CT6铸造件公差
熔模铸件尺寸公差与表面
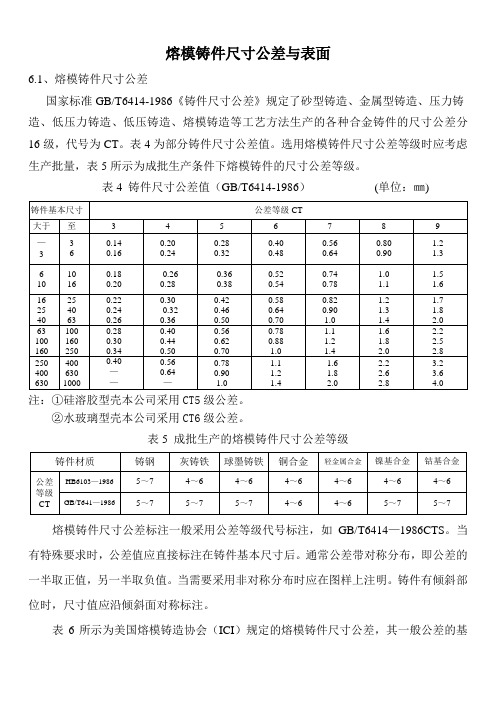
熔模铸件尺寸公差与表面6.1、熔模铸件尺寸公差国家标准GB/T6414-1986《铸件尺寸公差》规定了砂型铸造、金属型铸造、压力铸造、低压力铸造、低压铸造、熔模铸造等工艺方法生产的各种合金铸件的尺寸公差分16级,代号为CT。
表4为部分铸件尺寸公差值。
选用熔模铸件尺寸公差等级时应考虑生产批量,表5所示为成批生产条件下熔模铸件的尺寸公差等级。
表4 铸件尺寸公差值(GB/T6414-1986)(单位:㎜)注:①硅溶胶型壳本公司采用CT5级公差。
②水玻璃型壳本公司采用CT6级公差。
表5 成批生产的熔模铸件尺寸公差等级熔模铸件尺寸公差标注一般采用公差等级代号标注,如GB/T6414—1986CTS。
当有特殊要求时,公差值应直接标注在铸件基本尺寸后。
通常公差带对称分布,即公差的一半取正值,另一半取负值。
当需要采用非对称分布时应在图样上注明。
铸件有倾斜部位时,尺寸值应沿倾斜面对称标注。
表6所示为美国熔模铸造协会(ICI)规定的熔模铸件尺寸公差,其一般公差的基准是:铸件尺寸为25.4㎜时公差为±0.25㎜;铸件尺寸小于254㎜时,每增加25.4㎜,公差增加±0.076㎜;铸件尺寸大于254㎜时,每增加25.4㎜,公差增加±0.13㎜。
当采用辅助操件,如矫直和矫正时可以得到更小的尺寸公差。
表6不包含壁厚公差,壁厚最小公差值为±0.51㎜。
表7和表8所示为前苏联熔模铸件尺寸公差。
表9所示为铸造圆孔的公差。
由于铸造孔的圆度周围金属的壁厚影响较大,周围金属重量不均匀将引起铸孔不圆,孔越长、周围重量越大,影响越明显,因此铸孔直径的公差通常较大。
对于周围金属均匀内径12.7㎜以下的直孔,ICI建议用塞规检测时的孔径公差为±0.08㎜,弯孔孔径的公差值为直孔的2倍。
转接圆弧半径只能使用半径规和光学比较检测,其公差值较难控制,因此给出的公差值也较大(表10)。
6.2、熔模铸件形位公差有关熔模铸件的形位公差国内尚未制定国家标准。
铸件尺寸公差与几何公差数值表
铸件尺寸公差与几何公差数值表一、铸件尺寸公差
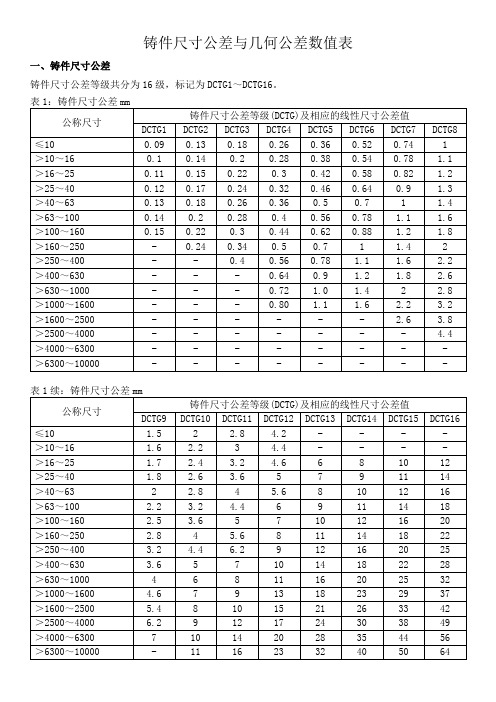
铸件尺寸公差等级共分为16级,标记为DCTG1~DCTG16。
说明:
1.在默认条件下,铸件的尺寸公差应相对于公称尺寸对称设置,即一半为正,另一半为负。
如尺寸20mm,DCTG10级的铸件尺寸公差为±1.2。
2.对于压铸件,因其特殊的技术原因,可以采用不对称的公差设置。
二、铸件几何公差
铸件几何公差等级分为7级,标记为GCTG2~GCTG8(GCTG1是为需要更高精度的几何公差值预留的等级)。
说明:
形状公差(直线度公差、平面度公差、圆度公差)和位置公差(倾斜度公差、平行度公差、垂直度公差)不适用于铸件有起模斜度的部位。
这些部位的公差需要单独标注。
中温蜡硅溶胶精密铸造ct6级有哪些要求
在进行中温蜡硅溶胶精密铸造时,要求是非常严格的,特别是在达到CT6级的标准上更是如此。
CT6级的要求包括铸件表面质量、尺寸稳定性、材料成分和机械性能等多个方面。
接下来,我将根据这些要求展开深入探讨,并撰写一篇有价值的文章供您参考。
一、铸件表面质量要求1.1 表面光洁度:在中温蜡硅溶胶精密铸造中,要求铸件表面光洁度高,能够达到一定的抛光要求。
1.2 针孔、疤痕等缺陷:CT6级要求铸件表面应没有明显的针孔、疤痕等缺陷,保证外观质量较高。
1.3 翘曲、变形:铸件在凝固后不应出现明显的翘曲、变形现象,保证表面平整度符合要求。
二、尺寸稳定性要求2.1 尺寸精度:铸件在中温蜡硅溶胶精密铸造时,尺寸稳定性要求高,尺寸精度应达到CT6级标准,能够满足精密配合要求。
2.2 温度控制:在整个铸造过程中,需要严格控制温度,以保证铸件尺寸稳定性,防止出现尺寸偏差过大的情况。
三、材料成分要求3.1 原料纯度:材料成分方面要求原料纯度高,化学成分均匀且稳定,确保铸件的材料质量可靠。
3.2 合金配比:合金的配比需要严格按照设计要求进行,确保铸件达到CT6级的机械性能和化学性能。
四、机械性能要求4.1 强度与硬度:CT6级要求中,铸件的强度和硬度需要达到一定的标准,以保证铸件在使用过程中不会出现弯曲、折断等情况。
4.2 韧性:铸件的韧性也是需要考虑的因素,保证其在承受外力冲击时不易发生破裂。
总结回顾:中温蜡硅溶胶精密铸造CT6级的要求包括铸件表面质量、尺寸稳定性、材料成分和机械性能等多个方面。
在进行铸造时,需要严格控制每一个环节,以确保铸件能够符合CT6级的标准。
铸件的表面要求光洁度高,无明显缺陷,尺寸稳定且精度高,材料成分需要纯度高、稳定,并且机械性能需要符合一定的强度、硬度和韧性要求。
个人观点和理解:中温蜡硅溶胶精密铸造CT6级的要求是非常严格的,这需要铸造厂在生产过程中严格贯彻执行,确保铸件达到标准要求。
对于铸造厂来说,需要具备先进的设备和技术,严格的质量管理体系,并且具备丰富的经验和技能,才能够满足CT6级的要求。
熔模铸造ct公差等级

熔模铸造ct公差等级嘿,朋友们!今天咱就来好好聊聊“熔模铸造 CT 公差等级”这个事儿。
熔模铸造啊,那可是个相当精细的活儿呢!这 CT 公差等级就像是给它设定的一个精准标准。
就好比你要去参加一场比赛,规则就是那个判定你表现好坏的关键呀!咱先说说这公差等级是啥意思。
简单来讲,就是规定了铸件在尺寸、形状等方面允许的偏差范围。
那为啥要有这个呢?你想想看,如果没有一个明确的标准,那做出来的东西不就五花八门,质量参差不齐啦!比如说,咱就拿一个汽车零部件来举例。
如果公差等级要求不严格,那可能这个零部件装到车上就不合适,要么松松垮垮,要么太紧装不上去,这可就麻烦大了呀!而熔模铸造的 CT 公差等级呢,通常是根据具体的产品要求和使用场景来确定的。
这可不是随便拍拍脑袋就能定的哦!不同的行业、不同的产品,对公差等级的要求那可是差别很大的。
像在一些高精度的机械制造领域,那对公差等级的要求简直可以用“苛刻”来形容。
一点点的偏差都可能导致整个机器出问题。
但在一些普通的民用产品中,可能要求就没那么高啦。
咱再打个比方,就好像盖房子。
你盖个普通的民房和盖个摩天大楼,那对建筑质量的要求能一样吗?肯定不一样呀!在实际生产中,要达到合适的 CT 公差等级,那可得下一番功夫呢!从模具的设计、制造,到铸造工艺的控制,每一个环节都不能马虎。
我记得有一次去一个工厂参观,他们就是在熔模铸造这一块出了问题。
因为对公差等级没控制好,结果一大批产品都不合格,那损失可大了去了!这就像是一场比赛,你没遵守规则,那就只能被淘汰出局啦!所以啊,大家可千万别小瞧了这熔模铸造 CT 公差等级。
它就像是一个隐形的卫士,默默守护着产品的质量和性能。
总之呢,熔模铸造 CT 公差等级可不是个小事情,它关系到产品的质量、性能甚至是整个工程的成败。
大家在实际操作中一定要认真对待,严格按照要求来执行。
这样才能造出高质量的铸件,让我们的工业发展更上一层楼呀!你们说是不是这个理儿?。
CT6铸造件公差

2.3 ±0.56 2.5 ±0.63
1.12 1.26
±2.20
±1.25
315
355 ±2.10
355
400 ±2.40
4.2 ±1.40 4.8 ±1.60
2.6 ±0.71 3.2 ±0.80
1.42 1.6
±2.60
±1.60
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
0.46 ±0.23
0.64 ±0.32
0.9 ±0.45
40
63 0.36 ±0.18
0.5 ±0.25
0.7 ±0.35
1 ±0.50
63
100
0.4 ±0.20
0.56 ±0.28
0.78 ±0.39
1.1 ±0.55
100
160 0.44 ±0.22
0.62 ±0.31
0.88 ±0.44
1.2 ±0.60
铸件角度公差: ± 0.5度 ~ ± 1 度 . 铸件直线度 : 每 25mm 误差 0.127mm
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm) 铸件线性尺寸公差等级(GB/T6414)
Nominal dimension Linear dimension Tolerances(ISO8062)
D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close
tolerances
D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require additional
铝合金压铸件的标准
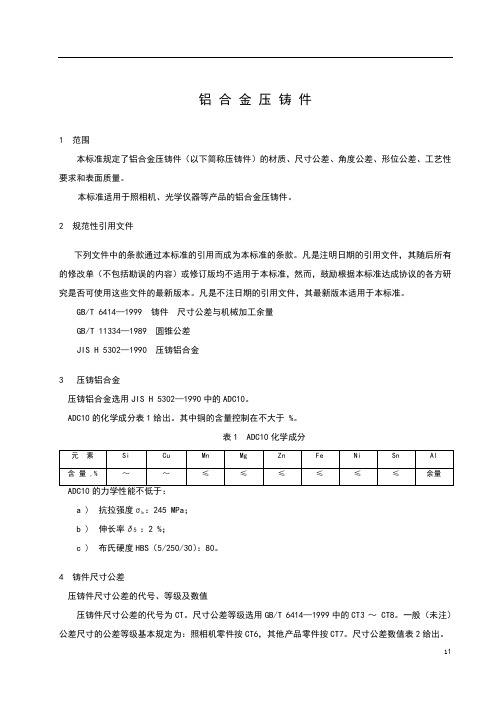
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于 %。
表1 ADC10化学成分a ) 抗拉强度σb :245 MPa;b ) 伸长率δ5 :2 %;c ) 布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T 6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
表2 压铸件尺寸公差数值单位为毫米受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
铸造公差等级
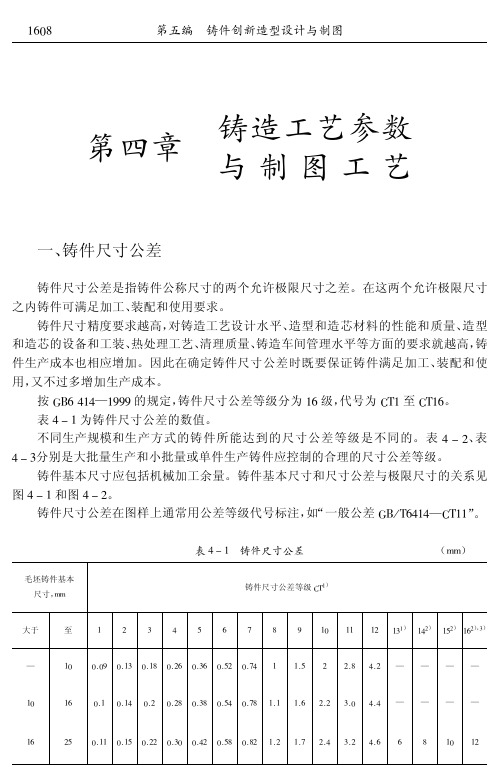
!"#$%&’() *+,&’一、铸件尺寸公差铸件尺寸公差是指铸件公称尺寸的两个允许极限尺寸之差。
在这两个允许极限尺寸之内铸件可满足加工、装配和使用要求。
铸件尺寸精度要求越高,对铸造工艺设计水平、造型和造芯材料的性能和质量、造型和造芯的设备和工装、热处理工艺、清理质量、铸造车间管理水平等方面的要求就越高,铸件生产成本也相应增加。
因此在确定铸件尺寸公差时既要保证铸件满足加工、装配和使用,又不过多增加生产成本。
按!"#$%$—%&&&的规定,铸件尺寸公差等级分为%#级,代号为’(%至’(%#。
表$)%为铸件尺寸公差的数值。
不同生产规模和生产方式的铸件所能达到的尺寸公差等级是不同的。
表$)*、表$)+分别是大批量生产和小批量或单件生产铸件应控制的合理的尺寸公差等级。
铸件基本尺寸应包括机械加工余量。
铸件基本尺寸和尺寸公差与极限尺寸的关系见图$)%和图$)*。
铸件尺寸公差在图样上通常用公差等级代号标注,如“一般公差!",(#$%$—’(%%”。
-$)%$./012(--)毛坯铸件基本尺寸,--铸件尺寸公差等级’(%)大于至%*+$.#/0&%1%%%*%+%)%$*)%.*)%#*),+)—%1121&12%+12%012*#12+#12.*12/$%%2.**20$2*————%1%#12%12%$12*12*012+012.$12/0%2%%2#*2*+21$2$————%#*.12%%12%.12**12+112$*12.0120*%2*%2/*2$+2*$2##0%1%* 01#%!"#$%&’()*+,-.!"毛坯铸件基本尺寸,!!铸件尺寸公差等级"#$)大于至$%&’()*+,$-$$$%$&$)$’%)$(%)$)%),&)%(’--.$%-.$*-.%’-.&%-.’)-.)’-.,$.&$.+%.)&.)(*,$$$’’-)&-.$&-.$+-.%)-.&)-.(--.*-$$.’%%.+’(.)+$-$%$))&$---.$’-.%--.%+-.’--.()-.*+$.$$.)%.%&.%’.’),$$$’$+$--$)--.$(-.%%-.&--.’’-.)%-.++$.%$.+%.(&.)(*$-$%$)%-$)-%(-—-.%’-.&’-.(--.*%$$.’%%.+’(.)+$$$’$+%%%(-’--——-.’--.()-.*+$.$$.)%.%&.%’.’).%,$%$)%-%(’--)&-———-.)’-.,$.%$.+%.)&.)(*$-$’$+%%%+)&-$---———-.*%$$.’%%.+’)+$$$)%-%(&%$---$)--———-.+-$.$$.)%.%&.%’.)*,$&$+%&%,&*$)--%(--——————%.)&.+(.’+$-$(%$%)&&’%%(--’---———————’.’).%,$%$*%’&-’&’,’---)&--————————*$-$’%-%+&(’’())&--$----—————————$$$)%&&%’-(-)’$)在等级"#/0"#$(中对壁厚采用粗一级公差。
压铸件尺寸公差的标准个GB6414-86
压铸件尺寸公差的标准
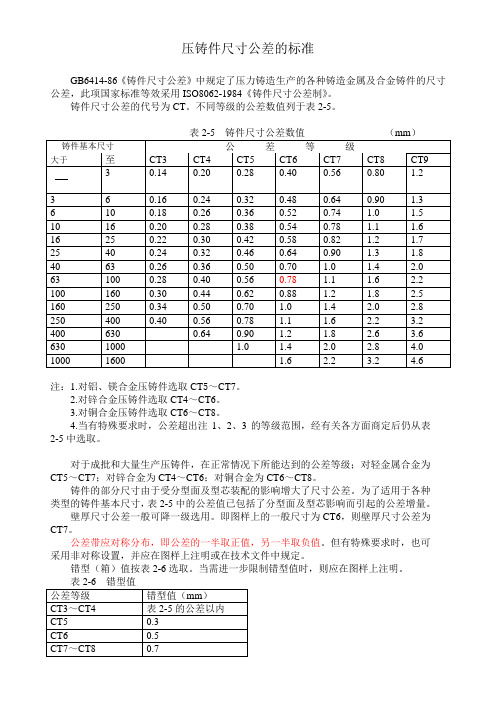
GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差,此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值列于表2-5。
注:1.对铝、镁合金压铸件选取CT5~CT7。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方面商定后仍从表
2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级;对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种
类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带应对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可
采用非对称设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
铸件公差标准
铸件公差标准铸件是机械制造中常见的零部件,其质量直接影响到整个机械设备的性能和稳定性。
而铸件的公差标准则是评定铸件质量优劣的重要指标之一。
本文将就铸件公差标准进行详细介绍,以便读者对铸件质量有更深入的了解。
首先,铸件公差标准是指在铸造过程中,铸件与设计尺寸之间允许的偏差范围。
在实际生产中,由于铸造工艺的限制以及原材料的特性,铸件很难完全符合设计要求的尺寸,因此需要确定合理的公差范围。
这个范围既不能过大影响使用,也不能过小增加生产成本,因此对于不同的铸件,其公差标准也会有所不同。
其次,铸件公差标准的确定需要考虑到铸造工艺的特点。
铸造是将液态金属倒入模具中,经过冷却凝固后形成铸件的工艺过程。
在这个过程中,由于金属的收缩和凝固过程中的变形等因素,铸件的尺寸会产生变化。
因此,需要根据具体的铸造工艺确定合理的公差标准,以保证铸件的质量。
另外,铸件公差标准还需要考虑到铸件的用途和要求。
不同的机械设备对铸件的精度要求不同,一些要求精度较高的设备可能需要更严格的公差标准,而一些一般设备则可以适当放宽公差要求。
因此,在确定铸件公差标准时,需要充分考虑到铸件的具体用途和要求,以满足实际的生产需求。
最后,铸件公差标准的执行需要严格控制。
在铸造过程中,需要通过严格的工艺控制和质量检测来保证铸件的尺寸精度和公差范围符合标准要求。
只有这样,才能生产出质量稳定、性能优良的铸件产品,为机械设备的正常运行提供保障。
总之,铸件公差标准是铸件质量控制的重要指标,合理确定和严格执行铸件公差标准对于保证铸件质量具有重要意义。
希望本文对读者对铸件公差标准有所帮助,也希望读者在实际生产中能够根据具体情况合理确定铸件公差标准,提高铸件质量,确保机械设备的正常运行。
常用铸造一般公差

9
1.2
1.3
1.5
1.60 1.70 1.80 2.00 2.20 2.50
1.00 1.10 1.20 1.40
1.40 1.60 1.80 2.00
2.00 2.20 2.60 2.80
2.80 3.20 3.60 4.00
弧的尺寸公差
≥10-16 1.00 1.60
≥16-25 1.20 1.70
2 0.08 0.12 0.18 0.27 0.40 0.12 0.18 0.27 0.40 0.60 0.18 0.27 0.40 0.60 0.90 0.27 0.40 0.60 0.90 1.40
3 0.12 0.18 0.27 0.40 0.60 0.18 0.27 0.40 0.60 0.90 0.27 0.40 0.60 0.90 1.40 0.40 0.60 0.90 1.40 2.00
增加±0.005
4-1986,等效采用ISO8062-1984) 生产中公差等级一般为4-7级
公差等级 CT
6
7
0.4
0.56
0.48
0.64
0.52
0.74
0.54
0.78
0.58
0.64 0.70 0.78
0.88
0.82
0.90 1.00 1.10
1.20
8
0.8
0.9
1
1.10 1.20 1.30 1.40 1.60 1.80
0.60
0.90
0.90
1.40
1.40
2.00
2.00
3.00
0.60
0.90
0.90
1.40
1.40
2.00
压铸件的尺寸精度

压铸件的尺寸精度2.1.1 压铸件尺寸公关的标准GB6414-86《铸件尺寸公差》中规定了压力铸造生产的各种铸造金属及合金铸件的尺寸公差。
此项国家标准等效采用ISO8062-1984《铸件尺寸公差制》。
铸件尺寸公差的代号为CT。
不同等级的公差数值死于表2-5。
2.对锌合金压铸件选取CT4~CT6。
3.对铜合金压铸件选取CT6~CT8。
4.当有特殊要求时,公差超出注1、2、3的等级范围,经有关各方商定后仍从表2-5中选取。
对于成批和大量生产压铸件,在正常情况下所能达到的公差等级:对轻金属合金为CT5~CT7;对锌合金为CT4~CT6;对铜合金为CT6~CT8。
铸件的部分尺寸由于受分型面及型芯装配的影响增大了尺寸公差。
为了适用于各种类型的铸件基本尺寸,表2-5中的公差值已包括了分型面及型芯影响而引起的公差增量。
壁厚尺寸公差一般可降一级选用。
即图样上的一般尺寸为CT6,则壁厚尺寸公差为CT7。
公差带就对称分布,即公差的一半取正值,另一半取负值。
但有特殊要求时,也可采用非对称公差设置,并应在图样上注明或在技术文件中规定。
错型(箱)值按表2-6选取。
当需进一步限制错型值时,则应在图样上注明。
2.2.2 精密压铸件的尺寸分类及公差1.影响压铸件尺寸精度的主要因素(1)压铸件空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
2.精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
铸造公差
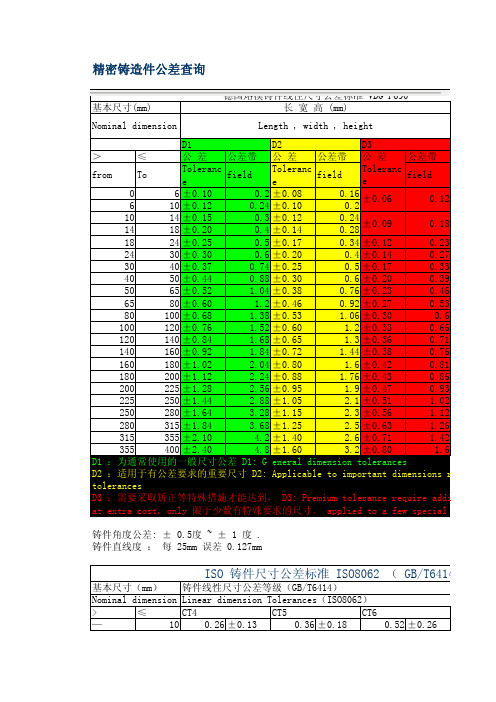
>≤公 差公差带公 差公差带公差带from To Toleranc e field Tolerancefield field06±0.100.2±0.080.16610±0.120.24±0.100.21014±0.150.3±0.120.241418±0.200.4±0.140.281824±0.250.5±0.170.34±0.120.232430±0.300.6±0.200.4±0.140.273040±0.370.74±0.250.5±0.170.334050±0.440.88±0.300.6±0.200.395065±0.52 1.04±0.380.76±0.230.466580±0.60 1.2±0.460.92±0.270.5380100±0.68 1.38±0.53 1.06±0.300.6100120±0.76 1.52±0.60 1.2±0.330.66120140±0.84 1.68±0.65 1.3±0.360.71140160±0.92 1.84±0.72 1.44±0.380.76160180±1.02 2.04±0.80 1.6±0.420.81180200±1.12 2.24±0.88 1.76±0.430.86200225±1.28 2.56±0.95 1.9±0.470.93225250±1.44 2.88±1.05 2.1±0.51 1.02250280±1.64 3.28±1.15 2.3±0.56 1.12280315±1.84 3.68±1.25 2.5±0.63 1.26315355±2.10 4.2±1.40 2.6±0.71 1.42355400±2.40 4.8±1.60 3.2±0.80 1.6> ≤—100.26±0.130.36±0.180.52±0.26精密铸造件公差查询德国熔模铸件线性尺寸公差标准 VDG P690基本尺寸(mm)长 宽 高 (mm)Nominal dimensionLength , width , heightD1D2D3公 差Toleranc e ±0.060.12±0.090.18D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerancesD2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions r tolerancesISO 铸件尺寸公差标准 ISO8062 ( GB/T6414基本尺寸(mm)铸件线性尺寸公差等级(GB/T6414)铸件角度公差: ± 0.5度 ~ ± 1 度 .铸件直线度 : 每 25mm 误差 0.127mmNominal dimension Linear dimension Tolerances(ISO8062)CT4CT5CT6D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require addi at extra cost, only 限于少数有特殊要求的尺寸。
铸造未注公差
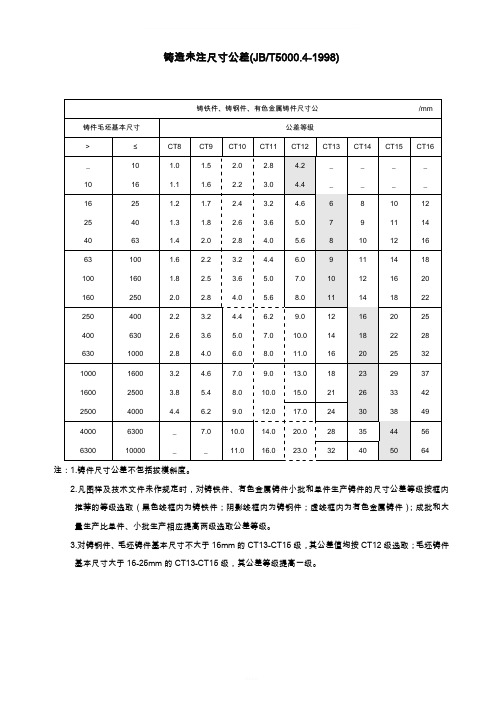
铸造未注尺寸公差(JB/T5000.4-1998)
注:1.铸件尺寸公差不包括拔模斜度。
2.凡图样及技术文件未作规定时,对铸铁件、有色金属铸件小批和单件生产铸件的尺寸公差等级按框内
推荐的等级选取(黑色线框内为铸铁件;阴影线框内为铸钢件;虚线框内为有色金属铸件);成批和大量生产比单件、小批生产相应提高两级选取公差等级。
3.对铸钢件、毛坯铸件基本尺寸不大于16mm的CT13-CT15级,其公差值均按CT12级选取;毛坯铸件
基本尺寸大于16-25mm的CT13-CT15级,其公差等级提高一级。
Welcome To Download !!!
欢迎您的下载,资料仅供参考!。
铝合金压铸件的实用标准

铝合金压铸件1 X围本标准规定了铝合金压铸件〔以下简称压铸件〕的材质、尺寸公差、角度公差、形位公差、工艺性要求和外表质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规X性引用文件如下文件中的条款通过本标准的引用而成为本标准的条款。
但凡注明日期的引用文件,其随后所有的修改单〔不包括勘误的内容〕或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
但凡不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8%。
a )抗拉强度σb :245MPa;b )伸长率δ5:2%;c )布氏硬度HBS〔5/250/30〕:80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级与数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般〔未注〕公差尺寸的公差等级根本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差如此为CT8。
当平均壁厚不大于 mm时,壁厚尺寸公差如此与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于根本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面与型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,如此应在图样上注明其允许的最大错型值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德国熔模铸件线性尺寸公差标准 VDG P690
基本尺寸(mm)
长 宽 高 (mm)
中 心 距 (mm)
Nominal dimension
Length , width , height
Centre line distances
D1
D2
D3
D1
D2
>
≤
公 差 公差带 公 差 公差带 公 差 公差带 公 差 公差带
2.3 ±0.56 2.5 ±0.63
1.12 1.26
±2.20
±1.25
315
355 ±2.10
355
400 ±2.40
4.2 ±1.40 4.8 ±1.60
2.6 ±0.71 3.2 ±0.80
1.42 1.6
±2.60
±1.60
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
from To
Toleranc e
field
Toleranc e
field
Toleranc e
field
Toleranc e
field
0 6 10 14
6 ±0.10 10 ±0.12 14 ±0.15 18 ±0.20
0.2 ±0.08 0.24 ±0.10
0.3 ±0.12 0.4 ±0.14
0.16 0.2
160
250
0.5 ±0.25
0.7 ±0.35
1 ±0.50
1.4 ±0.70
250
400 0.56 ±0.28
0.78 ±0.39
1.1 ±0.55
1.6 ±0.80
400
630 0.64 ±0.32
0.9 ±0.45
1.2 ±0.60
1.8 ±0.90
CT8 1 ±0.5
1.1 ±0.55 1.2 ±0.6 1.3 ±0.65 1.4 ±0.70 1.6 ±0.80 1.8 ±0.90
>
≤
CT4
CT5
CT6
CT7
—
10 0.26 ±0.13
0.36 ±0.18
0.52 ±0.26
0.74 ±0.37
10
16 0.28 ±0.14
0.38 ±0.19
0.54 ±0.27
0.78 ±0.39
16
25
0.3 ±0.15
0.42 ±0.21
0.58 ±0.29
0.82 ±0.44
25
40 0.32 ±0.16
1.06 ±0.30 1.2 ±0.33
0.6 0.66
±0.90
±0.60
120
140 ±0.84
1.68 ±0.65
1.3 ±0.36
0.71
140
160 ±0.92
1.84 ±0.72
1.44 ±0.38
0.76 ±1.15 ±0.85
160
180 ±1.02
2.04 ±0.80
1.6 ±0.42
0.81
180
200 ±1.12
2.24 ±0.88
1.76 ±0.43
0.86
200
225 ±1.28
2.56 ±0.95
1.9 ±0.47
0.93 ±1.80 ±1.00
225
250 ±1.44
2.88 ±1.05
2.1 ±0.51
1.02
250
280 ±1.64
280
315 ±1.84
3.28 ±1.15 3.68 ±1.25
2 ±1.0 2.2 ±1.1 2.6 ±1.3
http://w ww.zhuza ocasting .com/jsz x/zjgc.h tm
0.5 ±0.17 0.6 ±0.20
0.33 0.39
±0.50
±0.30
50 65
65 ±0.52 80 ±0.60
1.04 ±0.38 ±0.46
0.76 ±0.23 0.92 ±0.27
0.46 0.53
±0.71
±0.45
80
100 ±0.68
100
120 ±0.76
1.38 ±0.53 1.52 ±0.60
±0.06
0.24 0.28
±0.09
0.12 ±0.25
0.18
±0.16
18
24 ±0.25
24
30 ±0.30
0.5 ±0.17 0.6 ±0.20
0.34 ±0.12 0.4 ±0.14
0.23 0.27
±0.32
±0.20
30
40 ±0.37
0.74 ±0.25
40
50 ±0.44
0.88 ±0.30
D2 :适用于有公差要求的重要尺寸 D2: Applicable to important dimensions requiring close
tolerances
D3 :需要采取矫正等特殊措施才能达到, D3: Premium tolerance require additional
operations at extra cost, only 限于少数有特殊要求的尺寸。 applied to a few special
0.46 ±0.23
0.64 ±0.32
0.9 ±0.45
40
63 0.36 ±0.18
0.5 ±0.25
0.7 ±0.35
1 ±0.50
63
100
0.4 ±0.20
0.56 ±0.28
0.78 ±0.39
1.1 ±0.55
100
160 0.44 ±0.22
0.62 ±0.31
0.88 ±0.44
1.2 ±0.60
铸件角度公差: ± 0.5度 ~ ± 1 度 . 铸件直线度 : 每 25mm 误差 0.127mm
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm) 铸件线性尺寸公差等级(GB/T6414)
Nominal dimension Linear dimension Tolerances(ISO8062)