本田铸造公差标准(JIS B 0403)
4.铸件公差与加工余量

国际标准二版ISO8026 第铸件------ 尺差公差和加工留余量1.范围此国际标准系统地规定了铸件尺寸公差等级和加工余量要求。
它适用于不同铸造工艺的金属及合金件尺寸[同时请参见介绍g]和第5款]此国际标准适用于图纸上提到的基本公差及/或要求的加工余量,同时也适用于特定尺寸的旁标注的个别公差及/或要求的加工余量(见第11款)。
当铸造厂提供模具或冲模工具,或接受证明责任时,该系统实施。
2.参考标准通过本标准的引用,下述标准构成其条款。
在出版期间,提到的版本有效。
标准都是有可能要进行修订的,建议接受本标准的各方使用下列标准的最新版本。
IEC和ISO的成员拥有当前有效的国际标准。
ISO286-1:1998,ISO体系极限与适用---第一部分:公差与适用基础ISO1302:1992,技术图纸---表面结构标注方法.3.定义就本标准,采用下述定义:3.3 要求的加工余量,RMA:对于未加工铸件,产品余量允许铸件表面后续加工影响的去除,达到希望的表面构成和必要尺寸精确度。
对柱形或双面加工,RMA要考虑两次(见图5和6)3.4 移位:由于多个型板要素的失误,会造成铸件表面的相对移位。
(见图3)图3:最大的移位3.5 斜度角(锥角):成形因素(例如:在包围面上)额外的倾斜,对于把铸件从铸模和压模,或模具从砂型,或永久模具上的零件间相互挪动都是很有必要。
4 标尺寸除了给壁厚标尺寸(它可能存在两种尺寸),需要避免连续的尺寸。
5 公差等级铸件公差等级分16级,从CT1到CT16(见图表1)对基本公差不适用的尺寸,应该被归类为个别公差。
对为获得永久金属模(高压与低压),压模铸件和熔模铸件等特殊的操作,其它更精确的公差标准,比如国标,可以采用.6 移位除非另有说明,移位必须控制在如表1(见图3)的公差范围之内。
当需要进一步限制移位值时,最大值应该在图纸上标出。
(见11.1)7 壁厚除非另有说明,壁厚公差等级从CT1到CT15应该比其他尺寸的基本公差松一级,例如:如果图纸上的基本公差为CT10,那么壁厚公差可为CT11。
灰铁、球铁砂型铸件尺寸公差及表面质量
灰铁、球铁砂型铸件尺寸公差及表面质量1.0范围本标准规定了基本的表面质量要求,蓝图未注的基本的铸件公差及为库伯工业供应的灰铁及球铁砂型铸件的精加工余量。
2.0铸件表面质量2.1外观应抛光,无灰尘残留,零件号、炉号及铸造标识易辨认。
2.2结块或胀砂应在下述规定范围内:最大铸件尺寸最大结块或胀砂最大影响区域0”至5”+ 1/32” 3 平方英寸5”至10”+ 1/16” 4 平方英寸10”至18”+ 3/32”8 平方英寸18”以上+ 1/8”10 平方英寸若可行,大于以上公差的受影响区域可由铸造厂去除。
(蓝图规定的公差为验收的最终决定因素。
)2.3表面缩孔应清理干净无异物,不能有油灰或其它填充物。
缺陷深度不能超过壁厚的25%,最大不超过3/8英寸。
如果缺陷直径很小,深度不大(深度陡降面),库伯质控人员可要求对其进行打磨圆滑过渡。
缺陷的数量及尺寸在很大程度上影响了铸件质量。
缺陷数量和尺寸应控制在最小可接受的水平,具体可由库伯质量控制人员和供应商一起协商。
协商应基于一下几方面:缺陷位置,铸件的关键性,最终客户对此缺陷可见度的要求。
2.4在保留规定壁厚的前提下去除浇道,冒口及披缝。
去除浇冒口后的表面应与周围铸态表面情况相当。
铸件表面及轮廓应满足下列要求:最大铸件尺寸公差0”至10”± 0.030”10” 至20” -- 0.030” + 0.060” 20” 至 50” -- 0.060” + 0.090”50” 以上 -- 0.060” + 0.120”2.5 在得到库伯高级质量控制的书面授权之后方可进行焊补。
需提交对于焊修区域的详细描述,包括建议的焊修工艺方可得到书面授权。
3.0 精加工余量:3.1 如果铸件尺寸未包含加工余量,蓝图中用f 或√标注的需进行加工。
平面,曲面或 圆弧面的加工余量如下:3.1.1 加工面加工余量:3.1.2 内径加工余量直径 0” 至 1” 1” 至 5” 每侧0.100 5” 至 12” 每侧0.187 12” 至20” 每侧0.250 20” 以上 每侧0.375注:制作模具时应使铸件尺寸尽量达到上述精度要求。
精密压铸件公差

精密压铸件的尺寸分类及公差选择我要打印IE收藏放入公文包我要留言查看留言文章来源:中国压铸网添加人:admin添加时间:2007-9-10 10:05:291. 影响压铸件尺寸精度的主要因素(1)压铸件的空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
(8)压铸机合模系统的结构精度和刚性。
2. 精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
图1 分型面及活动成型对压铸精度的关系示例①一同一半模固定部分的尺寸②一受分型面影响的尺寸③一受活动成型影响的尺寸一般尺寸即是未注公差尺寸。
严格尺寸要求在模具结构上消除分型面及活动成型的影响。
高精度尺寸是特殊铸件上的个别尺寸。
这类尺寸不仅要求模具上消除分型面、活动成型及收缩率选用误差等的影响,而且在模具维修、压铸工艺及尺寸检测等方面严格控制。
3. 分型面、活动成型及脱模斜度受分型面及活动成型影响的尺寸不宜按高精度尺寸和严格尺寸进行要求。
确属必须时应参考表8~表15内Ⅰ级精度中A类关系与B类关系的差值补加公差增量。
图1为分型面及活动成型对铝合金压铸精度的关系示例。
4. 推荐压铸尺寸公差表的选用说明(1)压铸件的轮廓性尺寸大小以空间对角线来表示。
空间对角线取自外切铸件最大外廓的四方体见图2,其值按公式(1)求得,一律取整数。
式中L—空间对角线(mm);α—长度(mm);b—宽度(mm);c—高度(mm);图2 空间对角线(2)分型面、活动成型部对尺寸影响的关系;无影响的为A类;有影响的为B类。
铸造公差

≤公差公差带公差公差带To Tolerance Field Tolerance Field6±0.100.2±0.080.1610±0.120.24±0.100.214±0.150.3±0.120.2418±0.200.4±0.140.2824±0.250.5±0.170.3430±0.300.6±0.200.440±0.370.74±0.250.550±0.440.88±0.300.665±0.52 1.04±0.380.7680±0.60 1.2±0.460.92100±0.68 1.38±0.53 1.06120±0.76 1.52±0.60 1.2140±0.84 1.68±0.65 1.3160±0.92 1.84±0.72 1.44180±1.02 2.04±0.80 1.6200±1.12 2.24±0.88 1.76225±1.28 2.56±0.95 1.9250±1.44 2.88±1.05 2.1280±1.64 3.28±1.15 2.3315±1.84 3.68±1.25 2.5355±2.10 4.2±1.40 2.6400±2.40 4.8±1.60 3.2 D1:为通常使用的一般尺寸公差 D1:General dimension tolerances D2:适用于有公差要求的重要尺寸 D2:Applicable to important dimen D3:需要采取矫正等特殊措施才能达到,限于少数有 D3:Premium toler 角度公差:±0.5o~±1o Angle Tolerance:±0.5o to ±1o 直线度:每25mm误差0。
铸造标准

客户可参照本公司以下技术保证内容及标准,设计精密铸造产品。
● 公差(单位:mm)◇推荐形位公差名义尺寸--10 10-- 30 30 -- 100 100 -- 300 300 -- 1000一般精度0.12 0.18 0.27 0.40 0.60 直线度高精度0.08 0.12 0.18 0.27 0.40一般精度0.18 0.27 0.40 0.60 0.90 圆度高精度0.12 0.18 0.27 0.40 0.60一般精度0.18 0.27 0.40 0.60 0.90 平行度、垂直度、对称度高精度0.12 0.18 0.27 0.40 0.60一般精度0.18 0.27 0.40 0.60 0.90 同轴度高精度0.12 0.18 0.27 0.40 0.60◇推荐尺寸公差﹕名义尺寸公差(一般精度) 公差(高精度)小于3 ±0.200 ±0.1003------6 ±0.240 ±0.1206------10 ±0.260 ±0.13010------16 ±0.270 ±0.14016------25 ±0.290 ±0.15025------40 ±0.320 ±0.16040------63 ±0.350 ±0.18063------100 ±0.390 ±0.200100------160 ±0.440 ±0.220160------250 ±0.500 ±0.250250------400 ±0.550 ±0.280400------630 ±0.600 ±0.320630------1000 ±0.700 ±0.350◇角度公差﹕≤±0.5°● 最小铸造孔径D ≥ Φ2通孔D >Φ7, 长度L = 3D; 通孔 D <Φ7, 长度L = 2D盲孔 D >Φ7, 深度L = 2D; 盲孔 D <Φ7, 深度L = D● 铸造圆角外圆角R ≥ 0.3 内圆角R ≥ 0.5● 最小壁厚一般1.0 mm, 部分可达0.6 mm● 表面粗糙度有色金属: 1.6 μm ~3.2 μm黑色金属: 3.2 μm ~6.3 μm● 铸件外廓尺寸及重量﹕◇外廓一般不超过1400×600×600mm, 重量不超过40kg● 材质选择﹕◇可提供的铸件材料包括﹕铝合金(含铝镁合金、铝锂合金)、铜合金(含铍青铜合金)、不锈钢(含沉淀硬化不锈钢)及镍基合金、钴基合金、铁基合金等。
铸造公差等级
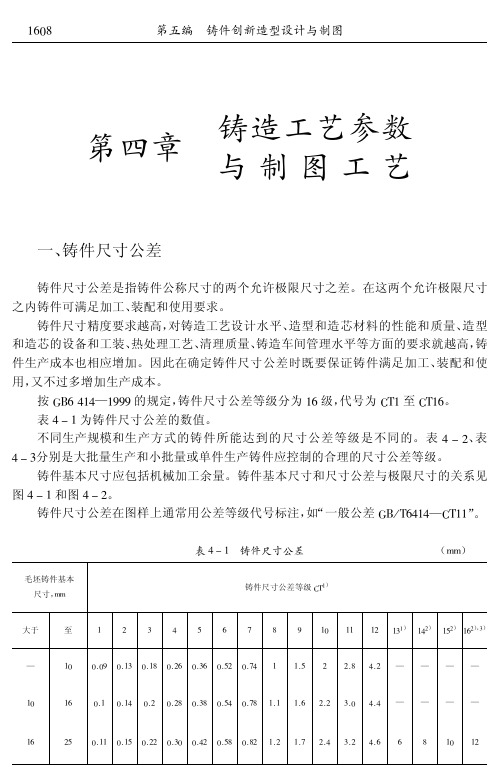
!"#$%&’() *+,&’一、铸件尺寸公差铸件尺寸公差是指铸件公称尺寸的两个允许极限尺寸之差。
在这两个允许极限尺寸之内铸件可满足加工、装配和使用要求。
铸件尺寸精度要求越高,对铸造工艺设计水平、造型和造芯材料的性能和质量、造型和造芯的设备和工装、热处理工艺、清理质量、铸造车间管理水平等方面的要求就越高,铸件生产成本也相应增加。
因此在确定铸件尺寸公差时既要保证铸件满足加工、装配和使用,又不过多增加生产成本。
按!"#$%$—%&&&的规定,铸件尺寸公差等级分为%#级,代号为’(%至’(%#。
表$)%为铸件尺寸公差的数值。
不同生产规模和生产方式的铸件所能达到的尺寸公差等级是不同的。
表$)*、表$)+分别是大批量生产和小批量或单件生产铸件应控制的合理的尺寸公差等级。
铸件基本尺寸应包括机械加工余量。
铸件基本尺寸和尺寸公差与极限尺寸的关系见图$)%和图$)*。
铸件尺寸公差在图样上通常用公差等级代号标注,如“一般公差!",(#$%$—’(%%”。
-$)%$./012(--)毛坯铸件基本尺寸,--铸件尺寸公差等级’(%)大于至%*+$.#/0&%1%%%*%+%)%$*)%.*)%#*),+)—%1121&12%+12%012*#12+#12.*12/$%%2.**20$2*————%1%#12%12%$12*12*012+012.$12/0%2%%2#*2*+21$2$————%#*.12%%12%.12**12+112$*12.0120*%2*%2/*2$+2*$2##0%1%* 01#%!"#$%&’()*+,-.!"毛坯铸件基本尺寸,!!铸件尺寸公差等级"#$)大于至$%&’()*+,$-$$$%$&$)$’%)$(%)$)%),&)%(’--.$%-.$*-.%’-.&%-.’)-.)’-.,$.&$.+%.)&.)(*,$$$’’-)&-.$&-.$+-.%)-.&)-.(--.*-$$.’%%.+’(.)+$-$%$))&$---.$’-.%--.%+-.’--.()-.*+$.$$.)%.%&.%’.’),$$$’$+$--$)--.$(-.%%-.&--.’’-.)%-.++$.%$.+%.(&.)(*$-$%$)%-$)-%(-—-.%’-.&’-.(--.*%$$.’%%.+’(.)+$$$’$+%%%(-’--——-.’--.()-.*+$.$$.)%.%&.%’.’).%,$%$)%-%(’--)&-———-.)’-.,$.%$.+%.)&.)(*$-$’$+%%%+)&-$---———-.*%$$.’%%.+’)+$$$)%-%(&%$---$)--———-.+-$.$$.)%.%&.%’.)*,$&$+%&%,&*$)--%(--——————%.)&.+(.’+$-$(%$%)&&’%%(--’---———————’.’).%,$%$*%’&-’&’,’---)&--————————*$-$’%-%+&(’’())&--$----—————————$$$)%&&%’-(-)’$)在等级"#/0"#$(中对壁厚采用粗一级公差。
日本工业标准JIS H5302 2006

日本工业标准JIS H53022006导读:就爱阅读网友为您分享以下“日本工业标准JIS H5302 2006”资讯,希望对您有所帮助,感谢您对92to 的支持!日本工业标准铝合金压铸件JIS H 5302:2006(JDCA/JSA)2006年7月20日修改日本工业标准审查委员会审查(日本标准协会发行)JIS H 5302:2006日本工业标准审查委员会标准部门会议有色金属技术专业委员会组成表。
姓名所属单位(委员会委员长)神尾彰彦东京工业大学名誉教授(委员)岩板光富日本矿业协会碓井荣喜社团法人轻金属协会(神户制钢所股份)木股隆三比斯卡斯股份小出正登日本铜棒、板、管、线材协会(三菱材料股份)近藤良太郎社团法人日本电机工业协会齊藤铁哉独立行政法人物质材料研究所佐藤正晴神户制钢所股份下村孝社团法人日本铁道车辆工业协会中村守独立行政法人产业技术综合研究所西村尚东京都立大学名誉教授马场孝三住友金属矿山股份林央社团法人日本铝协会(独立行政法人物理化学研究所)矢荻强志财团法人日本船舶技术研究协会主管大臣:经济产业大臣制订:1958年12月12日修改:2006年7月20日官方公示:2006年7月20日原案编写者:日本压铸协会(社团法人)(〒105-0011东京都港区芝公园台东3-5-8机械振兴会会馆,:03-3434-1885)财团法人日本标准协会(〒107-8440东京都港区赤坂4-1-24,:03-5770-1571)审议部门会议:日本工业标准审查委员会,标准部门会议(部门会议长二瓶好正)审查专业委员会:有色金属技术专业委员会(委员会委员长神尾彰彦)对于本标准的意见或者疑问,请向原案编写者或者经济产业部产业技术环境局标准认证单元产业基础标准化推进室(〒100-8901东京都千代田区霞贺关1-3-1)联系。
再有,根据工业标准化法第15条的规定,日本工业标准至少须经过5年时间,才能交与日本工业标准审查委员会审议,并且,一经审议就会被迅速确认、修改或者废止。
铸造公差
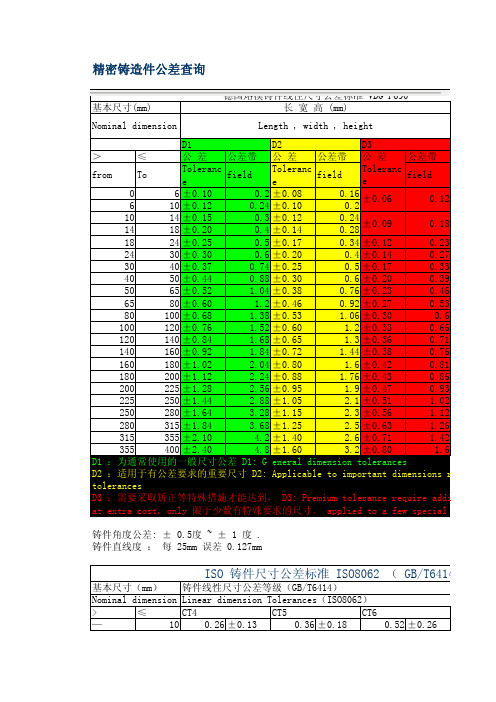
>≤公 差公差带公 差公差带公差带from To Toleranc e field Tolerancefield field06±0.100.2±0.080.16610±0.120.24±0.100.21014±0.150.3±0.120.241418±0.200.4±0.140.281824±0.250.5±0.170.34±0.120.232430±0.300.6±0.200.4±0.140.273040±0.370.74±0.250.5±0.170.334050±0.440.88±0.300.6±0.200.395065±0.52 1.04±0.380.76±0.230.466580±0.60 1.2±0.460.92±0.270.5380100±0.68 1.38±0.53 1.06±0.300.6100120±0.76 1.52±0.60 1.2±0.330.66120140±0.84 1.68±0.65 1.3±0.360.71140160±0.92 1.84±0.72 1.44±0.380.76160180±1.02 2.04±0.80 1.6±0.420.81180200±1.12 2.24±0.88 1.76±0.430.86200225±1.28 2.56±0.95 1.9±0.470.93225250±1.44 2.88±1.05 2.1±0.51 1.02250280±1.64 3.28±1.15 2.3±0.56 1.12280315±1.84 3.68±1.25 2.5±0.63 1.26315355±2.10 4.2±1.40 2.6±0.71 1.42355400±2.40 4.8±1.60 3.2±0.80 1.6> ≤—100.26±0.130.36±0.180.52±0.26精密铸造件公差查询德国熔模铸件线性尺寸公差标准 VDG P690基本尺寸(mm)长 宽 高 (mm)Nominal dimensionLength , width , heightD1D2D3公 差Toleranc e ±0.060.12±0.090.18D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerancesD2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions r tolerancesISO 铸件尺寸公差标准 ISO8062 ( GB/T6414基本尺寸(mm)铸件线性尺寸公差等级(GB/T6414)铸件角度公差: ± 0.5度 ~ ± 1 度 .铸件直线度 : 每 25mm 误差 0.127mmNominal dimension Linear dimension Tolerances(ISO8062)CT4CT5CT6D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require addi at extra cost, only 限于少数有特殊要求的尺寸。
本田系列产品材料和公差说明

本田系列公差标准更新说明
D0005-08(压铸新版本)和D0001-08 (加工新版本)----压铸
从东本2GA开始,以后的本田产品,图纸中未指明的公差,都用这个标准,要注意的是,新标准的公差,孔和轴的公差都是正负的形式,但加工却保 持了原来的形式,即孔是正公差,轴是负公差,所以,压铸毛坯设计时要特别考虑到加工的公差。
旧版本的压铸和加工公差,都是孔是正公差,轴是负公差的形式
湛江德利化油器有限公司—工艺科
本田系列公差标准更新说明
D0021-99(用于指定型公差) ----压铸
对于指定型的公差,除非图纸中特别指出要用这个 公
差,否则都不用。如东本2GA压缩机支架指定压铸 件
用这个公差。
湛江德利化油器ቤተ መጻሕፍቲ ባይዱ限公司—工艺科
湛江德利化油器有限公司—工艺科
本田系列公差标准更新说明
D0005-08(压铸新版本)和D0001-08 (加工新版本)----加工
注意:新的加工公差还是和旧的一样,孔是 正公差,轴是负公差的形式,但注意,压铸 新的公差孔和轴都是正负的形式!切记!
湛江德利化油器有限公司—工艺科
本田系列公差标准更新说明
这个公差是旧版本的,对于图纸没指定的都用这个公差,如03M,08M和武本系列等
湛江德利化油器有限公司—工艺科
本田系列公差标准更新说明
D0005-99(压铸旧版本)和D0001-99(加工旧版本)----加工
湛江德利化油器有限公司—工艺科
本田系列公差标准更新说明
D0005-99(压铸旧版本)和D0001-99(加工旧版本)----压铸与加工对比
D0005-08(压铸新版本)和D0001-08 (加工新版本)----压铸与加工的区别
JIS-H5302-2006铝合金压铸件(中文)

日本铝铸件牌号标准JIS——H5302——2006前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
铸件 尺寸公差、几何公差与机械加工余量-最新国标

铸件尺寸公差、几何公差与机械加工余量1 范围本文件规定了铸件的起模斜度、铸件的尺寸公差等级、铸件的几何公差等级、铸件的错箱量、铸件的机械加工余量、尺寸公差和几何公差在图样上的标注方法和铸件的拒收。
本文件适用于各种铸造工艺生产的铸件,以及铸造工艺设计、模具等工艺装备的设计和制造。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1182 产品几何技术规范(GPS)几何公差形状、方向、位置和跳动公差标注(GB/T 1182—2018,ISO 1102:2017,MOD)GB/T 4458.5 机械制图尺寸公差与配合注法GB/T 5611 铸造术语GB/T 17851 产品几何技术规范(GPS)几何公差基准和基准体系(GB/T 17851—2022,ISO 5459:2011,MOD)JB/T 2435 铸造工艺符号表示方法3 术语和定义GB/T 5611界定的以及下列术语和定义适用于本文件。
3.1起模斜度 draft为使型、芯模样易于从铸型中或芯盒中取出,而在模样或芯盒壁上平行于起模方向预留的斜度。
3.2外起模斜度 external draft模样外表面上平行于起模方向的斜度。
3.3内起模斜度 internal draft零件内表面上平行于起模方向的斜度。
注:图1为内、外起模斜度示意图。
标引符号说明:L1——外起模高度;L2——内起模高度;αe——外起模斜度;αi——内起模斜度。
图1 内、外起模斜度3.4铸件公称尺寸 nominal dimension of casting铸件机械加工前的毛坯设计尺寸,包括机械加工余量。
3.5铸件尺寸公差 dimensional casting tolerance铸件尺寸的允许变动量。
铸件尺寸公差等于铸件的最大极限尺寸与最小极限尺寸之差的绝对值;也等于上偏差与下偏差之和的绝对值。
JISB0403(95)铸造件的尺寸公差的制定和加工余量的选取-中文

工具书JIS ○3非铁P1055页~1067页铸造件的尺寸公差的制定和加工余量的选取Castings-System of dimensional tolerances and machining allowances日本工业标准的制定—前言本标准由两大部分构成。
一部分是对1994年的第2版发行的ISO 8062(Castings —System of dimensional tolerances and machining allowances )进行了编译整理的、这其中的技术内容及标准票据格式没有变更;另一部分是以前在铸造材料类别中规定且被使用的、也在日本工业标准规定中关于几种铸造件的普通公差选取、并结合日本的国内实际情况进行了变更后整理成的、由附录文件1~4的内容等构成的日本工业标准。
另外文字两边有侧划线的部分,代表的是已经变更的原国际标准或是在原国际标准中没有的部分项目。
序文 本标准涉及到金属及其合金铸造件的尺寸公差的制定选取和加工余量的选取。
铸造件选用的尺寸公差可以根据铸造方法进行选择。
但要遵循设计原则和铸造前的最终决定要由用户和铸造厂家按照以下事项进行协商。
a ) 铸造件的设计原则和使用要求的尺寸精度。
b ) 机械加工过程有何要求事项。
c ) 铸造方法。
d ) 铸造的数量。
e ) 所必需的铸造设备。
f ) 有何特殊的要求事项。
比如datum target 方式就是要对每个尺寸公差、几何公差、填角半径公差、加工余量都要进行指示标注。
参考 datum 和datum target 方式请参考 JIS B 0022(几何公差的datum )。
g ) 如有其它标准适合铸造件的制造加工。
另外,铸造件的尺寸精度与各种制造因素相关联、各类铸造方法形成的金属铸造公差等级按照附录文件A 所示,有如下2种情况。
a ) 长期且大量制造的情况下,由铸造设备的研发、调整以及设备的保养、检修可以决定采用较小的尺寸公差。
铸件公差等级
铸件标准公差等级简介
2014-05-15
1. Om.铸件标准尺寸公差等级简介
铸件尺寸公差的代号为CT,公差等级分为16级,壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
2. 铸件标准尺寸公差等级表
各级公差基于不同基本尺寸段的数值具体见下表:
1. 3. 铸件标准公差等级与铸造工艺
铸件的标准公差等级与铸造工艺之间具有一定的相应关系,在实际生产过程中需要考虑不同的铸造工艺能够达到的铸件公差等级。
下表为大批量生产铸件的铸造工艺与公差等级之间的关系:
下表为小批量生产铸件的铸造工艺与公差等级之间的关系:
通常机座、端盖、轴承内外盖均为灰铸铁铸件,当采用砂型手工造型时,机座、端盖、轴承内外盖的配合面的铸造公差等级为CT10级,其他部位的尺寸公差等级为CT11级,工具件的尺寸公差等级为CT12级。
4. 铸件标准尺寸公差等级表的应用
在利用TruePlanning软件制造复杂度计算器时,如果涉及到铸造件的估算,可以根据铸件材料、铸件尺寸以及选用的铸造工艺类型,结合铸件尺寸公差等级表,初步判定铸件的精度值。
例如:小批量铸造基本尺寸为1200mm的铸钢零件,采用的工艺为手工砂型铸造(粘土砂),根据上表可知铸造零件的公差等级为CT13~CT15,此时根据铸件标准尺寸公差等级表可知最终零件的精度为18mm~29mm。
铸件重量公差定义

铸件重量公差定义《【铸件重量公差定义】》开场白嘿,朋友!你知道吗?在我们生活中,有很多东西都是铸件做的呢,像家里的铁锅呀,汽车上的一些零部件之类的。
你有没有想过,这些铸件的重量其实不是完全一模一样的,是存在一定的重量公差的。
今天呀,咱们就来好好聊聊这个铸件重量公差到底是个啥。
什么是铸件重量公差?简单来说呢,铸件重量公差就是铸件实际重量和它设计规定重量之间允许存在的差异范围。
就好比你去买水果,老板说这一袋水果大概是5斤,但实际上可能会多一点或者少一点,这个多或者少的范围就有点像铸件的重量公差。
比如说做一个小的金属摆件铸件,设计重量是1千克,但是由于各种因素影响,实际做出来的重量可能是0.98千克或者1.02千克,只要在这个允许的公差范围内,那就是合格的。
这里有个常见的误区,有人可能会觉得铸件重量公差是个很随意的东西,其实不是的。
它是经过严格计算和考量的,要考虑到铸件的用途、生产工艺等多方面因素。
关键点解析核心特征或要素第一个要素是设计重量。
这就好比是一个标准,是根据铸件的功能、大小等预先确定好的。
就像盖房子要先有个设计图一样,铸件在制作之前也有个设计重量。
比如说要做一个发动机的缸体铸件,工程师根据发动机整体的性能要求、结构等,确定这个缸体的设计重量为10千克。
第二个要素是制造工艺的影响。
不同的制造工艺会对铸件重量产生不同的影响。
例如砂型铸造,砂型的紧实度、浇注时金属液的流动性等都会影响最终铸件的重量。
就像你用不同的模具做蛋糕,即使配方一样,做出来的蛋糕重量可能也会有点差别。
第三个要素是材料的特性。
不同的材料密度不一样,在铸造过程中收缩率也不同。
就像木头和铁块,同样大小的形状,重量肯定不一样。
如果是铸造铝制的铸件和铁制的铸件,即使其他条件相同,因为铝的密度比铁小,而且它们的收缩等特性不同,最终重量公差也会有所区别。
容易混淆的概念容易和铸件尺寸公差混淆。
铸件尺寸公差是指铸件尺寸的允许变动范围,而重量公差是关于重量的。