1 1.4 1.8 2.9 4 6.5 7 7.7 G---半光泽
咬花知识整理_Bonnie_2015.11.3

蚀纹制作过程
A. 关于 EDM 电子放电加工
EDM Scale--电火花加工(即使是少量的)会阻挠我们用于蚀纹工序中使用的腐蚀液。如果 EDM Scale 出现
影响模具光泽度的因素: 1. 模具材质 2. 模具硬度 3. 砂粒选择 4. 抛光 5. 蚀刻面 6. 烧焊区域 7. 砂孔 8. 火花 9. 材质线 10. 经过热处理或者氮化的模具
虽然只有很少的部分影响光泽度的因素在我们的控制范围内,我们需要得到您对光泽度要求的详尽的信息;OEM 通常限定一个光泽值(采用 60°光度计)如果我们知道模具的注塑成型的塑胶型号,我们通常能够调整模具表面值以 达到产品的光泽度要求。 注塑后,如果您发现光泽度未达到要求,首先可以通过调节注塑参数来改善的,其次可以通过蚀纹改善。
C. 表面精度要求 某些表纹可遮掩成成型件:表面刮痕,丝痕,流纹等。但很多幼纹如:MT 11000, MT 11010, MT 1055-2 等都
很精细,纹形较浅,不能掩盖上述成型件上的缺陷。 纹精度通常要求不低于 340 糙面精度。此精度适合大部分深度纹或更深的纹样要求。 如果是幼纹,如以上所述或类似的深度或更浅纹,我们建议模具表面精度应达到 400 砂纸或 SPI B2。尽管 240 糙
当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
咬花介绍

一、咬花的目的二、咬花的工艺流程三、咬花前检查项目四、咬花规格参考五、其他咬花一、咬花的目的增进塑料零件的外观质感、遮掩产品成型缺陷使产品呈现多变化或全新的设计二、咬花的工艺流程1.清洗2.喷漆3.割漆4.喷砂(1)5.整理6.喷油7.泡药水8.清洗9.喷砂(2)10.除漆1. 清洗: 模具放入到Na(OH)溶液中加热或用其它有机溶剂际去表面油污,再用水冲洗,并用清洁布吸干水份.2. 喷漆: 模具清洗后要对不咬花部分进行保护,对于小模具或不规则模具就会用喷枪在模具上喷上一层保护漆,而对于大模具或规则模具,会在模具上贴上一层保护膜,它们都具有密封性好,耐高温,耐腐蚀的性能.3. 割漆: 待模具上保护漆完全于之后(约3~4h),用刀子将要咬花部分的漆割掉,让它完全裸露,只有等漆完全干后才能割得比较准确,否则保护漆会收缩,导致范围扩大,咬花不准.4. 喷砂(1): 咬花前喷砂主要是为了清洗模具,清际模具表面油污杂质,喷砂颗粒主要是三氧化二铝,碳化钛.5. 整理: 对喷砂后的漆面进行整理,漆面不得有缝隙,跷起等现象.碍6. 喷油: 对于一些不规则的花纹,采用喷油枪在模具表面喷上一层保护油,有油地方会被保护起来,无油粒地方被腐蚀,*眼睛来判断油粒大小与疏密程度与标准板或样板是否一致. 对于一些规则花纹,要用菲林进行处理.7. 泡药水: 喷油确认OK后,就可开始泡药水,对于小模具可将模具全部放入到药水中,对于大模具可将药水放入模具中. 咬花粗细由喷油油粒来控制, 咬花深浅由泡药水时间来控制. 在咬花过程中,前期处理时间较长,药水浸泡时间较短,一般都在15分钟以内,有些甚至会以秒计,例如:在材料为718的模具上咬类似于MT11020的花纹只需40秒. 有些咬花需浸两次药水才能使咬花比较均匀, 即喷两次油,后泡两次药水.8. 喷砂(2): 咬花完毕后根据客户要求按雾面和亮面喷砂.亮度由玻璃珠粒子大小来控制,颗粒越大越亮,反之则越暗.9. 除漆: 喷砂之后,将所有保护漆揭去即可.三、咬花前检查项目1 .确定咬花范围,成品图,模具图及成形品是必要的.2 .模具钢材的确定.3 .放电加工的有无.4 .熔接的有无以及掌握其条件.5 .模具的硬度( 热处理,氮化).6 .脱模角度.7 .有无配合的关连品( 成品).8 .成形材料的种别.9 .模具的总数量.10 .确认咬花番号及其咬花加工面上的打光程度.11 .模具表面的伤痕,锈的检查.四、咬花参考规格Texture introduction 五、其他咬花采用镭射雕刻技术在经过表面清洁的模具表面雕出布料所需的咬花或纹路后,再对模具进行表面处理,以获得最终的模刻,以简化模具的制造过程,节省人力物力,而且更能变化多种形状与深浅的咬花或纹路。
塑胶咬花常见问题_20150112

常见咬花问题
拔模
序号
问题描述
咬花拔模角度 不够--- 拉模
案例图片
改进建议
1
0度拔模,咬花规格 MT11020
1.加大拔模至3.5度. 2. 更改/取消咬花规格并设置 相应拔模. 3. 咬花深度降低.
2
高光面拔模角不够 --- 拉模
侧壁高 光面只 有1度 拔模
出斜顶面底部要求咬花
常见咬花问题
拉模
序号
问题描述
收缩不均 -----局部拉模
案例图片
改进建议
内侧箱体结构积热 5
1. 内侧箱体改为铍铜 +冷却水.
对ห้องสมุดไป่ตู้外围拉花明显
常见咬花问题
拉模
序号
问题描述
侧壁出前模,咬花 容易粘母模
案例图片
改进建议
6
1.更改咬花规格. 2.取消咬花.
侧壁SPI-D2 雾面处理 防止粘前模
咬花常见问题
Prepare: StevenSheng Date: 201501012
内容大纲
拔模斜度要求 咬花常见问题 咬花检讨
模德咬花规格对斜度的要求
Texture Spec MT 11020_100% MT 11020_90% MT 11020_80% MT 11020_70% MT 11020_60% MT 11020_50% SPI - D2 SPI - A2 or A3 Min. draft requirement
高光面拔模角度建议 2.5度以上.
常见咬花问题
拉模
序号
问题描述
滑块相切位置 --------拉模
案例图片
(完整版)咬花标准

蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
(完整版)咬花报价单
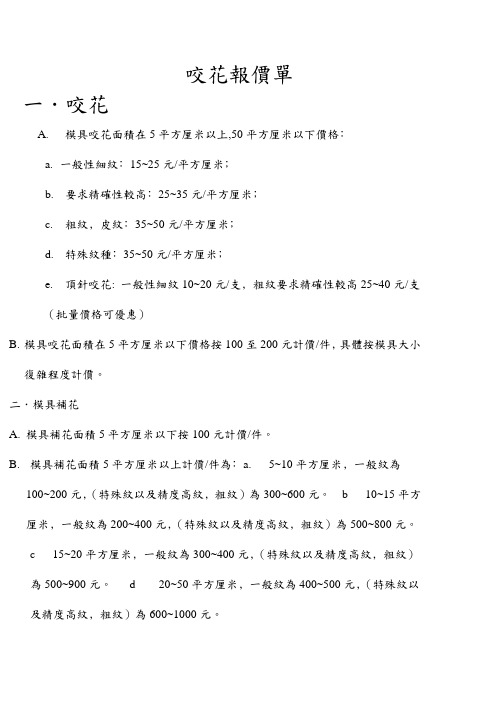
咬花報價單一.咬花A.模具咬花面積在5平方厘米以上,50平方厘米以下價格﹕a.一般性細紋﹕15~25元/平方厘米﹔b.要求精確性較高﹕25~35元/平方厘米﹔c.粗紋﹐皮紋﹕35~50元/平方厘米﹔d.特殊紋種﹕35~50元/平方厘米﹔e.頂針咬花: 一般性細紋10~20元/支﹐粗紋要求精確性較高25~40元/支(批量價格可優惠)B.模具咬花面積在5平方厘米以下價格按100至200元計價/件﹐具體按模具大小復雜程度計價。
二.模具補花A.模具補花面積5平方厘米以下按100元計價/件。
B.模具補花面積5平方厘米以上計價/件為﹕a. 5~10平方厘米﹐一般紋為100~200元﹐(特殊紋以及精度高紋﹐粗紋)為300~600元。
b 10~15平方厘米﹐一般紋為200~400元﹐(特殊紋以及精度高紋﹐粗紋)為500~800元。
c 15~20平方厘米﹐一般紋為300~400元﹐(特殊紋以及精度高紋﹐粗紋)為500~900元。
d 20~50平方厘米﹐一般紋為400~500元﹐(特殊紋以及精度高紋﹐粗紋)為600~1000元。
C.模具補花面積50平方厘米以上, 具體按模具大小復雜程度計價。
三.其它處理。
A.噴砂﹕面積小于10平方厘米30~100元/件; 面積大于10平方厘米小于50平方厘米的以4元/平方厘米。
面積大于50平方厘米的以2元/平方厘米計價。
B.調光﹐除鏽﹕面積小于10平方厘米50~200元/件﹔。
面積大于10平方厘米小于50平方厘米的以6元/平方厘米計價。
面積大于50平方厘米的以4元/平方厘米計價C.需用菲林處理價格視復雜程度另行議價。
咬花规格

咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch光潔度代號所使用的表面處理材料粗糙度平均Raµ-inA-1第3級鉆石膏0-1A-2第6級鉆石膏1-2A-3第15級鉆石膏2-3B-1600號砂紙2-3B-2400號砂紙4-5B-3320號砂紙9-10C-1600號油石10-12C-2400號油石25-28C-3320號油石38-42D-1噴11號玻璃珠10-12D-2噴240號氧化砂26-32D-3噴24號氧化砂190-230(ii) 日本標准JIS標准是將模具光潔度分為6級。
每級所使用的處理材料有其特定規格。
JIS標准是使用直徑18mm,硬度由HRC56至60之間的鋼材。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm不同加工方法下所得的表面光潔度范圍面研磨超聲波加工鉆石膏研磨噴砂滾筒磨光火焰切割VDI 3400 欧洲纹路标准。
模具咬花工艺

模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行. 维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
咬花标准

蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT325 0.003 MT588 0.0085 MT9800.004MT392 0.004 MT964 0.003 MT888 0.013 MT901 0. 003MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT9450.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT9700.002MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT9720.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT9730.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT9740.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT9780.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT9850.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-10.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-20.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-30.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-40.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035 MT10550.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-70.0225MT1526 0.0135 23064 0.0015 23031 0.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400三.梨地梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600NO. 12 4~5°16~18 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400HN21 3°15~17 #400HN22 3~4°23~25 #400HN23 4~5°33~37 #320HN24 4°19~21 #320HN25 4°23~25 #320HN26 4°26~30 #320HN27 5°37~40 #320HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400 HN2010 3.5°43~46 #400 HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400HN2021 2.5°23~26 #400HN2022 3°25~27 #400HN2023 4°30~34 #400HN2024 4.5°42~50 #400HN2025 5°52~56 #400HN2026 5°62~70 #400S ---半光澤G ---半光澤HN3000 1.5°4~5 #800HN3001 1.5°5~6 #800HN3002 1.5°7~9 #800HN3003 2.5°8~11 #800HN3004 3°10~15 #600HN3005 3°16~18 #600HN3006 3.5°17~20 #600HN3007 1.5°7~9 #600HN3008 2°9~11 #600HN3009 2.5°12~14 #600HN3010 2.5°15~18 #600HN3011 3°18~22 #600HN3012 3.5°24~28 #600HN3013 3.5°27~31 #600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
咬花规格表

Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NIHON ETCHING
TEXTURE # HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 DRAFT 1° 1 1.5 1 1 1 2 2.5 3 1.5 2 3 3.5 4 5 3 DEEP. 4-5u 5-6 83-4 4-5 5-6 10 - 11 12 - 13 17 - 19 6-7 7-8 13 - 14 25 - 27 33 - 37 43 - 50 19 - 21
B
draft angle
depth of texture
A
draft angle
taper
depth
Draft Angle
Pattern Depth
5°
.003
This illustration indicates that this .003°deep pattern would require approximately 5°draft.
二. 什麼是咬花? 咬花
噴砂 化學蝕刻 梨地 皮紋 線.柄紋.幾何圖形.木紋.髮線
最淺的咬花深度是2umm,常被使用在壓克力的表示窗,防止光 線亂射及防止反射等加工處理.最深的咬花是3mm,仿大理石, 常被用在浴室的磁磚.
所謂良好的咬花是: 1.與設計相調和. 2.付於價值感. 3.均等劃一的加工 4.不易損傷商品本身-G TYPE 的噴砂,梨地,皮紋 5.成形壽命長--1.皮紋 2.梨地 3.噴砂 6.價廉,交貨快--1.噴砂 2.梨地 3.皮紋 7.維修簡單-----1.噴砂 2.梨地 3.皮紋 要做良好的咬花之前的檢查事項 1. 模具的脫模角度 OK----GO NO----換淺的花紋或加大脫模角度
五 .慎選模具材料與製造方法
1 . 市售的模具用鋼,構造精密的金屬,繫結順利的完成.硬度較高的 被視為良品. 2 . 有關配件方面最好是使用相同的材質.為增加其快削性而使用硫 黃會導致影響加工工程, 形成偏析, 咬花面成為線條狀. 3 . 在模具的機械加工工程方面,要加工咬花的面如給予不均等熱度 會影響咬花加工,請注意使用銳利的刀具. 4 . 補模熔接時應注意事項: .一定要先預熱. a . b .使用與模具相同材質的熔接棒或是使用張力強度相等的金屬. . .施行退火處理,熔接後母材與熔材一起加熱後自然冷,忽略這步驟 c . 就會發生咬花深度不同或咬不下去的現象. d .SUS 系不鏽鋼調質品在熔接後若是不再調質或熱處理,一定會發 生咬花斑點. e .熔接窒化處理過的模具,必須完全脫窒後實行.若馬上熔接會產生 . 有針孔,熔接不良等現象出現. 5 . 放電加工過的模具其表面變成硬化層會影響咬花加工,因此必須磨 掉硬化層,尤其是不鏽鋼系模具鋼的放電硬化層不反應在藥物上, 一定要打光到除去為止,否則不可能咬花. 6 . 放電層的確認是將模具表面的油分用溶劑將模具洗淨,塗上第二鹽 化鐵液,不在藥物上產生反應的放電層其所留的光澤,容易以肉眼 分辨出來. 7 . SUS 系列不鏽鋼的 STAVAX , PD555 , 420 等,在熱處理之後幾乎 尺寸不變,等模具加工完之後再熱處理,磨剩的放電層也會軟化變 成與母材同硬度,便可咬花.
NO:12
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 04.53 Um Rz = 26.92 Um Rm = 32.16 Um Nr = 00057/cm
梨 地
NO:9
咬花製作參考資料
TEXTURE # MT-11400 MT-11405 MT-11410 MT-11415 MT-11420 MT-11425 MT-11430 MT-11435 MT-11440 MT-11445 MT-11450 MT-11455 MT-11460 MT-11465 MT-11470 MT-11475 MT-11480 DRAFT 3 4 5.5 3 4 5.5 10 15 1.5 2.5 4 4.5 5.5 7.5 3 3 4.5 ° DEEP. .002 .0025 .0035 .002 .0025 .0035 .007 .010 .0005 .0015 .0025 .003 .0035 .005 .002 .002 .003
DOC NO.: E-TEC001-1
TEXTURE TECHNICAL DATA
一.咬花的目的 二.什麼是咬花 三.各類花紋之比較 四.咬花事前檢查項目 五.慎選模具材料與製造方法 六.精密測試/咬花粗度比較(噴砂,梨地,皮紋,寫真) 七.塑料與咬花深度 八.結論
一. 咬花的目的 增進塑膠零件的外觀質感 使產品呈現多變化或全新的設計
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 12.18 Um Rz = 58.84 Um Rm = 64.88 Um Nr = 00023/cm
皮
紋
寫
真
NO:NH4044
咬花製作參考資料
TEXTURE # MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280 DRAFT 4.5 4 5.5 6.5 7.5 6.5 4 6 2.5 3 4 3 6 7 6 5 8 DEEP. .003 .0025 .0035 .0045 .005 .0045 .0025 .004 .0015 .002 .0025 .002 .004 .005 .004 .0035 .0055
三.各類花紋之比較
噴砂 (HN20-23,1000-1017, 加工:一日-三日
No.1-12 HN 3000-3013)
特徵:1.交貨期短 2.維修簡單 3.價格較便宜 4.可取得細緻均勻圖樣 注意點:耐久性短,細砂 中砂
5000--10000 射次 20000--50000 射次
粗砂 50000--100000 射次 * 樹脂過硬及模具硬度低則壽命會短 維修:可以部份修理.先將初期製造的成品保管起來.可依照花紋進行修理 噴砂
MOLD-TECH
TEXTURE # MT-11300 MT-11305 MT-11310 MT-11315 MT-11320 MT-11325 MT-11330 MT-11335 MT-11340 MT-11345 MT-11350 MT-11355 MT-11360 MT-11365 MT-11370 MT-11375 MT-11380 DRAFT 3.5 ° 7.5 ° 7.5 ° 1.5 4 4.5 3 3 4.5 4.5 5.5 4 5.5 7 6 6 6 DEEP. .0025 .005 .005 .001 .0025 .003 .002 .002 .003 .003 .0035 .0025 .0035 .0045 .004 .004 .004
流程圖: 梨地
1.模具脫脂 2 .封貼 3 . 6.乾燥 7 .噴砂 8
表面處理. 4 .蝕刻. 5 .噴砂用封貼 .除去貼紙. 9 .洗淨.10 .防鏽
皮紋 ( HN 423-441, 608-631, 4000-4055,
NO. 1--181 )
加工 : 四日---七日 特徵 : 1.具耐久性 100,000-500,000 射次 100,0002.不易破壞製品 注意點 : 1.加工時間長. 2.價格偏高. 維修 : 1.可以做部份修理,但100%的修理不可能. 2.生鏽,瓦斯燒灼,只須做表面處理既可.
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 09.81 Um Rz = 56.24 Um Rm = 64.32 Um Nr = 00032/cm
柄 NO:26
Hommer Tester T1000 C - 320 Dat:-------------Nr:---------------Lt = 15 mm Lc = 2.5 mm Ra = 23.79 Um Rz = 91/.16Um Rm = 92.64 Um Nr = 00012/cm1Leabharlann . 5 .模具的脫脂 清洗
2 . 6 .
封貼 防鏽
3 .
噴砂加工
4 .
除去貼紙
梨地
( 24-31 ,418-422 ,
梨地 No. 1-9 , HN 2000-2060 12000-
)
加工:一日-四日 特徵:1.交貨期短 2.可取得中程度且均勻的圖樣. 3.比噴砂可多一倍的 耐性, 100000--200000 射次 . 4 .粗紋可隱藏睆接線和凹陷 注意點:耐久性比皮紋低,複雜且深窄形狀會形成花紋不均 維修 :與噴砂同
流程圖 皮紋 1 . 模具的脫脂 6 . 修正圖形 11 . 洗淨
封貼 3 . 咬花加工面的脫脂 4 .描繪圖型 5 .烘烤 7 .第二次封貼 8. 蝕刻 9 .噴砂用封貼 10 .除去貼紙 12 . 防鏽
2 .
柄 ( No.1-27 ) , 木紋 ( No.1-8 ) No.1No.1加工 : 三日---五日 注意點 : 無法做三次元曲面的加工,連修理也不行. 維修 : 生鏽,瓦斯燒灼,只須做表面處理既可.
15 mm
15 mm
15 mm
15 mm
MOLD-TECH
TEXTURE # MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11040 MT-11150 MT-11160 DRAFT 1°? MIN 1.5 2.5 3 4.5 6.5 4.5 4.5 3 5.5 9 4 3 4 4 4 6 DEEP. .0004 .001 .0015 .002 .003 .0045 .003 .003 .002 .0035 .006 .0025 .002 .0025 .0025 .00275 .004