数控机床的伺服驱动系统设计
数控车床工作台二维运动伺服进给系统设计

数控车床工作台二维运动伺服进给系统设计摘要:数控车床在制造业中起着至关重要的作用。
为了提高生产效率和产品质量,设计一个稳定可靠、精确灵活的二维运动伺服进给系统尤为重要。
本文将针对数控车床工作台的二维运动伺服进给系统进行设计,包括运动控制算法、驱动器选型、传感器选择等方面。
1.引言数控车床是一种以电子技术、计算机技术和车床技术为基础的现代化机床。
它通过运动控制系统实现工作台的运动,可以实现复杂的加工工艺。
二维运动伺服进给系统是数控车床的核心部件之一2.运动控制算法运动控制算法是二维运动伺服进给系统的核心技术之一、常用的运动控制算法包括PID控制算法、自适应控制算法等。
PID控制算法是一种经典的,应用广泛的控制算法,它根据测量值与期望值的差异计算出控制量,并对系统进行修正。
自适应控制算法则是根据系统的参数变化自动地调整控制参数。
在设计二维运动伺服进给系统时需要根据实际情况选择合适的控制算法。
3.驱动器选型驱动器是实现工作台运动的关键部件,它将控制信号转换为电力信号,驱动电机工作。
在选择驱动器时需要考虑工作台的负载情况、速度要求和精度要求等因素。
常用的驱动器有直流伺服驱动器、交流伺服驱动器和步进驱动器等。
在设计二维运动伺服进给系统时需要根据实际情况选择合适的驱动器。
4.传感器选择传感器可以实现对工作台位置、速度和负载等参数的测量,是二维运动伺服进给系统的重要组成部分。
根据需要可以选择位置传感器、速度传感器和负载传感器等。
常用的位置传感器有编码器、激光干涉仪等,速度传感器有霍尔传感器、光电传感器等,负载传感器有压力传感器、力传感器等。
在设计二维运动伺服进给系统时需要根据实际需求选择合适的传感器。
5.结论设计一个稳定可靠、精确灵活的二维运动伺服进给系统对于提高数控车床的加工精度、提高生产效率具有重要意义。
本文针对数控车床工作台的二维运动伺服进给系统进行了详细的设计,包括运动控制算法、驱动器选型、传感器选择等方面。
CK6140数控车床主传动系统及进给伺服系统设计
__届毕业(设计)论文题目CK6140数控车床主传动系统及进给伺服系统设计专业班级学号学生姓名随笔客指导教师指导教师职称学院名称机电工程学院完成日期: 2014 年 5 月 25日CK6140数控车床主传动系统及进给伺服系统设计CK6140 CNC lathe main drive system and feed servo system design学生姓名指导教师摘要本文介绍了CK6140数控车床的组成及工作原理,对数控机床的主要组成部分:机床主轴箱,进给伺服系统及主轴PLC控制进行了总体的设计及其详细设计。
数控机床是现代机电一体化的典型产品,对提高零件的加工质量和加工效率具有较好的作用。
在本次设计中,主要完成了以下工作:根据给出的要求,首先确定设计要求给出的已知条件确定电机的型号和功率,传动系统的布局,变速方式,开停方式,换向方式,制动方式及齿轮的排列与布置。
然后根据转速范围及级数确定它的转速图、各齿轮的齿数和传动系统简图。
在根据已确定传动比来确定带传动。
通过轴的初步设计,进行齿轮的设计和校核。
选取相应的轴承和键,进行轴的具体设计和校核,键和轴承的设计和校核。
最后进行装配图和各个零件图的绘制,完成主轴箱的设计。
然后完成伺服系统的设计。
在对进给伺服系统进行设计时,要确定进给传动系统的传动方式及控制系统的形式。
设计中,选择进给伺服系统为开环控制系统。
通过给定的参数选择好步进电机的步距角可确定传动齿轮的传动比及滚珠丝杆的导程。
设计的进给伺服系统能够满足设计任务的要求。
关键词:数控机床主轴箱进给伺服系统AbstractThis thesis introduced the constitution and working principle of CK6140 machine tool,the primarily parts of NC machine tool designed:including proceeds the total design and detailed design. NC machine tool is a modern machine to give or get an electric shock the integral whole the typical model of technique the processing of product, right exaltation spare parts the quantity with process the efficiency to have the good function. In this design,primarily completed following work.According to the timetable to design. First identified design requirements given the known conditions determine the type and electrical power, drivetrain system layout, speed change, stop the way for the way braking and gear configuration and the way layout. Based on rotational speed and scope of the class to determine its rotational speed maps, the various gear and drivetrain system Chishu sketch. In accordance with established transmission belt transmission than to determine. Through axle of the preliminary design, gear design and verification. The bearings and get used to a specific axle design and verification, design and verification keys and bearings. Final assembly of the various parts and mapping. Completed the design of headstock.Then completing the design of the servomechanism system. In designing of servo system, we can determine driving mode of driving system and controlling mode of controllingsystem,choosing the servo system for opening wreath control the system.Passing the parameter to settle the choice the good step the step for the electrical engineering the distance cape can make sure to spread to move the spreading of wheel gear to move the radio the roll the bead silk the think stick's lead. Design of into give the servo system can satisfy to designthe request of the mission.Keywords:NC Machine Tool;Axis Housing;Servomechanism目录摘要 (Ⅰ)Abstract (Ⅱ)第一章卧式数控车床简介 (1)1.1数控车床简介 (1)1.2 CK6140介绍及设计说明 (2)1.3设计任务 (3)第二章 CK6140总体设计计算 (6)2.1总体设计要求 (6)2.2机床的总体布局的确定 (7)2.3换向方向的选择 (7)2.4开停方式选择 (8)2.5 制动方式选择 (8)2.6 齿轮布置与排布 (8)2.7 变速方式选择 (9)2.8进给系统的组成及选用 (10)第三章主变速箱总体设计 (12)3.1电机的选用 (12)3.2传动方案的拟定 (15)3.3确定各级的转速.................................... 错误!未定义书签。
数控机床的伺服系统

第6章 数控机床的伺服系统
伺服驱动装置
位置控制模块 速度控制单元
工作台 位置检测
速度环 速度检测 位置环
伺服电机
测量反馈
图6-1 闭环进给伺服系统结构
数控机床闭环进给系统的一般结构如图,这是一个双闭环系统,内 环为速度环,外环为位置环。速度环由速度控制单元、速度检测装置等构成。 速度控制单元是一个独立的单元部件,它是用来控制电机转速的,是速度控 制系统的核心。速度检测装置有测速发电机、脉冲编码器等。位置环是由 CNC装置中的位置控制模块、速度控制单元、位置检测及反馈控制等部分组 成。
第6章 数控机床的伺服系统
A C1 B4 2 B 3C A
逆时针转30º
C 4 B
A 1 2 3 A
B
C 1 B
A 2
B 3 C
C
逆时针转30º
4 A
第6章 数控机床的伺服系统
采用三相双三拍控制方式,即通电顺序按AB→BC→CA→AB(逆时针 方向)或AC→CB→BA→AC(顺时针方向)进行,其步距角仍为30。由于 双三拍控制每次有二相绕组通电,而且切换时总保持一相绕组通电,所以 工作比较稳定。
第6章 数控机床的伺服系统
设 A 相首先通电,转子齿与定子 A 、 A′ 对齐(图 3a )。然后在 A 相继续通电的情 况下接通 B 相。这时定子 B 、 B′ 极对转子 齿 2 、 4 产生磁拉力,使转子顺时针方向转 动,但是 A 、 A′ 极继续拉住齿 1 、 3 ,因 此,转子转到两个磁拉力平衡为止。这时转 子的位置如图 3b 所示,即转子从图 (a) 位 置顺时针转过了 15° 。接着 A 相断电, B 相继续通电。这时转子齿 2 、 4 和定子 B 、 B′ 极对齐(图 c ),转子从图 (b) 的位置又 转过了 15° 。其位置如图 3d 所示。这样, 如果按 A→A 、 B→B→B 、 C→C→C 、 A→A… 的顺序轮流通电,则转子便顺时针 方向一步一步地转动,步距角 15° 。电流 换接六次,磁场旋转一周,转子前进了一个 齿距角。如果按 A→A 、 C→C→C 、 B→B→B 、 A→A… 的顺序通电,则电机 转子逆时针方向转动。这种通电方式称为六 拍方式。
第五章 数控机床的进给伺服系统(4h-70) (PPTminimizer)
转子又逆时针转150,2、4齿与B相磁极对齐,假设继 续按BC C CA A。。。相序通电,步进电机就沿 着逆时针方向,以150的步距角一步一步移动。
这种通电方式采用单、双相轮番通电,在通电换接时 ,总有一相通电,所以任务较颠簸。
实践运用的步进电机,普通都要求有较小的步
距角,由于步距角越小所到达的位置精度越高
第一节 概述
一、进给伺服系统的定义及组成 . 定义
进给伺服系统(Feed Servo System)— —以移动部件的位置和速度作为控制
⒉ 组成: 位置控制单元;速度控制单元;
驱动元件(电机);检测与反应单元;机械
CNC 插补 指令
执位行置控部制件单。元
+
-
速度控制单元
+
-
机械执行部件
实际
电机
速度
➢假定按A
C
时针方向旋转。
B。。。停止,那么转子沿顺
上述通电方式称为三相单三拍通电方式。
所谓〝单〞是指每次只要一相绕组通电的意思。
√〝一拍〞——从一相通电换接到另一相通电称为一拍 。
√〝三拍〞——每一拍转子转过一个步距角,这样〝三 拍〞是指通电换接三次后完成一个通电周期。
➢三相六拍通电方式 ——即按A AB B BC C CA
▢步进电机
步进电机是一种将电脉冲信号转化为机械角位移的电 磁机械装置。由于所用电源是脉冲电源,所以也称为 脉冲马达。
步进电机和普通电机不同,普通电机通电后延续 转动,而步进电机那么随输入的脉冲按节拍一步一步 地转动。对步进电机施加一个电脉冲信号时,步进电 机就旋转一个固定的角度,称为一步。每一步所转过 的角度叫做步距角。
▢步进电机
步进电机的角位移量和输入的脉冲数成正比。在时间上与 输入的脉冲同步。
第五章 数控机床的伺服驱动系统
(7)惯性匹配 移动部件加速和降速时都有较大的惯量,由于要求系统
的快速响应性能好,因而电动机的惯量要与移动部件的惯量 匹配。通常要求电动机的惯量不小于移动部件惯量。
数控机床的伺服驱动系统
5.2 位置控制
D/A 转换器
伺服放大器
伺服 电动机
Pf 反馈脉冲
位置检测
脉冲处理
图 5-2 脉冲比较伺服系统结构框图
工作台
光栅或光 电编码器
数控机床的伺服驱动系统
(1) 由计算机数控制装置提供指令的脉冲。 (2) 反映机床工作台实际位置的位置检测器。 (3) 完成指令信号与反馈信号相比较的比较器。 (4) 将比较器输出数字信号转变成伺服电动机模拟控制 信号的数/模转换器。 (5) 执行元件(伺服电动机)。
数控机床的伺服驱动系统
(1)指令脉冲PC=0,这时反馈脉冲Pf=0,则Pe=0,则伺
服电动机的速度给定为零,工作台继续保持静止不动。
(2)现有正向指令PC+=2,可逆计数器加2,在工作台尚 未移动之前,反馈脉冲Pf+=0,可逆计数器输出Pe=Pc+-Pf+=2
-0=2,经转换,速度指令为正,伺服电动机正转,工作台 正向进给。
CP A9 ≥1
CP
RC
+Vcc B
A A10 RD Q +Vcc
A3
DS
A4
Q CP
≥1
A7
DS
CPQ
A8 ≥1
RC
+Vcc BQ
A A11 RD +Vcc
D Q7 A12
数控车床伺服进给系统设计
2 2 滚珠丝 杠副载 荷及转 速计 算 . 这里 的载荷及转 速是 指 ,滚珠丝 杠 的当量载荷 F 与 当量转 速 . 当负 荷与转 速接 近正 比变 化时 ,各 种转 速使 用机会均 等 ,可按下 列公 式计算 :
作 fr0嵩-5 , ,. 口人 助 工师 主 从机 实 实 教 方 研 誓 期 昊-60) 宁 市 ,理 程 ,要 事 械 习训 学 面 究 jC 2 9- 男 f 营 ,1 8 f :奥。 2 t  ̄ 11 日 吴 ( 矶买.毅力饼 头 罕 圆咒
F一 = F进 拾+ F i
() 4
则 Fr o ==20 0 . —2o 4 8N.故 F - 0 +4 8 o .  ̄
'’ :
一13 8N 3
2 2Ph
堡 二 堡 ! 一 坚± 二
”
() 5
则 n 一
- 2 8r mi. 0 / n
吴奥 嵩
数 控 车 床 伺 服 进 给 系统设 计
8 7
F:
m
±
3
() 2
假设 刀架 重量 1 0k ,溜板 重量 2 g 0 g Ok ,电机 重量 1 0k 0 g
F = g i
・
() 3
式 中 ,为滚动 摩擦 系数 ,取 , . 0 ,则 F i . 0 ×( 0 +2 ) 0 . . =0 0 4 =O 0 4 i 0 0 ×1 =4 8N
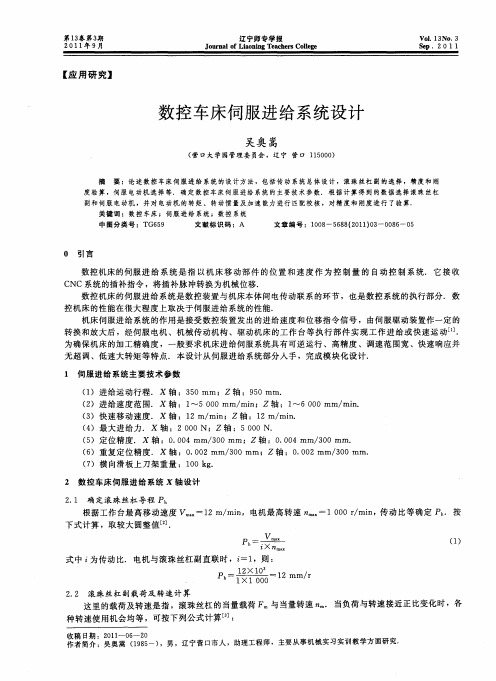
1 伺 服进给 系统主 要技术 参数
( )进 给运动行 程. X 轴 :3 0mm;Z轴 :9 0mm. 1 5 5 ( )进 给速度 范围. X 轴 :1 0 2 ~50 0mm/ n mi;Z轴 :1 0 ~60 0 mm/ n mi. ( )快 速移动 速度. X 轴 :1 mi ;Z轴 :1 mi. 3 2m/ n 2m/ n () 最大进 给力.X 轴 :20 0N;Z轴 :50 0N. 4 0 0 ()定 位精度 .X 轴 :0 0 4 rm/ 0 5 .0 a 3 0mm;Z轴 :0 0 4rm/ 0 . 0 a 3 0mm. () 重复定位 精度 .X 轴 :0 0 2mm/ 0 6 . 0 3 0mm;z轴 :0 0 2mm/ 0 .0 3 0mm. ( )横 向滑板 上刀 架重 量 :1 0k . 7 0 g 2 数控 车床伺服 进给 系统 x 轴 设计 2 1 确定 滚珠丝杠 导程 P . h
数控机床伺服驱动系统齿轮配比设计
21 0 2年 3月
文章编号 :∞l 3 9 ( 0 2. - 1 9 0 l 一 9 7 2  ̄ )3 O 6 - 2 0
机 械 设 计 与 制 造
M a h n r De in c iey sg & Ma u a t r n f cu e 19 6
数控机 床 伺 服 驱 动 系统 齿轮 配 比设 计
【 摘 要】 在数控车床改造 中, 机床进给伺服驱动 系统是重要的组成部分, 控制精度是非常重要的 指标。该文介绍 了 数控机床进给伺服 系统的组成和分类, 同时介绍了电子齿轮在数控机床 中的应用情
况 , 绍 了电子齿轮 的概 念 , 介 以配置 了安 川伺服 电机 和驱动 器的数控 进给 系统 为例 , 绍 了电子 齿轮 比 介 的计 算过程 。
cp e cr a.yt igteC Cfe i s m wt Anh a e om tr ddi r rea - et l tcgrB kn N edn s t i cunsr oo r e a xl f o e ie a h gye h v n a v a t n s
度一般可达± . m 00 m。 2
械传动系统达到对数控机床工作台的位置控制 , 而—旦机械传动链 确定下来则其传动比也就固定 , 这样这 台数控机床的脉冲当量就固 定了,而脉冲当量是数控装置发出—个脉冲工作台所移动的位移, — 它是影响数控机床加工精度的非常重要的指标。 为了在这样的机械
p eteclua n p oes o r ot no e cr a g a t d c di e . l, a l ig r sfr o ro l tcl r i r u e d t h c t c p p i f e i i no e s n d1
数控机床的位置伺服系统设计

,
,
ma ny fr i l o
校正 。
—— 丁L _ _ 1
竺
H. 竺
一
一j 卜 _
l
图 1 系统 硬 件 框 图
( )位置环设计 。位 置控制 环在整个控制系统 中举足轻 1 重, 也是 三个控制环 中最为复杂的控制环 。 其内容包括位置控 加速功能等。 设计采用 IT L 7 1 N E 85 H作为 C U, P 位置环控制程 序 固化在 8 5 H内部 4 71 K字节 的 E R M中 , PO 主要完成位置伺 服 系统的控制 。伺服接 口电路采用 高精度 的 1 4位 DA转化 /
Z HAO Y -u n aja
(h 州 vc wn ihsho o y a i ,H nn Poi e J un Hea 5 6 0 C ia te o ̄ d h col f J un Ct ea r n , i a , nn 4 4 5 , hn) g i y vc y
第 3 8卷 第 1期 ・ 术 学
V o1 N o. . 38 1
湖
南
农
机
2011年 1 月
Ja . 0 11 n 2
HUNAN AGR CUL I TUR ACHI AL M NERY
数控机 床的位置伺服 系统设 计
赵 亚 娟
( 河南 省济 源市第 一职业 高 中 , 河南 济源 44 5 ) 5 60
服系统驱动机械执行部分 , 最终实现精确的进给运动。 服系 伺 统实际上是一种高精度 的位置跟踪与定位 系统 。伺服系统 的 性能决定 了数控机床的许多性能 。因此提高进给伺服系统 的 动态特性与静态特性的品质 是人们始终追求 的 目标 。
数控机床伺服进给装置的设计
数控机床伺服进给装置的设计随着数控技术的不断发展,数控机床的应用范围不断扩大。
其中,数控机床伺服进给装置是数控机床的重要组成部分之一。
本文旨在从设计原理、控制模式、性能参数等方面进行探讨,为数控机床伺服进给装置的设计提供一定的参考。
一、设计原理数控机床伺服进给装置可以分为三个部分,即传感器、控制器和执行器。
其中,传感器主要用于实时监测各种运动参数,比如位置、速度等。
控制器则将传感器获得的数据进行处理,并根据给定的指令生成相应的控制信号,最终交给执行器以驱动机床运动。
伺服进给装置的动力源一般采用电动机,不同型号的电动机有不同的特性,比如转速、功率、峰值扭矩等。
因此,在具体设计时需要根据机床运动需求而选择合适的电动机。
另外,伺服进给装置还需要考虑一些机械传动装置,比如导轨、丝杠等。
这些装置的质量和精度会影响伺服进给装置整体的性能和精度。
因此,在进行设计时需要综合考虑机械和电器的因素。
二、控制模式伺服进给装置的控制模式通常分为位置控制、速度控制和力控制。
不同的控制模式在实际应用中也有不同的优缺点。
位置控制:位置控制是伺服进给装置最常见的控制模式之一。
它可以确保机床的位置精度,并且可以根据加工工艺的不同进行快速换刀。
位置控制的缺点是,当机床受到外部扰动时,位置控制系统可能会对机床产生交错,影响机床的加工精度。
速度控制:速度控制可以确保机床运动的平稳性和稳定性,对于高速切削和加工负载较大时,速度控制比位置控制更为适用。
但速度控制设备精度与加工速度相当,在加工负载不大时会影响位置精度。
力控制:力控制可以根据加工负载变化,动态地调整加工力、进给速度等参数,能够增强机床的自适应性和加工质量。
但因为加工负载难以实时查询,速度接近慢速或轻负载条件下的削减力控制将导致大幅度速度的波动和加工质量的下降。
因此,力控制需要在合适的运动参数下才能获得理想的加工质量。
三、性能参数伺服进给装置的性能参数直接影响到加工质量和加工效率。
数控机床的伺服驱动系统
上一页 下一页 返回
6.2 二维数组
6.2.3二维数组的初始化
一维数组初始化也是在类型说明时给各下标变量赋以初值。 一维数组可按行分段赋值,也可按行连续赋值。
6.2 步进电机及其驱动控制系统
4、根据结构分类 步进电机可制成轴向分相式和径向分相式,轴向分相式
又称多段式,径向分相式又称单段式。单段反应式步进电机, 是目前步进电机中使用最多的一种结构形式。还有一种反应 式步进电机是按轴向分相的,这种步进电机也称为多段反应 式步进电机。
上一页 下一页 返回
6.2 步进电机及其驱动控制系统
下一页 返回
6.2 步进电机及其驱动控制系统
6.2.1步进电机的分类
1、根据相数分类 步进电机有二、四、五、六相等几种,相数越多,步距
角越小,而且采用多相通电,可以提高步进电机的输出转矩。
上一页 下一页 返回
6.2 步进电机及其驱动控制系统
2、根据力矩产生的原理分类 分为反应式和永磁反应式(也称混合式)两类。 反应式步进电机的定子有多相磁极,其上有励磁绕组, 而转子无绕组,用软磁材料制成,由被励磁的定子绕组产生 反应力矩实现步进运行。永磁反应式步进电机的定子结构与 反应式相似,但转子用永磁材料制成或有励磁绕组、由电磁 力矩实现步进运行,这样可提高电机的输出转矩,减少定子 绕组的电流。
上一页 下一页 返回
6.2 步进电机及其驱动控制系统
1、三相三拍工作方式 在图6-2中,设A相通电,A相绕组的磁力线为保持磁阻
最小,给转子施加电磁力矩,使磁极A与相邻转子的1、3齿 对齐;接下来若B相通电,A相断电,磁极B又将距它最近的 2、4齿吸引过来与之对齐,使转子按逆时针方向旋转30°; 下一步C相通电,B相断电,
数控机床第7章 主轴伺服驱动系统
• (2)CVCF:恒电压、恒频率(Constant Voltage and Constant Frequency)的缩写。
2021/1/20
11
• 2.变频器的工作原理
• 交流电动机的同步转速表达式位为
•
n = 60 f (1−s)/p (7-1)
• 式中:n——异步电动机的转速;
• f——异步电动机的频率;
• s——电动机转差率;
• p——电动机极对数。
• 由上式可知,转速n与频率f成正比,只要改变频率f即 可改变电动机的转速,当频率f在0~50Hz的范围内变
化时,电动机转速调节范围非常宽。变频器就是通过 改变电动机电源频率实现速度调节的,是一种理想的 高效率、高性能的调速手段。
2021/1/20
9
7.2.1 变频器定义及工作原理
• 1.变频器定义及分类 • 各国使用的交流供电电源,无论是用于家庭还是用于工厂,其电
压和频率均为400V/50Hz或200V/60Hz(50Hz)等。通常, 把电压和频率固定不变的交流电变换为电压或频率可变的交流电 的装置称作“变频器”。 • 变频器是把工频电源(50Hz或60Hz)变换成各种频率的交流电 源,以实现电动机的变速运行的设备,其中控制电路完成对主电 路的控制,整流电路将交流电变换成直流电,直流中间电路对整 流电路的输出进行平滑滤波,逆变电路将直流电再逆成交流电。 对于如矢量控制变频器这种需要大量运算的变频器来说,有时还 需要一个进行转矩计算的CPU以及一些相应的电路。变频调速是 通过改变电动机定子绕组供电的频率来达到调速的目的。
数控机床的伺服驱动系统

数控机床的伺服驱动系统
伺服系统是指以机械位置或角度作为控制对象的自动控制系统,而在数控机床中,伺服系
2
统主要指各坐标轴进给驱动的位置控制系统,它由执行组件(如步进电机、交直流电动机
等)和相应的控制电路组成,包括主驱动和进给驱动。伺服系统接收来自CNC装置的进给
脉冲,经变换和放大,再驱动各加工坐标轴按指令脉冲运动。这些轴有的带动工作台,有
(4)步进电动机的主要特点
步进电动机受脉冲信号的 控制,每输入一个脉冲, 就变换一次绕组的通电状 态,电动机就相应转动一 步。因此角位移与输入脉 冲个数成严格的比例关系。
一旦停止送入控制脉冲, 只要维持控制绕组电流不 变,电动机可以保持在其 固定的位置上,不需要机 械制动装置。
输出转角精度高,虽有相 邻齿距误差;但无积累误 差。
4.3.2.2 直流伺服电动机
直流伺服电动机是数控机床伺服系统中应用最早的,也是使用最广泛的 执行组件。直流伺服电动机有永磁式和电磁式两种结构类型。随着磁性 材料的发展,用稀土材料制作的永磁式直流伺服电动机的性能超过了电 磁式直流伺服电动机,目前广泛应用于机床进给驱动。直流伺服电动机 的工作原理与普通直流电动机完全相同,但工作状态和性能差别很大。 机床进给伺服系统中使用的多为大功率直流伺服电动机,如低惯量电动 机和宽调速电动机等。
θb =
从上面的分析可以看 出,步进电动机转动 的角度取决于定子绕 组的相数、转子齿数 及供电的逻辑状态。 若以θb表示步距角, 则有
(4-12)
360
mzK 式中 m—步进电动机相数;z—转子齿数;K—由 步进电动机控制方式确定的拍数和相数的比例系 数,如三相三拍时,K=1;而三相六拍制时,K =2。 为了提高加工精度,一般要求步距角很小,数控 机床中常用的步进电动机步距角为0.36o~3o
数控机床的伺服系统

4.2 步进电动机驱动控制系统
4.2.3 步进电动机的驱动控制
1.步进电动机的工作方式 从一相通电换接到另一相通电称为一拍,每拍转子转过一个
步距角。按A→B → C → A → …的顺序通电时,电动机的转 子便会按此顺序一步一步地旋转;反之,若按A → C → B → A→…的顺序通电,则电动机就会反向转动,这种三相依次 单相通电的方式,称为三相单三拍式运行,“单”是指每次 只有一相绕组通电,“三拍”是指一个循环内换接了三次, 即A、B、C三拍。单三拍通电方式每次只有一相控制绕组通 电吸引转子,容易使转子在平衡位置附近产生振荡,运行稳 定性较差;另外,在切换时一相控制绕组断电而另一相控制绕 组开始
4.2.2 步进电动机的工作原理与主要特 性
1.步进电动机的工作原理
上一页 下一页 返回
4.2 步进电动机驱动控制系统
步进电动机的工作原理实际上是电磁铁的作用原理。下面以 图4-2所示的一个最简单步进电动机结构为例说明步进电动机 的工作原理。其定子上分布有6个齿极,每两个相对齿极装有 一相励磁绕组,构成三相绕组。
也称为数组的长度。
下一页 返回
6.1 一维数组
对数组的定义应注意以下几点。 (1)数组的类型实际上是指数组元素的取值类型。对于同一
个数组,其所有元素的数据类型都是相同的。 (2)数组名的书写规则应符合标识符的书写规定。 (3)数组名不能与其他变量名相同。 (4)不能在方括号中用变量来表示元素的个数,但是可以用
按伺服控制方式不同,数控机床伺服系统可分为开环、闭环 和半闭环系统。开环型采用步进电动机驱动,控制方式简单, 信号单向传递,无位置反馈,所以精度不高,适用于要求不 高的经济型数控机床中。而闭环控制系统采用直流、交流伺 服电动机驱动,位置检测元件安装于机床运动部件上,
数控机床用智能伺服系统的设计

2 直 线 永磁 同步 电机
直线伺 服 系统 中 的驱 动 电机 以永 磁 直线 电机
丝杠 ” 给方式 相 比 , 然 消 除 了机 械 传 动所 带 来 进 虽 的一 些不 良影响 , 但却增 加 了控制 的难 度 。直 线交
流伺 服 电动 机具有 耦合 性 、 线性 、 载扰 动 、 非 负 时变 不确 定性 等 , 以 建立 精 确 的数 学模 型 , 用 常规 难 使 的 P D控制 器难 以达 到 理想 的控 制效 果 [ 。而模 I 4 ]
增益 是 对系 统性能 影 Biblioteka 较 大 。对 于 一个 确定 的数 。
学模 型 , 在保 证 系 统稳 定 和不 超 调 的情 况 下 , 应 尽
函 为 (一 等 赢电 特 传 函 可能 的取 大 的位置环 增益 尼 , 高系统 的加丁 轮 数 G)簧 一 s ,磁 性 递 以提
数 为 G㈤ 一 一 。
型 参数发 生 变 化 , 系统 不 再 保 持 原有 的 良好 性 能 。 例如: 当负载 质量增 大 , 系统 的响应 速度 变慢 , 原 且
容 易 出现 超调 ] 。为 了提 高系 统 的适应 性 , 位置 调 节器 采用基 于 模 糊控 制 理 论 设计 的 自调整 参 数 的 P D控制 器 ( 3 , 而实现 过程 的 自适 应控 制 。 I 图 )从
模糊 白整定 位 置 调 节 器 比例 增 益控 制 器 是 利
图 1 直 线 电机 伺 服 系统 结 构 示 意 图
用模糊 理论 建 立位 置 比例 增益 变 化 △ 与控 制 偏 走 差 和偏 差 的变化 率 间的二 元关 系 , 根据输入 并 和C C自整定控 制器 的参 数 △ 如 图 4 , 是( ) 再用 △ 是 来修正 尼 。实 际应用 中 , 糊 推理过 程通 过查表 来 模
数控车床伺服进给系统结构设计毕业论文

摘要数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中结构复杂,精密,批量小,多变零件的加工问题,且能稳定产品的加工质量,大幅度提高生产效率。
本论文主要对数控机床伺服进给系统的机械部分这一课题进行探讨,文中详细描述了数控机床伺服进给系统的设计方法,包括传动系统总体设计,滚珠丝杠副的选择,伺服电动机的选择,精度和刚度验算。
同时运用软件Solidworks做出伺服进给系统的零部件,以及将各个零部件进行装配,二维工程图出图。
关键词:数控机床;伺服电动机;伺服进给系统;滚珠丝杠副AbstractNC machine tools as typical electromechanical products, plays an enormous role in machinery manufacturing, it solutes the problems of modern machinery manufacturing complex, precision, small batches,changeable parts processing, also it can be able to stable quality of products, increase productivity greatly. In this paper, it mainly explore to the topic of mechanical parts of NC machine tools’ servo feed system, This article describes the designing method of the NC machine tools’ servo feed system , including designing the transmission system, choosing Ball Screws, servo motor, checking the accuracy and rigidity. Make out parts of NC machine tools’ servo feed system and assemble the parts with solidworks. Export 2D engineering drawing and make the animations of feed system, produce three-dimensional cutaway views of Ball Screws and Rolling Guides.Key word: NC machine;Servo motor; Servo feed system; Ball Screws目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控机床的概念 (1)1.2 数控机床的组成分类及特点 (1)1.2.1 数控机床的组成 (1)1.2.2 数控机床的分类 (1)1.2.3 数控机床的特点 (2)1.3 数控系统的发展简史及国外发展现状 (2)1.4 我国数控系统的发展现状及趋势 (3)1.4.1 数控技术状况 (3)1.4.2 数控系统的发展趋势 (4)1.5 伺服系统的特点 (4)1.6 本课题的研究内容和方法 (6)1.7 本章小结 (7)2 进给系统的总体方案设计 (7)2.1 机床的主要性能 (8)2.2 进给系统的精度要求 (8)2.3 进给传动控制伺服系统的选择 (8)2.4 进给系统的传动要求及传动类型的选择 (9)2.4.1 进给系统的传动要求 (9)2.4.2 传动类型的选择 (9)2.5 电机与丝杠联接方式的选择 (10)2.6 进给传动方案设计 (11)3 数控车床伺服进给系统X轴选型 (12)3.1 滚珠丝杆机构的计算选型 (13)3.1.2 精度等级选定 (14)3.1.3 导程的计算和选定 (15)3.1.4 丝杆支承方式选定 (15)3.1.5 丝杆外径选定及校核 (15)3.1.6 计算最大轴向载荷 (16)3.1.7 轴向允许载荷计算 (16)3.1.8 丝杠允许转速计算及校核 (17)3.1.9 寿命计算及校核 (19)3.2 电机的选型 (19)3.2.1 转速的计算 (19)3.2.2 驱动扭矩计算 (20)3.2.3 计算角加速度 (21)3.2.4 电机所需的加速扭矩 (21)3.2.5 计算各种运动状态下点检所需要的驱动扭矩 (21)3.2.6 电机转动惯量要求 (22)3.3 滚珠丝杠副的支承的设计 (22)3.4 同步齿轮带传动的设计 (24)3.5 导轨的选择 (25)4 数控车床伺服进给系统Z轴选型 (26)4.1 滚珠丝杆机构的计算选型 (26)4.1.1载荷的确定 (27)4.1.2 精度等级选定 (27)4.1.3 导程的计算和选定 (28)4.1.4 丝杆支承方式选定 (29)4.1.5 丝杆外径选定及校核 (29)4.1.6 计算最大轴向载荷 (29)4.1.7 轴向允许载荷计算 (30)4.1.8 丝杠允许转速计算及校核 (31)4.1.9 寿命计算及校核 (33)4.2 电机的选型 (33)4.2.1 转速的计算 (33)4.2.2 驱动扭矩计算 (34)4.2.3 计算角加速度 (35)4.2.4 电机所需的加速扭矩 (35)4.2.5 计算各种运动状态下点检所需要的驱动扭矩 (35)4.2.6 电机转动惯量要求 (36)4.3 滚珠丝杠副的支承的设计 (37)4.4 联轴器传动的设计 (39)4.5 导轨的选择 (39)5 伺服进给系统的结构设计 (40)5.1 solidworks实体设计的特征功能及其在本次设计中的应用405.2 伺服进给系统主要零件的设计及装配 (41)5.2.1 导轨的设计 (41)5.2.2 Z轴丝杠螺母的设计 (45)5.2.3 添加轴承 (46)5.2.4 添加紧固件 (46)5.2.5 X轴滑块的设计 (47)5.2.6 丝杠的设计 (47)5.3 伺服进给系统零件的装配 (48)5.4 伺服进给系统的装配图 (49)结论 (51)致谢 (52)参考文献 (53)附录A (54)附录B (69)1 绪论1.1 数控机床的概念数控机床是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,是技术密集度及自动化程度很高的典型机电一体化加工设备。
伺服驱动系统设计方案及对策
伺服驱动系统设计方案伺服电机的原理:伺服的基本概念是准确、精确、快速定位。
与普通电机一样,交流伺服电机也由定子和转子构成。
定子上有两个绕组,即励磁绕组和控制绕组,两个绕组在空间相差90°电角度。
伺服电机部的转子是永磁铁,驱动控制的u/V/W三相电形成电磁场转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。
伺服电机的精度决定于编码器的精度{线数)。
伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降作用:伺服电机,可使控制速度,位置精度非常准确。
交流伺服电机的工作原理和单相感应电动机无本质上的差异。
但是,交流伺服电机必须具备一个性能,就是能克服交流伺服电机的所谓"自转”现象,即无控制信号时,它不应转动,特别是当它已在转动时,如果控制信号消失,它应能立即停止转动。
而普通的感应电动机转动起来以后,如控制信号消失,往往仍在继续转动。
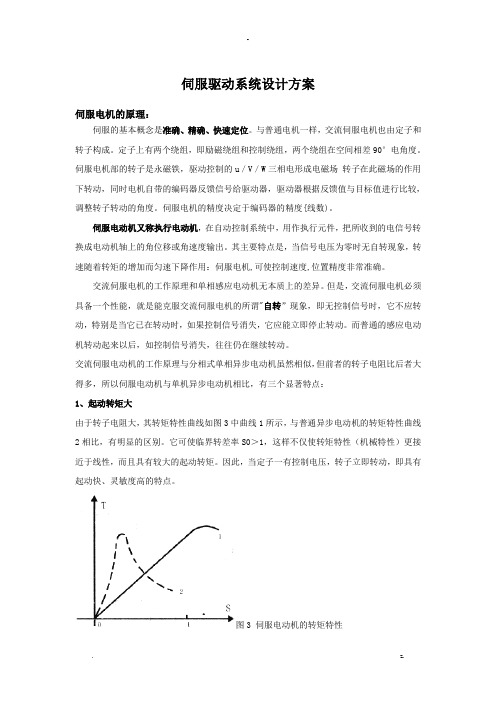
交流伺服电动机的工作原理与分相式单相异步电动机虽然相似,但前者的转子电阻比后者大得多,所以伺服电动机与单机异步电动机相比,有三个显著特点:1、起动转矩大由于转子电阻大,其转矩特性曲线如图3中曲线1所示,与普通异步电动机的转矩特性曲线2相比,有明显的区别。
它可使临界转差率S0>1,这样不仅使转矩特性(机械特性)更接近于线性,而且具有较大的起动转矩。
因此,当定子一有控制电压,转子立即转动,即具有起动快、灵敏度高的特点。
图3 伺服电动机的转矩特性2、运行围较宽如图3所示,较差率S在0到1的围伺服电动机都能稳定运转。
3、无自转现象正常运转的伺服电动机,只要失去控制电压,电机立即停止运转。
当伺服电动机失去控制电压后,它处于单相运行状态,由于转子电阻大,定子中两个相反方向旋转的旋转磁场与转子作用所产生的两个转矩特性(T1-S1、T2-S2曲线)以及合成转矩特性(T-S曲线)如图4所示,与普通的单相异步电动机的转矩特性(图中T′-S曲线)不同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章绪论1-1选题背景与意义数控技术也叫计算机数控技术(CNC,Compute Numerical Control),目前它是采用计算机实现数字程序控制的技术。
数控技术是机械加工自动化的基础,是数控机床的核心技术,其水平高低关系到国家战略地位和体现国家综合国力的水平,数控技术的广泛应用给传统的制造业的生产方式,产品结构带来了深刻的变化。
也给传统的机械,机电专业的人才带来新的机遇和挑战。
我国经济全面与国际接轨,并逐步成为全球制造中心,我国企业广泛应用现代化数控技术参与国际竞争。
数控技术是制造实现自动化,集成化的基础,是提高产品质量,提高劳动生产率不可少的物资手段。
数控机床的伺服驱动系统作为一种实现切削刀具与工件间运动的进给驱动和执行机构,是数控机床的一个重要组成部分,它在很大程度上决定了数控机床的性能,如数控机床的最高移动速度、跟踪精度、定位精度等一系列重要指标取决于伺服驱动系统性能的优劣。
因此,随着数控机床的发展,研究和开发高性能的伺服驱动系统,一直是现代数控机床研究的关键技术之一。
在数控机床中,伺服系统是数控机床里的一个非常重的部分,对于它的控制的好坏一定程度上反应一个机床的控制柔性的程度。
步进电机驱动系统控制数控车床进给运动,为车床主轴提供驱动功率以及所需的切削力。
目前在数控车床开环系统中,进给驱动常使用伺服步进电机,由于直流伺服电动机存在着一些的固有的缺点(比如,有电刷,限制了转速的提高,而且结构复杂,价格较贵。
),使其应用环境受到限制。
交流伺服电动机没有这些缺点,且转子惯量比直流电动机小,使得动态响应好。
另外在同样体积下,交流电动机的输出功率可比直流电动机提高10%~70%;其容量也可以比直流电动机造得大,达到更高的电压和转速。
因此,交流伺服系统得到了迅速发展,已经形成潮流。
从20世纪80年代后期开始,大量使用交流伺服系统,目前,已基本取代了直流电动机,直流电动机已逐渐被淘汰,在数控机床的主轴驱动中,均采用笼型异步电动机。
为了获得良好的主轴特性,主轴驱动系统中采用矢量变频控制的交流主轴电动机,矢量控制分无速度传感器和有速度传感器两种方式,后者具有更高的速度控制精度,在数控车床中无速度传感器的矢量变频器已符合控制要求,而在进给驱动系统中一般都采用永磁同步电机,1964年德国人率先提出脉宽调制变频思想,把通讯系统中的调制技术应用于交流变频器。
调制方法很多,目前用得最多的是正弦脉宽调制[1]。
1-2数控机床对伺服系统的要求伺服系统是数控机床中及其重要的一部分,伺服系统的性能直接影响到机床的加工精度,面对国内外伺服系统的发展趋势对伺服驱动系统有下几点基本要求。
1)精度高。
伺服系统的精度是指输出量能复现输入量的精确程度。
包括定位精度和轮廓加工精度。
为了保证数控机床的加工精度,除了要求数控系统精度和机床机械精度有足够高以外,还要求具有足够高的伺服系统定位精度和进给跟踪精度,并且还起着主要作用。
一般要求定位精度为0.01-0.001m;而高档设备的定位精度还应在0-1μm以内。
2)稳定性好。
稳定是指系统在给定输入或外界干扰作用下,能在短暂的调节过程后,达到新的或者恢复到原来的平衡状态。
直接影响数控加工的精度和表面粗糙度。
要求伺服系统有较高的可靠性、稳定性,并且受电源、环境、负载等的影响要小。
还要具有足够的传动刚性和速度稳定性。
也就是说伺服系统在负载或切削条件发生变化时,应使进给速度保持恒定。
刚性良好的系统,负载力矩的变化对进给速度的影响很小。
3)快速响应。
快速响应是伺服系统动态品质的重要指标,它反映了系统的跟踪精度。
为了保证轮廓切削形状精度和加工表面粗糙度,要求伺服系统除了要有较高的定位精度外,还要有良好的快速响应特性,也就是要求伺服电动机起、停的升降速过程要短,要有较高的加速度。
电动机转速从0升至1500r/min的时间控制在0-2s以内。
4)调速范围宽。
调速范围是指生产机械要求电机能提供的最高转速和最低转速之比。
0~24m / min[2]。
为适应不同的加工条件,例如加工零件的材料、尺寸、部位以及刀具的种类和冷却方式等不同,数控机床的进给速度需要在很宽的范围内无级变化。
这就要求伺服电机要有很宽的调速范围和优异的调速特性。
一般数控机床进给伺服系统的调速范围都在0~30m/min,高的可达240m/min。
5)低速大转矩。
由于机床在低速切削时,切深和进给都比较大,也就是说吃刀抗力较大,这就要求主轴电动机输出的转矩也应该较大。
现代数控机床的伺服电动机通常都是与丝杠直接相连,中间没有减速齿轮,这就要求进给电动机能输出较大的转矩。
进给坐标的伺服控制属于恒转矩控制,在整个速度范围内都要保持这个转矩;主轴坐标的伺服控制在低速时为恒转矩控制,能提供较大转矩。
在高速时为恒功率控制,具有足够大的输出功率。
除上面的一般要求之外,还具有下面的控制功能:1)准停控制为了自动换刀,要求主轴能进行高精度的准确位置停止。
2)角度分析控制分度有两种:一是固定的等分角位置控制。
二是连续的任意角度控制。
(作特殊加工时,主轴坐标有了进给坐标的功能,称为“C”轴控制。
)为了满足对伺服系统的要求,对伺服系统的执行元件——伺服电机也相应提出高精度、快反映、宽调速和大转矩的要求,一般具备小惯量大转矩的具体特征。
最低进给速度到最高进给速度范围都能稳定运行平滑过度。
进给电机应具有大的较长时间的过载能力,一般能过载4-5倍左右,持续时间达10分钟以上,转动惯量要小,满足快速响应的要求,一般进给伺服电机做成细长,高档进给具备400rad/s2以上的加速度,保证电机在0.2s以内从静止起动到1500rad/min。
电机应能承受频繁的起动制动和反转,20次/min以上。
1-3数控机床伺服驱动系统设计的总体方案数控机床(CNC machinery)集计算机技术、电子技术、自动控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品, 具有模块化特点。
因此数控机床在控制设计上具有很大的灵活与实际应用性。
本文设计的根据现代化发展的趋势,通过各类伺服驱动系统的介绍,进而用步进电机的伺服驱动系统与交流伺服驱动系统进行多反面比较,无论从起结构方式,应用范围,得出交流伺服驱动系统的优越性,进而对交流伺服系统的典型系统(永磁同步伺服系统)进行基于DSP的永磁同步伺服系统设计。
第二章伺服驱动系统的基本组成和工作原理2-1伺服驱动系统的基本结构伺服系统是数控机床的重要组成部分。
伺服系统位于数控机床数控系统与机床主体之间,伺服系统是数控装置(计算机)和机床的联系环节。
数控装置发出的控制信息,通过伺服驱动系统转换成坐标轴的运动,完成程序所规定的操作。
伺服系统又称为位置随动系统、驱动系统或伺服单元。
伺服系统的主要功能就是从数控系统接收微小的电控信号(5V左右,mA级),放大成强电的驱动信号(几十、上百伏、安培级),用以驱动伺服系统的执行元件——伺服电动机,将电控信号的变化,转换成电动机输出轴的角位移或角速度的变化,从而带动机床主体部件(如工作台、主轴或刀具进给等)运动,实现对机床主体运动的速度控制和位置控制,达到加工出工件的外形和尺寸的最终目标[3]。
其基本组成如图2-1所示。
图2-1伺服系统的基本组成2-2数控机床的伺服系统的组成数控机床伺服驱动系统由驱动信号控制转换电路,电子电力驱动放大模块,速度调节单元,电流调节单元,检测装置。
一般闭环系统为三环结构:位置环、速度环、电流环。
位置、速度和电流环均由:调节控制模块、检测和反馈部分组成。
电力电子驱动装置由驱动信号产生电路和功率放大器组成。
严格来说:位置控制包括位置、速度和电流控制;速度控制包括速度和电流控制。
速度控制单元:用来控制电机转速,是速度控制系统的核心。
速度检测装置:测速发电机、脉冲编码器等。
速度环控制在进给驱动装置内完成,位置环由数控装置来完成。
特点:外部看:以位置指令输入和位置控制为输出的位置闭环控制系统。
从内部的实际工作来看,它是先把位置控制指令转换成相应的速度信号后,通过调速系统驱动伺服电机,实现实际位移的。
2-3数控伺服系统的分类数控机床伺服系统种类繁多,按照不同参照可分如下几类1)按控制原理和有无位置反馈装置分:开环和闭环伺服系统;2)按用途和功能分:进给驱动和主轴驱动系统;3)按驱动执行元件的动作原理分:电液伺服驱动系统和电气伺服驱动系统。
开环数控系统没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
无位置反馈,精度相对闭环系统来讲不高,其精度主要取决于伺服驱动系统和机械传动机构的性能和精度。
一般以功率步进电机作为伺服驱动元件。
这类系统具有结构简单、工作稳定、调试方便、维修简单、价格低廉等优点,在精度和速度要求不高、驱动力矩不大的场合得到广泛应用。
一般用于经济型数控机床,如图2-2所示。
图2-2开环伺服系统半闭环数控系统。
半闭环数控系统的位置采样点如图2-3所示,是从驱动装置(常用伺服电机)或丝杠引出,采样旋转角度进行检测,不是直接检测运动部件的实际位置。
半闭环环路内不包括或只包括少量机械传动环节,因此可获得稳定的控制性能,其系统的稳定性虽不如开环系统,但比闭环要好。
由于丝杠的螺距误差和齿轮间隙引起的运动误差难以消除。
因此,其精度较闭环差,较开环好。
但可对这类误差进行补偿,因而仍可获得满意的精度。
半闭环数控系统结构简单、调试方便、精度也较高,因而在现代CNC机床中得到了广泛应用。
图2-3半闭环伺服系统全闭环数控系统。
全闭环数控系统的位置采样点如图2-4的虚线所示,直接对运动部件的实际位置进行检测。
从理论上讲,可以消除整个驱动和传动环节的误差、间隙和失动量。
具有很高的位置控制精度。
由于位置环内的许多机械传动环节的摩擦特性、刚性和间隙都是非线性的,故很容易造成系统的不稳定,使闭环系统的设计、安装和调试都相当困难。
该系统主要用于精度要求很高的镗铣床、超精车床、超精磨床以及较大型的数控机床等[4]。
图2-4全闭环伺服系第三章伺服驱动系统方案的选择伺服电动机为数控伺服系统的重要组成部分,是速度和轨迹控制的执行元件。
数控机床中常用的驱动元件—伺服电机:1)直流伺服电机(调速性能良好)2)交流伺服电机(主要使用的电机)3)步进电机(适于轻载、负荷变动不大)4)直线电机(高速、高精度)电机控制系统按照驱动电机的类型主要分为直流传动系统和交流传动系统以及步进电机伺服驱动系统。
在70年代直流伺服电机己经实用化了,在各类机电一体化产品中,大量使用着各种结构的直流伺服电动机。
传统直流电动机采用的是机械式换向且存在电刷,使其在应用过程中面临着以下一些难以克服的缺点:1)维护工作量大、维护成本高;2) 使用寿命短、可靠性低;3) 结构复杂、体积大、转动惯量大、响应速度慢;4) 易对其它设备产生干扰、现场环境适应能力差;从而极大地限制了其在高精度、高性能要求的伺服驱动场合的应用。