精密铸造公差
铸造公差标准

铸造公差标准
在铸造工艺中,公差标准是非常重要的一环。
公差标准直接关
系到产品的质量和精度,对于铸造件的加工和使用都有着重要的影响。
因此,正确理解和应用公差标准对于铸造工艺来说至关重要。
首先,公差标准是指在铸造过程中,零件尺寸允许的最大和最
小偏差。
在铸造件的设计和加工过程中,必须按照国家规定的公差
标准进行操作,以确保产品的质量和精度。
公差标准的合理选择可
以有效地降低生产成本,提高产品的可靠性和稳定性。
其次,不同的铸造工艺和材料对公差标准有着不同的要求。
在
铸造工艺中,常见的公差标准包括线性尺寸公差、形位公差、表面
质量公差等。
不同的铸造工艺和材料会对这些公差标准有着不同的
要求,因此在实际操作中需要根据具体情况进行合理选择和应用。
另外,合理的公差标准可以有效地提高产品的互换性和通用性。
在铸造件的设计和加工中,合理选择和应用公差标准可以确保产品
在不同的设备和系统中能够正常使用,提高产品的通用性和互换性,降低产品的维护成本和使用成本。
此外,合理选择和应用公差标准还可以有效地提高产品的可靠性和稳定性。
在铸造件的设计和加工中,合理选择和应用公差标准可以有效地降低产品的故障率和失效率,提高产品的可靠性和稳定性,延长产品的使用寿命,降低产品的维护成本和使用成本。
综上所述,铸造公差标准是铸造工艺中不可或缺的重要环节。
正确理解和应用公差标准对于提高产品质量、降低生产成本、提高产品的互换性和通用性、提高产品的可靠性和稳定性都有着非常重要的意义。
因此,在铸造工艺中,必须严格按照国家规定的公差标准进行操作,以确保产品的质量和精度。
德 国 熔 模 铸 造 件 尺 寸 公 差
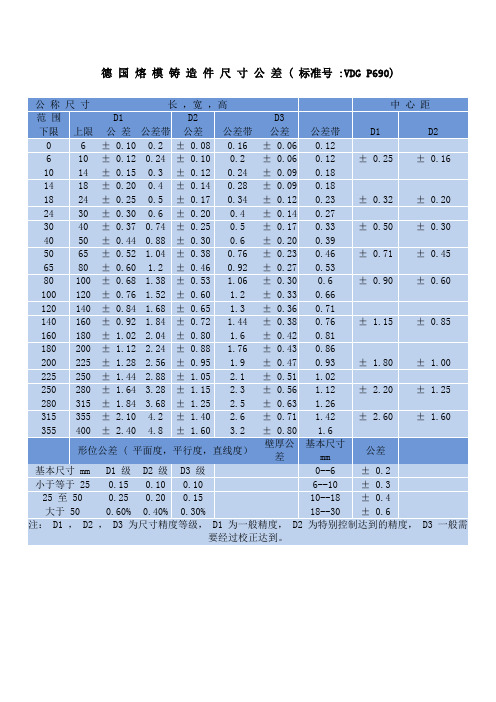
德国熔模铸造件尺寸公差 ( 标准号 :VDG P690)公称尺寸长,宽,高中心距范围D1 D2 D3下限上限公差公差带公差公差带公差公差带D1 D20 6 ± 0.10 0.2 ± 0.08 0.16 ± 0.06 0.126 10 ± 0.12 0.24 ± 0.10 0.2 ± 0.06 0.12 ± 0.25 ± 0.16 10 14 ± 0.15 0.3 ± 0.12 0.24 ± 0.09 0.1814 18 ± 0.20 0.4 ± 0.14 0.28 ± 0.09 0.1818 24 ± 0.25 0.5 ± 0.17 0.34 ± 0.12 0.23 ± 0.32 ± 0.20 24 30 ± 0.30 0.6 ± 0.20 0.4 ± 0.14 0.2730 40 ± 0.37 0.74 ± 0.25 0.5 ± 0.17 0.33 ± 0.50 ± 0.30 40 50 ± 0.44 0.88 ± 0.30 0.6 ± 0.20 0.3950 65 ± 0.52 1.04 ± 0.38 0.76 ± 0.23 0.46 ± 0.71 ± 0.45 65 80 ± 0.60 1.2 ± 0.46 0.92 ± 0.27 0.5380 100 ± 0.68 1.38 ± 0.53 1.06 ± 0.30 0.6 ± 0.90 ± 0.60 100 120 ± 0.76 1.52 ± 0.60 1.2 ± 0.33 0.66120 140 ± 0.84 1.68 ± 0.65 1.3 ± 0.36 0.71140 160 ± 0.92 1.84 ± 0.72 1.44 ± 0.38 0.76 ± 1.15 ± 0.85 160 180 ± 1.02 2.04 ± 0.80 1.6 ± 0.42 0.81180 200 ± 1.12 2.24 ± 0.88 1.76 ± 0.43 0.86200 225 ± 1.28 2.56 ± 0.95 1.9 ± 0.47 0.93 ± 1.80 ± 1.00 225 250 ± 1.44 2.88 ± 1.05 2.1 ± 0.51 1.02250 280 ± 1.64 3.28 ± 1.15 2.3 ± 0.56 1.12 ± 2.20 ± 1.25 280 315 ± 1.84 3.68 ± 1.25 2.5 ± 0.63 1.26315 355 ± 2.10 4.2 ± 1.40 2.6 ± 0.71 1.42 ± 2.60 ± 1.60 355 400 ± 2.40 4.8 ± 1.60 3.2 ± 0.80 1.6形位公差 ( 平面度,平行度,直线度)壁厚公差基本尺寸mm公差基本尺寸 mm D1 级D2 级D3 级0--6 ± 0.2小于等于 25 0.15 0.10 0.10 6--10 ± 0.325 至 50 0.25 0.20 0.15 10--18 ± 0.4大于 50 0.60% 0.40% 0.30% 18--30 ± 0.6注: D1 , D2 , D3 为尺寸精度等级, D1 为一般精度, D2 为特别控制达到的精度, D3 一般需要经过校正达到。
精密铸造公差

公差标准TOLERANCE●铸件线性公差Casting Linear Tolerance:可按照美国ICI General Tolerance, 德国VDG P690 D1 或ISO8062美国熔模铸造线性尺寸公差 USA Investment Casting Linear Tolerance (ICI, USA)铸件基本尺寸Nominal Dimension 一般公差 General 特别公差 Premium inch mm inch mm inch mm up to 1/2 ≤12.70 ±0.007 ±0.18 ±0.003 ±0.08up to 1 ≤25.40 ±0.010 ±0.25 ±0.005 ±0.13up to 2 ≤50.80 ±0.013 ±0.33 ±0.008 ±0.20up to 3 ≤76.20 ±0.016 ±0.41 ±0.010 ±0.25up to 4 ≤101.60 ±0.019 ±0.48 ±0.012 ±0.30up to 5 ≤127.00 ±0.022 ±0.56 ±0.014 ±0.36up to 6 ≤152.40 ±0.025 ±0.64 ±0.015 ±0.38up to 7 ≤177.80 ±0.028 ±0.71 ±0.016 ±0.41up to 8 ≤203.20 ±0.031 ±0.79 ±0.017 ±0.43up to 9 ≤228.60 ±0.034 ±0.86 ±0.018 ±0.46up to 10 ≤254.00 ±0.037 ±0.94 ±0.019 ±0.48一般尺寸公差适用于批量生产的熔模铸件尺寸。
铸件尺寸公差-ISO-8062-3(2007)中文
国际标准ISO 8062-3:2007(E)产品几何量技术规范(GPS)-模制零件的尺寸和几何公差第3部分:铸件的一般尺寸、几何公差和机械加工余量1 范围本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。
它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。
ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。
ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。
ISO 8062的本部分所涵盖的几何公差(形位公差)是指:—直线度公差,—平面度,—圆度,—并行度,—垂直度,—对称度,以及—同轴度。
ISO 8062的本部分可用于个别指标公差值的选定。
注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。
2 参考标准本文件的使用,以下引用文件是必不可少的。
对于注明日期的引用标准,仅采用所引用的版本。
对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。
ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础ISO 1101:2004,产品几何量技术规范(GPS) —几何公差—形状、方向、位置与跳动公差1ISO 1302:2002, 产品几何量技术规范(GPS) —在产品技术文件中表面特征的表示ISO 5459:—1), 产品几何量技术规范(GPS) —几何公差—几何图形公差的基准和基准系统ISO 8062-1:2007, 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第一部分:词汇ISO/TS 8062-2:—2), 产品几何量技术规范(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规范(GPS) —技术产品文件(TPD)中模制零件的图纸标注ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件ISO 14405:—4), 产品几何量技术规范(GPS) —尺寸公差—线性尺寸3 术语和定义ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。
CT6铸造件公差

德国熔模铸件线性尺寸公差标准 VDG P690
基本尺寸(mm)
长 宽 高 (mm)
中 心 距 (mm)
Nominal dimension
Length , width , height
Centre line distances
D1
D2
D3
D1
D2
>
≤
公 差 公差带 公 差 公差带 公 差 公差带 公 差 公差带
2.3 ±0.56 2.5 ±0.63
1.12 1.26
±2.20
±1.25
315
355 ±2.10
355
400 ±2.40
4.2 ±1.40 4.8 ±1.60
2.6 ±0.71 3.2 ±0.80
1.42 1.6
±2.60
±1.60
D1 :为通常使用的一般尺寸公差 D1: G eneral dimension tolerances
from To
Toleranc e
field
Toleranc e
field
Toleranc e
field
Toleranc e
field
0 6 10 14
6 ±0.10 10 ±0.12 14 ±0.15 18 ±0.20
0.2 ±0.08 0.24 ±0.10
0.3 ±0.12 0.4 ±0.14
0.16 0.2
160
250
0.5 ±0.25
0.7 ±0.35
1 ±0.50
1.4 ±0.70
250
400 0.56 ±0.28
0.78 ±0.39
1.1 ±0.55
1.6 ±0.80
精密鋳造品の寸法(中国语)(001)

形状的考虑方法
• 精密铸造中以毛坯状态,可以制造的范围如下 所示。超过以下范围的话,就应该探讨陶瓷芯 等了。 • 在这是说的孔和槽,不光是深度和宽度的关系, 根据底R或倒角的有无等需要进行更详细的探 讨,这一点就不需要说了。
• 肉厚变动大的话,不光会引起成本增加,对毛 坯的健全性来说也是大问题。 • 因此,在和客户商谈的阶段,或者在公司内部 机械加工能够除去,有选择余地的情况下,下 面的原则希望常放于念头之中。
最低也要1/3R H
在4H以上的距离内平缓地减肉。
表面粗度
• 规定毛坯表面粗度的技术的背景是,蜡件表面 粗度· 壳模· 壳模除去顺序等的影响。 • 因此,根据毛坯的大小· 壳模除去的手段等,毛 坯状态的表面粗度是不同的。 • 一般的目标如下表所示。在此的分类如下考虑 既可。 • 界限粗度是指不使用清砂的重量0.5kg以下的毛 坯,只是喷砂的情况。 • 一般粗度是指2.0kg以上的毛坯或者清砂完成品。
肉厚公差
• 关于肉厚,和前述的一般公差不一样。 • 一般尺寸公差,基本都是参照模具和毛坯的收 缩的公差,但是肉厚公差是加上模具的偏型或 毛坯的裂纹· 膨胀等的要因的公差。 • 因此,肉厚5mm,是绝对尺寸, ±0.15的考虑 是不行的 。 • 作为一般尺寸公差的界限,如下所示。
平面距离 -50mm 50-100mm 100-180mm 180-300mm 300mm肉厚公差 ±0.25 ±0.3 ±0.4 ±0.5 ±0.6
绝对尺寸 虚线尺寸 50mm-100mm 绝对尺寸 虚线尺寸 100-200mm 绝对尺寸 虚线尺寸 200mm绝对尺寸 虚线尺寸
铸造公差标准

铸造公差标准
首先,铸造公差标准是指在铸造过程中,为了保证零件几何尺寸和表面质量的要求,所规定的允许的尺寸偏差范围。
铸造公差标准的作用是为了在零件的设计、加工和装配过程中,能够保证零件的尺寸精度和质量要求。
因此,合理的公差标准能够有效地控制零件的尺寸精度,保证零件的装配质量和使用性能。
其次,铸造公差标准的制定需要考虑到零件的设计要求、材料的特性、铸造工艺的限制以及加工工艺的要求等多方面因素。
在实际的生产过程中,铸造公差标准需要根据具体的零件要求和生产条件进行合理的调整和制定。
同时,铸造公差标准的制定还需要考虑到成本和效益的平衡,以确保在保证零件质量的前提下,尽可能地降低生产成本。
另外,铸造公差标准的合理应用需要结合具体的铸造工艺和设备条件进行考虑。
在铸造过程中,各种不同的铸造工艺和设备对于零件的尺寸精度和表面质量都会有不同的影响。
因此,在制定和应用铸造公差标准时,需要充分考虑到具体的生产条件和工艺要求,以确保零件的质量和精度要求能够得到满足。
最后,铸造公差标准的合理制定和应用需要铸造工程师和技术人员具备丰富的经验和专业知识。
只有通过对铸造工艺和材料的深入理解,以及对零件设计和加工工艺的熟悉,才能够制定出合理的公差标准,并且在实际生产中进行有效的应用。
综上所述,铸造公差标准在铸造工艺中具有非常重要的作用。
合理的公差标准能够有效地控制零件的尺寸精度和质量要求,保证零件的装配质量和使用性能。
因此,在铸造工艺中,需要充分重视铸造公差标准的制定和应用,以确保铸件的质量和精度要求能够得到满足。
铸件公差等级

1000 1600 —— —— —— 0.8 1.1 1.6 2.2 3.2 4.6 7 9 13 18 23 29 37
1600 2500 —— —— —— —— —— —— 2.6 3.8 5.4 8 10 15 21 26 33 42
2500 4000 —— —— —— —— —— —— —— 4.4 6.2 9 12 17 24 30 38 49
金属型铸造(重 力铸造低压铸 造) 压力铸造
熔模铸 水玻璃 造 硅溶胶
钢 11——14
8——12
—— —— 7——9 4——6
大批量生产的毛坯铸件的公差等级
公差等级CT 铸件材料
灰铸件 球墨铸铁 可锻铸铁 铜合金 锌合金
11——14 11——14 11——14 10——13 10——13
8——12 8——12 8——12 8——10 8——10
铸件公关等级铸件公差等级大于101112131415161000901301802603605207428421016010140202803805407811162216250110150220304205808212172432461012254001201702403204606409131828361114406301301802603605071012166310001402028040560781116223244111418100160015022030440620881218253610121620160250024034050721114182225040004056078111622324462121620254006300640912182636101418222863010001116202532110001600081116223246131823293716002500263854101521263342250040004462121724303849400063001014202835445663001000011162332405064大批量生产的毛坯铸件的公差等级方法铸件材料灰铸件球墨铸铁可锻铸铁铜合金锌合金轻金属合金镍基合金钴基合金砂型铸造11141114111411141013101391211141114毛坯铸件基本尺寸mm除非另有规定在ct1ct15级中的壁厚公差应比其他尺寸的一般公差粗一级例如如果图样上标注的一般公差为ct10则壁厚公差为ct11
铸件尺寸公差
铸件尺寸公差1. 主题内容与适应范围本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准GB6414 铸件尺寸公差GB1800 公差与配合总论标准公差与基本偏差3. 术语3.1 一般术语尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
3.2 铸件基本尺寸铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
图1机械加工余量与铸件尺寸公差的关系—图2厂铸件的极限尺公差3.3 壁厚本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
3.4 错型(错箱)铸件的一部分与另一部分在分加工最最处相互错开:见图3)。
4.基本规定错型4.1 铸件尺寸公差代号、等级及数值错型4.2 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.I I壁厚尺寸公差一般可降一级选用CT11。
4.3 公差带的位置般尺型公差为CT1Q则壁厚公差为公差带应以铸件基本尺寸为零线对称设置。
即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。
例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为土1。
当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。
公差值按铸件基本尺寸从表1中选取。
图4倾斜部位的尺寸公差带4.4 错型(错箱)值错型必须位于表1规定的公差值之内。
其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1铸件尺寸公差数值mm注:① 本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量, 但不包括由于拔模斜度引起的公差增量。
②CT13至CT16小于或等于16mm勺铸件基本尺寸,其公差值需单独标注,可提高2〜3级。
注:错型值必要时可由供需双方商定。
5. 铸件公差的选用5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。
铸造公差等级
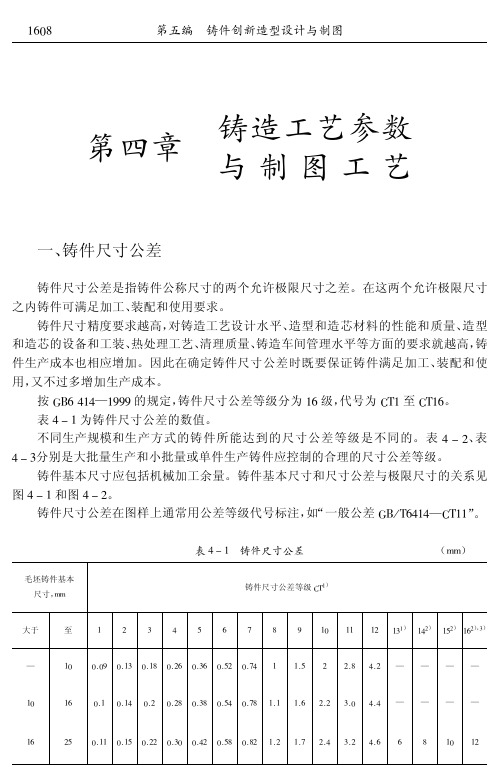
!"#$%&’() *+,&’一、铸件尺寸公差铸件尺寸公差是指铸件公称尺寸的两个允许极限尺寸之差。
在这两个允许极限尺寸之内铸件可满足加工、装配和使用要求。
铸件尺寸精度要求越高,对铸造工艺设计水平、造型和造芯材料的性能和质量、造型和造芯的设备和工装、热处理工艺、清理质量、铸造车间管理水平等方面的要求就越高,铸件生产成本也相应增加。
因此在确定铸件尺寸公差时既要保证铸件满足加工、装配和使用,又不过多增加生产成本。
按!"#$%$—%&&&的规定,铸件尺寸公差等级分为%#级,代号为’(%至’(%#。
表$)%为铸件尺寸公差的数值。
不同生产规模和生产方式的铸件所能达到的尺寸公差等级是不同的。
表$)*、表$)+分别是大批量生产和小批量或单件生产铸件应控制的合理的尺寸公差等级。
铸件基本尺寸应包括机械加工余量。
铸件基本尺寸和尺寸公差与极限尺寸的关系见图$)%和图$)*。
铸件尺寸公差在图样上通常用公差等级代号标注,如“一般公差!",(#$%$—’(%%”。
-$)%$./012(--)毛坯铸件基本尺寸,--铸件尺寸公差等级’(%)大于至%*+$.#/0&%1%%%*%+%)%$*)%.*)%#*),+)—%1121&12%+12%012*#12+#12.*12/$%%2.**20$2*————%1%#12%12%$12*12*012+012.$12/0%2%%2#*2*+21$2$————%#*.12%%12%.12**12+112$*12.0120*%2*%2/*2$+2*$2##0%1%* 01#%!"#$%&’()*+,-.!"毛坯铸件基本尺寸,!!铸件尺寸公差等级"#$)大于至$%&’()*+,$-$$$%$&$)$’%)$(%)$)%),&)%(’--.$%-.$*-.%’-.&%-.’)-.)’-.,$.&$.+%.)&.)(*,$$$’’-)&-.$&-.$+-.%)-.&)-.(--.*-$$.’%%.+’(.)+$-$%$))&$---.$’-.%--.%+-.’--.()-.*+$.$$.)%.%&.%’.’),$$$’$+$--$)--.$(-.%%-.&--.’’-.)%-.++$.%$.+%.(&.)(*$-$%$)%-$)-%(-—-.%’-.&’-.(--.*%$$.’%%.+’(.)+$$$’$+%%%(-’--——-.’--.()-.*+$.$$.)%.%&.%’.’).%,$%$)%-%(’--)&-———-.)’-.,$.%$.+%.)&.)(*$-$’$+%%%+)&-$---———-.*%$$.’%%.+’)+$$$)%-%(&%$---$)--———-.+-$.$$.)%.%&.%’.)*,$&$+%&%,&*$)--%(--——————%.)&.+(.’+$-$(%$%)&&’%%(--’---———————’.’).%,$%$*%’&-’&’,’---)&--————————*$-$’%-%+&(’’())&--$----—————————$$$)%&&%’-(-)’$)在等级"#/0"#$(中对壁厚采用粗一级公差。
ISO 铸件尺寸公差标准
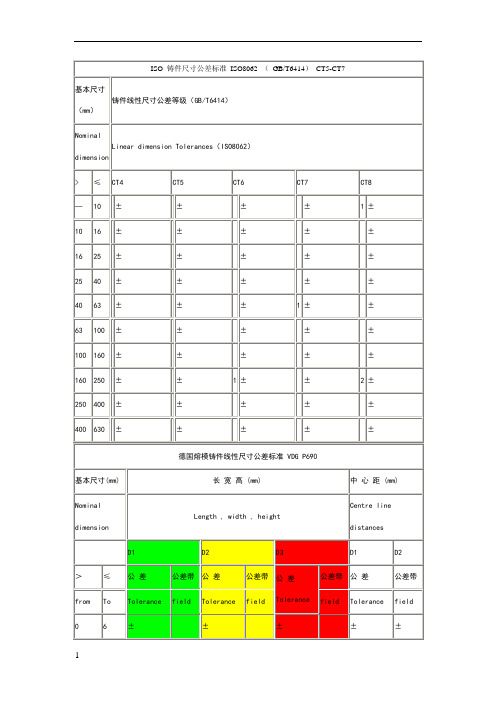
ISO 铸件尺寸公差标准 ISO8062 ( GB/T6414) CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
CT7
CT8
—
10
±
±
±
±
1
±
10
16
±
±
±
±
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
±
±
±
100160±± Nhomakorabea±
±
±
160
250
±
±
1
±
±
2
±
250
400
±
±
±
±
±
400
630
±
±
±
±
±
已投稿到: 贸易频道
ISO铸件尺寸公差标准ISO8062(GB/T6414)CT5-CT7
基本尺寸(mm)
铸件线性尺寸公差等级(GB/T6414)
Nominal dimension
Linear dimension Tolerances(ISO8062)
>
≤
CT4
CT5
CT6
精密铸造公差标准

精密铸造公差标准精密铸造是一种技术要求极高的铸造方法,它在各个领域都有广泛应用。
为了确保精密铸造产品的质量和性能,制定了一套严格的公差标准。
本文将介绍精密铸造公差标准的相关内容。
1. 精密铸造公差标准的重要性精密铸造是一项复杂的工艺,涉及到多个环节和因素。
公差是评估产品质量的重要指标之一,它能够反映产品的加工精度和可靠性,直接关系到产品的功能和可用性。
因此,制定精密铸造公差标准对保证产品质量、满足用户需求具有重要意义。
2. 精密铸造公差标准的分类精密铸造公差标准按照不同的性质和要求可以分为几类,如形位公差、尺寸公差、表面质量公差等。
其中,形位公差用于描述零件的形状和相对位置关系,尺寸公差用于描述零件的几何尺寸,表面质量公差用于描述零件表面的平滑度和光洁度。
3. 形位公差标准的应用形位公差是精密铸造中最为重要的公差之一,它直接关系到零件的装配和工作性能。
在精密铸造过程中,形位公差的要求通常通过图纸上的符号和尺寸来表示。
例如,平面度、圆度、垂直度等形位公差可以确保零件的平整度、圆形度和垂直度满足要求。
4. 尺寸公差标准的制定尺寸公差是描述零件几何尺寸的标准,对产品的可用性和装配要求至关重要。
尺寸公差的制定通常基于工艺的能力和产品的功能需求,同时考虑到制造成本和生产效率。
在精密铸造中,尺寸公差的制定必须准确合理,以确保产品的尺寸精度和配合度满足设计要求。
5. 表面质量公差标准的要求表面质量公差是指零件表面的粗糙度和光洁度要求。
在精密铸造中,表面质量公差的要求对于产品的外观和性能至关重要。
通常根据零件的功能和应用环境,确定表面质量公差的要求。
表面质量公差的评定通常通过光学仪器和测量设备进行,以保证零件的表面光洁度和平滑度达到标准要求。
6. 精密铸造公差标准的验证与检测精密铸造公差标准的制定仅仅是一方面,如何验证和检测零件的公差是否满足要求同样重要。
常用的验证和检测方法包括三坐标测量、光学测量和机械测量等。
精密压铸件公差

精密压铸件的尺寸分类及公差选择我要打印IE收藏放入公文包我要留言查看留言文章来源:中国压铸网添加人:admin添加时间:2007-9-10 10:05:291. 影响压铸件尺寸精度的主要因素(1)压铸件的空间轮廓尺寸。
(2)基本尺寸。
(3)模具结构对该尺寸的影响,主要取决于分型面或活动成型的锁紧状况及脱模斜度。
(4)合金种类。
(5)设计模具选用收缩率与该尺寸实际表现收缩率的差值。
(6)压铸工艺参数的变动,主要是模温和脱模时的铸件温度。
(7)模具直至达到工作寿命,制造维修对其精度的保证。
(8)压铸机合模系统的结构精度和刚性。
2. 精致压铸件的尺寸分类产品图要求的合理性,压铸技术保证的可能性,实现批量生产的经济性,由这三方面考虑,从压铸毛坯到成品零件的全过程来择定各个尺寸公差。
通常认为,精密压铸件也应当对同一个铸件上各种各样的尺寸,按照压铸达到各个尺寸公差数值等级的不同而区分为三种类型,即一般尺寸,严格尺寸和高精度尺寸。
图1 分型面及活动成型对压铸精度的关系示例①一同一半模固定部分的尺寸②一受分型面影响的尺寸③一受活动成型影响的尺寸一般尺寸即是未注公差尺寸。
严格尺寸要求在模具结构上消除分型面及活动成型的影响。
高精度尺寸是特殊铸件上的个别尺寸。
这类尺寸不仅要求模具上消除分型面、活动成型及收缩率选用误差等的影响,而且在模具维修、压铸工艺及尺寸检测等方面严格控制。
3. 分型面、活动成型及脱模斜度受分型面及活动成型影响的尺寸不宜按高精度尺寸和严格尺寸进行要求。
确属必须时应参考表8~表15内Ⅰ级精度中A类关系与B类关系的差值补加公差增量。
图1为分型面及活动成型对铝合金压铸精度的关系示例。
4. 推荐压铸尺寸公差表的选用说明(1)压铸件的轮廓性尺寸大小以空间对角线来表示。
空间对角线取自外切铸件最大外廓的四方体见图2,其值按公式(1)求得,一律取整数。
式中L—空间对角线(mm);α—长度(mm);b—宽度(mm);c—高度(mm);图2 空间对角线(2)分型面、活动成型部对尺寸影响的关系;无影响的为A类;有影响的为B类。
精密铸造公差标准
精密铸造的公差标准通常分为两种类型:限制公差和基础公差。
限制公差是指在一定尺寸范围内设定最大和最小限值,以确保产品在设计规定范围内正常运行。
例如,对于汽车发动机部件的内径公差,通常情况下要求公差值在
0.001mm以内,以确保零件的高精度和稳定性。
基础公差则是一组标准公差,其目的是为所有工艺过程提供统一的基础公差范围,以保证不同尺寸部件之间的可互换性。
在国际标准中,常见的基础公差包括IT、JT等多种标准,通过使用这些标准可以准确地确定各个尺寸的公差范围。
在精密铸造过程中,公差可以视为特定尺寸与设计尺寸之间的差异,也可以理解成产品加工误差的允许范围。
精密铸造的公差要求通常非常高,正是通过对公差的严格控制,才能够保证精密产品的准确性和稳定性。
因此,良好的公差控制是精密铸造的一个重要指标。
ISO铸件尺寸公差标准ISO
0
6
±
±
±
±
±
6
10
±
±
10
14
±
±
±
14
18
±
±
18
24
±
±
±
±
±
24
30
±
±
±
30
40
±
±
±
±
±
40
50
±
±
±
50
65
±
±
±
±
±ቤተ መጻሕፍቲ ባይዱ
65
80
±
±
±
80
100
±
±
±
±
±
100
120
±
±
±
120
140
±
±
±
±
±
140
160
±
±
±
160
180
±
±
±
180
200
±
±
±
±
±
200
225
±
±
±
225
250
CT8
—
10
±
±
±
±
1
±
10
16
±
±
±
±
±
16
25
±
±
±
±
±
25
40
±
±
±
±
±
40
63
±
±
±
1
±
±
63
100
±
±
铸造公差标准

铸造公差标准铸造是一种常见的金属加工工艺,通过将熔化的金属注入模具中,待其冷却凝固后形成所需的零部件。
在铸造过程中,由于各种因素的影响,很难完全避免零件尺寸和形状的偏差。
因此,为了确保铸造零件的质量和精度,需要对其进行公差控制。
铸造公差标准是指在铸造过程中,对零件尺寸和形状偏差的规定和要求,以确保零件能够满足设计要求。
首先,铸造公差标准对于零件尺寸的控制非常重要。
在铸造过程中,由于金属液体的收缩和凝固过程中的变形,零件的尺寸很难完全符合设计要求。
因此,铸造公差标准规定了零件尺寸的上下限,以确保零件在允许范围内的尺寸偏差之内。
这样可以保证零件在装配和使用过程中能够正常工作,同时也可以减少零件的报废率。
其次,铸造公差标准对于零件形状的控制也是至关重要的。
在铸造过程中,由于金属液体的流动和凝固过程中的变形,零件的形状也很难完全符合设计要求。
因此,铸造公差标准规定了零件形状的偏差限制,以确保零件的形状在允许范围内。
这样可以保证零件在装配和使用过程中能够与其他零件配合良好,同时也可以提高零件的加工精度和表面质量。
此外,铸造公差标准还对于零件表面质量的控制提出了要求。
在铸造过程中,由于模具表面的粗糙度和气孔等因素的影响,零件的表面质量很容易受到影响。
因此,铸造公差标准规定了零件表面质量的要求,以确保零件的表面光洁度和粗糙度在允许范围内。
这样可以提高零件的外观质量,同时也可以减少零件的后续加工和表面处理工序。
综上所述,铸造公差标准对于铸造零件的质量和精度控制起着至关重要的作用。
通过对零件尺寸、形状和表面质量的规定和要求,可以确保铸造零件能够满足设计要求,同时也可以提高零件的加工精度和表面质量,减少零件的报废率,提高零件的使用性能。
因此,在进行铸造加工时,必须严格遵守铸造公差标准的要求,以确保铸造零件的质量和精度达到要求。
VDG德国熔模铸件线性尺寸公差实用标准VDGP690

实用标准文档VDG P690 中文精密铸造要求尺寸公差,表面条件,机械加工余量内容:LIP 中国1.2.3.4.5.6.7.8.定义和应用领域目标尺寸精度尺寸公差表面质量机械加工余量其它注意事项和数据相关数据和标准1.定义和应用领域1.1 精密铸造是为高表面质量和高尺寸精度而进行的浇铸工艺。
模型是由喷射造型法制成。
该模型用于制造陶瓷耐火模型(壳体),然后,以熔化的方式从陶瓷模型中脱出。
浇铸后,陶瓷模型(壳体)被破坏。
模型和壳体消失因此而得名失蜡铸造。
金属通常被浇铸于热模型中。
1.2 精密铸造可以用于浇铸基于铁,铝,镍,钴,钛,铜,镁等金属或合金。
依据不同的合金要求,浇铸可在通常的大气中,或在惰性气体中,或在真空中完成。
1.3 本标准不适用于贵重金属加工领域,如珠宝业,牙科业,和艺术类铸造等行业。
2.目标2.1 本标准的制定目的,在于定义表征精密铸造工艺状况的尺寸公差,机械加工余量,和表面粗糙度。
旨在促成供需双方合作的优化。
2.2 本标准所给出的技术数据适用于经过喷丸处理,防腐处理或酸洗钝化表面处理,然后交付使用的铸件。
若出现例外的情况,如某阶段的工艺将导致尺寸公差的改变,则需要预先批准同意后才可以进行。
2.3 除非另经同意,首次定单必须提交首批样品。
以定义和协调双方针对产品性能的要求和意向。
首批样品由买方检验,测试结束后,必须给予铸造厂书面形式的批量生产许可报告。
任何可以接受的偏差,将与生产工艺合为一体,并且必须在铸件图纸中反映出来。
3.尺寸精度实用标准文档译者:本译文仅供参考,请在使用时,必须以英文原稿和德文原稿的原始数据和图表为准。
1/1实用标准文档VDG P690 中文LIP 中国3.1 当铸造金属冷却凝固时,液态金属体积收缩将引起铸件的收缩。
另外两个重要的影响因素是:熔模的冷缩和壳体加热时的膨胀。
这些因素需要综合考虑,纳入注模收缩余量的计算中。
这些数值是经验数值,取决于铸件的轮廓,形状,壳体的材质,和金属材料本身,和各铸造厂的铸造工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公差标准TOLERANCE
●铸件线性公差Casting Linear Tolerance:可按照美国ICI General Tolerance, 德国VDG P690 D1 或ISO8062
美国熔模铸造线性尺寸公差 USA Investment Casting Linear Tolerance (ICI, USA)铸件基本尺寸Nominal Dimension 一般公差 General 特别公差 Premium inch mm inch mm inch mm up to 1/2 ≤12.70 ±0.007 ±0.18 ±0.003 ±0.08
up to 1 ≤25.40 ±0.010 ±0.25 ±0.005 ±0.13
up to 2 ≤50.80 ±0.013 ±0.33 ±0.008 ±0.20
up to 3 ≤76.20 ±0.016 ±0.41 ±0.010 ±0.25
up to 4 ≤101.60 ±0.019 ±0.48 ±0.012 ±0.30
up to 5 ≤127.00 ±0.022 ±0.56 ±0.014 ±0.36
up to 6 ≤152.40 ±0.025 ±0.64 ±0.015 ±0.38
up to 7 ≤177.80 ±0.028 ±0.71 ±0.016 ±0.41
up to 8 ≤203.20 ±0.031 ±0.79 ±0.017 ±0.43
up to 9 ≤228.60 ±0.034 ±0.86 ±0.018 ±0.46
up to 10 ≤254.00 ±0.037 ±0.94 ±0.019 ±0.48
一般尺寸公差适用于批量生产的熔模铸件尺寸。
通常一英寸以内按+ 0.010”,每增加一英寸公差增加+ 0.005"。
特别公差需要额外增加费用采取辅助措施才能达到,需要与供方协商确定,只适用于公差要求严格的个别尺寸。
Normal tolerances can be expected for production repeatability of all casting dimensions. As a general rule, normal linear tolerance on an investment casting can be + .010" for up to 1", and + .005" for each additional inch thereafter.
Premium tolerances require additional operations at extra cost and achieve closer tolerances on selected dimensions only. Premium tolerances should be determined during consultation with our engineer.
ISO铸件尺寸公差标准ISO Linear Dimension Casting Tolerances(GB/T6414 eqv ISO8062)
基本尺寸(mm) Nominal dimension 铸件线性尺寸公差等级(GB/T6414) Linear dimension Tolerances(ISO8062)
> ≤ CT4 CT5 CT6 CT7 CT8
— 10 0.26 ±0.13 0.36 ±0.180.52 ±0.260.74 ±0.37 1.0 ±0.5
10 16 0.28 ±0.14 0.38 ±0.190.54 ±0.270.78 ±0.39 1.1 ±0.55
16 25 0.30 ±0.15 0.42 ±0.210.58 ±0.290.82 ±0.44 1.2 ±0.6
25 40 0.32 ±0.16 0.46 ±0.230.64 ±0.320.90 ±0.45 1.3 ±0.65
40 63 0.36 ±0.18 0.50 ±0.250.70 ±0.35 1.0 ±0.50 1.4 ±0.70
63 100 0.40 ±0.20 0.56 ±0.280.78 ±0.39 1.1 ±0.55 1.6 ±0.80
100 160 0.44 ±0.22 0.62 ±0.310.88 ±0.44 1.2 ±0.60 1.8 ±0.90 160 250 0.50 ±0.25 0.70 ±0.35 1.00 ±0.50 1.4 ±0.70 2.0 ±1.0 250 400 0.56 ±0.28 0.78 ±0.39 1.1 ±0.55 1.6 ±0.80 2.2 ±1.1 400 630 0.64 ±0.32 0.90 ±0.45 1.2 ±0.60 1.8 ±0.90 2.6 ±1.3 ■一般级别公差 General Level ■ 特别公差 Premium Level
根据铸件最大外廓尺寸选取合适的公差等级,铸件壁厚公差应该比正常值宽一个等级。
Select tolerance level according to maximum outline dimension. Looser level should be selected for wall thickness.
铸造倒角和转接园角尺寸一般不做检查,参考公差为:6毫米以下±0.6-1.0,每增加6毫米公差增加±0.2。
Unless otherwise specified the chamfer and radius of corners needn’t inspect generally, Reference tolerance may be ±0.6-1.0 for dimensions up to 6mm , and + 0.2 for each additional 6mm.。