关于乙二醇再生及回收系统(MRU)的几点思考18页PPT
海上气田乙二醇回收系统的优化研究
海上气田乙二醇回收系统的优化研究曹莉;齐志彬;汪杨;李婷【摘要】在深水气田开发过程中,通常采用乙二醇作为水合物抑制剂,并采用乙二醇回收单元( MRU)作为深水天然气生产处理设施。
针对海上气田开发方位的独特性,本文介绍了海上乙二醇回收装置,将其与陆地传统乙二醇回收装置进行比较,分析了深水含盐乙二醇回收系统( MRU)可能会遇到的问题,对深水含盐乙二醇回收系统( MRU)可能存在乙二醇降解、乙二醇损失和盐沉积等问题提出了优化方案,以利于系统的优化运行。
%In the process of gas field development in deep sea, ethylene glycol was usually used as hydrate inhibitor, and ethylene glycol recovery unit ( MRU) was used as the deep natural gas production and processing facilities. For the uniqueness of offshore field development orientation, the sea glycol recovery unit was introduced, the sea devicewas compared with traditional land glycol recovery unit, the deep saline glycol recovery system ( MRU ) problems may encounter were analyzes, and the optimization scheme was put forward for problems may exist in deep salt glycol recovery system ( MRU) such as ethylene glycol degradation, for optimal operation of the system.【期刊名称】《广州化工》【年(卷),期】2014(000)022【总页数】3页(P159-161)【关键词】海上气田;乙二醇回收;优化运行【作者】曹莉;齐志彬;汪杨;李婷【作者单位】西南石油大学,四川成都 610501;中海石油深海开发有限公司,广东珠海 519050;四川石油天然气建设工程有限责任公司川东分公司,四川成都610213;山西国化压缩燃气有限责任公司,山西太原 030006【正文语种】中文【中图分类】TE5由于深海气田海床温度低,在气田生产过程中难免会有地层水随天然气一同采出,一般从井口到处理设施这段管线内的天然气压力都比较高,如果管线(尤其是海底管线)周围环境温度较低的话,含水的高压低温天然气很容易形成天然气水合物,对管线形成冻堵,造成管线阀门等设备堵塞,给天然气生产造成严重的问题,影响了生产的正常运行。
乙二醇循环系统的工艺运行分析
乙二醇循环系统的工艺运行分析晁宏洲 王赤宇 马亚琴 赵建彬 董 萍(中国石油塔里木油田公司天然气事业部) 摘 要 克拉2气田中央处理厂天然气处理工艺的重点是天然气的脱水脱烃,而保障脱水脱烃工艺安全运行的关键是乙二醇循环系统的正常操作。
在乙二醇循环系统中,重点是乙二醇的再生问题。
乙二醇再生效果的好坏,直接关系到脱水脱烃工艺是否能够正常运行和产品气的质量。
本文就乙二醇循环系统的有关问题进行分析,并提出建议,以利于系统的优化运行。
关键词 乙二醇再生 优化运行 天然气 脱水 天然气中水的存在是一个令人困扰的问题,水可以与天然气生成固体水合物而堵塞管线,还会增加设备、管线的腐蚀性;冷凝水和杂质水的局部聚集会降低管线的输气量;水的存在也会增加不必要的动力消耗。
因此,克拉2气田的天然气处理工艺的重点是进行脱水处理,使之达到规定的含水量指标。
可以用于天然气脱水的方法有很多种,如溶剂吸收法、固体吸收法、直接冷却法和化学反应法。
在克拉2气田地面工程设计时根据具体的工况,对各种方法进行了技术经济评价后,选取了最优的J-T阀节流制冷脱水脱烃工艺。
该工艺是利用焦耳-汤姆逊效应,当原料气天然气通过J-T阀作等焓膨胀时,温度降低,在新的平衡条件下,天然气中的饱和水和重烃就会部分冷凝析出。
通过节流降压,控制适当的温度,就能获得水露点和烃露点均满足外输要求的天然气。
由于含有饱和水的天然气随温度的降低会形成固态水合物。
因此,在原料天然气预冷前须注入水合物抑制剂,其实质就是在气流中加入吸水性极强的抑制剂后,抑制剂与水蒸气结合形成冰点很低的溶液,使天然气中的水蒸气含量减少,降低了天然气的露点,使气流在较低温度(-30℃~-50℃)下不生成水合物。
抑制剂的种类很多,有甲醇、乙二醇、二甘醇、氯化钙水溶液等,但是由于乙二醇挥发性低,易于与所吸收的水分离,只要流程中有再生和循环的部分,都可以循环使用,所以在天然气浅冷装置中,基本上都使用乙二醇作为防冻剂,防止水合物的形成,从而保证脱水脱烃过程的顺利进行。
乙二醇 工艺开发设计优秀课件

环氧乙烷水合法制乙二醇
DDiiaaggrraamm 22
DDiaigargarm am 33
环氧乙烷水合法制乙二醇
设计实验提高选择性
(1)原料配比:,一般地,直接法生产乙二醇反应中,随着反应物之一的水的加入 量的增加,乙二醇的选择性会大大增加。这是因为随着水量的增多,乙二醇分子与 环氧乙烷分子进一步碰撞反应生成副产物的概率大大减少。但是水的比例过高,后 续的乙二醇分离提纯装置的能耗增加很快 (2)水合温度: 在非催化加压水合的情况下,由于反应活化能较大,为加快反应速度, 必须适当提高反应温度。但反应温度提高后,为保持反应体系为液相,相应的反应压 力也要提高,为此对设备结构和材质会提出更高的要求 (3)水合压力:由于水合反应温度较高,为保持液相反应,必须进行加压操作,在工业 生产中,当水合温度为150~220℃时,水合压力相应为1.0~2.5MPa (4)水合时间:环氧乙烷水合是不可逆的放热反应,在一般工业生产条件下,环氧乙烷 的转化率可接近100%,为保证达到此转化率,需要保证相应的水合时间。但反应时间 太长,一方面无此必要,另一方面由于停留时间过长会降低设备的生产能力 (5)注碱 (PH)考虑碱的加入后PH对反应有影响 则需考虑注碱 。
❖ CO偶联反应: 2CO+2CH3ONO→(COOCH3}2+ 2NO
❖ 草酸酯加氢反应:(COOCH3}2+ 4H2→ HOCH2CH2OH 2CH3OH 总的化学方程式:2CO+4H2+ 1/ 2O2→ HOCH2CH2OH+H2O
环氧乙烷水合法制乙二醇
我国目前乙二醇装置的现状
技术路线落后,乙二醇的选择性低,装置物耗高。 目前国内乙二醇工业化生产采用环氧乙烷直接水合即加压水合法的工艺路线, 生产技术基本上由英荷shell、美国Halcon—SD以及美国UCC三家公司所葶断。 主反应是水作为亲核试剂,与环氧乙烷发生取代开环反应生成乙二醇;副反应 是生成的乙二醇也可作为亲核试剂继续与环氧乙烷反应生成二乙二醇(DEG), 二乙二醇还可以与环氧乙烷反应 生成三乙二醇(TEG),依此类推,生成聚乙二醇。 反应方程式如下。 主反应: EO+H20—一EG 副反应: EG+EO——DEG DEG+EO——TEG TE(H珂EO—一HO(CH2CH20)2+,lI{
乙二醇废物处理

有装置的生活污水均由地下管网送污水处理站,其中卫生间排水先经化粪池处理后 再送污水处理站处理。生产废水、生活污水及冲洗废水等进入污水处理站生化处理,
出水进入回用水处理站处理后回用至各用水点,回用水站反渗透浓缩后的排水进入
浓盐水回收处理站,出水回用至各用水点,剩余的超浓盐水部分排入气化锅炉冲渣 使用,部分外排。
(4)来自压缩机、风机、大功率泵等设备的噪声等。
2.煤制乙二醇生产过程中废物预防与处理的主要措施
(1)原、燃料煤储运制备工序大气污染物
①汽车卸煤间为半式煤槽均设置防尘挡板, 整个贮煤没有外露 部分,消除了煤的飞扬流失和污染环境。 ③凡是易于产生粉尘的设备尽量加以密封,所有的溜管及连接处加密封垫, 减少漏风量以提高除尘效率。 ④桥式叶轮给煤机卸煤时容易产生粉尘,因此在其设备上设置喷水雾降尘。 ⑤汽车卸煤间、备煤筒仓仓顶、磨机前煤仓顶、锅炉煤仓顶、破碎楼和各转 运站等扬尘点均设置除尘器。除尘下来的煤尘尽量回落系统,不产生二次污 染。
(4)生产过程中废固体污染防治措施
①含有重金属的废催化剂,部分属于危险固废,这部分产生量较小,全部送
回厂家回收;
②废活性炭、分子筛、污泥等,全部送渣场处置; ③可以综合利用的一般固废,包括锅炉灰渣、气化炉粗渣和细渣,立足于综
合利用,在不能及时利用的情况下,送渣场堆存。
(5)生产过程中噪声污染防治措施
④DMO加氢工段加氢尾气、加氢产物中间罐废气中含有一定成分的氢气,送火炬 燃烧。
⑤乙二醇精馏工段第一脱醇塔、第二脱醇塔、脱乙醇塔、脱丁二醇塔及精制塔塔 顶排气均送尾气处理工序处理。
(3)煤制乙二醇生产过程中废水处理
海上气田含盐乙二醇回收技术研究

海上气田含盐乙二醇回收技术研究摘要:深水气田开发是未来海洋石油发展的方向,乙二醇回收脱盐系统(MRU)是深水气田开发中防止水合物生成,保证水下产出流体顺利输送上岸的重要的保障性设施。
针对海上气田空间有限、水中含盐的特点,以及台风无人模式的操作要求,介绍了含脱盐工艺的乙二醇回收技术,以及高效换热器选型和台风模式的自动化控制流程。
关键词:深水气田;乙二醇再生;脱盐1.前言深水气田开发是未来海洋石油发展的方向,随着水深的增加,管输天然气的温度降低,在输送高压下极易形成水合物。
乙二醇(MEG)做为水合物抑制剂被广泛应用。
乙二醇回收及再生系统(即MRU系统),可除去MEG富液中的水、烃、酸气和部分杂质,从而得到满足注入纯度要求的贫MEG贫液,实现MEG 的循环使用。
由于海上气田水中含盐的特殊性及平台的局限性,如何确定适用于海上气田的MRU系统设计至关重要。
本文主要针对海上气田含盐乙二醇回收及再生的技术创新进行阐述。
2.海上气田MRU系统的特殊性海上气田开发与陆地相比有其特殊性。
首先是由于空间和重量的局限,MRU 工艺模块需要高效、紧凑、严格控制重量。
其次是二者井流产物组分上的差别。
气田井流产物中含有一定比例的生产水,即凝析水和地层水。
对于海上气田而言,由于其特殊的开发位置,地层水中通常含有大量盐离子(参见表1,某南海气田生产水的性质)。
而陆地气田的生产水中多数是不含盐,或含盐量极低。
MRU为闭式循环,陆上MRU系统主要为再生型MRU,其主要目的是蒸发水分,得到适当浓度的贫MEG。
因此,所有盐离子将在MRU内部不断累积,部分随贫液进入下游流程。
由于再生温度较高,长期运转后,盐离子会在重沸器及换热器表面结垢(参见图1),导致热效率降低以及严重的腐蚀问题。
根据国外文献资料,已有多起由于地层水含盐而导致的MRU设备结垢、堵塞、严重腐蚀而导致系统关停,甚至引发海管冻堵的案例。
一旦发生海管冻堵,不仅解堵费用高昂,由停产引起的经济损失更大。
乙二醇循环系统再生工艺研究
乙二醇循环系统再生工艺研究作者:翟锐来源:《中国化工贸易》2014年第18期摘要:深水气田开发是未来海洋石油发展的方向,乙二醇回收脱盐系统(MRU)是深水气田开发中防止水合物生成,保证水下产出流体顺利输送上岸的重要的保障性设施。
本文主要阐述了有关乙二醇循环系统再生工艺研究。
关键词:乙二醇;循环系统;再生工艺;研究一.前言在乙二醇循环系统中,重点是乙二醇的再生问题。
乙二醇再生效果的好坏,直接关系到天然气处理工艺是否能够正常运行和产品气的质量。
针对乙二醇循环系统再生工艺研究进行深入的研究和探讨。
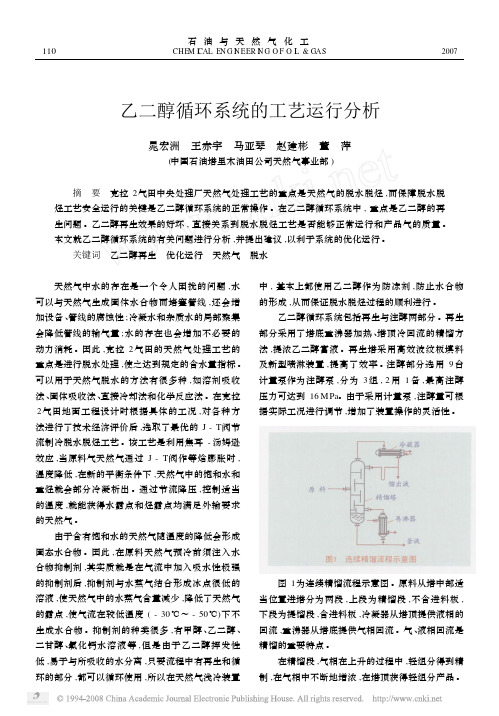
二.传统再生工艺1.工艺概况乙二醇循环再生系统是油气初加工浅冷装置运行中必备的辅助系统,传统的再生方式,乙二醇再生塔塔底重沸器热源一般靠过热蒸汽提供;乙二醇富液进入乙二醇再生塔塔顶预热,再进入贫富乙二醇换热器,与塔底出来的贫乙二醇溶液换热后;进入闪蒸罐闪蒸,除去富乙二醇溶液中携带的液烃;闪蒸罐出来的乙二醇溶液过滤后进入再生塔进行再生。
其工艺流程如图1。
2.传统工艺存在的问题传统工艺存在以下三个方面的问题:2.1当蒸汽管网负荷变化时,造成重沸器加热温度波动,导致再生系统运行不正常,影响制冷系统的运行。
2.2根据大庆油田天然气公司的浅冷装置的运行情况,夏季乙二醇再生热量只需20~30kW,运行6t蒸汽炉显得大马拉小车,蒸汽炉负荷率极低,锅炉效率只有52%。
2.3重沸器所需热源较小,蒸汽以气态形式回到水箱,造成大量蒸汽放空,热网漏气损失高达57.7%。
3.应用情况浅冷装置是大庆油田天然气公司主要轻烃回收装置,其中乙二醇再生系统再生效果是影响装置运行平稳性和产品产量的主要因素。
大庆萨、喇、杏油田油气处理系统早期采用传统工艺再生乙二醇,用蒸汽作为乙二醇重沸器的供热系统,但维修、维护及运行成本比较高,能源利用率低,供热系统的热效率不到30%。
三.含分流脱盐流程的MRU新工艺MRU为闭式循环,陆上MRU系统主要为再生型MRU,其主要目的是蒸发水分,得到适当浓度的贫MEG。
乙二醇热回收空调系统的节能分析

A b s t r a c t P r e s e n t s t h e p r i n c ip l e a n d m a k e2up of t h e h e a t r e c o v e r y a i r2c o n d i t i o ni n g s ys t e m w i t h g l y c ol c i r c ul a t i n g uni t s . Comp a r e s i t s e n e r g y c o ns ump t i o n w i t h r un a r o un d l o op w i t h t w o o r t hr e e c oil s ys t e ms a nd t he c onve n t i ona l r e he a t s ys t e m i n a n e xa mp l e buil di ng i n S ha ngha i . The r e s ul t s d e mons t r a t e t ha t t he t o t a l e ne r gy c ons ump t i on c a n b e r e duc e d b y 23. 3 % wi t h t he t w o c oil s ys t e m , a nd 46. 6 % wi t h t he t hr e e c oil s ys t e m. Cons i d e r s t ha t t he r una r ound l o op he a t r e c ove r y s ys t e m ha s a n op t imis t i c p r os p e c t of p op ul a ris a t i on.
·90 · 技术交流园地 2001 年第 31 卷第 4 期
乙二醇回收

前言乙二醇回收及加注。
60%乙二醇由集中处理站加压计量后(加药泵与加药点一一对应),经管线输至站外集气阀组计量汇管、部分井口和部分生产汇管加注,集中处理站分别在节流、换冷前加注。
凝析气处理及稳定部分的三相分离器分出的乙二醇水溶液进入乙二醇回收系统,经再生塔加热分馏,脱除部分水后循环使用。
乙二醇再生。
自石炭系低温分离器分出75%(重量百分数)的乙二醇富液,经贫富液换热罐换热后进入乙二醇再生塔,再生后85%(重量百分数)的乙二醇贫液经贫富液换热罐冷却后进入乙二醇储罐储存,再经过乙二醇加注泵加注至石炭系凝析气。
在凝析气田生产、处理、集输过程中极易产生水化物,为了避免水化物对气矿安全生产造成影响,气矿在生产过程中采用向流程中易产生水化物部位注入乙二醇的方法来防止水化物的生成。
主体乙二醇体积分数达不到80%以上的要求,循环再注入流程中将不能有效预防水化物的生成,可能在生产处理和海底管线集输过程中生成水化物,从而形成冻堵,对气矿安全生产造成严重威胁;同时大量的乙二醇在回收过程中被耗损,给气矿经济效益和环保管理带来巨大压力。
1、乙二醇再生装置再生装置核心设备是重沸器,它主要由换热器、填料段、折流段、换热段4部分组成。
乙二醇再生装置是利用乙二醇和水的沸点差对溶解在水中的乙二醇进行蒸发提浓,从而达到回收乙二醇的目的。
在正常工作流程中,热介质油通过加热段盘管将罐内流体加热到130℃,高温蒸汽上升到加热填料鲍尔环,使其温度达到130℃左右。
经过预热的乙二醇富液从精馏柱填料段顶部进入,穿过高温填料鲍尔环后蒸发掉大部分的水,乙二醇贫液靠自身重力落入重沸器。
水蒸气经过折流段缓冲,再进换热段初步冷却后经顶部进入冷凝器冷却到常温后排出,达到乙二醇回收的目的。
常压再生条件下,贫液中乙二醇浓度就决定于重沸器温度。
由于乙二醇的热分解温度为206℃,因而重沸器操作温度一般在190℃左右,最高不超过204℃,这样,相应的贫液中乙二醇浓度质量分数在98%左右.要进一步提高浓度必须采取其它措施,如真空再生、惰气汽提和共沸蒸馏。
乙二醇再生与回收的再生工艺参数优化
doi:10 3969/j issn 1004-275X 2020 07 047乙二醇再生与回收的再生工艺参数优化张陆军1,李 原1,王文涛2,赵 磊2,何佳伟2,张 杰2(1 重庆前卫科技集团有限公司,重庆 401121;2 江苏科技大学,江苏 镇江 212000)摘 要:针对乙二醇再生与回收系统(MRU)中再生工艺存在效率低、能耗高的问题,采用软件AspenPlus对其进行参数优化,介绍了MRU再生脱水的工作原理,在保证能耗最小,再生效果最优的原则下对MRU再生塔进行详细的设计,通过优化塔底回流量和进料位置,得出最优参数,并确定塔器类型以及塔内填料具体参数。
关键字:MRU;再生;Plus;再生塔 中图分类号:TQ427 26 文献标识码:A 文章编号:1004-275X(2020)07-114-03OptimizationofRegenerationProcessParametersforEthyleneGlycolRegenerationandRecoveryZhangLujun1,LiYuan1,WangWentao2,ZhaoLei2,HeJiawei2,ZhangJie2(1 ChongqingPioneerTechnologyGroupCo ,Ltd ,Chongqing401121;2 JiangsuUniversityofScienceandTechnology,JiangsuZhenjiang212000) Abstract:Aimingattheproblemsoflowefficiencyandhighenergyconsumptionintheregenerationprocessoftheethyleneglycolregenerationandrecoverysystem(MRU),thesoftwareAspenPluswasusedtooptimizeitsparameters TheworkingprincipleofMRUregenerationdehydrationwasintroducedtoensureminimumenergyconsumptionandregeneration Undertheprincipleofoptimaleffect,theMRUregenerationtowerisdesignedindetail Byoptimizingthebottomflowrateandfeedposi tion,theoptimalparametersareobtained,andthetowertypeandspecificparametersofthepackinginthetoweraredeter mined Keywords:MRU;regeneration;Plus;regenerationtower; 2020年2月至3月,中国海域天然气水合物第二轮试采成功[1]。
乙二醇回收系统化学药剂的应用分析

精 细 石 油 化 工 进 展
30
A D V A N C E S I N F I N E P E T R 0 C H E M I C A L S
第l 8卷第 5期
粒 过滤 器在 使用 前需 利用 混合 了富 乙二 醇 和珍珠
岩的预涂液对其滤衣进行预涂 , 形成过滤层 , 以便 过 滤二 价盐 等杂 质 。
碳 酸钠 注入 量过 少 , 二价 盐不 能完全 沉 Байду номын сангаас , 造
具 体计 算 如下 : 由化 学 反应 方程 式 可知 , 处 理
每 升生 产水 所需 的 N a O H为 0 . 0 1 7 1 2× 2+ 0 . 0 0 2
2 3 =0. 03 6 47 mo l 。
成下游设备结垢 。同样地 , 钙离子进入脱一价盐 系统会生成络合物 c a ( c : H O : ) , C 1 造成 乙二醇
2 0 1 7年 9月
宗俊斌. 乙二醇 回收系统化学药剂 的应用分析
2 9
乙二 醇 回收 系统化 学 药 剂 的应 用 分 析
宗俊 斌
( 中海石油深海 开发有限公司 , 广东深圳 5 1 8 0 6 7 )
摘
要
分析脱盐 乙二醇 回收系统 中药剂 的作用原 理 , 掌握各种 药剂特 性 , 研 究并 计算各 种试剂
家标 准工业 产 品 , 满 足 相 应 标 准 即可 。分 流 乙二
保障。该系统为闭环工艺再生 , 循环利用 , 可避免 污 染 下游终 端 , 有效 降低 生产 作业 费用 。 乙二 醇 回收 系统根 据脱 盐方 式 的不 同可分 为 完 全脱 盐 和分 流脱 盐 2大类 J 。完 全 脱盐 主 要
关于乙二醇再生及回收系统(MRU)的几点思考

闪蒸罐
2004年的专利技术 分离液相中的溶解固体
1988年的技术 循环泵从罐底
部取液
来料和循环“母液”切向进入闪 蒸罐,负压下汽化。
闪蒸罐底部存在液相分层,循环 泵从上层取液(质量分数达95%以 上的MEG)。
闪蒸罐底部的盐液通过泵抽走或 者进入与之连接的罐,该罐可以在 线或离线处理脱出的固体(通过两 个罐交替使用)。
4、脱盐流程应用实例(CAMERON)
PY34-1项目采用的MEG再生及脱盐流程
来自氮气系统
来自凝析 油分离器
加热器
富MEG闪蒸罐 温度:60℃ 富MEG闪蒸罐 压力:3.5barG
氮
气
缓
三级分离器
冲 温度:68℃ 罐 压力:130 kPaG
去MEG再生系统
去不合格 MEG储罐
SW
FC 加热器
氮气罐
3、脱盐
脱盐脱除的是什么?
水/MEG溶液中溶解的钙、镁、钠、氯等离子
为什么脱除上述离子?
部分离子会生成沉淀,例如Ca(MEG)4Cl2 随着再生过程中水的蒸发,一价离子在液相中不断富集,会析出晶体 这些沉淀/结晶物统称为“盐”
盐的危害
使MEG溶液密度、粘度增大,影响输送 固体颗粒造成设备的冲蚀 影响加、换热设备的效果 腐蚀设备
7
3、脱盐
脱盐的方法
膜分离法、离子交换法、电解析法、闪蒸汽化
闪蒸汽化
源自1988年出现的一项技术
汽化的MEG-水
含盐的MEG富液
闪蒸罐
真空泵
贫MEG
盐沉降罐
回流泵
8
3、脱盐
在这种流程中,再生后的浓度可以更高,甚至可以达到95wt%,因为进入精 馏柱的全部是蒸汽,此时,精馏柱底部不需要再沸器。
我国煤制乙二醇现状及发展趋势ppt课件

4
2. 市场环境——产品价格
价格与油价密切相关,国内价格-进口价格差距大
石油法乙二醇生产成本与石油价格联动,我国进口乙二醇主要来自原料价格低廉的中东地区,对国内乙二醇市场造 成了相当的冲击。
年份
2005 2006 2007 2008 2009
产能(万t/a)
60.5 30 44.2 10 8 6.2 4 15.9 20 5 6 32 20 261.8
36(2010) 65(2010)
30(?) 38(?) 20(2010H1)
20 48 257 518.8
数据来源:《中国化工信息周刊》2010/9
技术来源
SD氧气法 BASF工艺 SD氧气法 Shell氧气法 SD氧气法 Shell氧气法 SD氧气法 SD氧气法 UCC氧气法 SD氧气法 Shell氧气法 Shell氧气法 自主煤化工
−由于该项目刚刚投产,实际的生产、能耗数据需要待生产稳定后进一步确定。
8
4. 经济性分析
20万t/a煤制乙二醇能耗、设备及经济性参考数据
通辽金煤乙二醇项目刚刚投产,实际的生产、能耗数据需要待生产稳定后进一步确定;
据不可靠消息来源,20万t/a煤制乙二醇能耗设备及经济性参考数据如下,这个每吨乙二醇成本约3800元:
国内价格 CIF价格 RMB: (RMB/t) (USD/t) USD
CIF+税款+ 国内运费 (RMB/t)
价差 (RM B/t)
8866
882
8.19
9066
(200)
8395
844
7.97
8453
乙二醇回收系统颗粒过滤器技术方案优化

乙二醇回收系统颗粒过滤器技术方案优化王正勇;王聚团;万祥【摘要】乙二醇(MEG)作为水合物抑制剂注入水下井口,为深水海管提供流动性保障.某气田海上平台设有一套乙二醇回收系统(MRU),对含盐含水的富乙二醇进行再生处理,然后将合格的贫乙二醇进行回注.该系统中颗粒过滤器是控制乙二醇清洁度的关键设备,通过分析查找出影响设备运行的关键因素是滤布和助滤剂,结合实际调试经验,对滤布的孔径大小和材质,助滤剂的选型和用量等方面进行了优化,同时换用国产滤布和助滤剂,使颗粒过滤器运行效果得到明显改善,优化后过滤器每月的再生数量由优化前最高的30次降为最低的3次,每个再生周期的平均处理量从193 m3提高到2408 m3.【期刊名称】《油气田地面工程》【年(卷),期】2018(037)011【总页数】4页(P58-61)【关键词】深水气田;乙二醇回收系统;颗粒过滤器;滤布;助滤剂;调试【作者】王正勇;王聚团;万祥【作者单位】中海石油(中国)有限公司深圳分公司;中海石油(中国)有限公司深圳分公司;中海石油(中国)有限公司深圳分公司【正文语种】中文某气田水深1 500 m,海床温度低至2.7℃,水下井口压力高达30 MPa左右,在这样低温高压的条件下,特别容易形成天然气水合物[1]。
乙二醇(MEG)作为水合物抑制剂注入水下井口,为深水海管提供流动性保障。
在全球已投用的乙二醇回收装置中,工艺系统的结垢与腐蚀[2]、乙二醇的降解和损失是影响其运行效率的主要因素。
在设计乙二醇回收装置时,根据该气田的特点和总体开发方案,参考国内外乙二醇回收的经验,设计出了一套完善的乙二醇回收系统(MRU)。
在MRU系统中,共有3台并联运行的颗粒过滤器,它能够高效地去除富乙二醇中的低溶解度盐[3]形成的沉淀,并预防再生系统的结垢问题。
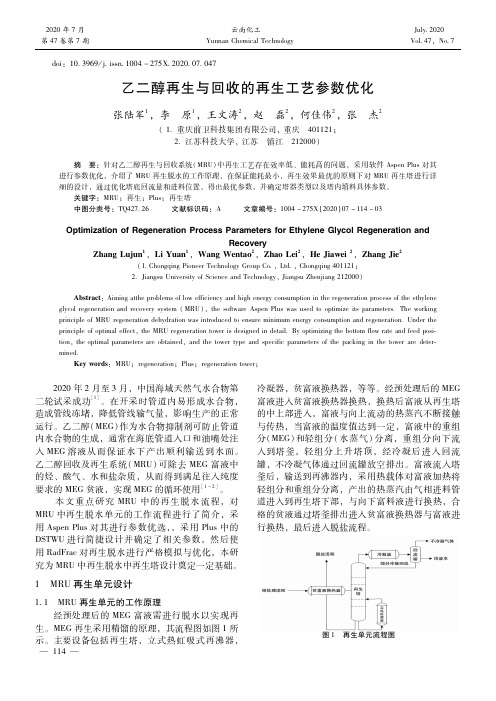
1 乙二醇回收系统乙二醇回收系统主要包括预处理单元、脱水再生单元和脱盐回收单元三个部分,如图1所示。
富乙二醇经预处理单元,除去低溶解度盐和烃类后,再经脱水再生单元除去水分得到贫乙二醇;部分脱水后的贫乙二醇进入脱盐回收单元除去高溶解盐,得到不含盐的贫乙二醇,再与未脱盐的贫乙二醇混合后注入水下井口,循环利用。
乙二醇再生系统的优化运行

乙二醇再生系统的优化运行
赵德芬
【期刊名称】《油气田地面工程》
【年(卷),期】2004(23)6
【摘要】在天然气浅冷装置中,基本上都使用乙二醇作为防冻剂,在乙二醇系统中,重中之重是乙二醇的再生问题。
再生效果的好坏,直接关系到装置的正常运行,对此,本文就乙二醇再生系统的有关问题进行阐述。
【总页数】1页(P47)
【作者】赵德芬
【作者单位】大庆油田天然气分公司
【正文语种】中文
【中图分类】TQ2
【相关文献】
1.一种合成气制乙二醇工艺中亚硝酸甲酯的再生工艺和再生装置系统
2.含可再生能源的电力系统周优化运行策略
3.乙二醇再生与回收系统的预处理及脱水再生工艺
参数优选4.基于可再生能源与储能系统的微电网模型及其优化运行仿真研究5.复
杂条件下可再生能源系统经济优化运行研究
因版权原因,仅展示原文概要,查看原文内容请购买。