硬质合金刀片
硬质合金 粘结固定法
硬质合金粘结固定法
硬质合金粘结固定法是一种常用于固定硬质合金刀具的方法。
硬质合金刀具一般由硬质合金刀片和刀杆组成,刀片通常由高硬度的钨钴合金制成,而刀杆则由高强度的钢材制成。
在粘结固定法中,首先需要在刀杆上开槽,然后将刀片粘结在刀杆上。
具体步骤如下:
1. 在刀杆上用切割设备开槽,开槽的形状和尺寸应与刀片相匹配。
2. 清洁刀杆和刀片的表面,确保表面光洁、无油污和杂质。
3. 在刀片的背面涂抹一层合适的粘结剂。
粘结剂可以是金属焊接材料,如钎焊材料;也可以是高强度的胶粘剂,如环氧树脂。
4. 将刀片插入刀杆的槽中,确保刀片与槽紧密贴合。
5. 加热刀杆和刀片至适当的温度,使粘结剂熔化并与刀杆和刀片形成牢固的结合。
6. 冷却刀杆和刀片,使粘结剂快速固化。
通过硬质合金粘结固定法,硬质合金刀具可以牢固地固定在刀杆上,确保刀具的稳定性和使用寿命。
同时,粘结剂的选择和操作工艺的合理控制也能影响到固定效果的质量。
硬质合金切削刀片牌号性能及用途
硬质合金切削刀片牌号性能及用途介绍YG3X:在钨钴合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及合金、淬火钢、合金钢小切屑断面高速精加工;YG6:耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好,适于铸铁、有色金属及合金、非金属材料中等切削速度的半精加工和精加工;YG6X:属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工;YG8:使用强度高,抗冲击、抗震性较YG6好,但耐磨性和允许的切削速度较低,适于铸铁、有色金属及合金、非金属材料低速粗加工;YT5:在钨钴钛合金中,强度、抗冲击性及抗震性最好,但耐磨性较差,适于碳素钢与合金钢(包括钢锻件、冲压件、铸铁表皮)间断切削时的粗车、粗刨、半精刨;YT14:使用强度高,抗冲击和抗震性好,仅次于YT5合金,但耐磨性较YT5为好,适用于碳素钢与合金钢连续切削时的粗车、粗铣,间断切削时的半精车和精车;YT15:耐磨性优于YT5合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切屑断面的半精加工或小切屑面的精加工;YT30:耐磨性和允许的切削速度较YT15高,但使用强度、抗冲击韧性较差。
适用于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等;YW2A:红硬性较好,使用强度高,能承受较大的冲击负荷,是通用性较好的合金,适于耐热钢、高锰钢、不锈钢及高级合金钢等难加工钢材的粗加工、半精加工,也适于铸铁;YW1:红硬性较好,能承受一定的冲击负荷,是通用性较好的合金。
适于耐热钢、高锰钢、不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工;YW2:耐磨性仅次于YW1,但其使用强度较高,能承受较大的冲击负荷。
适于耐热钢、高锰钢、不锈钢及高级合金钢等粗加工、半精加工,也适于普通钢和铸铁;CP20:韧性好,具有很高的抗热震裂和抗塑性变形能力。
适合于铣削合金结构钢、合金工具钢,也适合于高锰钢、不锈钢的加工;CP25:韧性好,适用于碳钢、铸钢、锰钢、高强钢及各种合金钢的粗车、铣削、刨削和深孔加工,同时也是制作深孔加工导料块的理想材料;CP30:红硬性好,并且有良好的抗冲击及抗热震性和高的使用强度,是通用性良好的牌号。
硬质合金精车 刀片执行标准
硬质合金精车刀片的执行标准可以根据不同的地区和行业有所差异。
以下是一些常见的执行标准和规范:
ISO标准:国际标准化组织(ISO)发布了一系列与硬质合金刀具相关的标准,其中包括针对精车刀片的标准。
例如,ISO 513:2012标准规定了硬质合金刀片的命名系统、几何特征和安装尺寸。
ANSI标准:美国国家标准学会(ANSI)也发布了一些与硬质合金刀具相关的标准,如ANSI B94.11M标准规定了刀具的几何特征、尺寸和公差。
DIN标准:德国工业标准(DIN)是硬质合金刀具领域的重要标准制定组织。
例如,DIN 6527标准规定了硬质合金铣刀的几何特征和尺寸。
此外,各个刀具制造商和行业协会也可能制定了自己的执行标准和规范,以确保硬质合金精车刀片的质量和性能符合要求。
在选择和使用硬质合金精车刀片时,建议参考相关的国际、国家或行业标准,并咨询专业的刀具供应商或生产厂家,以获得更详细和准确的执行标准信息。
加工刀片知识点归纳总结

加工刀片知识点归纳总结一、刀片材料1.高速钢刀片:高速钢刀片是一种用途广泛的工具钢,具有良好的耐磨性和热硬性。
适用于一般的加工工艺,例如车削、铣削、切削、钻削等。
2.硬质合金刀片:硬质合金刀片由金属钨和碳化钴等合金粉末通过粉末冶金工艺制成。
硬质合金刀片具有极高的硬度和耐磨性,适用于高速切削、重切削和精密切削等高难度加工。
3.陶瓷刀片:陶瓷刀片由氧化锆、氧化铝、碳化硅等陶瓷材料制成,具有超高硬度和优异的耐磨性,适用于高速、高温、高硬度材料的切削加工。
4.金刚石刀片:金刚石刀片具有极高的硬度和热导性,适用于加工硬脆材料,如石英、玻璃、陶瓷等。
5.立铁镍基刀片:立铁镍基刀片由立铁和镍基合金制成,具有出色的耐高温性和耐腐蚀性,适用于加工高温合金、高硬度耐热合金等材料。
6.多晶金刚石刀片:多晶金刚石刀片具有高硬度、高导热性和耐磨性,适用于高速加工铝、铜、塑料等材料。
二、刀片几何形状1.刀片角度:刀片的切削角度对于切削作用影响非常大,一般包括前角、后角、刃后角、主偏角、副偏角等。
2.刀片形状:刀片的形状影响着切削表面的质量和加工效率,主要包括平面刀片、圆弧刀片、斜面刀片、倒角刀片等。
3.刀片刃形:刀片的刃形决定了切屑的形态和加工结果,一般包括主刃、侧刃、前角、后角等。
4.刀片刃尖:刀片的刃尖质量和形状对于切削作用非常重要,在切削过程中直接接触工件,直接影响加工表面的质量。
5.刀片刃长:刀片的刃长影响着切削的稳定性和切削力的分布,一般包括刃长、刃宽、刃厚等参数。
三、刀片的热处理1.淬火:通过加热至临界温度后迅速冷却,使刀片的结构发生相变并获得高硬度。
2.回火:通过加热至一定温度后冷却,调整刀片的组织结构,提高韧性和耐磨性。
3.脱碳:在高温条件下,使刀片表面碳元素被氧化剥离,降低表面硬度和增加表面韧性。
4.氮化:在刀片表面渗氮处理,提高刀片的硬度和耐磨性。
5.表面涂层:在刀片表面涂覆涂层,用于降低刀片摩擦、提高耐磨性和延长刀片使用寿命。
硬质合金焊接刀片标准

硬质合金焊接刀片标准硬质合金焊接刀片是一种常见的工具,广泛应用于金属加工行业。
为了确保硬质合金焊接刀片的质量和性能,制定了一系列的标准。
本文将介绍硬质合金焊接刀片的标准,包括材料要求、尺寸要求、表面质量要求等内容。
一、材料要求硬质合金焊接刀片的材料主要包括刀片基体和焊接层。
刀片基体一般采用优质的硬质合金材料,具有高硬度、高强度和良好的耐磨性。
焊接层一般采用高强度的焊接材料,确保刀片基体与焊接层之间具有良好的结合性能。
二、尺寸要求硬质合金焊接刀片的尺寸要求主要包括刀片长度、刀片宽度和刀片厚度。
刀片长度应符合设计要求,确保刀片在使用过程中能够满足加工需求。
刀片宽度和刀片厚度应符合标准规定的公差范围,以保证刀片的稳定性和可靠性。
三、表面质量要求硬质合金焊接刀片的表面质量要求主要包括表面光洁度和表面无裂纹、气泡等缺陷。
刀片表面应光洁平整,不得有明显的划痕和凹凸不平现象。
同时,刀片表面不得有裂纹、气泡等缺陷,以确保刀片在使用过程中不易断裂或损坏。
四、性能要求硬质合金焊接刀片的性能要求主要包括硬度、强度和耐磨性。
刀片应具有一定的硬度,以保证在加工过程中不易变形或磨损。
同时,刀片应具有足够的强度,以承受加工过程中的冲击和载荷。
此外,刀片还应具有良好的耐磨性,以延长使用寿命。
五、试验方法为了确保硬质合金焊接刀片符合标准要求,需要进行一系列的试验。
常见的试验方法包括硬度试验、拉伸试验、冲击试验和耐磨试验等。
通过这些试验可以评估硬质合金焊接刀片的材料性能和使用性能,确保其质量和可靠性。
六、包装和运输硬质合金焊接刀片在包装和运输过程中需要注意防止损坏和污染。
一般采用适当的包装材料,如塑料袋、纸箱等,将刀片进行包装,并在包装上标明相关信息,如产品名称、规格型号、生产日期等。
在运输过程中应注意轻拿轻放,避免与其他物品摩擦或碰撞。
总结:硬质合金焊接刀片标准主要包括材料要求、尺寸要求、表面质量要求、性能要求、试验方法以及包装和运输等内容。
硬质合金的应用
硬质合金的应用
硬质合金,也被称为硬质合金钎料或硬质合金刀具,是一种由钨(W)、钴(Co)、碳(C)等金属粉末通过高温烧结制成的合金材料。
其硬度高、耐磨性好,因此在各种工业领域中都有广泛的应用。
以下是硬质合金的一些主要应用:
●切削工具:
1.刀具:用于加工金属、木材、塑料等材料的刀片,如铣刀、车刀、钻头等。
2.锯片:用于切割各种材料,如金属、木材、复合材料等。
●矿山工具:
1.岩钻头:用于岩石和土壤的钻孔,例如煤矿、隧道建设中使用的岩钻。
2.切岩刀具:用于采石、矿山工作中的切割和分离。
●金属加工工具:
1.车床刀具:用于金属加工中的车床切削。
2.铣刀:用于铣削金属表面的刀具。
●钻探工具:
1.石油钻头:用于石油勘探和钻井。
2.地质勘探钻头:用于地下勘探和矿产勘探。
●模具和模具零件:
1.冲压模:用于冲压、注塑等模具制造。
2.成型模具:用于压铸、注塑等成型工艺。
●切割工具:
1.切片刀:用于切割硬质材料,如玻璃、陶瓷等。
2.电线切割刀:用于电缆和导线的切割。
●军工和航空航天:
1.硬质合金刀片:用于制造飞机零件、导弹部件等。
●医疗器械:
1.手术刀片:在医疗手术中使用,具有高硬度和锋利度。
硬质合金因其硬度高、抗磨性强的特性,在上述应用领域中发挥着重要作用,提高了材料加工和工具的耐用性和效率。
硬质合金数控刀片型号的具体含义

硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准I SO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
硬质合金刀片制造工艺与设备要点

硬质合金刀片制造工艺与设备要点首先,硬质合金片的制备是其中的关键步骤之一、硬质合金是通过将金属钴和金属碳化物(如钨碳化物)烧结得到的材料,具有高硬度和抗腐蚀性。
在制备其硬质合金片时,需要先将金属钴和金属碳化物按一定比例混合,然后通过粉末冶金工艺进行颗粒状压制,最后进行高温烧结。
接下来,刀片基体的制造也是不可忽视的一环。
传统的刀片基体通常采用高速钢或合金钢材料,而现代一些高级硬质合金刀片则采用了更先进的陶瓷基体。
对于高速钢或合金钢刀片基体的制造,通常采用锻造、精密锻造或铸造工艺。
陶瓷基体则需要通过陶瓷粉末冶金或热等静压工艺进行制造。
接下来是硬质合金片与刀片基体的焊接。
通常采用硬质合金与刀片基体预制焊料,通过高温和压力进行焊接,以保证焊接强度和连接性。
常用的焊接工艺有等离子弧焊、电子束焊、激光焊等。
焊接完毕后,还需要进行后续热处理,以减轻焊接产生的应力。
最后一道工序是对硬质合金刀片进行研磨和配置。
这一步骤将刀片进行尺寸研磨、刃部磨削和其他加工,以满足具体的加工需求。
研磨工艺和设备通常根据硬质合金刀片的具体形状、尺寸和要求进行选择,常见的研磨设备有平面磨床、外圆磨床、数控磨床等。
总的来说,硬质合金刀片的制造工艺涉及到硬质合金片制备、刀片基体制造、硬质合金片与刀片基体的焊接以及刀片的研磨和配置等多个步骤。
这些工艺需要借助不同的设备和工具,如粉末冶金设备、锻造设备、焊接设备、研磨设备等。
只有通过精细的工艺和适当的设备选择,才能制造出具有高质量和性能的硬质合金刀片,满足不同行业的需求。
lnmu0303刀片切削参数

LNMU0303刀片切削参数1. 引言刀片切削参数是在机械加工过程中对刀具进行选择和调整的重要参数。
它们直接影响到加工效率、加工质量和刀具寿命。
本文将介绍LNMU0303刀片的切削参数,包括选择原则、调整方法和注意事项。
2. LNMU0303刀片简介LNMU0303是一种常用的硬质合金刀片,广泛应用于铣削和车削等加工过程中。
它具有优异的耐磨性、高硬度和良好的热稳定性,适用于加工各种材料。
3. 切削参数选择原则选择合适的切削参数可以提高加工效率、降低成本并保证加工质量。
以下是选择LNMU0303刀片切削参数的原则:3.1 加工材料首先要考虑被加工材料的硬度、韧性和热导率等因素。
LNMU0303适用于大多数常见材料,如钢、铸铁、不锈钢等。
3.2 切削速度切削速度是指单位时间内切削刃与被加工材料接触的次数。
根据被加工材料的硬度和刀具的材质,选择合适的切削速度可以提高加工效率和延长刀具寿命。
3.3 进给速度进给速度是指单位时间内加工表面上移动的距离。
合理选择进给速度可以控制加工过程中的切削力和热量,避免过大或过小导致的问题。
3.4 切削深度切削深度是指每次切割时被加工材料被去除的厚度。
根据被加工材料的硬度和稳定性,选择合适的切削深度可以确保加工质量和提高生产效率。
4. 刀片调整方法为了获得最佳的切削效果,需要根据具体情况进行调整。
以下是调整LNMU0303刀片的方法:4.1 刃口磨损定期检查和修复刀片上的磨损,以保证其几何形状和尺寸符合要求。
磨损严重时应及时更换新刀片。
4.2 外部冷却液使用外部冷却液可以降低切削温度,减少刀具磨损,并提高加工质量。
根据被加工材料的特性选择合适的冷却液。
4.3 刀片安装角度调整刀片的安装角度可以改变切削力和切削效果。
根据具体情况选择合适的角度,以获得最佳的加工效果。
5. 注意事项在使用LNMU0303刀片进行切削时,需要注意以下事项:5.1 安全操作在操作过程中要遵守相关安全规定,戴好防护设备,并确保机床和刀具处于良好状态。
硬质合金数控刀片型号的具体含义
硬质合金数控刀片型号的具体含义硬质合金数控刀片型号的具体含义可转位刀片标准1.GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。
标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。
2.GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。
标准规定刀尖圆角半径r的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、3.2mm。
3.GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。
标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
4.GB2081-87(代替GB2081-80)硬质合金可转位铣刀片:此标准等效采用国际标准ISO3365-1985。
此标准规定了SNAN、SNCN、SNKN、SPAN、SPCN、SPKN、SECN、TPAN、TPCN、TPKN、TECN、FPCN、LPEX共13种类型的可转位铣刀片系列尺寸。
5.GB2080-87(代替GB2080-80)沉孔硬质合金可转位刀片:此标准等效采用国际标准ISO6987/1-1993。
标准中规定了TCMW、TCMT、WCMW、WCMT、SCMW、SCMT、CCMW、CCMT、DCMW、DCMT、RCMW、RCMT共12种类型的沉孔硬质合金可转位刀片系列尺寸。
硬质合金刀片刃口钝化技术的优点介绍
硬质合金刀片刃口钝化技术的优点介绍硬质合金刀片被广泛应用于金属切削、木工加工、石材切割等领域。
在长时间使用后,刀刃的锋利度会逐渐降低,这时就需要进行刃口修整。
传统的修整方法是采用磨削技术,但是磨削会产生高温和大量的摩擦,容易导致刀刃表面质量下降、刃口变形、刃口损失等问题。
因此,研发一种能够避免以上问题且具有优异刃口再现性的刃口钝化技术对提高硬质合金刀片刃口使用寿命具有重要意义。
硬质合金刀片刃口钝化技术的优点1. 无磨削损失钝化技术使用电化学过程取代了传统的磨削方式,避免了高温、高速、振动等因素对刀刃表面的影响,能够在不产生刃口变形和表面粗糙度提高等问题的情况下完成刃口的维护和修整,从而减轻了磨削对原有的刃口所带来的损失。
2. 精度高钝化技术的钝化时间和钝化电流可以控制,能够实现钝化质量的可控制和可预测性。
在不同的钝化条件下,可以得到不同的刃口修整状态和表面的特征,根据这些特征可以得到更精确的切削参数和更优化的切削工艺。
3. 具有再现性与传统的手工磨削方法相比,钝化技术更具有再现性。
通过采用合适的钝化参数,可以确保刃口的精度和表面质量都是稳定的,这可以提高刀片的使用寿命并且缩短工艺上的时间。
4. 环保传统的磨削方法会产生大量的废料和二手污染,而钝化技术只需使用电解液和电源,不仅减御对环境的污染,同时节约了能源和人力资源。
硬质合金刀片刃口钝化技术的操作步骤1.将钝化设备连接到判断刀片地方,确保电源、水源等外部条件满足要求。
2.按照钝化工艺标准调整好钝化电流、电压、时间等参数。
3.将刀片装入钝化设备内,启动钝化设备,开始钝化修整。
4.钝化过程中需要不断地观察刀片表面的状况,调整电流、电压,确保刀刃表面得到合适的钝化状态。
5.钝化完成后,取出刀片进行清洗等善后工作,并记录下钝化参数、刃口的特征等数据。
硬质合金刀片刃口钝化技术应用实践以某公司硬质合金刀片刃口钝化技术的应用为例,该公司在钝化设备、设备调控、钝化工艺及刀片检测等方面进行了突破性创新,克服了加工过程中易造成表面变形、沉积、氢脆破裂等问题,能够在快速、高效、环保的同时提供高品质的刃口修整服务。
硬质合金刀片生产工艺流程

硬质合金刀片生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!硬质合金刀片是一种重要的金属切削工具,其生产工艺流程较为复杂,主要包括以下几个步骤:1. 原材料准备硬质合金刀片的生产首先需要准备合适的原材料,主要包括钨钴粉末、碳化钨粉末、钴粉末等。
硬质合金及切削刀片的牌号和型号的解释
硬质合金及切削刀片的牌号和型号的解释一、硬质合金牌号的表示方法:如:yg6xY-表示硬质合金:Y-汉语拼音“硬”的第一个字母,硬质合金成分特征:g6-钨钴合金及钴含量t14-钨钴钛合金及钛含量w1-钨钴钛钽合金n10-钨钴镍钼合金附加字母分别表示:X-细颗粒c-粗颗粒n-铌元素a-钽元素如:yd20y-表示硬质合金:y-“硬”的汉语拼音第一个字母c-长切屑用硬质合金d-短切悄用硬质合金20-分组号二、切割刀片模型的表示:如:a125az刀片类别:A-内、外车刀、镗刀B-成型刀具C-螺纹刀具、刀具D-铣刀、浮动镗刀e-钻头、铰刀F-耐磨零件代表同一类别中的不同类型。
1-表示类型12-表示2型表示主要尺寸(l、b或d)20-表示20毫米06-6毫米附加字母表示:a、b、c表示主要尺寸相当时,其它尺寸有差异的型号代号z-左刀b、a-内外圆车刀、镗刀a1型制造外圆车刀、镗刀和切槽刀a2型制造镗刀和端面车刀a3型制造端面车刀和外圆车刀a4型制造外圆车刀、镗刀和端面车刀A5型制造直头圆柱车刀、通孔镗刀和组合立铣刀A6型制造镗刀、圆柱车刀b型成形刀具b1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀b2型制造凹圆弧成型车刀和轮缘车刀b3型制造凸圆弧成型车刀B4型制造凹面圆弧成形车刀和轮辋车刀c螺纹刀具和切削刀具c1型制造螺纹车刀及外圆精车刀c2型制造精车刀及梯形螺纹车刀c3型制造切断刀及切槽刀c4型制造三角皮带轮切槽刀d-铣刀、浮动镗刀D1型制造圆柱车刀、镗刀、立铣刀d2型制造三面刃铣刀、t型槽铣刀和浮动镗刀e-钻头、铰刀E1型生产非金属和金属直槽钻头,E2型生产麻花钻和直槽钻头e3型制造键槽铣刀、端铣刀及深孔扩孔钻e4型制造扩孔钻E5型制造手动铰刀和电动铰刀f-磨损零件f1型制造车床和外圆磨床顶尖f2型制造深孔钻头的导向块f3型制造可卸镗刀耐磨零件。
不锈钢刀片的区别和用途
不锈钢刀片的区别和用途不锈钢刀片是人类使用的最常见的切割工具之一。
它们由不同的合金制成,具有不同的特性。
这些特性使得它们能够用于不同的应用和场合。
在下面的文章中,我们将探讨不锈钢刀片的区别和用途。
1. 材料不锈钢刀片主要有两种材料:高速钢和硬质合金。
高速钢是一种含有较高量的钴、钨、铬、锰等元素的淬火淬退高温钢。
高速钢刀片具有较高的硬度、耐磨性和热稳定性,在各种工业加工行业都有广泛应用。
硬质合金刀片也称为钨钛合金或硬质合金。
它由钨、钛、钴和其他金属组成,具有高硬度、高耐磨性和高强度。
硬质合金刀片在高速切割和精密切割领域应用广泛。
2. 形状根据不同的使用场合和加工需求,不同的不锈钢刀片形状各异。
常见的刀片形状包括圆形、方形、三角形、梯形、菱形、楔形、弯曲形和斜角等。
圆形刀片广泛应用于加工直径较大的工件,三角形和方形刀片适用于加工角度和直角,梯形刀片用于加工倾角较大的表面,而楔形和弯曲形刀片则适用于高速切割和钻孔。
3. 用途不锈钢刀片在各种工业加工和制造中都有广泛的应用。
以下是它们的具体用途介绍:- 金属加工:不锈钢刀片在金属加工领域中使用最广泛。
它们用于低速、高速或高精度切割、倒角、槽孔、钻孔、铣削、车削、打磨和切断金属物件。
- 木材加工:不锈钢刀片也可以用于加工木材,如实木、人造板、木纤维板等。
它们可用于切割、雕刻、打孔、钻孔等,使加工更加精确和高效。
- 纺织品加工:不锈钢刀片在纺织品加工中也可以用作切割和切断工具。
如裁剪机、缝纫机、针织机和纺织刀片等。
总的来说,不锈钢刀片是无论在哪个领域中都极为必要的工具。
它们具有高硬度、高精度和高耐磨的特性,能够在各种不同的工业制造中发挥出最大的作用。
硬质合金刀片生产工艺流程

硬质合金刀片生产工艺流程英文回答:The production process of hard alloy blades involves several steps. Let's take a look at the detailed process:1. Material selection: The first step in the production process is to select the appropriate materials for the hard alloy blades. Typically, hard alloy blades are made from a mixture of tungsten carbide and cobalt. The proportion of these materials can vary depending on the desired properties of the blades.2. Mixing: Once the materials are selected, they are mixed together in a ball mill. This process ensures that the tungsten carbide particles are evenly distributed throughout the mixture. The mixing time and speed are carefully controlled to achieve a homogeneous mixture.3. Pressing: After the mixing process, the mixture ispressed into the desired shape using a hydraulic press. This step is crucial as it helps in compacting the powder and forming a solid shape. The pressure applied during pressing is carefully controlled to ensure uniformity and density.4. Pre-sintering: The pressed blades are then subjected to pre-sintering. This involves heating the blades in a furnace at a specific temperature. Pre-sintering helps in removing any binders or lubricants that were used during the pressing process. It also helps in further strengthening the blades.5. Shaping and grinding: After pre-sintering, the blades are shaped and ground to the desired dimensions. This is done using precision grinding machines. The blades are carefully measured and ground to achieve the required shape, size, and sharpness.6. Sintering: The shaped blades are then subjected to a high-temperature sintering process. This involves heating the blades in a furnace at a temperature close to themelting point of tungsten carbide. During sintering, the tungsten carbide particles bond together, forming a dense and hard structure.7. Cooling and finishing: Once the sintering process is complete, the blades are cooled down gradually to room temperature. This helps in relieving any residual stresses and ensures dimensional stability. After cooling, the blades undergo finishing processes such as polishing and coating to enhance their performance and durability.中文回答:硬质合金刀片的生产工艺流程包括以下几个步骤:1. 材料选择,生产硬质合金刀片的第一步是选择合适的材料。
探讨不同材质的刀刃:如何选择合适的刀片

探讨不同材质的刀刃:如何选择合适的刀片刀片作为刀具的重要组成部分,对于切削、刻划等各种工作的效果至关重要。
不同材质的刀片具有各自的特点和应用场景,选择合适的刀片对于工作的顺利进行至关重要。
本文将分别探讨几种常见的刀片材质,并指导如何选择合适的刀片。
1. 高速钢刀片高速钢刀片是最常见的刀片材质之一,其主要成分是钼、钴、铬、钢等合金元素。
高速钢具有良好的耐热性和耐磨性,适用于高速切削情况下的工作。
它能够切削多种材料,包括铸铁、不锈钢、铝合金等。
高速钢刀片的价格相对较低,使用寿命较长,因此是大多数刀具的首选。
2. 硬质合金刀片硬质合金刀片是由钨钛碳等硬质合金颗粒通过粉末冶金工艺与钴等粘结相结合而成。
硬质合金刀片具有硬度高、耐磨性好的特点,尤其适合切削硬度高的材料,如碳化硬质合金、铸铁等。
硬质合金刀片的切削速度较高,但对切削液的要求相对较高,以降低刀片因温度升高而发生变形的风险。
3. 陶瓷刀片陶瓷刀片是由氧化锆或碳化硅等陶瓷材料制成。
陶瓷刀片具有极高的硬度和耐磨性,适用于高温和强腐蚀环境下的切削工作。
与其他材料相比,陶瓷刀片的切削性能更好,能够获得更高的切削速度和更好的表面质量。
然而,由于陶瓷刀片易受到冲击和弯曲,因此需要更小心地处理和使用。
4. 金刚石刀片金刚石刀片是由金刚石颗粒与金属粉末通过高温高压工艺制成。
金刚石刀片具有极高的硬度和耐磨性,能够切割各种硬度的材料,包括玻璃、陶瓷、石材等。
金刚石刀片在加工硬脆材料时表现出色,能够获得更高的切削速度和更好的切削质量。
然而,金刚石刀片的价格相对较高,且刀片之间的冷热差异容易导致刀片破裂。
在选择合适的刀片时,需要考虑以下几个因素:1. 材料特性:不同材料的硬度、耐磨性、热导率等特性不同,需要选择相应材质的刀片来适应切削工作。
例如,对于硬度高的材料,可以选择硬质合金或金刚石刀片;对于高温环境下的切削工作,陶瓷刀片是一个好的选择。
2. 切削条件:切削速度、切削力、切削液的选择等因素都会影响刀片的选择。
硬质合金涂层工艺
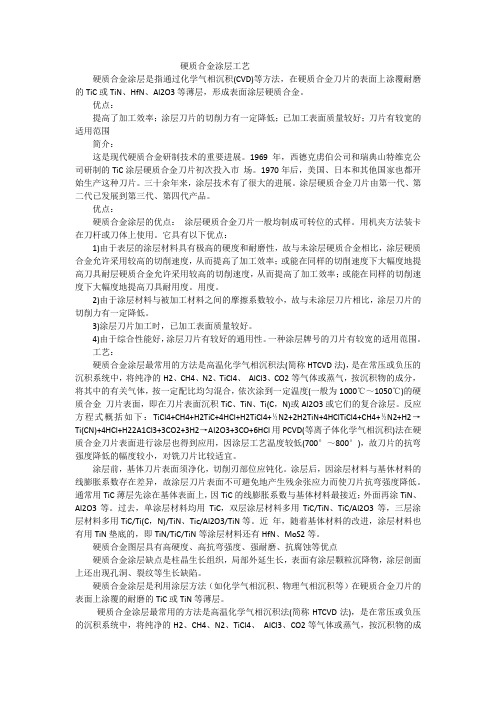
硬质合金涂层工艺硬质合金涂层是指通过化学气相沉积(CVD)等方法,在硬质合金刀片的表面上涂覆耐磨的TiC或TiN、HfN、Al2O3等薄层,形成表面涂层硬质合金。
优点:提高了加工效率;涂层刀片的切削力有一定降低;已加工表面质量较好;刀片有较宽的适用范围简介:这是现代硬质合金研制技术的重要进展。
1969年,西德克虏伯公司和瑞典山特维克公司研制的TiC涂层硬质合金刀片初次投入市场。
1970年后,美国、日本和其他国家也都开始生产这种刀片。
三十余年来,涂层技术有了很大的进展。
涂层硬质合金刀片由第一代、第二代已发展到第三代、第四代产品。
优点:硬质合金涂层的优点:涂层硬质合金刀片一般均制成可转位的式样。
用机夹方法装卡在刀杆或刀体上使用。
它具有以下优点:1)由于表层的涂层材料具有极高的硬度和耐磨性,故与未涂层硬质合金相比,涂层硬质合金允许采用较高的切削速度,从而提高了加工效率;或能在同样的切削速度下大幅度地提高刀具耐层硬质合金允许采用较高的切削速度,从而提高了加工效率;或能在同样的切削速度下大幅度地提高刀具耐用度。
用度。
2)由于涂层材料与被加工材料之间的摩擦系数较小,故与未涂层刀片相比,涂层刀片的切削力有一定降低。
3)涂层刀片加工时,已加工表面质量较好。
4)由于综合性能好,涂层刀片有较好的通用性。
一种涂层牌号的刀片有较宽的适用范围。
工艺:硬质合金涂层最常用的方法是高温化学气相沉积法(简称HTCVD法),是在常压或负压的沉积系统中,将纯净的H2、CH4、N2、TiCl4、AlCl3、CO2等气体或蒸气,按沉积物的成分,将其中的有关气体,按一定配比均匀混合,依次涂到一定温度(一般为1000℃~1050℃)的硬质合金刀片表面,即在刀片表面沉积TiC、TiN、Ti(C,N)或Al2O3或它们的复合涂层。
反应方程式概括如下:TiCl4+CH4+H2TiC+4HCl+H2TiCl4+½N2+2H2TiN+4HClTiCl4+CH4+½N2+H2→Ti(CN)+4HCl+H22A1Cl3+3CO2+3H2→Al2O3+3CO+6HCl用PCVD(等离子体化学气相沉积)法在硬质合金刀片表面进行涂层也得到应用,因涂层工艺温度较低(700°~800°),故刀片的抗弯强度降低的幅度较小,对铣刀片比较适宜。
硬质合金刀片牌号大全和型号的识别说明
硬质合金刀片牌号大全和型号的识别说明内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.按晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和亚细、超细晶粒硬质合金,新推出的双晶硬质合金。
型号厂家不同型号不同。
硬质合金刀片,是由硬质合金制成,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金刀具型号:1、整体硬质合金刀具类,包含麻花钻,铣刀,铰刀,镗刀,铣刀片,球头铣刀,锯片铣刀,锥度铣刀,光面塞规,圆棒及阶梯钻。
2、镶合金刀具类,包含铰刀、螺旋立铣刀,钻扩成型刀,汽车轮毂刀,三面刃,T型铣刀和各种成型刀。
3、可转位刀具类,包括硬质合金可转位立铣刀,可转位面铣刀,可转位燕尾铣刀和可转位三面刃。
4、高速钢刀具类,包括高速钢成型铣刀,左旋钻,球面铣刀,钴高速钢刀具及各种非标成型高速钢刀具。
5、行业专用刀具类,包含汽车行业专用刀、动员机行业专用刀、缝纫机行业专用刀、模具行业专用刀、纺机业专用刀和印制线路板行业专用刀。
硬质合金车刀是以硬质合金刀片与碳钢材料刀杆焊接而成,具有较高的硬度、耐磨性与耐热性,硬质合金刀片是用高耐磨和高耐热的WC(碳化钨)、TiC(碳化钛)、TaC(碳化钽)和Co(钴)粉末经高温烧结而成,常用的硬质合金刀片有以下几类:1)钨钴(WC+Co)类刀片钨钴类刀片,国内标称YG类,对应的国际标称K类,此类合金刀片用于加工产生短切屑的黑色金属、有色金属及非金属材料,如铸铁、铝合金、铜合金、塑料、硬胶木等。
常用的牌号有YG3、YG6、YG8等,2)钨钛钴(WC+TiC+Co)类刀片钨钛钴类刀片,国内标称YT类,对应的国际标称P类此类合金刀片用于加工产生长切屑的金属材料,如钢、铸钢、可锻铸铁、不锈钢、耐热钢等。
硬质合金刀片切削参数推荐表
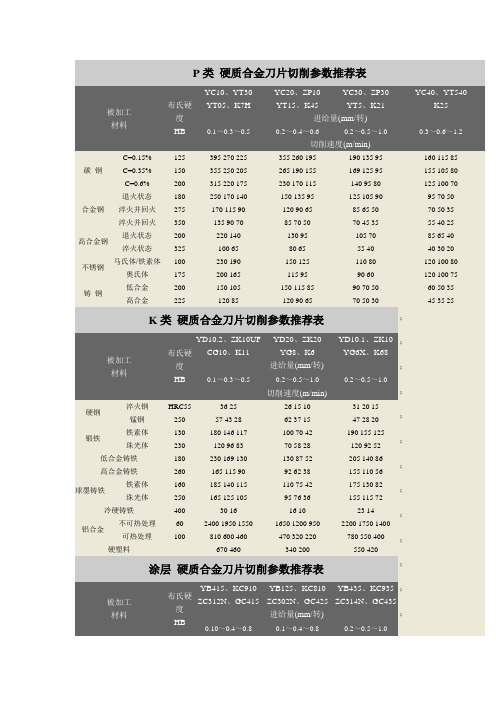
P类硬质合金刀片切削参数推荐表0.10.30.50.20.40.60.20.5 1.00.30.6 1.2碳钢C=0.15% 125 395 270 225 355 260 195 190 135 95 160 115 85 C=0.35% 150 355 250 205 265 190 155 169 125 95 155 105 80 C=0.6% 200 315 220 175 230 170 115 140 95 80 125 100 70合金钢退火状态180 250 170 140 150 135 95 125 105 90 95 70 50 淬火并回火275 170 115 90 120 90 65 85 65 50 70 50 35 淬火并回火350 135 90 70 85 70 50 70 45 35 55 40 25高合金钢退火状态200 220 140 130 95 105 70 85 65 40 淬火状态325 100 65 80 65 55 40 40 30 20不锈钢马氏体/铁素体100 230 190 150 125 110 80 120 100 80 奥氏体175 200 165 115 95 90 60 120 100 75铸钢低合金200 150 105 150 115 85 90 70 50 60 50 35 高合金225 120 85 120 90 65 70 50 30 45 35 25 K类硬质合金刀片切削参数推荐表;;;;;;;;;;;;;0.10.30.50.20.5 1.00.20.5 1.0硬钢淬火钢HRC55 36 25 26 15 10 31 20 15 锰钢250 57 43 28 62 37 15 47 28 20锻铁铁素体130 180 146 117 100 70 42 190 155 125 珠光体230 120 96 83 70 58 28 120 92 52低合金铸铁180 230 169 130 130 87 52 205 140 86 高合金铸铁260 165 115 90 92 62 38 155 110 56球墨铸铁铁素体160 185 140 115 110 75 42 175 130 82 珠光体250 165 125 105 95 76 36 155 115 72冷硬铸铁400 30 16 16 10 23 14铝合金不可热处理60 2400 1950 1550 1650 1200 950 2200 1750 1400 可热处理100 810 600 460 470 320 220 780 550 400 硬塑料670 460 340 200 550 420 涂层硬质合金刀片切削参数推荐表0.100.40.80.10.40.80.20.5 1.0; ; ; ; ; ; ; ; ; ; ; ; ;碳 钢C=0.5%125 480 340 250 440 300 210 320 230 160 C=0.35% 150 440 310 230 400 270 200 300 210 150 C=0.6% 200 380 270 200 340 230 180 260 180 130 合金钢退火状态180 380 260 190 290 190 140 200 140 90 淬火并回火 275 260 180 130 200 130 95 130 95 65 淬火并回火 300 240 165 120 185 120 90 125 90 60 淬火并回火350 205 145 105 160 105 75 110 75 55 高合金钢 退火状态 200 350 230 170 265 175 130 175 115 80 淬火状态 325 170 110 95 65 50 85 55 40 不锈钢马氏体/铁素体100 295 240 170 265 195 155 220 175 145 奥氏体 175 285 240 160 240 190 140 195 160 125 铸 钢非合金 180 260 185 145 190 130 100 135 105 75 低合金200255 160 120160 115 85120 90 60高合金225190 130 95135 90 7095 70 55。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能。
硬质合金刀片,又叫钨钢刀片,是以硬质合金也就是钨钢为材料的电子行业刀片。
接下来为您简单介绍,希望能给您带来一定程度上的帮助。
硬质合金材料本身的特性决定硬质合金切脚机刀片安全作业的重要性刀片安装前请做好防护措施,避免刀片掉落伤人造成不必要的人身财产安全损失。
1、听声检查:刀片安装时,请用右手食指小心地勾起刀片并使刀片悬空,然后用木锤轻敲刀体,侧耳辩听刀体上发出的声音,如发出浊音的刀片,经验证明刀体往往已受外力冲撞破坏存在裂纹、损伤。
这种刀片应立即禁止使用。
禁止使用发出浊音的切脚机刀片!
2、刀片安装:刀片安装前,请事先仔细清扫切脚机转动轴承安装面上的粉尘、切屑及其它杂物,保持轴承安装面及切脚机的清洁干净。
①将刀片小心平稳地置于轴承的安装面上,用手转动切脚机轴承使之与刀片中心自动找中对正。
②装上压刀块在切脚机刀片上并使之螺栓孔与切脚机轴承上的螺栓孔对正。
③装入内六角螺栓,用内六角扳手紧固螺钉把刀片牢固地安装在轴承上。
④刀片安装后,不能有松动及偏斜现象。
马鞍山恒诺机械有限公司紧邻南京禄口机场,环境优美,交通便利。
整个厂区占地20亩,生产车间4000平米,办公楼3000平米。
本公司专业研发生产3大系列刀片:钨钢刀片、锋钢刀片以及全钢刀片,主要包括横切螺旋刀、横切直刀、凹口用刀、平口用刀、旋切刀、切刀、切纸刀、三面切书刀、电动切纸刀、封切刀并承接3米整体钨钢刀片;我们研制成功了与国外同等材质的刀具,完全可替代同类进口产品。
我们的定制流程:前期接洽-图纸设计-确认订单-生产加工包装发货-售后保障。
公司形成了一套完整的合作流程,愿意以更好地产品质量,合适的价格服务新老客户,合作共赢!。