MT_咬花规格
咬花规格表
咬花規格表規格樣板標示值MT-11000Rz(十點平均深度):10.16μm脫模角:1度Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11010Rz(十點平均深度):25.4μm脫模角:1.5度Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11020Rz(十點平均深度):38.10μm脫模角:2.5度Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11030Rz(十點平均深度):50.8μm脫模角:3度Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11040Rz(十點平均深度):76.20μm脫模角:4.5度Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11050Rz(十點平均深度):114.3 0μm脫模角:6度Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01樣板實測值Rz(十點平均深度):8.33μm Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):19.56μm Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):28.17μm Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):42.73μm Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):56.91μm Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):73.74μm Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01。
(完整word版)咬花规格
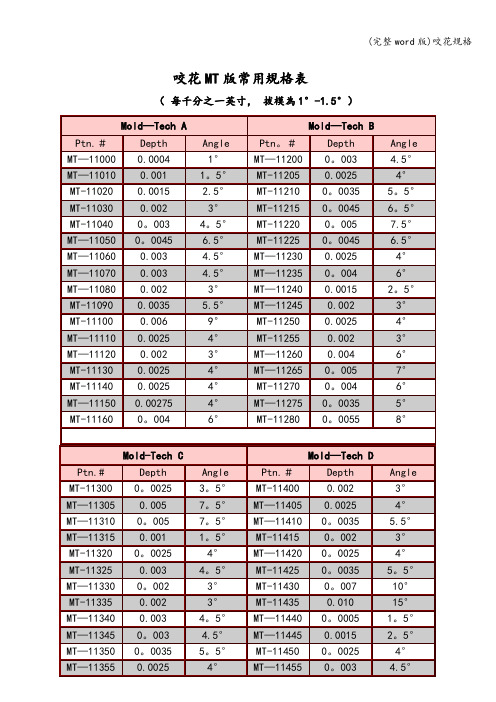
咬花MT版常用規格表
(每千分之一英寸,拔模為1°-1.5°)
模具的表面光潔度
在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求.尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准
SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch 光潔度代號所使用的表面處理材料粗糙度平均Raµ-in
A—1第3級鉆石膏0—1
A-2第6級鉆石膏1—2
A-3第15級鉆石膏2—3
B-1600號砂紙2—3
B—2400號砂紙4—5
B-3320號砂紙9—10
C-1600號油石10-12
C—2400號油石25—28
C-3320號油石38—42
D—1噴11號玻璃珠10—12
D-2噴240號氧化砂26—32
D-3噴24號氧化砂190-230
日本標准
JIS標准是將模具光潔度分為6級.每級所使用的處理材料有其特定規格。
JIS標准
是
使用直徑18mm,硬度由HRC56至60之間的鋼材.再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm
不同加工方法下所得的表面光潔度范圍。
咬花面拔模标准

咬花面拔模標准一﹐產品外觀面若需咬花﹐我們在拆模時需嚴格按照下面的標准對產品沿脫模方向進行拔模﹐以避免黏模拉傷成品。
(以下為常見兩種版本咬花規格表)咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-11300 0.0025 3.5° MT-11400 0.002 3° MT-11305 0.005 7.5° MT-11405 0.0025 4° MT-11310 0.005 7.5° MT-11410 0.0035 5.5° MT-11315 0.001 1.5° MT-11415 0.002 3° MT-11320 0.0025 4° MT-11420 0.0025 4° MT-11325 0.003 4.5° MT-11425 0.0035 5.5° MT-11330 0.002 3° MT-11430 0.007 10° MT-11335 0.002 3° MT-11435 0.010 15° MT-11340 0.003 4.5° MT-11440 0.0005 1.5° MT-11345 0.003 4.5° MT-11445 0.0015 2.5° MT-11350 0.0035 5.5° MT-11450 0.0025 4° MT-11355 0.0025 4° MT-11455 0.003 4.5° MT-11360 0.0035 5.5° MT-11460 0.0035 5.5° MT-11365 0.0045 7° MT-11465 0.005 7.5° MT-11370 0.004 6° MT-11470 0.002 3° MT-11375 0.004 6° MT-11475 0.002 3° MT-113800.0046°MT-114800.0034.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10 Ptn.# Depth Ptn.#Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT3250.003 MT588MT980 0.004 MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003 MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002 MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003 MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075MT11220.0015MT20190.0025MT12340.0035MT1055-50.001MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085 MT1055-8 0.0325MT11260.0065MT20280.0025MT12360.0035MT1055-60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225 MT15260.0135230640.0015230310.0085MT1055-80.0325昵宏咬花規格表咬花番號拔模斜度平均值 μ打光程度加工種類HN-DS111° 5 ~ 7800HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400梨地NO. 12°8~9 #400梨地NO. 2 2.5°15~16#400梨地NO. 33°15~17#400梨地NO. 4 3.5°16~18#400梨地NO. 54°20~23#400梨地NO. 6 4.5°25~30#400梨地NO. 76°40~42#320梨地NO. 86°57~60#320梨地NO. 96°60~66#320S ---半光澤 G ---半光澤NO. 11° 1.7鏡面NO. 31° 1.4鏡面NO. 41° 1.81000 NO. 51° 2.91000 NO. 6 1.5°41000 NO. 7 1.5° 6.5#800 NO. 82°7#800 NO. 9 2.5°7.7#800 NO. 103°10~11#600 NO. 113~4°12~15#600 NO. 124~5°16~18#600S ---半光澤 G ---半光澤 HN20 2.5°12~14#400 HN213°15~17#400 HN223~4°23~25#400 HN234~5°33~37#320 HN244°19~21#320 HN254°23~25#320 HN264°26~30#320 HN275°37~40#320 HN285~6°41~43#320 HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤 G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320S ---半光澤 G ---半光澤 HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35 #400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400 HN20202°16~23#400 HN2021 2.5°23~26#400 HN20223°25~27#400 HN20234°30~34#400 HN2024 4.5°42~50#400 HN20255°52~56#400 HN20265°62~70 #400S ---半光澤 G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600每千分之一英寸, 拔模為1°-1.5°二﹐具體實例說明(以電池蓋為例)1. 咬花面拆在母模﹐則沿脫模方向之母模面要按上述標准做拔模角。
模具咬花工艺

模具咬花工艺一、咬花的目的增进塑料零件的外观质感。
使产品呈现多变化或全新的设计。
二、咬花:最浅的咬花深度是2umm,常被使用在压克力的表示窗,防止光线乱射及防止反射等加工处理。
最深的咬花是3mm,仿大理石,常被用在浴室的磁砖。
所谓良好的咬花是:1、与设计相调和。
2、付于价值感。
3、均等划一的加工。
4、不易损伤商品本身-GTYPE的喷砂,梨地,皮纹。
5、成形寿命长--1.皮纹2.梨地3.喷砂。
6、价廉,交货快--1.喷砂2.梨地3.皮纹。
7、维修简单-----1.喷砂2.梨地3.皮纹。
要做良好的咬花之前的检查事项1、喷砂(HN20-23,1000-1017,No.1-12HN3000-3013)加工:一日-三日特征:1.交货期短2.维修简单3.价格较便宜4.可取得细致均匀图样注意点:耐久性短:细砂5000--10000射次中砂20000--50000射次粗砂50000--100000射次*树脂过硬及模具硬度低则寿命会短维修:可以部份修理.先将初期制造的成品保管起来.可依照花纹进行修理2、梨地(HN24-31,418-422,梨地No.1-9,HN2000-2060)加工:一日-四日特征:1、交货期短;2、可取得中程度且均匀的图样。
3、比喷砂可多一倍的耐性,100000--200000射次。
4、粗纹可隐藏睆接线和凹陷。
注意点:耐久性比皮纹低,复杂且深窄形状会形成花纹不均维修:与喷砂同3、皮纹(HN423-441,608-631,4000-4055,NO.1--181)加工:四日---七日特征:1、具耐久性:100,000-500,000射次;2、不易破坏制品注意点:1、加工时间长;2、价格偏高.维修:1、可以做部份修理,但100%的修理不可能。
2、生锈,瓦斯烧灼,只须做表面处理既可.4、线(No.1-12),柄(No.1-27),木纹(No.1-8)加工:三日---五日注意点:无法做三次元曲面的加工,连修理也不行. 维修:生锈,瓦斯烧灼,只须做表面处理既可.MOLD-TECH咬花制作参考数据四、慎选模具材料与制造方法1、市售的模具用钢,构造精密的金属,系结顺利的完成。
模德标准咬花对照表
PATTERN NUMBER MT 11200 MT 11205 MT 11215 MT 11230 MT 11235 MT 11240 MT 11245 MT 11250 MT 1055-1 MT 1055-2 MT 1055-3 MT 1055-4 MT 1055-5 MT 1055 MT 1055-6 MT 1055-7 MT 1055-8
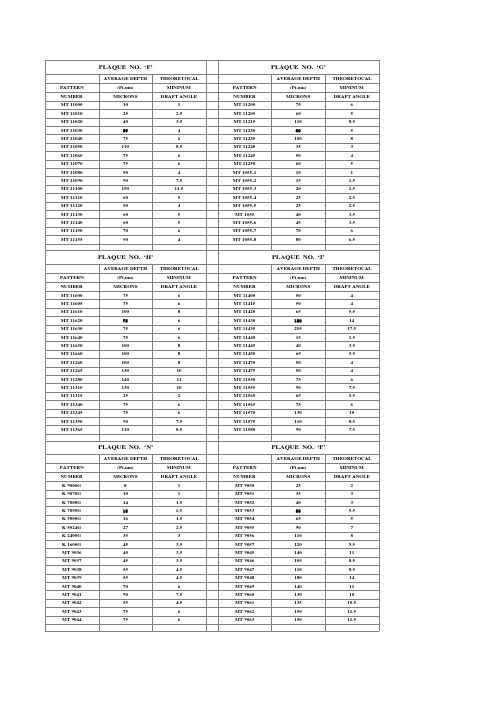
PLAQUE NO. ‘N’
AVERAGE DEPTH (Pt,um)
MICRONS 8 10 14 15 16 27 35 45 40 45 55 55 70 90 55 75 75
THEORETOCAL MININUM
DRAFT ANGLE 1 1 1.5 1.5 1.5 2.5 3 3.5 3.5 3.5 4.5 4.5 6 7.5 4.5 6 6
PLAQUE NO. ‘G’
AVERAGE DEPTH (Pt,um)
MICRONS 75 60 110 60 100 35 50 60 10 15 20 25 25 40 45 70 80
THEORETOCAL MININUM
DRAFT ANGLE 6 5 8.5 5 8 3 4 5 1 1.5 1.5 2.5 2.5 3.5 3.5 6 6.5
PLAQUE NO. ‘F’
AVERAGE DEPTH (Pt,um)
MICRONS 10 25 40 50 75 110 75 75 50 90 150 60 50 60 60 70 50
THEORETOCAL MININUM
DRAFT ANGLE 1 2.5 3.5 4 6 8.5 6 6 4 7.5
10.5 3 9
PATTERN NUMBER MT 9105 MT 9106 MT 9107 MT 9108 MT 9109 MT 9110 MT 9111 MT 9112 MT 9113 MT 9114 MT 9115 MT 9116
(完整版)咬花标准

蚀纹标准一.Mold-TechMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
MT和尼红产品蚀纹与拔模角关系

昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
1.5°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
HN-DS14
2°
13 ~ 19
600 ~ 800
HN-DS01
3°
25 ~ 30
320
MT972
0.0025
MT1015
0.0055
MT1192
0.0015
MT1153
0.0075
MT973
0.0035
MT1039
0.003
MT1239
0.003
MT1211
0.0095
MT974
0.0025
MT1055
0.0055
MT1240
0.003
MT1226
0.0035
MT978
0.003
MT1068
0.0055
MT1241
0.002
MT1227
0.0035
MT985
0.0025
MT1070
0.007
MT1242
0.002
MT1228
0.0095
MT1055-1
0.0001
MT1074
0.0055
MT1243
0.002
MT1230
0.013
MT1055-2
0.0045
MT1129
0.003
MT1244
#600
咬花规格

咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch光潔度代號所使用的表面處理材料粗糙度平均Raµ-inA-1第3級鉆石膏0-1A-2第6級鉆石膏1-2A-3第15級鉆石膏2-3B-1600號砂紙2-3B-2400號砂紙4-5B-3320號砂紙9-10C-1600號油石10-12C-2400號油石25-28C-3320號油石38-42D-1噴11號玻璃珠10-12D-2噴240號氧化砂26-32D-3噴24號氧化砂190-230(ii) 日本標准JIS標准是將模具光潔度分為6級。
每級所使用的處理材料有其特定規格。
JIS標准是使用直徑18mm,硬度由HRC56至60之間的鋼材。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm不同加工方法下所得的表面光潔度范圍面研磨超聲波加工鉆石膏研磨噴砂滾筒磨光火焰切割VDI 3400 欧洲纹路标准。
咬花规格表

Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.00250.00254°0.002MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D5°8°Depth AngleDepth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046°0.003MT-11475MT-11480MT-114703°3°4.5°Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8Depth 0.004que #100.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055MT12400.003MT12260.0035MT9780.003MT1068MT1070MT1074MT1129MT1159MT1122MT1125MT1126MT1127MT1526 2.5°3°HN21HN22HN20NO. 11NO. 12NO. 9NO. 10NO. 8NO. 6NO. 4NO. 2梨地NO. 9梨地NO. 7梨地NO. 8梨地NO. 5梨地NO. 6梨地NO. 315~17#400梨地NO. 4梨地NO. 1梨地NO. 215~16#400HN-DS01HN-DS02HN-DS03咬花番號HN-DS11HN-DS12HN-DS13NO. 1NO. 3NO. 5NO. 7HN-DS07HN-DS08HN-DS04HN-DS05HN-DS06HN-DS140.0055MT12410.002MT12270.0035MT9850.007MT12420.002MT12280.0095MT1055-0.0055MT12430.002MT12300.013MT1055-0.002510.000120.00450.003MT12440.0025MT12320.003MT1055-0.008MT12500.003MT12330.0035MT1055-0.0015MT20190.0025MT12340.0035MT1055-30.000540.007550.0010.006MT20200.002MT12350.0035MT10550.0065MT20280.0025MT12360.0035MT1055-0.0025230530.002MT12380.0045MT1055-0.001560.001770.02250.0135230640.0015230310.0085昵宏咬花規格表拔模斜度1°1.5°打光程度800600 ~ 8005 ~ 710 ~ 13平均值 μ加工種類2°2°3°600 ~ 800320600 ~ 80025 ~ 3012 ~ 1513 ~ 19噴砂咬花4°4°4.5°32032032035 ~ 4036 ~ 4238 ~ 431.5°2°2.5°8008006009 ~ 1314 ~ 1919 ~ 24化學咬花3°2°8~9#40040025 ~ 303.5°4°4.5°40~42#32020~23#40025~30#40016~18#4006°6°6°60~6657~60#320S ---半光澤 #320 G ---半光澤1°1°1°鏡面鏡面1.71鏡面1.41°1°1.5°10001.82.94100010001.5°2°2.5°7.7#8006.5#8007#8003°3~4°4~5°12~1516~1810~11#600#600#6002.5°3°15~1712~14#400#400S ---半光澤 G ---半光澤3~4°23~25#400HN2022HN2014HN2015HN2016HN2017HN2018HN2019HN2020HN2021HN2010HN2011HN2012HN2013HN2006HN2007HN2008HN2009HN2001HN2002HN2000HN1016HN1017HN1014HN1015HN1012HN1013HN1010HN1011HN1008HN1009HN1006HN1007HN1004HN1005HN1002HN1003HN1000HN1001HN31HN29HN30HN27HN28HN25HN26HN23HN24HN2003HN2004HN20054~5°4°33~3719~21#320#3204°4°5°37~4023~2526~30#320#320#3205~6°5~6°6°45~5058~6341~43#320#320#3206°1°4~565~73#800#320S ---半光澤 G ---半光澤1°1.5°1°8~5~6#8003~4#800#8001°1°2°10~1112~13#600#6004~5#8005~6#8002.5°3°1.5°2°7~817~19#600#6006~7#6003°3.5°4°25~2733~3713~14#400#400#6005°3°4°32~~3343~5019~21#320#400#4005°1.5°8~936~~38#600S ---半光澤 #320G ---半光澤2°2.5°3.5°#40040~4413~1522~34#600#4004°5.5°5.5°#40044~4761~6560~63#400#4005°5°3°#40061~6463~6633~35#400#4003.5°2°3°3.5°#400#40043~4620~2128~3230~35#400#4002.5°2.5°3°#400#40019~2225~2933~38#4004°4°5°#40050~5870~7538~41#400#4002°2.5°3°25~2716~2323~26#400#400#400相關術語咬花、蝕紋、曬文,其實質就是同一種工藝。
模德标准咬花对照表

PLAQUE NO. ‘G’
AVERAGE DEPTH (Pt,um)
MICRONS 75 60 110 60 100 35 50 60 10 15 20 25 25 40 45 70 80
THEORETOCAL MININUM
DRAFT ANGLE 6 5 8.5 5 8 3 4 5 1 1.5 1.5 2.5 2.5 3.5 3.5 6 6.5
PLAQUE NO. ‘F’
AVERAGE DEPTH (Pt,um)
MICRONS 10 25 40 50 75 110 75 75 50 90 150 60 50 60 60 70 50
THEORETOCAL MININUM
DRAFT ANGLE 1 2.5 3.5 4 6 8.5 6 6 4 7.5
MICRONS 10 2.7 5.3 5 6.8 12.1 25.5 37.3 13 18 23 33 46
THEORETOCAL MININUM
DRAFT ANGLE 1° 1° 1° 1° 1° 1.5° 2.5° 3.5° 1° 1.5° 2° 2.5° 3.5°
PATTERN NUMBER
PLAQUE NO.
补充纹路信息
AVERAGE DEPTH (Pt,um)
MICRONS 10 2.7 5.3 5 6.8 12.1 25.5 37.3 36.8 8.9 16
18.3 23.6 24.6 45.5 70.9 78.7
THEORETOCAL MININUM
DRAFT ANGLE 1° 1° 1° 1° 1° 1.5° 2.5° 3.5° 3.5° 1° 1.5° 1.5° 2.5° 2.5° 3.5° 6° 6.5°
PLAQUE NO. ‘T’
(完整版)咬花标准

(完整版)咬花标准蚀纹标准一.Mold-T echMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.00152.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°M T-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320 HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600 HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。