涂布纸病
涂布白板纸生产中的常见纸病分析及对策
有 良好 吸 收 性 的 涂 料 . 以 便 得 到 具 有 良好 的 均 匀 性 和 平 滑 度 的纸 面 . 同 时 提 高 纸 张 的 白度 、 光
泽度 . 改 善纸 张油 墨 吸收性 和 不透 明度 , 从 而 改
在 纸 的生产 中引 发 的 , 可 能有 以下原 因 : ① 工 艺条 件
不稳定 ; ②设备维护不当 ; ③纸机部件( 如网部 、 毛布 等) 有 问题未被发现 : ④ 生产管理不善 ; ⑤ 现场操作
出错 等 相 对 而言 .外 因纸病 的发 生原 因就 简 单得 多. 主要是 环境 条件 的变 化 、 岗位不 慎失 误造 成 的嘲 。 以国内某公 司 P M3 4号机 为例 该 机年 产量 6 O
:
:
引言
涂 布 纸 是 在 纸 张 表 面 涂 布 覆 盖 一 层 对 油 墨
生 产者 来 说 , 可 以 改进 工 艺 , 提 高 产 品质 量 : 对 使 用 者 来说 , 可 以降低 成 本 . 增 强 工 作效 率 , 最 终 达 到 实
现 经济 效益 之 目的 纸病 的产生 . 大 体可分 为“ 内因
与 印刷条 件 比如所 用油 墨 的黏度 、 印刷 时 的 压 力 、 印
刷速 度等 有关 。
和填 料 与主体 纤维结 合不 牢 .经涂 布后 未被 涂料覆
盖住 . 或 者虽被 涂料 覆盖 但与 原纸 结合不 够 牢 固 . 因 此在 外力 摩擦 或 印刷时会 从纸 面掉 落 涂 布纸表 面 涂有 涂料 . 被剥 落 的纤维 往往 黏结 有部 分涂 料 . 使 掉 毛 的影 响有所 增 大 。 见图 6 。 掉 毛掉粉 的 主要原 因是涂 料 中 的胶 黏剂 选择 不 当或用 量不 足所致 。当然 , 涂 布 的方法 、 干燥 的条 件
真空压榨辊产生的影痕纸病的处理办法

一、改善纸张匀度的措施纸张匀度是一项重要的质量指标。
在纸机抄造过程中,诸多工艺因素都会影响纸张的匀度,根据不同情况合理地调整和控制这些工艺因素,才能获得最佳的纸张匀度。
从纸张质量方面考虑,匀度不仅影响产品的美学价值(如印刷性能),而且还会影响纸张的物理和光学性能。
纸张匀度是产品档次高低的重要体现,也是用户评价产品质量的直接反映。
因此,进一步提高纸张匀度是我们造纸工作者不懈努力的目标,也是客户对我们的期望。
判定匀度好坏的方法:1、视觉印象,是指将纸页对着光线观察时可见到的纤维絮聚的状况,如絮聚面积的大小、清晰度、分布情况等;2、匀度测试仪,测定纤维絮凝块的大小,及絮凝块之间的中心距。
匀度好的纸张,纤维分布均匀,整个纸页均匀地分布着细小的絮聚块。
改进匀度的措施如下:1、减少长纤维的配比。
将浆料配比中长纤维与短纤维的配比由20%比80%改为10%比90%,减少浆料中长纤维的含量。
浆料的纤维愈长,絮聚愈严重,减少长纤维的配比可有效改善纸页匀度,同时应保证上网时长纤维的质量分数低于0.3% 。
2、长纤维木材品种的选择。
北方针叶木浆纤维细长,如云杉、冷杉、铁杉,生产出的纸张匀度好。
南方针叶木浆纤维粗大、挺硬,如火炬松、花旗松等有很好的抗撕裂强度,但对纸的匀度有不良的影响。
加拿大生产的木浆,树种单一,生产期长,材质好,因此我们一般选用加拿大生产的浆种,如马牌、狮牌、好升牌、虹鱼牌等。
3、安装除气器。
除气对获得很好的匀度非常重要,在网案上残留空气,严重形响脱水的均一性和纤维的分布。
在浆料的流送中,0.1%空气质量相当于纤维总体积的25%。
除气器的安装位置在除砂器之后,压力筛之前。
4、调整上网浆料质量分数。
在流浆箱流量允许的条件下,尽量降低上网浆料的质量分数,40 g/m定量的纸,要求上网质量分数≤0.4%;使浆料中长纤维的质量分数尽量降低,随着浆料质量分数的增加,絮凝时间缩短;纤维絮凝的作用大致是质量分数的三次方,降低上网浆料的质量分数是改善匀度比较有效的措施之一。
造纸行业可能导致职业病危害因素的分类

造纸行业可能导致职业病危害因素的分类
1.炭黑尘
纸及纸制品业涂料配制、色浆制取等作业;可能导致的职业病炭黑尘肺。
2.滑石尘
造纸及纸制品业投料、制浆等作业;可能导致的职业病滑石尘肺。
3.放射性物质类电离辐射
造纸及纸制品业的原纸涂布等作业;可能导致以下的职业病:
⑴外照射急性放射病;⑵外照射亚急性放射病;⑶外照射慢性放射病;
⑷内照射放射病;⑸放射性皮肤疾病;⑹放射性白内障;⑺放射性肿瘤;
⑻放射性骨损伤;⑼放射性甲状腺疾病;⑽放射性性腺疾病;
⑾放射复合伤;⑿根据《放射性疾病诊断总则》可以诊断的其他放射性损伤4.铍及其化合物
造纸及纸制品业玻璃纸制取的作业;可能导致的职业病铍病:
5.钡及其化合物
造纸及纸制品业涂料配制的作业;可能导致的职业病钡及其化合物中毒。
6.氯气
造纸及纸制品业纸浆漂白的作业;可能导致的职业病氯气中毒。
6.氨
造纸及纸制品业化学制浆、黑液蒸发的作业;可能导致的职业病氨中毒。
7.二硫化碳
造纸及纸制品业碱纤维制备、玻璃纸制取;可能导致的职业病二硫化碳中毒:8.硫化氢
造纸及纸制品业化学制浆、黑液蒸发、黑液燃烧、清浆、玻璃纸制取;
可能导致的职业病硫化氢中毒。
9.甲醇
造纸及纸制品业玻璃纸制取;可能导致的职业病甲醇中毒。
10.甲醛
造纸及纸制品业厚纸涂布;可能导致的职业病甲醛中毒。
涂布白纸板常见纸病及生产工艺控制
湖南造纸作者简介:李全朋(1984-),男,山东轻工业学院2007级在读硕士研究生,研究方向:造纸化学品与功能纸。
工艺与技术随着市场经济的发展,在产品销售包装中,纸板作为包装材料需求量日益增加。
为了满足国内市场的需要,全国各地纷纷上了不少白纸板新项目。
国产白纸板的生产能力也在成倍地增加。
这些产品可作食品、药品、化妆用品的高级包装纸盒。
外观好、强度好,又卫生,既能保护商品又能展现商品的经济价值,所以成为各制造厂追求发展的品种,涂布白纸板是以白纸板为原纸,在机内或机外加工,表面采用了高遮盖力的涂布材料加工而成的产品。
1涂布白板纸主要技术要求1.1有良好的印刷适印性涂布白纸板必须具有:白度高、手感光滑、表面洁净均匀、纸页平整、厚度均匀、尺寸稳定、表面强度好、油墨吸收性适中、印刷后有光泽等性能。
1.2有制盒的性能涂布白纸板经制盒后要有刚性,在高速冲切时切口不呈锯齿形,压线准确,而且弯折不破裂,也就是说纸板有较高的挺度和耐折度[1]。
1.3有表面粘贴性能这个指标与涂料配方有关,要根据盒子的不同用途及制盒工艺的不同进行调整。
2涂布白板纸常见纸病及解决办法由于纤维原料组成成份复杂,纤维配比经常变化,在生产过程中经常出现各种纸病。
2.1挺度挺度是纸板的一个非常重要的物理指标,它影响印刷过程进纸和出纸、印刷速度,主要与纸的厚度、紧度、纤维原料及制浆方法有关。
同时纤维之间的结合力与纸板的水份对挺度影响也很大。
因而对同一定量的纸尽量提高纸的厚度,尽量在芯层使用纤维较长,打浆度高的浆料如报纸。
在浆料中加入淀粉和水玻璃及湿强剂也能有效提高纸板的挺度。
2.2离层离层主要表现在面层与衬层、衬层与芯层。
芯层与底层间离层虽很少,但在糊底时,由于芯层与底层间结合强度差,底层水份较大,也会使芯层与底层间离层。
离层主要是各浆层打浆度配合不好,浆料洗涤不干净,浆料中含有气泡,使各浆层间纤维结合力差,印刷上油墨后,面层或衬层被拉起而引起离层。
医用彩色高清激光打印涂布纸
医用彩色高清激光打印涂布纸1. 引言1.1 医用彩色高清激光打印涂布纸的定义医用彩色高清激光打印涂布纸,顾名思义,是一种用于医疗行业的打印涂布纸,具有彩色高清激光打印特性。
它是一种专门针对医疗行业需求而开发的打印材料,具有清晰、准确、稳定的色彩表现能力,可以呈现出高保真的图像和文本内容。
医用彩色高清激光打印涂布纸通常具有较高的质量要求,以确保打印出的图像和文字不会因为色彩失真或模糊而影响医疗信息的传递和诊断的准确性。
因此,这种特殊的打印涂布纸通常具有较高的色彩稳定性和精细度,并且具有抗水、抗污染等特性,以满足医疗行业对打印材料的苛刻要求。
总的来说,医用彩色高清激光打印涂布纸是一种专门设计用于医疗行业的打印材料,具有高清晰度、准确性和稳定性的特点,可用于打印医疗图像、病历、处方等重要信息,是医疗行业不可或缺的重要材料之一。
1.2 医用彩色高清激光打印涂布纸的作用医用彩色高清激光打印涂布纸是一种用于印刷医疗影像的特殊纸张,其主要作用是提供高清晰度的图像输出。
在医疗领域,高清晰度的图像对于诊断和治疗非常重要。
医用彩色高清激光打印涂布纸可以在保持图像清晰度的同时,呈现出真实的色彩,在医生和患者之间传递更准确的信息。
另外,医用彩色高清激光打印涂布纸还具有防水、防污染、抗菌等特点,保证印刷的医疗影像不受外界环境影响,保持长久清晰。
这对于医院的档案管理和医生的诊断非常重要,可以有效提高医疗服务的质量和效率。
总的来说,医用彩色高清激光打印涂布纸在医疗领域起着至关重要的作用,为医生提供了清晰、真实、可靠的医学影像,帮助他们做出准确的诊断和治疗计划,提高了医疗服务的质量和效率。
2. 正文2.1 医用彩色高清激光打印涂布纸的特点1. 高清晰度:医用彩色高清激光打印涂布纸可以实现非常高的分辨率,打印出来的图像清晰细腻,能够准确再现细微的线条和色彩渐变。
2. 高色彩准确度:这种涂布纸可以精确地呈现出原始图像的色彩,色彩还原度高,可以保证医学影像的准确性和可靠性。
20-无碳复写纸常见纸病的产生原因及解决方法

(4)选择合适的干燥曲线。适当提高后续压光压力,改善涂层的压实程度和表面光泽度,提高平滑度
防止掉粉。
(5)在印刷过程中,可以通过降低油墨浓度和粘性、降低印刷速度来降低纸张掉毛、掉粉现象。
5小结
影响无碳复写纸的因素很多,在实际生产中,一定要各个因素综合考虑,努力解决现阶段无碳复写纸生
产和使用过程中存在的问题,是涂布加工纸工作者急需解决和重视的。只要莆视造成无碳复写纸质量问题的 原因,并努力寻找解决途径,我国无碳复写纸一定会在数量和质量上有新的突破。
参考文献
[1]念珍.无碳复写纸的发展和技术进步[J].中华纸业,2000,21(6):18 [2]董元锋,刘温霞,蒋秀梅.无碳复写纸的生产及其常见问题[J].国际造纸,2006,25(3):51—54
[3]熊杰.无碳复写纸的涂布小均匀纸病及其防治[J].造纸科学与技术,2004.23(1):66—67
过程中很难把纸的掉粉从纸面脱落单根纤维(掉毛)区分开来。而掉粉则是指纸张在机械作用的影响下纸
面或边缘脱落下细小纤维碎屑,颜料等粉尘;由于无碳复写纸涂料本身粘附在原纸表面,原纸出现的局部单 根纤维和填料粒子撕落(原纸掉毛),就会导致涂层出现局部脱落。使用掉粉、掉毛的纸张使印刷的质量低 劣,印刷品线条、图案不够清晰。另外纸张的粉尘过多,造成印刷时容易糊版,需频繁停机清洗印版和辊 筒,不仅缩短了印版的使用寿命,也降低了印刷效率。掉毛、掉粉现象产生的原因如下¨0|: (1)原纸表面强度的影响
(1)原纸的均一性。原纸均一性指的是纵横向上的定量、厚度、水分、纤维组织等的均一程度。原纸 均一性的好坏将直接影响无碳复写纸的涂布加工过程以及产品的质量,均一性差的原纸,会造成涂布后涂布 量不均,干燥不均,变形不一致,最终影响产品的使用。所以一定要使原纸的均一性良好¨1。
刮刀涂布常见纸病与陶瓷刮刀的选择

刮刀涂布常见纸病与陶瓷刮刀的选择
孙利军;魏玉君;刑燕冰
【期刊名称】《中国造纸》
【年(卷),期】2003(022)008
【摘要】介绍了刮刀涂布机的优缺点及影响涂布计量的主要因素,重点讨论了刮刀涂布常见纸病及原因,阐明了不同材质的陶瓷刮刀在使用中应注意的事项.
【总页数】2页(P63-64)
【作者】孙利军;魏玉君;刑燕冰
【作者单位】山东泉林纸业有限责任公司,山东,高唐,252800;山东泉林纸业有限责任公司,山东,高唐,252800;山东泉林纸业有限责任公司,山东,高唐,252800
【正文语种】中文
【中图分类】TS735+.1
【相关文献】
1.刮刀涂布在生产中的应用及常见纸病分析
2.浅析干法复合刮刀式与非刮刀式涂布工艺
3.陶瓷涂布刮刀的研制
4.刮刀涂布纸“条痕”纸病的成因及对策
5.一种新型的刮刀涂布器:组合刮刀涂布器
因版权原因,仅展示原文概要,查看原文内容请购买。
涂布白纸板常见纸病的分析和处理无言nbsp

涂布白纸板常见纸病的分析和处理无言nbsp涂布白纸板常见纸病的分析和处理涂布白纸板常见纸病的分析和处理1.光泽度下降由颜料、胶粘剂及助剂所组成的涂料赋予纸面以光泽度, 它是影响纸板印刷质量的一个重要指标。
光泽度下降,应从如下五个方面找原因:1.1 涂料变化粘度、固含量是否下降涂布量是否足够。
1.2 调整软压光参数检查软压光机热辊温度、压力是否正常,利用涂料中的胶粘剂在高温下的可塑性来提高光泽度。
1.3 检查涂料操作:颜料的分散, 助剂添加是否准确。
1.4 检查原纸施胶度:施胶度过低,会引起涂料中胶粘剂迁移过量,光泽度下降。
1.5 在以上措施无效时, 重新调整涂料配方从颜料配比、分散剂选择、助剂添加量等方面着手。
2.纸面匀度不好纸板表面匀度不好可分为面层浆料本身分布不均匀和衬、芯浆料分布不匀在纸面反映出来两种。
一般来说有三大影响因素:一是浆料自身絮聚,二是纸机操作不当,三是成形脱水不均匀。
2.1 从浆料来看:湿部化学药品的添加,尤其是湿、干强助剂的添加;浆料Zeta电位的影响;浆料pH值的影响;纤维原料的配比;浆料打浆状况;浆料(面浆)加填状况;上网浓度等因素均会影响到浆料的絮聚。
2.2 检查上网操作是否正常:浆网速比是否适应,网前筛的脉冲,多支管布浆器回流浆量是否合适, 匀浆辊、堰板辊转速是否配置恰当等。
2.3 从浆料脱水查找问题:成形网、毛毯的清洁状况,各道高压喷淋水是否正常,真空脱水箱面板、真空管路有否堵塞,真空盲孔脱水辊的排水情况等。
2.4 纸板水分过大, 在线压力过大时容易造成压花, 导致匀度不好。
2.5 涂料遮盖性能下降以及纸板表面色调偏蓝色调时,更容易显示出匀度不好。
3.纸板水分不合格纸板的水分对纸板的许多物理和外观指标有着直接的联系。
影响纸板水分的主要因素可分为下面几种:3.1 烘缸蒸汽状况。
烘缸蒸汽的压力以及蒸汽的质量直接影响传热效率。
3.2 湿纸进缸水分。
调整方法主要有调整各道预压、主压压力,检查浆料的滤水性,调整打浆状况及原料配比,检查网、毯的清洁状况。
造纸生产过程中常见纸病的分析处理
造纸生产过程中常见纸病的分析处理1前言造纸生产的过程通俗概括地讲就是一个加水、脱水、保水的过程。
首先在打浆前要加入适量的水,使之调节到打浆的适应浓度,然后通过配料、加药、加填、调节浓度到适宜抄造的上网条件。
继而,在抄造过程中控制好网前箱(俗称头箱)的水位,使浆流以适当的浆网速比均匀地喷上网面。
浆网速比根据成纸的匀度、纤维的定向排列的状况,成纸的形稳性等状况决定,一般文化用纸抄造时结合设备特性的差异控制在0. 9〜1. 1的范围之内。
浆料上网后经过自然脱水和机械方式脱水结合的过程,进入压榨部则是完全的机械脱水的过程;通过压榨部进入干燥部则是以热力方式进行蒸发脱水,热力干燥脱水的成本要大大高于机械方式脱水的成本,一般认为在进入烘缸前降低1 %的水份可以节约4%的蒸汽成本。
所以抄造中在设备能力允许的条件下应充分发挥压榨部脱水能力,尽最大可能降低进入烘缸前的水份,一则可以尽可能节约抄造成本,同时还能提高纸页的湿强度,减少断纸机会,提高抄造率,间接可提高车速。
但对于需要保持一定松厚度的产品如纸杯原纸等,则只能在保证成品松厚度的前提下适当使用压榨压力。
脱水过程结束同时也进入保水过程,即在干燥脱水到一定程度时则须使纸幅能均匀、稳定地保持一定的水份,以使其在通过压光整饰时能获得良好的平滑性和均一性的外观质量,以及成纸后的形态稳定性。
一般文化用纸的成纸水份以控制在4 %〜6 %的范围为宜。
有特定成纸水份要求的品种则应根据特定标准控制。
适当的水份控制,除了能达到上述质量控制的目的外,还能有效地节约抄造用浆,以达到降低成本之目的。
本文叙述了造纸生产过程中常见的纸病及其分析处理方法,常见纸病有定量波动,纸页收缩,匀度不良,鼓泡、荷叶边和孔洞等。
2常见纸病及处理2. 1 定量波动的影响及控制2.1.1成浆浓度波动碎浆过程中必须保证稳定的投料及加水的数量。
若能在进入打浆前增设浓度调节器则是较理想的浓度控制流程,但必须说明的是浓度调节器也只能在一定的浓度范围以内进行调节,而且只能在高于设定浓度的条件下调节到设定的浓度,所以碎浆浓度超过调节范围或低于设定浓度时调节器都是无法正常工作的。
涂布白板纸生产中的常见纸病分析及对策
涂布白板纸生产中的常见纸病分析及对策吴琼刘泽华【摘要】摘要【期刊名称】天津造纸【年(卷),期】2015(000)001【总页数】5【关键词】涂布白板纸纸病原因及对策生产实践引言涂布纸是在纸张表面涂布覆盖一层对油墨有良好吸收性的涂料,以便得到具有良好的均匀性和平滑度的纸面,同时提高纸张的白度、光泽度,改善纸张油墨吸收性和不透明度,从而改善纸张的适印性,提高印刷效果、弥补原纸本身的缺陷。
涂料多以高岭土、碳酸钙、硫酸钡和二氧化钛等白色颜料为主体,加上各种胶黏剂以及根据需要配入各种化学辅助剂而调制成,按一定量均匀地涂布覆盖在纸或纸板表面上,再经整饰加工形成满足多种需求的涂布纸[1,2]。
凡在纸上残存有不符合规定标准的部位、不利于使用者统称为纸病。
无论是纸页本身的外观质量还是成件纸的外观质量,都在不同程度上影响着纸的使用。
外观质量差不但会降低纸张的使用价值和印刷成品率,严重时还会使纸张成为废品。
另外,纸张中个别严重的外观纸病如硬质块(夹异物、涂料渣等),在印刷时还会轧坏印版和胶辊,造成对印刷设备的损坏。
在纸机运转、纸张生产的过程中每一个环节的不正常运行都会对成纸产生影响,从而产生不同的纸病。
纸病的产生不但使成品纸降低等级,还会降低纸厂经济效益,同时也给后续印刷厂印刷带来不便,重者还会造成较大经济损失[3-5]。
了解纸病,对生产者来说,可以改进工艺,提高产品质量;对使用者来说,可以降低成本,增强工作效率,最终达到实现经济效益之目的。
纸病的产生,大体可分为“内因纸病”和“外因纸病”。
内因纸病涉及范围广,主要是在纸的生产中引发的,可能有以下原因:①工艺条件不稳定;②设备维护不当;③纸机部件(如网部、毛布等)有问题未被发现;④生产管理不善;⑤现场操作出错等。
相对而言,外因纸病的发生原因就简单得多,主要是环境条件的变化、岗位不慎失误造成的[6]。
以国内某公司PM34号机为例。
该机年产量60万吨,目前生产产品单面涂布灰底白板纸、双面涂布白板纸、牛底白等。
常见涂布加工纸纸病及解决方法
常见涂布加工纸纸病及解决方法袁瑞红 赵传山((山东轻工业学院制浆造纸工程省部共建重点学科,山东济南市,250353))摘 要 本文主要就涂布加工纸常见的纸病如涂布不均、涂布翘曲、皱纹、刮痕、两面差、胡须等进行了详细的叙述,并且针对这些纸病提出了具体的解决办法。
关键词 涂布加工纸 涂布不均 涂布翘曲 皱纹 刮痕 两面差近年来,造纸工业作为我国为数不多的尚供不应求的产业之一进入了一个快速发展的时期。
其中,尤为引人注目的是高技术含量、高附加值产品的飞速发展。
在这方面,纸张和纸板的整饰加工技术和装备之一的涂布方法和技术装备的先进性和适用性,起着推波助澜的作用。
对纸张进行涂布处理,可以提高纸张的质量和附加值。
涂布加工纸属于高技术含量的产品,在生产中存在很多质量问题,在不同的地方不同的原因产生的纸病也不尽相同,所以应在搞清涂布加工纸产生纸病的原因的基础之上,如何针对这些问题采取具体的措施是造纸工作者需要解决的问题,只有解决这些问题,才能提高纸的质量,使自己的产品立于不败之地。
下面就涂布加工纸常见的纸病及具体的解决办法进行详细的介绍。
1 涂布不均涂布不均匀是指纸张在涂布过程中,由于受到某种因素的影响[1],造成纸页涂布面局部涂料稀少,严重的接近漏涂(所谓漏涂是指纸页涂布由于受到非正常因素的影响没有涂覆涂料),而且这种纸病在日光下或普通灯光下难以看到,必须要借助紫外灯才可以看到,这又增加了查找涂布不均匀的难度;涂布不均会造成成纸定量和厚度的变化,从而对最终的使用效果产生影响。
尤其是高质量的涂布加工纸,如无碳复写纸如果有部分没有涂覆涂料,就会使这部分无碳复写纸丧失复写功能,几乎不能显色或显色很淡,从而使无碳复写纸丧失或基木丧失复写功能,这是一种严重的纸病,尤其是比较重要的文件使用存在上述纸病的无碳复写纸会造成严重的后果。
还有传真纸,如果涂布不均造成显像不成会造成巨大的损失。
1 1 涂布不均的原因分析涂布不均匀这种纸病,诱发因素多,有的可能是若干个因素在起作用,则解决难度大。
几种典型的涂布白纸板外观纸病案例分析
摘要:涂布白纸板作为高档包装材料,在抄造过程中易产生不同的外观纸病,本文结合生产实践对四叠网纸机生产涂布白纸板时出现的具有代表性的几种纸病予以分析,提出预防和改进措施。
关键词:涂布白纸板;黄点;打皱;涂布不均;刮刀条痕;翘曲;色差;原因分析;改进措施Abstract: As a kind of high-grade packaging material, coated white paperboard is prone to produce different appearance paper diseases in the process of manufacturing. Combining with the production practice, this paper analyzes several representative paper diseases in the production of coated white paperboard by four stack screen paper machine, and puts forward the prevention and improvement measures to obtain certain effects for further discussion.Key words: coated paper; yellow dots; wrinkle; crawling; scrape marks; warping; chromatism; reason analysis; improvement measures几种典型的涂布白纸板外观纸病案例分析⊙ 李锋 邵校(山东丰源中科造纸有限公司,山东枣庄 277014)Case Analysis on the Appearance Paper Disease of Several Typical Coated White Paperboard⊙ Li Feng, Shao Xiao (Shandong Fengyuan Zhongke Paper Co., Ltd., Zaozhuang, Shandong 277014, China)李锋 先生工程师,造纸车间主任;主要从事制浆造纸工艺技术、生产运行及产品质量的管控。
纸张的主要纸病、产生原因及解决方法
纸张的主要纸病、产生原因及解决方法时间:2011-08-31 来源:中纸在线作者:枫叶点击: 177次凡不包括在纸张质量技术要求内的纸张缺陷可称为纸病。
纸病既包括看不见摸不着,只有通过实验或印刷才可知道的某些性能缺陷,如发脆、透印、掉毛、掉粉等,也包括可直接看到或感受到的、处在纸页表面的各种疵点和缺陷,如尘埃、脏点等。
这里把后者称为纸张的外观纸病。
纸张的外观病很多,有尘埃、斑点、网痕、毛布痕、“云彩花”、泡泡纱、皱纹、折子、脏点、草皮、透明点、温斑、洞眼、压花、疤痕、浆疙瘩、硬质块、及定量不均、匀度不良等。
这些外观纸病,有的是由抄纸前的纸料中带入的,有的是抄纸过程中技术操作不良或技术不佳造成的,还有的则是厂内环境卫生不善引起的有的外观纸病一旦出现就相对具有连续性,如毛布痕和“云彩花”等,一旦出现如不采取措施就一直存在;有的外观纸病则具有某种偶然性或间隔较长时间才出现一次,如脏点、窟窿等。
有的纸病存在,将使纸张的品质变劣,如尘埃、毛布痕等;有的纸病则使该纸张成为废品,如带有硬质块的胶印书刊纸或带有大脏点的铜版纸,就只能作为废品处理。
按不同的类型常见纸病可分为:纸张定量的波动与纸幅定量的不匀第一种波动一般是由于纸料去流浆箱的流送系统受到周期性的震动,流浆箱前旋翼筛的摇震或浆泵的震动影响所造成的,有时也因流浆箱内匀浆辊弯曲或开孔不合理造成的。
第二种波动一般由于生产流程不合理或操作管理不当等原因而引起。
匀度不良。
其现象有:1)团状组织:指纤维互相絮杂在一起成为一团团的状态。
2)“云彩花”:又叫云状组织,指纸张中的纤维像云彩一样分布在纸页中。
3)纤维组织脱节:指在纸机运行方向纤维交织不良。
4)波浪状的纤维组织:指在纸的横向沿幅宽出现一道道弯弯曲曲的波浪状加厚层。
5)浆道子:指纸幅上的一些迎光可见的纵向条状浆痕。
尘埃、斑点、沙子和硬质块1)尘埃:可分为“纤维性质的尘埃”、“非金属性质的尘埃”、“金属性质的尘埃”三种。
纸病名词解释

纸病名词解释
嘿,你知道吗,纸病这个词儿啊,就像是纸世界里的小怪兽!比如说,纸面上有个小疙瘩,那就是纸病的一种呢,就好像人脸上长了个
痘痘一样让人不爽。
褶皱也是常见的纸病呀,这就好比衣服皱皱巴巴的,多难看呀!还
有斑点,就如同白净的脸上突然冒出了几个麻子,哎呀,真让人头疼!
纸病可不是小事情呢!你想想看,要是你正准备打印一份重要文件,结果纸出来是皱巴巴的,或者上面有斑斑点点,那多糟糕呀!这就好
像你精心准备了一场表演,结果舞台出了问题,那不是全毁了嘛!
我记得有一次,我在打印一份合同,结果打出来的纸上有好多条划痕,哎呀,那可把我气坏了!我当时就想,这纸怎么能这样呢!这不
是给我找麻烦嘛!
纸病还会影响纸的质量和使用效果呢。
比如,有些纸病会让纸变得
不平整,这样在书写或者印刷的时候就容易出现问题。
这就好像走在
路上,路面坑坑洼洼的,能走好嘛!
在造纸厂里,工人们可是要时刻关注纸病呢,一旦发现有问题,就
得赶紧想办法解决。
这就跟医生看病似的,得找到病因,然后对症下药。
总之,纸病可不是能小瞧的东西呀!它会给我们的生活和工作带来不少麻烦呢!所以呀,我们可得重视纸病,尽量避免它的出现。
涂布纸病

涂布机纸病分析与处理
一.条痕
1,颗粒条痕(多为面涂产生)
产生原因:(1)系统内杂质多
(2)涂料颗料大
(3)固含量太高
(4)刮刀角度不当
(5)间隙不合适
2,刮刀条痕
产生原因:(1)刮刀口损伤
(2)卡有异物
3,擦伤条痕
产生原因:(1)热风箱倒吸纸页
(2)热风箱之间或热风箱和导辊间卡有纸片
(3)红外线玻璃破损划伤纸面
(4)红外线两侧结料
(5)热风箱两侧结料
(6)软压光前吸尘装置与纸面间卡有纸片4,压痕
产生原因:(1)九组后导辊或十组前舒展辊粘料
(2)背辊粘料
(3)吹气辊表面卡有异物
(4)涂布后干燥缸面粘料
5,漏涂条痕
产生原因:(1)预涂上料辊和背辊间隙过大
(2)预涂上料辊下卡有纸片或涂料块
(3)中、背、面涂上料管喷嘴堵塞或出喷嘴涂料下垂
(4)中、面涂涂料出喷嘴后返回形成水珠状6,折痕
产生原因:(1)面涂热风箱处
(2)刮刀梁与背辊间隙两侧差太多
7,脏条痕
产生原因:涂布后干燥缸面或刮刀口脏(多发生在97号和99号缸)
二.斑点
1,漏涂
产生原因:(1)背辊粘料
(2)涂料内气泡多
(3)干网起毛(十组)
2,压伤
产生原因:(1)压光辊粘料
(2)背涂背辊粘有涂料渣或其他颗粒
(3)干网起毛(十一组)
3,孔眼
产生原因:(1)正表固含量太高
(2)干燥过急
4,划伤
产生原因:涂布后干燥缸面粘料
5,亮斑
产生原因:十一组下干网粘有涂料渣6,涂料渣
产生原因:缸面粘料,在刮刀处飞溅。
纸病——精选推荐

• 1、纸病说明: 折叠纹——纸幅横向折页。
• 2、造成折叠纹的原因:
• 纸幅横向张力不足。 • 纸幅和引纸辊之间的牵引力降低。 • 卷纸机未对准。
• 3、折叠纹的防治措施:
• 切纸前使用延展辊。 • 使用沟纹引纸辊使纸张保持牵引力。 • 检查较准。
• 2、造成纸芯管变形的原因:
• 因为卷纸太紧,造成靠近纸芯管处的压紧力过大。 • 外侧遭受强烈的打击或其它的不当操作,特别是
出现星形时(RD-33)。 • 夹盘压紧力过大。 • 纸芯管强度不足。 • 卷纸机未较准,特别是卷纸缸。 • 纸芯管到纸芯管的夹盘装得太松。 • 纸卷轮廓,特别是肿边。
• 3、纸卷管变形的防治措施: • 开始卷纸时要“松”一些。 • 卷纸张力程序要正确。 • 避免纸卷的不当操作。 • 增加纸芯管壁的厚度或纸芯管材料的强度。 • 检查卷纸机的较准。 • 确保纸芯管夹盘安装密合,使用纸芯管正面。 • 尝试规定纸卷标准的或较低的纸边轮廓。
• 加大纸芯管直径或纸壁厚度。 • 扔掉靠纸芯管的余纸以免产生纸病和断纸。
• 确保纸芯管的湿度等于或小于纸幅湿度。
5、纸机方向破裂 (Machine Direction Tension
Burst)
别名: 又 称 : 内 部 纸 页 断 裂 ( Internal Web
Breaks),纸芯破裂(Core Bursts),破裂— 纸机方向(Burst – Machine Direction Tension)
冷铸辊或增加纸幅的冷却。
2、纸体损伤 (Body Damage)
别名: 又 称 : 表 面 损 伤 ( Surface
纸病(繁体)

紙病的處理與防治紙病處理是紙機操作人員的日常基本工作,紙病的定義范圍也是很廣的。
任何對紙張使用不利的缺陷都可以叫做紙病,不過按我的觀點,我們所說的紙病實際上是指的外觀紙病。
首先我想先談一下分析紙病的幾種方法1. 周期法︰因為許多紙病產生於設備上,我們自己的設備大都為旋轉的軸,它們都具更一定的運動周期,通過量取紙病的間隔周期,我們能夠發現紙病的發生根源。
2. 物質確認法︰常常在紙頁上面會出現一些比較類似的紙病,但是它們的產生根源是不一樣的,網部容易出現的紙病網部濕紙頁成形的關鍵部位,也是眾多紙病產生的根源地。
網部常見的紙病主要凿括以下幾個方面1、網部的甩漿,網邊的甩漿是產生紙病主要原因之一,輕的時候會產生紙邊處產生紙洞,或者產生裂邊情況,重的時候會引發斷紙,網部甩漿的產生一般是因為芯層的網邊不干淨(網寬頂網>芯網>面網>底網),芯層的網邊不干淨可能是由於沖邊水調節不好,也可能是由於機外白水槽液位的波動,成形網的竄動,在頂網和芯網的導出角處,更時也會甩漿,那是因為網邊的漿聚集的太多,在抄高定量的紙種時要特別注意。
2、水針︰水針可以說是紙機的一個關鍵的關鍵,對他的維護要特別的小心。
首先水針壓力要合適,太大會濺漿,偏小更會更切不斷的危險,在該紙種的過程中要注意水針壓力的變化,拉動水針調節抄寬時要緩慢穩重。
3、網部高壓水︰網部高壓水負責清洗,如果高壓水出現堵圔,成形網就更被細小纖維和樹脂堵圔的危險。
而使得網部的脫水不暢造成透帘紙病(白條)4、噴淋澱粉管︰噴淋澱粉管容易產生的紙病更,澱粉點,小亮點(因為噴淋澱粉的壓力過大),更時噴淋澱粉的壓力過小澱粉也沒更成霧狀,而呈滴狀,這樣也會在紙面上造成連續的澱粉滴紙病。
5、網部真空的調節︰網部的真空要注意濕吸箱真空的調節,要保証網下池白水的回流量︰調節真空時要注意水線的位置變化;紙幅轉移真空箱的真空度要保証,否則會出現紙頁剝離不好的情況而出現漿條。
长网纸机常见纸病处理
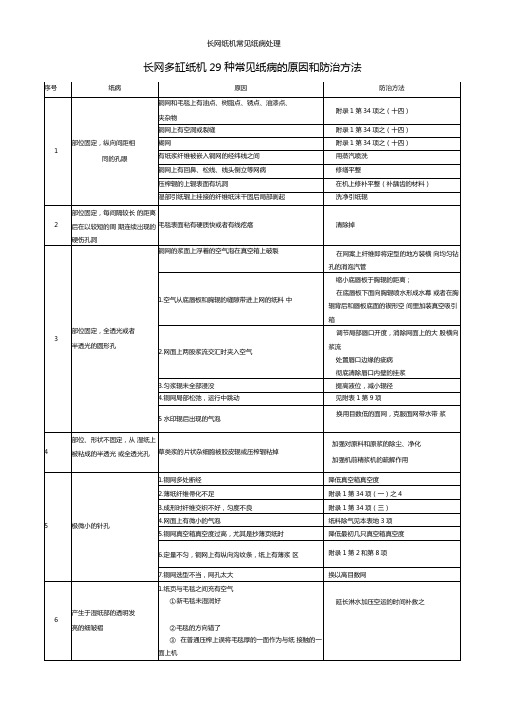
长网多缸纸机29种常见纸病的原因和防治方法打浆与纸的关系问题1.当纸页灰份太低时,可提高打浆度来封闭纸页来提高留着率2.纸页在缸面打飘是由于纸页与缸面的粘附力不够,可通过提高打浆度来解决这个问题3.纸页粘附大烘缸说明纸页结构太紧,这有可能是打浆过度造成的-均可通过降低打浆度来得到改善4.打浆度太低会导致纸页在缸面打飘-如其他强度测试允许,可适当降低打浆度5.损纸斑点主要是损纸在碎浆机内没有良好碎解-加强高频疏解机的作用效果-可能需要一定程度强化打浆-如果把打浆机当做疏解机使用,它不可能达到期望的效果6.如果松厚度过低,减小打浆度,使纸幅结构更开放7.耐破度或Mullen 通常上通过打浆直接改变-调整打浆度至必要的水平8.压光时的压黑和斑点是由于成形不好造成的9.厚度与打浆度成反向关系-如果其它测试结果允许,调整打浆-初始打浆引起厚度大幅度下降10.折皱与烘干有关,反映纸幅网络质量的分布-降低打浆和改进成形会对此有所帮助11.当太多水分带入沟纹辊下时会引起沟纹压溃-降低打浆,提高浆料的游离度-提高浆料温度通常有所帮助12.增加短纤维用量或降低打浆度会有助于解决卷曲问题13.多孔性(透气度)随打浆而快速地发生变化-提高打浆度和打浆浓度能增加透气阻力14.起毛的主要原因是施胶度不够或假施胶,而且浆料游离度过大会加重这个问题。
15.单面光纸张表面状况不好的原因是由于成形不好或纸页在大烘缸上的粘附不良引起-提高打浆度对成形和纸幅在大烘缸上附着均有所帮助16.成形不好的主要原因是网部脱水不好和浆料中长纤维含量过多-提高打浆度会有所帮助,但一定要降低长纤维的用量17.掉毛的原因是纤维结合不好和/ 或短纤维用量过大。
-提高打浆度可以改进结合,但要降低打浆机的切断行为并使浆料的游离度有所提高。
18.木纹边的原因是由于纤维在网案上分布不均-降低打浆度对降低边缘非均匀收缩有所帮助19.粘状浆易造成粘网-降低打浆度可得到改善20.打浆不仅与内结合力有关,也改善成形21.压榨部掉纸主要是浆料游离度过大或过分粘状打浆-调节打浆得到所需的状态22.短纤维或粘状浆会加重真空伏辊或真空压榨辊的辊面印痕-检查打浆看是否有必要降低打浆度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂布机纸病分析与处理条痕
1,颗粒条痕(多为面涂产生)
产生原因:(1)系统内杂质多(2)涂料颗料大(3)固含量太高( 4 )刮刀角度不当(5)间隙不合适
2,刮刀条痕
产生原因:(1)刮刀口损伤
(2)卡有异物3,擦伤条痕
产生原因:(1)热风箱倒吸纸页
(2)热风箱之间或热风箱和导辊间卡有纸片(3)红外线玻璃破损划伤纸面
(4)红外线两侧结料
(5)热风箱两侧结料
(6)软压光前吸尘装置与纸面间卡有纸片
4,压痕
产生原因:(1)九组后导辊或十组前舒展辊粘料(2)背辊粘料
(3)吹气辊表面卡有异物
(4)涂布后干燥缸面粘料
5,漏涂条痕
产生原因:(1)预涂上料辊和背辊间隙过大
(2)预涂上料辊下卡有纸片或涂料块
(3)中、背、面涂上料管喷嘴堵塞或出喷嘴涂料下垂
6,折痕产生原因:(1)面涂热风箱处
(2)刮刀梁与背辊间隙两侧差太多
7,脏条痕
产生原因:涂布后干燥缸面或刮刀口脏(多发生在97号和99号缸)
斑点
1,漏涂
产生原因:(1)背辊粘料
(2)涂料内气泡多(3)干网起毛(十组)2,压伤产生原因:(1)压光辊粘料
(2)背涂背辊粘有涂料渣或其他颗粒
(3)干网起毛(十一组)
3,孔眼
产生原因:(1)正表固含量太高
(2)干燥过急
4,划伤产生原因:涂布后干燥缸面粘料5,亮斑产生原因:十一组下干网粘有涂料渣
6,涂料渣
产生原因:缸面粘料,在刮刀处飞溅
(学习的目的是增长知识,提高能力,相信一分耕耘一分收
获,努力就一定可以获得应有的回报)。