劣质重油改质加工技术的现状及前景分析
加工劣质原油的技术经济分析
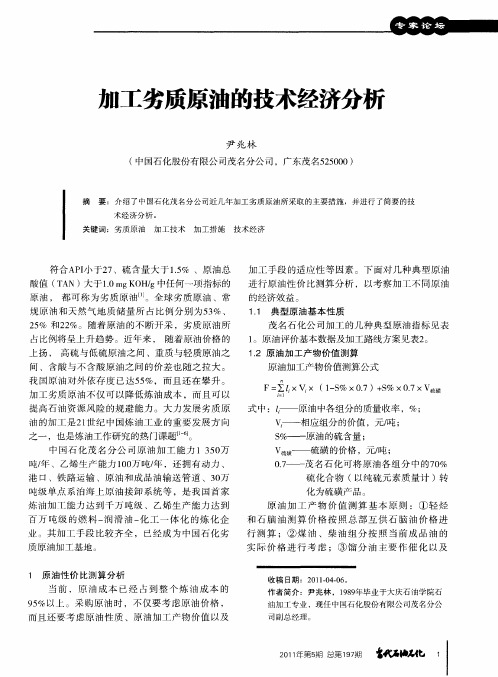
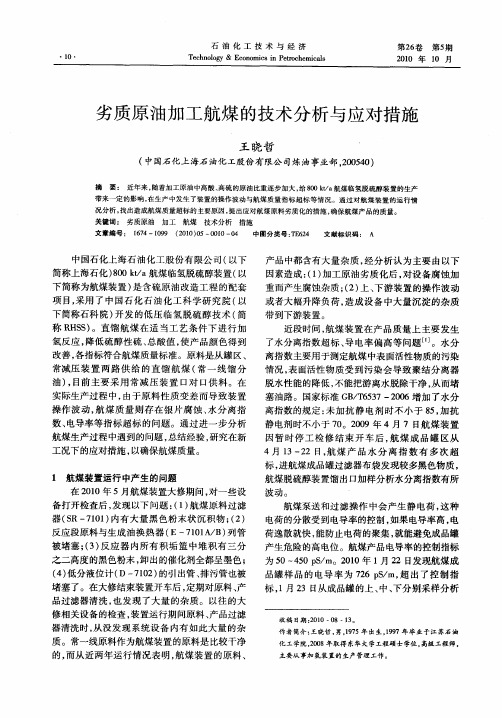
加氢裂化 、催化原料
渣 油 加 氢 原 料
裂 解 原 料 裂 解 原 料 航 煤
柴 油
6 O ~1 6 5 ℃ 1 6 5 ~2 3O ℃
1 4 . 0 2 4 . 8 1 6 3 1 0. 6 1 0 0. 0
撒 哈 拉
2 3 0 ~3 6 O ℃
酸值 ( T A N)大于 1 . 0 m g K O H / g中任何 一项 指标 的 原油 , 都 可 称 为 劣 质原 油 j 。全 球劣 质 原 油 、常
规原 油 和 天 然气 地 质 储 量 所 占 比例 分别 为 5 3 %、
2 5 % 和2 2 %。随着 原 油 的不 断 开 采 ,劣 质 原 油所 占比例 将呈 上 升趋 势 。近 年来 , 随着 原油 价格 的 上扬 , 高硫 与低 硫原 油 之 间 、重 质 与轻 质 原 油之 间 、含 酸与 不 含 酸原 油 之 间 的价 差 也 随 之拉 大 。 我 国原 油 对 外 依存 度 已达 5 5 %,而且 还 在 攀 升 。
沙特 重
2 3 0 - - - 3 6 0℃
馏 分 油
渣 油 合 计
HK~ 6O ℃ 6 O ~1 6 5 ℃ l 65  ̄2 3 0 ℃
3 6 . 1
1 0 0 . 0 3 . 4 1 3. 7 l 1 . 9 2 6. 4 2 0 . 9 2 3 _ 8 1 0 0 . 0
当前 ,原 油 成 本 已经 占到 整 个 炼 油 成 本 的 9 5 %以上 。采 购原 油 时 ,不 仅要 考 虑 原 油 价 格 ,
油加工专业 ,现任 中国石化股份有限公司茂 名分公
司 副总 经 理 。
洛阳院-劣质汽油芳构化改质技术
劣质汽油芳构化改质技术刘丹禾(中国石化洛阳石化工程公司炼制研究所)1 前言轻质芳烃(苯、甲苯、二甲苯)是化学工业的基础原料之一,同时又是辛烷值很高的马达燃料(RON>100)。
向汽油中掺入富含轻质芳烃组分是炼油企业提高其成品汽油辛烷值的主要手段之一。
催化重整技术是当前炼油企业获得优质石油芳烃或高辛烷值汽油调和组分的最主要工艺。
催化重整反应的重要特征是将直馏石脑油中的环烷烃经脱氢步骤转化为芳烃。
所以,无论早期的半再生重整工艺还是经催化剂及工艺改进后的连续重整工艺,均要求原料具有一定的芳烃潜含量(主要指环烷烃含量)。
对原料组成的要求事实上限制了由催化重整生产芳烃的原料资源。
随着现代工业的发展,作为基础化学工业原料和高辛烷值汽油组分的轻质芳烃的需求量不断增加,而石油资源却日益短缺,因此,立足现有石油资源,寻求新的工艺过程来拓宽生产芳烃的原料资源、增加芳烃产量具有很强的现实意义。
80年代早期美国Mobil公司提出的有别于传统催化重整过程生产芳烃的工艺。
该工艺在固定床上,以HZSM-5为催化剂,将单一低碳烃或工业原料如石脑油、C5馏份油、轻质裂解汽油等芳构化用于生产芳烃,开辟了不依赖原料芳烃潜含量生产芳烃的新过程…1‟。
直馏汽油通过42小时的反应,芳烃产率从40%(m)降至30%(m),反应结束时生焦量不超过原料的0.2%(m)。
该过程催化剂在线操作时间短,再生频繁。
之后,UOP公司与BP公司联合开发的Cyclar工艺过程,其用一步法将液化石油气(LPG)选择性地转化为高附加值的轻质芳烃(BTX),并联产大量氢气。
采用该工艺的4.0万吨/年工业示范装臵于1989年9月在苏格兰Grangemouth BP公司炼油厂开工[2],第一套工业化装臵于1990年1月在同地投产[3]。
该工艺采用UOP公司的催化剂连续再生移动床技术,避开了催化剂易生焦问题。
我国上海石化总厂研究院等单位开发,能将乙烯装臵副产裂解轻油或裂解碳五中的非芳烃组分转化为芳烃,使反应液中的芳烃总含量达到95%以上…4‟。
2024年废油市场前景分析

废油市场前景分析引言废油是指经过使用后变质的食用油或工业油,废油回收与再利用已经成为环境保护和资源循环利用的重要问题。
本文将对废油市场的前景进行分析,探讨其发展的潜力和挑战,并提出相应的建议。
背景随着全球经济的发展和人民生活水平的提高,废油产生量逐年增加。
废油的处理和处置不仅对环境造成污染,还浪费了宝贵的资源。
因此,废油回收与再利用已经成为国内外的热点问题。
市场前景1. 环保意识提升推动市场需求增长随着全球环保意识的增强,废油的回收和再利用得到了更多人的重视。
作为一种绿色环保的能源,废油的利用价值在不断凸显。
随着废油回收技术的不断发展,废油市场的需求将持续增长。
2. 废油再利用的经济效益引发关注废油在石化、化工、冶金等领域具有广泛的应用前景,其再利用可以降低生产成本、提高经济效益。
许多企业开始关注废油再利用的潜力,并积极寻求创新的废油处理技术,以降低废油处理成本,提高资源利用率。
3. 政府政策的支持为市场发展提供保障政府对于废油回收和再利用的支持也是促进市场发展的重要因素。
各地纷纷出台了废油回收的相关政策,包括鼓励企业从事废油回收的奖励政策和规范废油回收行业的法规措施等。
政府的政策支持将为废油市场的发展提供保障。
市场挑战1. 技术水平的不足限制了市场发展目前,废油回收和再利用技术仍存在一定的局限性,如废油的处理效率低、回收成本高等。
这些问题制约了废油市场的进一步发展。
因此,提升废油处理技术的研发和应用水平是一个亟待解决的问题。
2. 市场竞争激烈,进入门槛高废油市场竞争激烈,已经存在一些大型废油处理企业,它们拥有先进的技术和规模经济优势。
对于新进入的企业来说,要想在废油市场站稳脚跟,提升核心竞争力是必不可少的。
建议与展望为了抓住废油市场发展的机遇,我们提出以下建议:1.加大对废油处理技术的研发力度,提高处理效率和降低成本。
2.加强废油市场监管,规范废油回收行业,提高市场的准入门槛。
3.加强与政府和行业协会的合作,共同推动废油市场的发展。
重油加工技术研究与应用

重油加工技术研究与应用重油是指密度大于0.94g/cm3的油,该种油在中、低温条件下凝固和粘度大,难以流动,为了使重油能够流动并加工成高附加值产品,需对其进行物理和化学改性,即重油加工。
本文将探讨重油加工技术的研究和应用,以及其对能源环境产生的影响。
一、重油加工技术的研究1.1 热裂解技术热裂解是将重油加热至高温后,分解成更小分子量的石蜡、沥青和油气等化合物的过程。
在这一过程中,重油的分子量会大幅度降低,从而使重油变得更为流动。
热裂解技术分为直接加热和间接加热两种。
其中,直接加热利用热流体将重油加热,而间接加热则是通过蒸汽、热导油等介质将热量传递给重油。
热裂解技术在加工重油方面具有广泛的应用,已成为重油加工的重要手段。
1.2 溶剂提取技术溶剂提取是指用溶剂将重油中的天然蜡、油烟等杂质提取出来的过程。
溶剂可选择石脑油、正己烷等,这些溶剂与重油的分子量不同,从而可以实现物质分离。
溶剂提取技术可使得重油的密度和粘度降低,使其流动性得到提高。
目前,这种技术已被广泛应用于重油加工之中,特别是在深海油田的开发中。
1.3 加氢裂解技术加氢裂解技术是将重油与氢气反应,将其分解成更小分子量的气体和液体化合物的过程。
该技术可以将重油中的硫、氮等有害元素去除,降低其粘度和密度,并使得产生的油品质量更高,具备更加广泛的市场需求。
当前,加氢裂解技术在重油加工方面也有广泛的应用。
二、重油加工技术的应用2.1 各式油品的生产经过重油加工技术的改进和升级,现在可以将重油加工成各式油品,包括汽油、柴油、煤油等。
这些油品的品质和使用性能得到了显著提高,能够满足用户的个性化需求。
同时,这也使得重油资源得到了更加充分的开发利用。
2.2 能源生产重油加工技术也可以用于能源生产方面。
加工出的油品可以被用作车用燃料、供热燃料等,满足市场需求的同时,也可以减少对传统能源的依赖。
2.3 环保治理重油加工技术还可以用于环境治理方面。
加工出的油品可以用于替代对环境有害的传统能源,从而有效地降低能源对环境的污染。
加工劣质原油对策讨论
加工劣质原油对策讨论当前世界原油开采的总趋势是变重,重质含硫含酸等劣质原油增加,原油价格持续在高价位下运行。
劣质原油由于加工能力限制,与优质低硫原油价差拉大。
就国内而言,成品油价格与原油价格长期倒挂,中国石化加工进口高价原油占到加工总量的70%以上,造成炼油企业全面亏损的局面。
本文主要就中国石化为降低原油采购成本,提高炼油企业效益,加工劣质原油需采取的技术对策进行讨论,以供参考。
1加工劣质原油是一项重大战略举措1.1劣质原油的范围1)美国NPRA对原油轻重的分类为:API度大于38为轻质原油,API度小于22为重质原油,API度22-38为中质原油。
但是在商品原油贸易中有一些习惯性的分类,例如阿拉伯重质原油API度为27.9等。
因此,目前按API度大于36为轻质原油、API度小于27为重质原油、API度27—36为中质原油,也是可行的。
2)商品含硫原油一般分类为:硫含量小于0.5%为低硫原油,硫含量大于1.5%为高硫原油,硫含量0.5%-1.5%为中等含硫原油田。
3)原油总酸值(TAN)小于0.5mgKOH/g为低酸原油,TAN大于0.5mgKOH/g为含酸原油,TAN大于1.0mgKOH/g为高酸值原油。
由此得出,符合API度小于27、硫含量大于1.5%、TAN大于1.0mgKOH/g任何一项指标的原油,可称为劣质原油。
1.22030年前石油仍将是主要能源来源在20世纪最后10年,常规原油探明剩余储量平均每年在1400亿吨左右。
进入21世纪,世界原油产量每年约为36—37亿吨。
由于原油勘探技术的进步,世界原油探明剩余储量近年来出现增长趋势,2002年超过1600亿吨,2003年超过1700亿吨、到2005年达到1770亿吨(均是当年1月1日止的统计数据)。
世界原油供需基本平衡,综合国际有关机构的预测,世界石油资源完全可以满足未来25年的消费需求,2030年前石油仍将是世界主要能源之一。
1.32030年前炼油仍是中国石化的主业2005年我国原油加工量达到2.95亿吨,全国石油消费量为3.27亿吨,占世界石油消费量的8.5%。
永坪炼油厂混合原油劣质化分析及对策
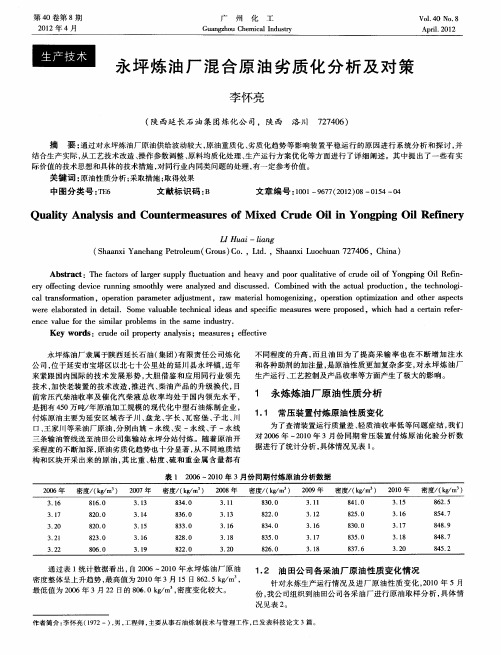
化装 置的平稳 运行 带来 了较大影 响。具体情况见表 4 。
16 5 表 4 2 1 原 料 油 倒 罐 前 后 数 据 对 比统 计 0 0年
广
州
化
工
21 0 2年 4月
成 了超 声 波 破 乳 技 术 应 用 改 造 项 目 , 于 7月 2 日顺 利投 用 , 并 0 停 注破乳剂 。改造项 目采用 了中石化齐鲁 分公 司研 究院开 发的超
第4 0卷第 8期
21 0 2年 4月
广
州
化
工
Vo . 0 No 8 14 . Ap l2 2 i r . 01
Gu n z u Ch mia n sr a g ho e c lI du ty
李 怀 亮
( 西延 长石 油集 团炼化 公 司,陕西 陕 洛川 7 7 0 ) 2 4 6
clrnf m t n o ea o a m t dut e t a t i o oe i n , p rt no t i t n adoh r set a t s r ai , prt np r ee ajs n,rw ma r l m gnz g o eai pi z i n te pcs a o o i a r m eah i o m ao a
厂平均密度在 88 0k/ 4 . gm 左右 , 残炭在 6 3 ~ .%左右。 .% 7 0
13 原 油流 向变 化情 况 .
表 3 20 2 1 0 6— 0 0年永坪炼油厂原油流 向变化情况
2 原油性质变化对生产的影响
2 1 对 常压装 置运行 的影 响 .
3。所 以原油 电脱盐 从表 3统 计数据可看 出, 杏子川 、 瓦窑堡等 采油厂 原油供永 会 因设备腐蚀 而引发各类 安全生产 事故 IJ 炼炼油厂比例逐年提高 , 中杏子川 采油 厂 由 2 0 其 07年 的 3 .6 3 5 装置 的运 行 效果 如何 , 在 相 当程 度 上 影 响炼 油 生产 装 置 的 将 万 吨 提 高 到 20 09年 的 6 . 2万 吨 , 39 比例 由 8 7 % 提 高 到 “ 、 、 、 、 ” 行 。 .2 安 稳 长 满 优 运 1 .7 ; 73 % 瓦窑堡采油厂 由2 0 0 7年的 0吨提高到 20 0 7年的 3 .7 53 2 2 对 催化 装置 运行 的影 响 . 万吨 , 比例 由 0提高到 95 %。 .6 原油性质 变化 导致 常压 渣 油 的性 质 也 出现 了重质 化 的倾 向, 从渣油密度 、 残炭等 主要数据来 看 , 原料 明显 变重 J20 ,0 6~ 21 0 0年催化原料油密度大部分 在 8 0~88k/ 3之 间, 9 9 sm 尤其是
重劣质原油深加工技术

重劣质原油深加工技术随着常规原油资源的日益枯竭,世界原油供应呈现出重质化、劣质化的发展趋势,从资源可获取性、吨原油经济效益、装置的适应性等方面考虑,对进口原油整体依存度高达60%以上的中国炼油企业而言,重视重质、劣质原油加工是炼油工艺的重要技术问题。
“十三五”期间,国家政策将继续引导炼油产业升级,加快结构调整、向民企开放下游。
同时我国炼油行业也面临着环保日益严格、清洁燃料标准不断提高的压力,在此大背景下中国石油和石化工程研究会定于2017年4月12日至14日在洛阳召开“第六届(2017)炼油技术暨重劣质原油深加工技术与装备供需交流会”,促进炼油(炼化)企业同科研、设计、装备制造单位和有关产业之间的技术交流与合作。
含硫含酸原油分类及问题硫含量、酸性对原油的一般分类加工高硫原油与加工高酸原油最大的问题是腐蚀,两者带来的腐蚀问题是又不同的。
加工高酸原油带来的腐蚀问题主要集中在蒸馏装置,而加工高硫原油时,由于原油中的非活性硫不断向活性硫转变,使硫腐蚀不仅存在于一次加工装置,也同样存在于二次加工装置,甚至延伸到下游化工装置,贯穿于炼油的全过程中。
硫在原油的不同馏分中的含量和存在的形式不尽相同,但都随沸点的升高而增加,并且富集于渣油中。
含酸及高酸原油的加工高酸原油组成结构含酸原油的腐蚀及一般规律含酸原油的加工,通常有以下几种:1、与低酸值原油混炼,混合后控制酸值≯0.5mgKOH/g。
2、与低酸值原油交替加工,在加工低酸值原油时,高温部位可能产生保护膜或薄层焦,减腐蚀。
3、材质升级:在t>220°℃时,用316L及以上材质。
对大口径管道,采用不锈钢复合板制成的钢管。
对可预见严重冲刷部位,采用大曲率半径的弯头及斜接分支三通。
在材质升级的同时,优化、开好电脱盐。
4、注NaOH中和。
但因为Na+升高,给重油催化、焦化及加氧装置带来不利影响,不是根本方法,只能应急5、脱酸处理彻底解决腐蚀问题,必须进行脱酸处理,目前脱酸处理方式主要包括碱法脱酸、酯化脱酸、催化热解脱酸、催化加氢脱酸(固定床)、催化脱羧裂化技术等。
重油加工的趋势

重油加工的趋势重油加工是石油炼制过程中的重要环节,其主要目的是将重质宽馏分转化为高附加值的产品,提高炼油厂的利润和经济效益。
随着全球能源需求的增长和环境保护意识的提高,重油加工的趋势也在逐渐发生改变。
本文将重点探讨未来重油加工的发展趋势,并对其影响因素进行分析。
首先,未来重油加工的趋势将更加注重产品质量的提高。
重油是炼油厂生产的一种低附加值产品,其在燃烧过程中会产生大量的排放物,对环境造成严重污染。
为了降低污染物的排放量,未来重油加工将更加注重降低硫、氮等污染物的含量,提高产品的燃烧效率和环境友好性。
其次,重油加工将更加注重节能减排。
石油炼制过程中需要消耗大量的能源,尤其是对于重油加工过程来说,能源消耗较大。
未来的重油加工将通过采用先进的节能技术和设备,提高能源利用效率,降低能源消耗,并通过减少二氧化碳等温室气体的排放,减轻对气候变化的影响。
第三,未来重油加工会更加注重资源的高效利用。
重油加工过程中会产生大量的副产物,如焦炭、重油渣等,这些副产物会对环境造成污染,同时也浪费了有价值的资源。
未来的重油加工将通过采用废物利用技术,将副产物转化为可再生资源,实现资源的高效利用。
同时,未来重油加工将更加注重技术创新和升级。
随着科技的进步和石油炼制技术的不断发展,重油加工技术也在不断更新和升级。
未来的重油加工将采用更加高效的催化裂化、加氢裂化等技术,提高产品的转化率和选择性,降低生产成本,增强市场竞争力。
最后,重油加工将更加注重区域适应性和定制化生产。
不同地区的重油资源和市场需求存在较大的差异,未来重油加工将更加注重满足不同地区的需求。
在适应地区环境、资源等条件的基础上,重油加工将进行定制化生产,满足市场多样化的需求。
总之,未来重油加工的趋势将以产品质量的提高、节能减排、资源高效利用、技术创新和定制化生产为重点。
重油加工将更加注重环境友好性和经济效益的平衡,努力实现可持续发展。
同时,政府的政策支持和市场的竞争力也将对未来重油加工的发展起到重要作用。
第八讲劣质重油深加工工艺资料
H-Oil
415~440 13.5~21.0
— 0.4~1.3 0.35~2.1
45~85 65~82 25~45 45~75 65~90 130~300
LC-Fining
410~440 11.0~18.0 7.5~12.5
55~80 60~85
40~70 65~88 135~300
High temperature: operation temperature is almost the same with end-of-run temperature of fixed bed residue hydrogenation High pressure: To stabilize operation, maintain hydrogen partial pressure at outlet of reactor. High hydrogen consumption: For VR converted and contaminates removal.
建造与操作费用很高 • 我国重整原料和烯烃裂解原料不足 • 我国加氢的氢源不足(石脑油制氢) • 提高柴汽比的需要
7、我国延迟焦化发展趋势
• 1931年美国建立了第一套工业装置 • 目前最大装置:770万吨(Sincor,委内瑞拉) • 世界最大在建:1200万吨(Suncor,加拿大) • 我国最大: 430万吨(中海油-惠州)
Processing Technology challenges
❖ Delayed coking can process VR from Venezuela ultra-heavy oil/oilsand bitumen with technical and economic advantage.
浆态床重油改质技术新进展

·1590·
化工进展
2010 年第 29 卷
工艺名称 VCC MRH
M-Coke CANMET HDH/HDHPLUS
SOC EST VRSH Uniflex™ (HCAT/HC)3
表 1 典型的浆态床加氢工艺[1]
专利商
催化剂
Veba Oel
赤泥、褐煤
M W Kellogg Co. Exxon
Ni、Co、Mo/Al2O3 环烷酸钼
LIU Yuandong,GAO Liang,WEN Langyou,ZONG Baoning
(Research Institute of Petroleum Processing,SINOPEC,Beijing 100083,China)
Abstract : Crude oils available to refineries are becoming increasingly heavier. Meanwhile , environmental regulations on product quality are more and more stringent. Therefore,slurry bed hydrocracking technologies have attracted much attention for their special superiority in treating very poor quality crude oil feedstocks. This paper describes the latest progress of some typical slurry bed hydrocracking technologies,such as EST,VRSH and Uniflex™,with emphasis on their technical characteristics. The orientation for future research and development in slurry bed hydrocracking technologies are also discussed,such as colloid stability control,development of novel hydroprocessing catalysts,and hydrodynamic and mass transfer characteristics of slurry bed reactor. Key words:upgrading heavy oil;slurry bed;technology development
国内外废弃油脂处理、利用情况简介
1、日本废油脂的利用情况 以前,日本企业单位所产生的废食用油经回收再利用,作为工业用途如制造肥皂粉的原 料或饲料用油,现在这个回收通道,正被转化为制造生物柴油的来源,有的肥皂粉工厂兼设 了生物柴油工厂。 最典型的是经营了 50 年废食油回收工作的染谷商店和 LONFORD 有限公司。该公司的 所有车辆都是用自己生产的生物柴油燃料,而且在全国大约有 280 辆车使用生物柴油燃料在 运行。LONFORD 公司生产的生物柴油已在京都市和滋贺县得以推广应用,己有 220 辆垃圾 收集车使用了这种柴油,而且从 2000 年 4 月在京都市的 81 辆公共汽车上开始使用了添加 20%生物柴油的燃料。 除此之外,利用废食用油生产生物柴油己成燎原之势,正如火如茶地在日本全国各地展 开。 2、欧洲废油脂的利用情况 生物柴油运用最多的是欧洲,而废食用油脂在欧盟各国通常作为饲料用油,现在也正转 向发展生物柴油。 在奥地利,每年从 135 个餐馆收集的废食用油脂可生产生物柴油 100 多吨,其生物柴油 的主要市场在于农业及林业设施及湖泊与河川的休闲游艇之用,以利于清洁空气。
国内废油脂处理常用的方法一般为采用简易加热提炼回收处理。
将废油脂脱水、除臭后加热处理,分离得到油脂和杂质,油脂直接卖给化工厂作为再生
脂肪酸原料。
这种简单的处理思路就给“地沟油”返回食物链埋下了伏笔。该类处理企业多为零散或
小作坊。
废油脂
脱水
除臭
加热
外卖
油脂
杂质
图 1 废油脂简易加热提炼回收工艺流程图
3、制取生物柴油工艺
Guo Xu, Hao Linbo, Zhang Bo, Zhang Chao, Wu Chengwu, Liu Qilin China Urban Construction Design & Research Institute
分析现代重油加工技术的应用和发展
热转化 工艺, 该 工 艺设 减 压 闪蒸 塔 , 可 以提 高蜡 油产 量 ; 残 渣
可 以 为 气化 提 供 原 料 , 用 于发 电 , 制 氢 和 生 产其 他 化 工品 。
出率 , 首先应该提 高常压拔 出率, 应 该采取 以下措 施 : ①减 压
炉 炉 管 分段 扩径 ;( 控 制 减 压 塔 塔 底 温 度 ,减 少裂 解 气 的 产
1 . 3 溶 剂脱 沥 青
溶 剂脱 沥青技 术的 主要表现 在 : ① 改进塔 内件 , 使 用规
整原料 ;②使 用重溶 剂 , C 4 C 5溶剂 脱沥青 可以与其他溶 剂
工艺组成联 合 工艺 , 增产催 化裂化 与 氢裂化 原料 。 沥 青 则 供 焦化加 工 ; 其次 , 与渣 油加 氢 , 气化组成 联合 工艺 , 脱 沥青 油 供 加氢 处理 ,沥青供 气化 制 氢 , P P将 溶 剂 脱 沥 青 用 于 L C —
L O W C A R B 0 N W o R L D 2 O i 3 , 4 【 文章编号 】 2 0 9 5 — 2 0 6 6 ( 2 0 1 3 ) 0 8 — 0 0 5 9 — 0 2
煤炭资源
分 析现 代 重 油加 工 技 术 的应 用和 发展
张 杨( 中国 石油四J l l 石化公司, 四川 彭 州6 1 1 9 0 0 )
溶 剂脱沥青+ 减 粘 裂化 可 以 为 催 化 裂 化 和 氢 处 理 提 供 更 多 的 原 材 料 ;④ 减 粘 裂 化 可 以 用来 生产 重 交 沥青 扩 大重 交 沥青 的
原 油资 源
( 2 ) 减 粘 裂 化 和 热 裂化 现 在 已 经发 展 成 为 多 种特 色工 艺 。
重质油结构与组成研究进展与发展趋势

结语
发展重质原油深度加工,使每吨原油产生最大的经 济效益,应是我国的一项长期的技术政策。目前炼油 工作者们正在加紧努力不断改进重质油加工工艺,以 使重质原油更多的转化成符合环保要求的清洁石油产 品。
Thanks
3.元素组成
普通原油:C、H、S、N、0以及微量重金属元素
重质油:同样地由C、H、 S、N、0以及微量重金属 元素组成,但重油的S、 N、0和重金属含量高, H/C比低。
1、重质油的基本特征
4.族组成和结构族组成
重质油需要对其族组成和结构族组成进行全面研究。 (1)族组成
对重质油按照不同的族类进行分类和分离。 最常用的是四组分族组成 Saturates、Aromatics 、Resin 、 Asphaltene 根据需要还可以将Aromatics 、 Resin 进一步分离成轻、中、重等亚组 分。
(3)裂解色谱-质谱法( PY-GC / MS ) 可用于分析沥青质的结构。 该方法可以通过裂解产物鉴别其碎片结构。
2.2、研究进展
03 杂原子化合物结构组成
➢ 含氧化合物结构组成
(1)红外光谱法一般用于定性和定量分析不同轻质油的官能团。 (2)核磁共振波谱法的特点是对轻油和重油都可以直接测定,获 得一些重要的结构信息,但对含量较少的化合物不能进行定量分 析。 (3)色谱法具有灵敏度高、重复性好、线性范围宽等优点,可以 快速、准确地测定油品中含氧化合物的含量。 (4)气相色谱法由于受到重油中含氧化合物复杂而且沸点较高的 限制,一般用于轻质油中含氧化合物的分析。
1、重质油的基本特征
1.外表观察
天然石油是浅黄色到黑褐色,流动 半流动的粘稠液,而重质油颜色更暗, 流动性更差 。
2.基本性质
重质油加工技术的研究与发展
重质油加工技术的研究与发展一、引言随着全球经济的不断发展和人们对于能源的需求越来越大,世界上重质油储量的开发和利用也成为了一个热门的话题。
重质油的加工技术与发展也因此备受关注。
本文将从重质油的定义、加工技术的现状、最新的研究成果等方面着手,系统地探讨重质油加工技术的研究与发展。
二、重质油的定义与特征1. 定义重质油是指相对密度在0.87以上,蒸馏范围在340℃以上的石油原油,也被称为“渣油”或“残油”。
2. 特征(1)高粘度。
重质油的黏度远远高于常规的轻质原油,常常是常温下具有高黏稠度的稠油状。
(2)高含硫量。
重质油中含有大量的硫元素,可能超过5%。
(3)高金属含量。
重质油中可能含有多种金属元素,如钴、镍、铜、钒等。
(4)高碳残留率。
重质油的碳残留率通常超过20%。
三、重质油加工技术的现状传统的重质油加工技术主要包括热裂解、加氢裂化、加氢裂解等。
现如今,重质油加工技术已经有了很多新的发展,其中最为重要的是仿生反应器技术和催化裂解技术。
1. 仿生反应器技术仿生反应器技术将仿生学的基本原理应用于重质油的加工中,其主要原理是利用生物体内的反应器技术来进行反应条件的优化和催化物的适应性调节。
仿生反应器技术主要分为两种,一种是利用微生物进行重质油加工,另一种是利用与微生物代谢类似的人工催化剂代替微生物。
2. 催化裂解技术催化裂解技术是目前应用最为广泛的重质油加工技术之一,它的主要作用是利用催化剂将重质油中的高分子化合物裂解成低分子化合物,从而提高石油产品的收率和品质。
目前,随着催化剂技术的不断发展和完善,催化裂解技术已经成为了重质油加工技术中最为有效的一种方法之一。
四、最新研究成果1. 自动化控制技术近年来,自动化控制技术在重质油加工领域的应用越来越广泛,通过控制反应过程的各个参数,如温度、压力、流量等,能够有效地提高催化剂的利用效率,降低磨损,还能够缩短生产周期和提高产品质量。
2. 新型催化剂的研发新型催化剂的研发是当前重质油加工技术领域的热门话题之一。
我国废弃油脂回收利用现状及产业化分析

我国废弃油脂回收利用现状及产业化分析1. 我国废弃油脂回收利用现状分析随着我国经济的快速发展,油脂消费量逐年攀升,废弃油脂的产生量也在不断增加。
2019年我国废弃油脂总量达到约3000万吨,其中餐饮废油占比较大。
目前我国废弃油脂回收利用率较低,大部分废弃油脂被非法倾倒、焚烧或直接填埋,对环境造成了严重污染。
由于缺乏有效的回收体系和技术手段,废弃油脂的回收率较低。
据环保部门统计,2019年我国废弃油脂回收率仅为20左右,远低于国际先进水平。
由于废弃油脂处理成本较高,部分企业选择将废弃油脂卖给非法收购者,进一步加剧了废弃油脂的无序处理现象。
我国废弃油脂回收利用产业尚处于起步阶段,产业链不完善,技术水平有待提高。
我国废弃油脂回收利用主要集中在废油提炼、生物柴油生产等领域,但在废油深加工、高附加值产品开发等方面还存在较大差距。
废弃油脂回收利用企业的规模较小,市场竞争能力较弱,制约了产业的发展。
当前我国废弃油脂回收利用现状不容乐观,亟待加强政策法规引导,提高回收利用率,完善产业链,提升技术水平,培育市场主体,推动废弃油脂回收利用产业健康可持续发展。
1.1 废弃油脂回收利用的定义及意义废弃油脂回收利用是指对废弃油脂进行收集、分类、处理和再利用的过程。
随着我国经济的快速发展,餐饮业、食品加工等行业的规模不断扩大,废弃油脂的产生量逐年增加,给环境带来了严重的污染问题。
废弃油脂回收利用具有重要的现实意义和战略价值。
废弃油脂回收利用有助于减少环境污染,废弃油脂中含有大量的有害物质,如致癌物质、重金属等,如果不经过处理直接排放到环境中,会对土壤、水源和大气造成严重污染。
通过回收利用废弃油脂,可以有效地减少这些有害物质对环境的影响,保护生态环境。
废弃油脂回收利用有助于资源循环利用,废弃油脂中含有丰富的脂肪酸、甘油三酯等营养成分,具有很高的开发利用价值。
通过回收利用废弃油脂,可以降低对石油资源的依赖,促进资源的循环利用,实现可持续发展。
重油轻质化加工技术

重油轻质化加工技术作者:赵梦祎来源:《科技视界》 2014年第24期赵梦祎(中国石油大学〈北京〉,中国北京 102200)【摘要】本文分析了重油轻质化加工技术在石油加工中的重要地位,系统地描述了独立单一的重油轻质化的加工工艺和组合加工方案,并简单的介绍了方案的选择。
最后,在对重油轻质化加工技术进行的总结的基础上,对其未来的发展提出建议。
【关键词】重油;催化裂化;加氢裂化;延迟焦化;减粘裂化随着人类社会的不断发展,科技的进步以及生活水平的显著提高,人们对石油的需求量越来越大,对石油品质的要求也越来越苛刻,然而石油的储量在一天一天的减少,品质逐渐下降,开采难度也越来越高,所以,石油重质化是石油发展的必然趋势。
为了协调解决石油供需紧张的问题,发展重油加工技术刻不容缓,它也是目前炼油工业的突出任务之一。
1 基本的重油轻质化加工工艺系统来说,重油轻质化加工工艺分为两大类,一类是重质馏分油的加工,一类是重质渣油的加工。
重质馏分油的加工一般在370℃~520℃进行,而重质渣油的加工温度高于520℃,两者的目的主要有两个:除杂、提高H/C比。
1.1 重质馏分油的加工重质馏分油的加工最早采用热裂化工艺,但是随着技术的发展进步,能耗高、轻油收率低、产品质量差的热裂化工艺已经不能满足市场需求,催化裂化技术应运而生,加氢裂化技术也开始蓬勃发展。
1.1.1 流化催化裂化(FCC)近几年来,我国在FCC工艺上不断有新的技术研发成功并投入使用,如在FCC工艺方面,我们研发除了MIP、MGG、DCC等新技术;除此之外,我们还研制出一系列新的沸石系催化剂,如USY、ZRP、REY等;在催化剂的烧焦再生技术上我们也有了一定的改进,有快速床再生、重叠式再生、单器再生等方式。
特别的,在针对性质比较特殊的重油加工时,为了提高产品质量,使之符合规定要求,炼厂通常在FCC装置前增加一组加氢处理装置。
1.1.2 加氢裂化加氢裂化的工艺过程分为单段工艺和两段工艺。
废油再生现状及其工艺技术简介

废油再生现状及其工艺技术简介引言:废油是一个双面体,具有污染性和资源性的双重特征:处理不当会造成环境污染,回收和再生利用将节省能源并缓解资源短缺的压力。
根据《国家危险废物名录》的规定,废矿物油属于危险废物,编号为HW08。
2017年2月4日,由国家发改委组织编制的《战略性新兴产业重点产品和服务指导目录》2016版正式发布,其中废矿物油再生利用被列入国家战略性新兴产业重点产品和服务指导目录。
然而,至2017年国内共有523家拥有废油回收处理资质企业,这些合规企业处理的废油只占1/3,还有相当部分的废矿物油基本由无资质企业进行处理,更有部分没有能够得到妥善处置,而往往是采用乱排乱放,任意丢弃,烧毁土埋等消极手段处理。
而我国,在较晚的时候才开始对于废油再生工艺进行研究,相关的投资较少,只有部分石油特殊行业能够涉足使用先进技术,而大部分都是以小作坊形式存在的炼油厂,技术落后,导致成品价值非常低。
低廉的价格进一步限制了该行业的发展,工艺迟迟得不到改进。
在国外,很多先进的技术和工艺正在走向成熟并且达到了工业化生产阶段,如无酸工艺、蒸馏-加氢等工艺正在成为西方各国处理废油的主流。
但是,由于这些技术的先进性、操作的复杂性且再生设备一次性投资大,需要很高水平的技术工人,我国现阶段大量普及这些技术还难以实施,寻找更好的解决方案就成为我国废油处理的关键。
1.废油再生利用现状在国外,废油再生工作开始的较早,在上世纪六十年代的时候,欧洲和美国的一些发达国家就已经着手研究,从那时候开始就积累了宝贵的经验。
直至现今在废油再生行业乃至整个石油行业西方国家都处于领先位置,它们取得成功的原因与政策完善和政府补贴不无关系。
可以看出,政府相关政策、行业标准和市场合作是实现废油再生良性循环的先决条件。
博思数据发布的《2013-2017年中国废油市场供需分析及投资前景研究报告》显示:尽管中国废油产品一直存在,但是废油的有效利用却没有有效进展。
劣质原油加工航煤的技术分析与应对措施
下 简称 为航煤 装置 ) 含 硫 原油 改 造工 程 的 配套 是 项 目, 采用 了 中国 石 化 石 油 化工 科 学 研 究 院 ( 以 下 简称石 科 院 ) 发 的低 压 临 氢脱 硫 醇 技术 ( 开 简 称 R S) H S 。直馏 航 煤 在 适 当 工艺 条 件 下 进 行 加 氢反 应 , 低硫 醇 性 硫 、 酸值 , 产 品颜 色得 到 降 总 使 改善 , 各指 标符合 航煤 质量 标准 。原料 是从 罐 区、 常减 压 装 置 两 路 供 给 的 直 馏 航 煤 ( 一 线 馏 分 常 油 ) 目前 主 要 采 用 常减 压 装 置 口对 口供 料 。在 , 实 际生产 过程 中 , 于原 料 性 质变 差 而 导致 装 置 由 操 作 波 动 , 煤 质 量则 存 在银 片腐 蚀 、 分 离 指 航 水 数、 电导率 等指 标 超 标 的 问题 。通 过 进一 步分 析
的, 而从 近两 年 运行 情 况 表 明 , 煤 装置 的 原料 、 航
第 5期( 00 2 1)
王晓哲 .劣质原油加工航煤 的技术分析与应对措施
摘 要 : 近年来 , I 殖着加工原油中高酸、 高硫 的原油 比重逐 步加大 , 8 0k/ 航煤临氢脱硫醇装置 的生产 给 0 ta
带来一定的影 响, 在生产中发生了装置 的操作波动与航煤质量 指标 超标等情况 。通过对航煤装 置的运行情
况分析 , 找出造成航煤质量超标的主要原 因, 提出应对航煤原料劣质化的措施 , 确保航煤产 品的质量。 关键词 : 劣质原油 加工 航煤 技术分析 措施
之二高度的黑色粉末 , 卸出的催化剂全都呈墨色;
() 4 低分 液位计 ( 70 ) D一 12 的引 出管 、 污管也 被 排 堵 塞 了。在 大修结 束装 置开 车后 , 定期对 原料 、 产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
劣质重油改质加工技术的现状及前景分析
【摘要】随着经济的发展,国际社会对于石油的需求量越来越大,随着世界原油需求量的持续升高,原油的资源也呈现出一种劣质化的表现,劣质重油中的硫、残炭、氮、重金属的含量偏高,这也对炼油企业的加工工艺提出了一定的挑战,为了满足经济发展和原油储备的需求,炼油企业必须要发展新技术,本文主要分析了劣质重油的改质加工技术现状与发展前景。
【关键词】劣质重油改质加工现状前景
改革开放以来,我国国内石油需求量呈现出一种逐年上升的趋势,同时,石油对外依存度也不断的提升,已经超过了50%。
随着世界原油需求量的持续升高,原油的资源也呈现出一种劣质化的表现,近几年来全球增产原油大多都为重质原油,有关数据统计,重质原油与非常规原油的产量已经超过1亿吨,据剑桥能源年会的预测,截止到2013年,油砂沥青会成为最重要的非常规原油。
因此,超重原油以及油砂沥青的加工必然会是下一阶段炼化企业需要面
临的重要问题。
1 超重原油的特点
目前世界常规原油探明储量为13220亿桶,具体的储量与分布情况详见表1。
超重原油储量最丰富的国家是委内瑞拉,与普通的原油相比而言,超重原油具有如下的特征:即高密度、高硫、高黏度、高酸、高残炭、高氮、高芳烃含量、高金属含量,且减压瓦斯油与渣油的
含量也超过了70%,性质较差,比重较差,很难进行脱盐和脱水;黏度较高,难以进行管理和运输;氮和硫的含量较高,进行加氢处理的难度较大;减压瓦斯油数量大,芳烃和氮的含量高,催化和劣化的难度较高;减压渣油数量大,铁、钒、沥青、残炭的含量高,在焦化处理过程中会出现大量的焦炭,在处理时需要在高温高压及氢气的条件下进行。
2 劣质重油加工技术
劣质重油的渣油含量很高,加工的核心技术就是通过渣油与减压瓦斯油提高轻质油的收率,劣质重油的渣油具有高硫、高残炭、高氮、高金属的特征,对于加工工艺的要求很高。
目前,较为成熟的劣质重油加工工艺包括焦化、渣油加氢和催化劣化几种。
目前,加拿大油砂沥青渣油均使用焦化处理工艺;渣油加氢的工艺包括沸腾床、固定床、移动床+固定床、悬浮床等方式,能够处理劣质重油与沥青。
2.1 焦化技术
焦化技术能够处理成本劣质的原料,已经成为一种常用的重油加工过程,就世界范围来看,焦化装置的处理能力可以超过3亿吨/年,美国加工劣质重油的比例已经呈现出一种逐年上升的趋势,加工原油的含硫量上升约0.27%个百分点,原油重度api°下降了约1个单位,但是,焦化能力在近年来却增加2750万吨/年,究其根本原因,是由于焦化装置的操作费用和投资都相对低廉,能够加工高金属、高硫和高残炭的劣质重油。
2.2 渣油沸腾床加氢裂化技术
渣油沸腾床加氢裂化第二代与第三代催化剂已经研制成功,该种催化剂能够大幅的改善加工装置的性能,尤其是脱残炭、脱硫以及产品的安定性,可以在渣油转化率为80%到85%的条件下炼制出低硫燃料油。
美国先进炼油技术公司为了解决油渣沸腾床加氢裂化裂化设备未转化油渣以及设备结垢的问题,添加了减少沉积物的催化剂,与传统的催化剂相比,在脱金属、脱硫、脱残炭以及渣油转化率高的情况下,能够减少反应过程中沉淀物的产生。
2.3 悬浮床加氢裂化工艺
悬浮床加氢裂化工艺能够用于劣质重油的加工,但是其加工的产品需要进行深度裂解、脱硫和二次脱硫,就会导致加工费用升高,该种工艺是处理劣质重油很好的手段。
3 劣质重油加工技术展望与前景分析
3.1 改善焦化工艺
焦化工艺能够很好的改善劣质重油,是现阶段下炼油厂使用最多的工艺,在未来阶段下,应该将劣质重油焦化装置的设计重点放置在减少焦炭产率、提高液体产品产率、降低操作费用和减少装置投资之上,劣质重油的沥青质和残炭的含量很高,在使用焦化工艺进行加工时会导致加热炉生焦倾向升高,因此,除了减少焦炭产率、提高液体产品产率以外,还要使用科学的方法缓解加热炉的结焦。
3.2 完善劣质重油加工组合工艺
为了将劣质重油资源最大限度的利用起来,需要不断的完善劣质
重油加工组合工艺,如焦化+沸腾床加氢裂化技术、沸腾床加氢裂化技术+溶剂脱沥青+沥青气化技术等。
3.3 扩大氢气的来源
很多地区的劣质重油都有着高氮、高硫、高金属含量和高残炭的特征,在转化以及生产油品的过程中会消耗到大量的氢气,使用焦化工艺在加工劣质重油时会产生石油焦、应用溶剂脱沥青加工工艺会产生脱油沥青,如果将其作为气化工艺的原料,就能够解决以上的弊端,生产过程中产生的氢气也可以为后续的加氢过程提供氢源。
3.4 发展悬浮床加氢裂化技术的产业化
在应用延迟焦化技术加工劣质重油时会出现大量的低价值焦炭,使用沸腾床加氢裂化技术加工劣质重油的转化率也不高。
近些年来,随着技术水平的发展,悬浮窗加氢技术得到了迅速的发展,该种技术能够将原料渣油的转化率全面的提升,几乎可以将其完全转化为馏分油。
在未来阶段下,发展悬浮床加氢裂化技术的产业化能够提升劣质重油的转化率。
4 结语
近年来,国际石油需求量逐年上升,而轻质原油的量不断减少,劣质原油的开采比例不断提升,超重原油硫、残炭、氮、重金属的含量偏高,这也对炼油企业的加工工艺提出了一定的挑战,为了满足经济发展和原油储备的需求,我国的炼油企业必须要不断开发新技术,实现劣质重油加工技术的全面发展。
参考文献:
[1]刘显法.劣质重油改质、加工技术进展及展望[期刊论文].中国化工学会2008年石油化工学术年会暨北京化工研究院建院50周年学术报告会论文集,2009,03(16).
[2]任文坡,李雪静.渣油加氢技术应用现状及发展前景[期刊论文].化工进展,2013,05(05).。