设备制造进度表
设备供应进度计划
产品供货方案我方保证按照招标文件交付日期供货,在合同签订开始生产,严格按招标文件的质量标准要求来落实指定生产过程中的质量检查,供货期以中标合同签署规定的供货时间力争提前完成,并如数将所有货物运到建设方指定的地点。
我方特作承诺,如与承诺有违,我方愿按《经济合同法》中有关误期赔偿条款承担全部责任。
(一)供货计划安排:若我方中标,我方将从以下几个方面保证供货:1.1材料采购:①、根据投标产品的要求,选择定点采购地点,要求供应商严格按本公司要求供货,对具体采购的产品进行进货验收的方法,加以控制。
②、供应部有计划的组织采购,质检部、生产技术部负责对采购材料,按检验规进行验收,保证购进符合标准的优质材料。
1.2生产过程:①、生产部根据计划要求,依据投标产品的质量标准以及相关的技术图纸,对合同产品实施生产统一安排、抽调专门力量,成立以部门经理为组长的项目生产作业组,进行人员上的统一调动,时间上的统一安排,整个生产作业过程,在质量检验,质量监督的过程中加以控制。
②、技术部提供产品各个过程中的加工图纸和工艺,焊接过程严格按焊接作业指导书进行操作,做好参数记录,确保质量。
③、使用经过检验合格的原材料,外购件,外协件包装材料。
④、使用经过验证或确认符合要求,适宜生产该产品的设备,指定专职作业人员。
⑤、生产作业人员严格按图纸和工艺进行操作并以自检,互检控制质量。
(二)供应方案:若我公司中标,我公司将严格按照招标文件技术要求进行产品的生产制造,并将采用汽运的方式在接到甲方通知后规定时间将产品运送至甲方指定地点,质量合格。
材料保存措施:工作程序:搬运中的防护:(1)生产过程中任何产品不准放置于地上。
(2)根据成品支架的搬运特点,制定搬运规定以保证成品质量。
焊接以后的成品,搬运过程中必须将成品放置于搬运支架上,禁止单个搬运和不使用支架搬运。
(3)成品按包装标准和包装规将成品固定在支架上并进行捆扎,捆扎以后应进行检查,以确保成品的捆扎固定。
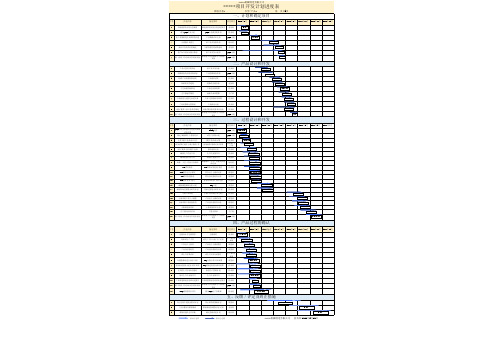
供应商APQP时间进度表

`项目名称Project 零件名称Part Name 供应商名称Supplier零件编号Part Number修订Revise审核Audit批准Approve修订日期Date Revised任务号Task No.是否适用Applicability负责人Responsible实际完成时间Done Date123456789101112131415161718192021222324252627第五阶段:早期生产遏制Phase 5 Early Production Containment早期生产遏制实施Early Prod. Containment ConductionGP12检查记录/问题改善报告/退出申请GP12 Record,Problem Resolving,Quit Application计划完成时间Due Date 开始时间Start Date 工装样件制造及提交OTS Manufacture & Submission 次级/转包供应商PPAP认可Sub-suppliers PPAP 次级供应商PPAP审核报告Sub-suppliers PPAP audit report & PSW PPAP内部审核Internal PPAP auditPPAP内审报告及改善计划Internal PPAP Audit & Improvement Report 初始过程能力评估Preliminary Capacity Evaluation 初始过程能力分析报告Ppk Report产品和过程特殊特性识别SC/CC Identification过程失效模式分析Process Failure Mode Analysis 生产工装设计和制造Facility Design & Manufacture 模具设计及制造Tooling Design & Manufacture 外观极限样品的建立和批准Appearance BS Approval现场PPAP审核PPAP Audit In Spot 供应商APQP时间进度表Supplier APQP Timing Chart输出文件Documents output制造地Manufacture Location 任务Task工期Time Limited量具检具规划Measurement & Gauge Planning 测量能力检查Measure Capacity Investigation开发时程规划APQP Timing Plan 材料评估Material Evaluation 过程流程规划Process Flow Layout PPAP文件提交PPAP Documents Submission 联系电话Phone供应商项目经理Supplier PM联系电话Phone 伟速达SQE VAST SQE 图面/工程及PPAP试验大纲Drawing/Engineering PPAP Test Plan 供应商APQP时间进度表Supplier APQP Timing Chart 分供方清单及材料清单Sub-supplier & Material List 过程流程图/车间平面布置图Process Flow Chart 特殊特性清单及其控制计划SC/CC Control Plan过程失效模式及效应分析PFMEA设备工装清单Facilities & Equipments List 量具检具及试验设备清单Gauges,Measurements Test Equipments List 模具图纸/模具清单/试模尺寸报告Tooling Drawing, List, Trail Run Report 第一阶段 计划和确定项目Phase 1 Plan & Define Program全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate 检具设计制造Gauges Design & Manufacture 第三阶段 工装样件Phase 3 OTS submission & Approval技术要求评审Technical Requirement AssessmentR@R审核报告及改善计划R@R Audit Report & Improvement ReportPPAP文件包PPAP documents 产品审核报告/改善计划及证据Production Audit Report,Improvement Report 包装仕样书Package StandardGP12控制计划/GP12检查指导书GP12 Control Plan, GP12 Working Instruction第二阶段 过程设计及开发Phase 2 Process Design & Development样件控制计划Pilot Control Plan样件控制计划Pilot Control Plan质量协议签署Quality Agreement Signed 质量协议Quality Agreement测量系统分析/试验设备校验证书MSA,Measurement Validation全尺寸检验报告/原材料材质证明Full Dimension Reports/Material Certificate按节拍生产Run at Rate早期生产遏制规划Early Prod. Containment Plan 模具修理和优化Tooling Modificate &OptimizationT1样件制造及提交T1 Samples Manufacture &Submission 样件性能认可Function Performance Approval 工程试验报告Engineering Test Report外观极限样件Appearance Boundary Samples包装式样策划Package Plan 第四阶段 生产件批准Phase 4 PPAP检具验收报告Gauge Acceptance reportocuments outputTiming Chart Material List hartPlanquipments ListReports/Materialrdlan, GP12 WorkingPlanentt ValidationReports/Materialst Reportndary Samplesce report。
项目开发计划进度表excel
APQP小组
7
第一阶段工作总结及管理者支持
阶段性工作总结报告/管理者 支持
APQP小组
二、产品设计和开发
8.25 8.31
1
产品/过程开发目标
新产品开发目标
技术部
7.20-7.25
2
特殊特性及法律法规识别
3
构成产品所需的原材料
4
初始供方的选择
5
工艺流程的始策划
产品特殊特性清单 产品材料清单 初始供应商名单 产品过程流程图
技术部
10
第二阶段工作总结及管理者支持
阶段性工作总结报告/管理者 支持
APQP小组
三、过程设计和开发
9.10-9.15 8.20-9.15
9.18
序号
作业内容
输出资料
责任部门 2010年9月 2010年10月 2010年11月 2010年12月 2011年1月 2011年2月 2011年3月 2011年4月
1
包装设计与包装要求
包装规范
技术部
4.1-5.10
2
组织试生产工作
试生产工作计划/生产记录
生产部/技 术部
5.10-5.20
3
产品全尺寸检查
产品全尺寸测试报告
质量部
5.10-5.25
4
产品全性能检查
5
试生产结果评审
6
对测量系统进行分析/评价
产品全性能检查记录 试生产评审总结报告 MSA分析记录/评价结果
确定持续改进计划
综合部
6.30-
6.30-
6.30-
表示计划中
表示已完成
*****机械制造有限公司 技术部/2011年3月28日
(精编)设备项目进度计划

计划进度 实际进度
j
8
加工制造
机构加工制造
计划进度 实际进度
j
供应商
9 设 备 外购件ຫໍສະໝຸດ 供应10 商 设 软体开发
外购件 编写设备运行程序
计划进度 实际进度 计划进度 实际进度
j j
供应商 供应商
11
计 加
、 工
机械总装配
设备各部件组立
计划进度 实际进度
j
供应商
12 制 造 电控总装配
、调
13 试 软件试运行
设备项目计划进度表
名称:项目计划进度表 项
目
检验 活动及进度安排
开始时间:2012.3.1 计划完成时间:2012.8.31
负责人:
其他人员:
进度时间
序
号
活动分类
1 设 现状调查 2 备 方案制定
活动项目 输出或项目要求
了解现有网版检验方式
编写检验设备技术要求
进度 1
计划进度 实际进度
j
2012年3月
电控布线及安装 设备试运行
计划进度 实际进度 计划进度 实际进度
j j
供应商 供应商
14
安装调试
安装调试
计划进度 实际进度
j
供应商
15
出厂预验收
出厂预验收
计划进度 实际进度
j
16
设备出厂
设备出厂
计划进度 实际进度
j
17
开箱检验
开箱检验,设备入厂
计划进度 实际进度
j
18
设备定位
设备定位
计划进度 实际进度
计划进度 实际进度
供应商方案及报价评估、技术要求完善
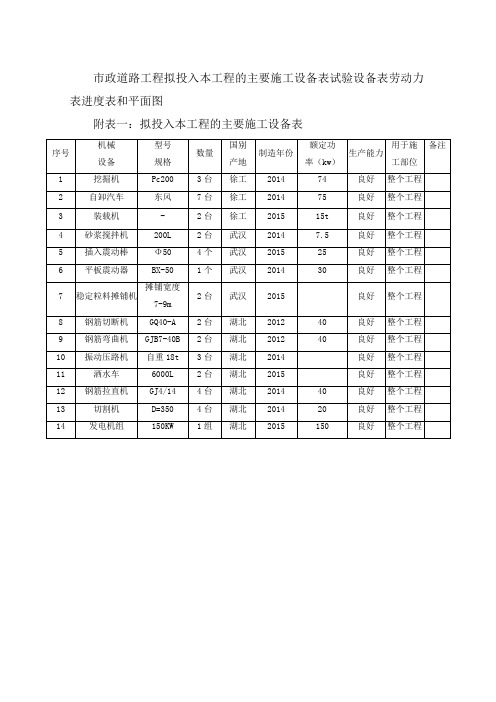
拟投入的主要施工机械设备表
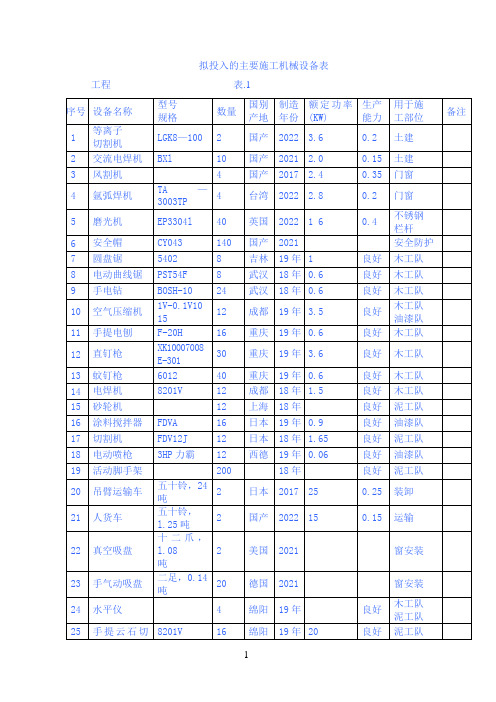
拟投入的主要施工机械设备表工程表.1(2)劳动力计划表工程单位:人表.2注:1.供应商应按所列格式提交包括分包人在内的估计劳动力计划表。
2.本计划表是以每班八小时工作制为基础编制的。
(3)计划开、竣工日期和施工进度网络图1.供应商应提交的施工进度网络图或施工进度表,说明按招标文件要求的工期进行施工的各个关键日期(要求进度计划按照该项目工期要求,明确各单位工程及分部分项工程的起止时间,精确到日)。
中标的供应商还应按合同条件有关条款的要求提交详细的施工进度计划。
2.施工进度表可采用网络图(或横道图)表示,说明计划开工日期和各分项工程各阶段的完工日期和分包合同签订的日期。
3.施工进度计划应与施工组织设计相适应。
4(4)有关工期及施工进度计划的承诺我单位保证将严格按照该项目计划开竣工日期和施工进度网络图(或横道图)所安时间节点执行。
并承诺按采购人要求执行如下违约措施:若因乙方原因,导致工程未按施工进度网络图(或横道图)所安排时间节点执行,拖延7天的,采购人下发第一次工期延误警告通知,并有权向乙方索赔1000元违约金;拖延14天的,采购人下发第二次工期延误警告通知,并有权向乙方索赔5000元违约金;两次延误警告通知下发后,若乙方仍未按时整改,导致实际工程进度比施工进度计划时间节点拖延21天的,采购人有权与乙方解除施工合同,并向乙方索赔由此造成的全部损失。
若因乙方原因,导致实际竣工日期比约定竣工日期每延迟一天,支付给采购人合同额万分之三的违约金;延迟累计超过15天,每多延迟一天支付给采购人合同额千分之三的违约金,违约金比例不超合同额的10%。
(5)关于主要设备材料的承诺我单位现参加(招标编号:),并作出如下承诺:1、我单位将严格按照招标文件第六章“维修招标主要材料品牌要求”中的相关约定执行。
2、工程中标后我单位将按照招标文件中所列的主要设备材料品牌及型号提供样品,由建设单位、监理单位、使用单位、设计单位现场共同确认并对样品进行封存。
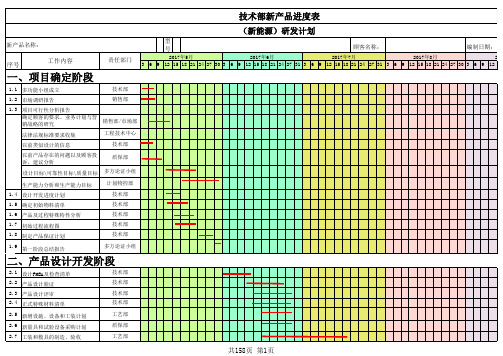
新产品研发计划进度表模板
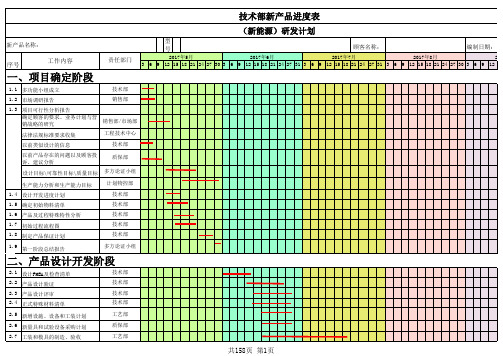
型号36912151821242730369121518212427313691215182124273136912151821242730369121.1多功能小组成立技术部1.2市场调研报告销售部1.3项目可行性分析报告确定顾客的要求、业务计划与营销战略的研究销售部/市场部法律法规标准要求收集工程技术中心以前类似设计的信息技术部以前产品存在的问题以及顾客投诉、建议分析质保部设计目标\可靠性目标\质量目标多方论证小组生产能力分析和生产能力目标计划物控部1.4设计开发进度计划技术部1.5确定初始物料清单技术部1.6产品及过程特殊特性分析技术部1.7初始过程流程图技术部1.8制定产品保证计划技术部1.9第一阶段总结报告多方论证小组2.1设计FMEA及检查清单技术部2.2产品设计验证技术部2.3产品设计评审技术部2.4正式特殊材料清单技术部2.5新增设施、设备和工装计划工艺部2.6新量具和试验设备采购计划质保部2.7工装和模具的制造、验收工艺部一、项目确定阶段新产品名称:编制日期:201二、产品设计开发阶段2017年7月顾客名称:责任部门工作内容序号2017年5月2017年6月2017年8月3691215182124273036912151821242731369121518212427313691215182124273036912序号2.8样件制造控制计划及检查表技术部2.9样件检验、实验报告质保部2.10小组可行性承诺多方论证小组2.11第二阶段总结技术部3.1包装标准、包装规范工艺部3.2产品/过程质量体系检查表质保部3.3过程流程图及检查表工艺部3.4车间平面布置图及检查表工艺部3.5过程FMEA及检查表工艺部3.6试生产控制计划及检查表工艺部3.7试生产作业指导书工艺部3.8特性矩阵图工艺部3.9测量系统分析计划工程技术中心3.10.初始过程能力分析计划工艺部3.11第三阶段总结报告技术部4.1产品试生产通知单技术部4.2包装评价报告质保部4.3测量系统分析报告工程技术中心4.4初始过程能力研究报告工艺部4.5过程确认的记录工艺部4.6试生产检验\试验报告质保部4.7生产控制计划及检查表计划物控部4.8生产件批准资料技术部/质保部三、过程设计阶段四、试生产阶段。
室内装修工程投入的主要物质和施工机械设备情况、施工机械进场计划

室内装修工程投入的主要物质和施工机械设备情况、施工机械进场计划本页仅作为文档页封面,使用时可以删除This document is for reference only-rar21year.March室内装修工程投入的主要物质和施工机械设备情况、施工机械进场计划一、材料进场计划工程项目的材料供应对整个工程施工过程举足轻重,直接影响到施工工期、质量和成本。
本工程的供应目标主要是及时、保质、齐备供应和节约采购费用,本工程下述特点使其材料供工作的重要性更为突出。
1、工期紧;2、材料供应类型多,一些材料须定购而且采购时间长;3、对材料的质量要求高;根据以上特点,我们采取相应对策:对材料考虑进货与加工周期,在总体材料计划提出后立即购买;针对材料供应量大,现场存储能力小的特点对大批量材料马上组织货源,根据施工进度分批进场,需较长时间定购的材料提前与供应商协商,保证材料进场时间。
进场后尽快疏送到各作业层。
对常用的小批量材料可临时采购,以保证相对平衡的材料储备,即不过多储备以免造成材料积压,资金占用,仓库面积浪费;又不过少储备,以免造成停工待料,延误工期。
主要材料组织进场总体原则:1、材料根据现场实际情况而决定进场时间;2、材料进场时间不是一成不变的,可根据现场实际进度及其他情况而适当调整。
二、材料管理制度1、根据材料计划表,并配合工程进度表确定材料品种、规格数量以及进场时间,如属厂商送货上门的要预先与厂商联络拟订送货时间;2、材料堆放位置预先安排好,地点宜集中以便于管理,切勿任意堆置以免影响工程施工和材料管理的严密性。
堆放时注意以下几点:3、不得影响施工的进行和因施工造成的多次搬迁,损材废工;4、选择较高的、干燥的地势堆放;5、按照材料的不同类别堆码,便于取用;6、易燃易爆物品分开地点堆放,并配备相应的消防用具,以保安全;7、易碎易潮易污染的材料,注意堆放方法采取保护措施以免造成损害;8、即用的材料,进场时直接放置于工作面,以减少搬运时间和工序;9、机具与材料分开存放,防止机工具进出时损伤装饰材料;10、切实做好材料进场的签收工作核对材料是否与设计图和封样的材料样板相符,检查有无明确的材料标识,有无规范的出厂验收报告和合格证书,并按材料的品种、数量进行登记以备查验。
设备制造进度表
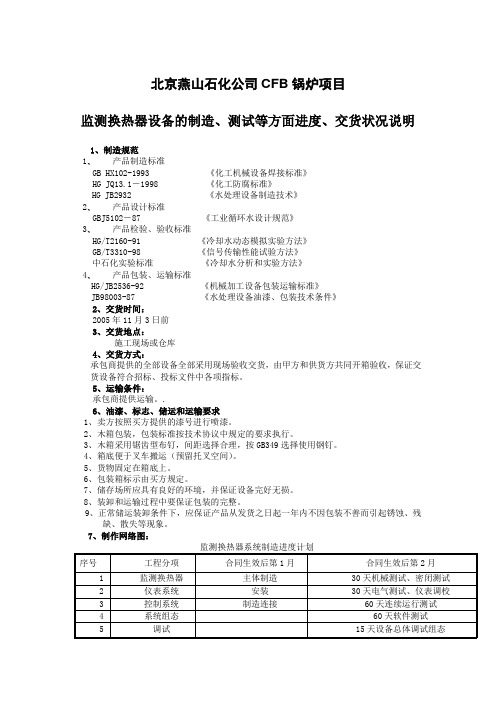
北京燕山石化公司CFB锅炉项目监测换热器设备的制造、测试等方面进度、交货状况说明1、制造规范1、产品制造标准GB HX102-1993 《化工机械设备焊接标准》HG JQ13.1-1998 《化工防腐标准》HG JB2932 《水处理设备制造技术》2、产品设计标准GBJ5102-87 《工业循环水设计规范》3、产品检验、验收标准HG/T2160-91 《冷却水动态模拟实验方法》GB/T3310-98 《信号传输性能试验方法》中石化实验标准《冷却水分析和实验方法》4、产品包装、运输标准HG/JB2536-92 《机械加工设备包装运输标准》JB98003-87 《水处理设备油漆、包装技术条件》2、交货时间:2005年11月3日前3、交货地点:施工现场或仓库4、交货方式:承包商提供的全部设备全部采用现场验收交货,由甲方和供货方共同开箱验收,保证交货设备符合招标、投标文件中各项指标。
5、运输条件:承包商提供运输。
.6、油漆、标志、储运和运输要求1、卖方按照买方提供的漆号进行喷漆。
2、木箱包装,包装标准按技术协议中规定的要求执行。
3、木箱采用锯齿型布钉,间距选择合理,按GB349选择使用钢钉。
4、箱底便于叉车搬运(预留托叉空间)。
5、货物固定在箱底上。
6、包装箱标示由买方规定。
7、储存场所应具有良好的环境,并保证设备完好无损。
8、装卸和运输过程中要保证包装的完整。
9、正常储运装卸条件下,应保证产品从发货之日起一年内不因包装不善而引起锈蚀、残缺、散失等现象。
7、制作网络图:。
市政道路工程拟投入本工程的主要施工设备表试验设备表劳动力表进度表和平面图
210日历天
240日历天
270日历天
300日历天
总工期
施工准备
道路及交通工程
桥涵工程
给排水工程
照明工程
绿化工程
临时及其他相关工程
完工退场
附表五:施工总平面图
附表六:临时用地表
用途
面积(m2)
位置
需用时间
宿舍
640m2
就近租用和活动板房
开工至竣工
食堂
80m2
就近租用和活动板房
开工至竣工
门卫室
9
钢筋弯曲机
GJB7-40B
2台
湖北
2012
40
良好
整个工程
10
振动压路机
自重18t
3台
湖北
2014
良好
整个工程
11
洒水车
6000L
2台
湖北
2015
良好
整个工程
12
钢筋拉直机
GJ4/14
4台
湖北
2014
40
良好
整个工程
13
切割机
D=350
4台
湖北
2014
20
良好
整个工程
14
发电机组
150KW
1组
湖北
2015
15t
良好
整个工程
4
砂浆搅拌机
200L
2台
武汉
2014
7.5
良好
整个工程
5
插入震动棒
Φ50
4个
武汉
2015
25
良好
整个工程
6
平板震动器
BX-50
APQP完整范本

31 发 工程图样确认
32
确定工程规范
33
确定材料规范
34
图样和规范的更改
35
确定新设备、工装和设施要求
产品原图号
负责部门
产品发展科 产品发展科 APQP 小组 产品发展科 产品发展科
C90-XXXXX-1
C91-XXXXX-0
起始日期
预计完成日 期
2001.1.17 2001.1.25
2001.1.25 2001.1.30
产品设计信息检查表
AAAAA-02-205
小组可行性承诺
AAAAA-02-202
管理者支持
AAAAA-02-226
产品包装标准
AAAAA-02-217
产品/过程质量体系检查四单 AAAAA-02-211
产品过程流程图
AAAAA-06-202
车间平面布置图
AAAAA-02-210
车间平面布置检查表
AAAAA-02-218
制定日期:2000 年 12 月 17 日
公司内产品图号
AAXXX-3003010 AAXXX-3003020
实际完成 日期
所需建立的资料
表单编号
量具重复性和再现性 X-R
Q/SS11-02-202
分析数据表(均值和极差法)
量具重复性和再现性 X-R
Q/SS11-02-203
分析报告(均值和极差法)
工作内容/项目
17
设计图纸
18
图纸确认
19
确定产品可制造性和装配设计
20
编制总成性能标准
21
确定产品验证计划表
22 第 制定样件控制计划
二 23 阶 编制新产品试制进度计划 24 段 样件制造
供应商新产品开发计划进度表-范本

制造部
朱家庆
37
5.2制定产能提升计划
制造部
朱家庆
38
5.3遗留问题的关闭
技术部
苏铭杰
49
5.4更改或更新P、DFMEA和控制计划
制造部
朱家庆
40
5.5项目总结
市场部
王迪
编制:审核:批准:
技术部
苏铭杰
10
2.4设计评审
技术部
苏铭杰
11
2.5工程图样、规范
技术部
苏铭杰
12
2.6材料规范
技术部
苏铭杰
13
2.7初始过程流程图
技术部
苏铭杰
14
*2.8样件制造控制计划
技术部
苏铭杰
15
2.9新增设备和相关设施清单
制造部
朱家庆
16
2.10新增工装模具及检具开发进度计划
技术部
苏铭杰
17
2.11检具方案确认(适用时)
4.1进行试生产
制造部
朱家庆
29
4.2测量系统分析
质量部
孙金松
30
4.3初始过程能力研究
制造部
朱家庆
31
*4.4生产控制计划
制造部
朱家庆
32
4.5包装评价
质量部
孙金松
33
4.6 PPAP批准
制造部朱家庆34来自4.7过程审核(与顾客共同参与)
制造部
朱家庆
35
4.8小批量样件的检验、试验
制造部
朱家庆
36
5.批量生产阶段
市场部
王迪
`
2
1.2编制产品质量保证计划
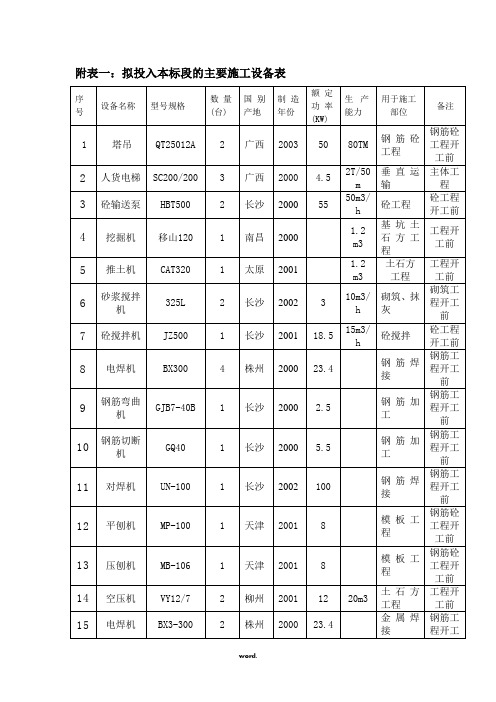
拟投入本标段的主要施工设备表(精选.)
氩弧焊机
WM95—300
1
上海
2000
12.1
不锈钢管焊接
安装工程开工前
18
电锤
TE14
2
天津
2002
1
模板、预埋、装饰
工程开工前
19
台式电钻
φ25
2
天津
2002
1.15工程开工前
模板、安装、装饰
工程开工前
20
电动套丝机
TQ-100A
2
广州
2001
2
螺杆、管道加工
工程开工前
21
电焊条烘箱
FN101
竣工验收
主体工程开工前
26
砂轮切割机
JIG-400
2
天津
2002
0.5
线材加工
工程开工前
27
卷板机
RB1200
1
德国
2003
1.0
门窗、装饰、安装
安装工程开工前
28
平咬口机
YZO-12
1
南京
2001
0.3
门窗、装饰
装饰工程开工前
29
角咬口机
YZL-12
1
天津
2002
0.3
门窗、装饰
装饰工程开工前
30
平板振动器
砂石质量检测
34
塔尺
3m、5m
1根
成都
2001
标高测量
附表三:劳动力计划表
单位:人
工种
按工程施工阶段投入劳动力情况
施工准备
基坑土石方
基
础
地下室钢筋砼
主体钢筋砼
砌
体
装饰装修
智能化施工设备及施工进度表

序号
仪器设备
名 称
型号
规格
数量
国别
产地
制造
年份
已使用台
时 数
用途
备注
1
电缆认证测试仪
FLUKEDSP4300
1
美国
2015
50
测量
2
电缆认证测试仪
FLUKEDSP100
1
美国
2015
40
测量
3
线缆认证测试仪
LANTEK
1
美国
2015
40
测量
4
测通器
能手
4
中国
工程勘测
工程设计
布管布线
设备安装
成品保护
系统调试
工程验收
普工
2
8
6
技工
1
2
6
2
3
2
工程师
1
2
2
2
2
2
安全员
1
1
1
1
1
1
1
质检员
1
1
1
3
2
2
附表四: 计划开、竣工日期和施工进度网络图
1.投标人应递交施工进度网络图或施工进度表, 说明按招标文件要求的计划工期进行施工的各个关键日期。
2. 施工进度表可采用网络图和(或)横道图表示。
6
安装设备
7
探头位置再校核
8
探头的调整
9
单机调试
10
系统调试
11
开机试运行
12
系统验收
序号
工序名称
计划天数
计划开工日期
新产品研发计划进度表大全
型号36912151821242730369121518212427313691215182124273136912151821242730369121.1多功能小组成立技术部1.2市场调研报告销售部1.3项目可行性分析报告确定顾客的要求、业务计划与营销战略的研究销售部/市场部法律法规标准要求收集工程技术中心以前类似设计的信息技术部以前产品存在的问题以及顾客投诉、建议分析质保部设计目标\可靠性目标\质量目标多方论证小组生产能力分析和生产能力目标计划物控部1.4设计开发进度计划技术部1.5确定初始物料清单技术部1.6产品及过程特殊特性分析技术部1.7初始过程流程图技术部1.8制定产品保证计划技术部1.9第一阶段总结报告多方论证小组2.1设计FMEA及检查清单技术部2.2产品设计验证技术部2.3产品设计评审技术部2.4正式特殊材料清单技术部2.5新增设施、设备和工装计划工艺部2.6新量具和试验设备采购计划质保部2.7工装和模具的制造、验收工艺部责任部门工作内容序号2017年5月2017年6月2017年8月2017年7月顾客名称:一、项目确定阶段新产品名称:编制日期:201二、产品设计开发阶段3691215182124273036912151821242731369121518212427313691215182124273036912序号2.8样件制造控制计划及检查表技术部2.9样件检验、实验报告质保部2.10小组可行性承诺多方论证小组2.11第二阶段总结技术部3.1包装标准、包装规范工艺部3.2产品/过程质量体系检查表质保部3.3过程流程图及检查表工艺部3.4车间平面布置图及检查表工艺部3.5过程FMEA及检查表工艺部3.6试生产控制计划及检查表工艺部3.7试生产作业指导书工艺部3.8特性矩阵图工艺部3.9测量系统分析计划工程技术中心3.10.初始过程能力分析计划工艺部3.11第三阶段总结报告技术部4.1产品试生产通知单技术部4.2包装评价报告质保部4.3测量系统分析报告工程技术中心4.4初始过程能力研究报告工艺部4.5过程确认的记录工艺部4.6试生产检验\试验报告质保部4.7生产控制计划及检查表计划物控部4.8生产件批准资料技术部/质保部四、试生产阶段三、过程设计阶段。
新项目流程控制

【附件A】:项目内容一、N125 G8门工作内容:该阶段为产品设计确认阶段,主要进行的活动:1)第二轮结构设计验证,即设计确认(OTS认可);2)设备预验收/运输/安装调试;工装预验收/运输/安装调试;物流方案开始全面实施;人员配备与招聘;3)零部件采购开始第二轮样件(OTS件)制造和确认;4)该阶段以设计确认样车冻结,产品设计更改冻结,B阶段图纸及技术文件下发为结束点。
详细的工作内容如下:二、过程设计开发和生产准备三、零部件采购四、节点评审五、启动下列工作:——产品设计优化;——试生产PBOM验证与生产PBOM编制;设备试生产验收及其整改;厂房及公用设施试生产验收;作业人员培训;——自制件的OTS认可;试生产准备;试生产验证及其整改;PVS质保路试;——(小批量生产试装);收集并确认PPAP资料;PPAP复验;达产审核;生产件最终批准;——新产品上市前市场调研;——备件数据准备;——G8项目门核查(时间、质量、成本);【附件B】:过门交付物【附件A】:项目内容一、SMPVG7门工作内容:该阶段为产品设计验证阶段,主要进行的活动:1)第一轮样车的试制/试验与第一轮结构设计验证,同时展开第二轮的结构设计,并启动第二轮的样车样件的试制;2)过程开发进行工装模具设计、会签与制造,设备设计与会签,厂房/公用设施施工,工艺文件的编制;3)零部件采购主要进行的活动:第一轮手工样件的制作过程的跟踪和确认。
4)该阶段以设计验证样车冻结为结束点,详细的工作内容如下:二、过程设计开发和生产准备三、零部件采购四、节点评审五、启动下列工作:——第二轮结构设计验证:设计确认;进行型式认证;——设备预验收/运输/安装调试;工装预验收/运输/安装调试;物流实施;人员配备与招募;——第二轮样件制造和确认(OTS认可);供应商过程设计与开发的跟踪;——G7项目门核查(时间、质量、成本);【附件B】:过门交付物质量目标及整改计划已分解到月并有效实施○○○●月度质量总结分项目经理会签整车审核整车“无限深究”审核工作持续开展○●A UDIT报告核查有效质量整改《质量问题唯一性清单》及时维护←○○○○○●质量唯一性清单核查有效★产品“实物质量”达到阶段质量目标(实物质量阶段标准,各项目自行制订)○●实物质量报告质保部长签发已根据质量整改计划,制定阶段性装车验证计划○●验证计划项目经理签发质量管理项目门核查完毕○○●项目门核查报告质保部长签发项目综合项目运行项目综合推会定期召开○●○○○○○○会议纪要项目总监项目风险管理清单保持有效○●○○○○○○风险排除计划经核查有效项目开发计划保持有效○●○○○○○←项目开发计划项目管理委员会批准样车装配各部门样车需求计划已确定←●○○○○○样车需求计划项目经理签发。
设备加工制作进度表

4
设备油漆防腐材料采购
采购部
2天
设备制作装配
1
设备本体拼装、制作
外协
11天
2
设备配套外协、外购件的装配、组装
外协
2天
3
工艺管道、阀门、紧固件的装配、组装
外协
2天
4
设备的油漆防腐
外协
1天
设备的试验、验收
1
设备外形尺寸检验
技术部
1天
2
设备整体质量检验(包括油漆防腐)
技术部
1天
编号:编制人:编制日期:
2
设备配套外协、外购件清单(要等环耀详细的技术参数)
技术部
2天(6号才确定设备的规格)
3
工艺管道、阀门、紧固件材料清单
技术部
4天
4
设备油漆防腐材料清单
技术部
2天
设备制作材料、部件采购
1
设备本体钢板、型材材料采购
采购部
3天
2
设备配套外协、外购件采购
采购部,副总办
11天
3
工艺管道、阀门、紧固件材料采购
采购部
设备加工制作进度表
工程名称:设备名称:制造编号:计
完成部门
完成责任人
备注
设备装配图
1
绘制(初步)设备外形图
技术部
3天
2
绘制(详细)设备装配图(等环耀管道图才能定设备接口方位)
技术部
2天
设备制作材料、部件清单编制
1
设备本体钢板、型材材料清单
技术部
2天(6号才确定设备的规格)
ZLG7.5×0.75振动流化床

ZLG7.5×0.75振动流化床一、工作原理普通流化床干燥机在干燥颗粒物料时,可能会存在下述问题:当颗粒粒度较小时形成沟流或死区;颗粒分布范围大时夹带会相当严重;由于颗粒的返混,物料在机内滞留时间不同,干燥后的颗粒含湿量不均;物料湿度稍大时会产生团聚和结块现象,而使流化恶化等。
为了克服上述问题,出现了数种改型流化床,其中振动流化床就是一种较为成功的改型流化床。
振动流化床,就是将机械振动施加于流化床上。
调整振动参数,使返混较严重的普通流化床,在连续操作时得到较理想的活塞流。
同时,由于振动的导入,普通流化床的上述问题会得到相当大的改善。
物料自振动流化常的进料口进入机内,在振动力作用下,物料沿水平流化床抛掷,向前连续运动,热空气由下箱体向上穿过网板同湿物料换热后,湿空气经旋风分离器除尘后由排风口排出,干燥物料由出料口排出。
二、应用范围本系列干燥机采用振动流太化原理设计的干燥设备,适用于各种松散的粉状、颗粒状物料的干燥,广泛应用于食品、化工、医药、建材等行业。
如医药药品中的压片颗粒料、中药冲剂,化工原料中的塑料树脂、硼酸、硼砂、苯二酚、苹果酸、马来酸等。
食品建材:酒糟、味精、砂糖、食盐、矿渣、豆瓣、种籽等。
可用于物料的冷却、增湿等。
还适用于食品饮料冲剂,粮食种籽加工,玉米胚芽、饲料等的干燥。
三、干燥机的特点1.由于施加振动,可使最小流化气速降低,因而可显著降低空气需要量,近而降低粉尘夹带,配套热源、风机、旋风分离器等也可相应缩小规格,成套设备造价会较大幅度下降,节能效果显著。
2.可方便地依靠调整振动电机的振幅来改变物料在机内滞留时间。
降低了对物料粒度均匀性及规则性要求。
3.振动有助于物料分散,如选择合适振动参数,对普通流化床易团聚或产生沟流的物料有可能顺利流化干燥。
4.由于无激烈的返混,气流速度较之普通流化床也较低,对物料粒子损伤小,可用于易碎物料的干燥,物料颗粒不规则时亦不影响工作效果。
5.振动源是采用振动电机驱动,运转平稳,维修方便、噪音低、寿命长。
附表一拟投入本工程的主要施工设备表
附表一:拟投入本工程的主要施工设备表
附表二:拟配备本工程的试验和检测仪器设备表
附表三:劳动力计划表
单位:人
附表四:计划开、竣工日期和施工进度网络图
1.投标人应递交施工进度网络图或施工进度表,说明按招标文件要求的计划工期进行施工的各个关键日期。
2.施工进度表可采用网络图和(或)横道图表示。
附表五:施工总平面图
投标人应递交一份施工总平面图,绘出现场临时设施布置图表并附文字说明,说明临时设施、加工车间、现场办公、设备及仓储、供电、供水、卫生、生活、道路、消防等设施的情况和布置。
附表六:临时用地表。
机械设计与制造专业实验实训条件硬件建设进度表

机械设计与制造专业实验实训条件硬件建设进度表校内实训基地建设预期目标: 继续完成机械装配与维修技术实训基地的扩充建设工作,为强化学生的基本技能训练,在完成专业群学生钳加工基本技能实训的同时,增加机械装配维修、精度检测等实训项目,并进行台式钻床装配及数控机床装配与调试,加大生产性实训比例。
可承担工具钳工、装配钳工、机修钳工、模具钳工、机械设备安装工等5个工种的职业技能鉴定任务。
生产性实训条件在国内同类院校中处于领先水平,教学效益最大化验收要点:1 .完成‘晟:6万元设备采购、安装调试等工作,新增钳工基本技能训练设备52个品种,300多台套2 .满足机械制造专业群、数控技术专业群实践教学要求,同时容纳201名学生进行机械装配维修实训等技能训练3 .具有生产性实训载体,年可生产台钻500台、数控机床50台4 .具备装配钳工等5个工种的职业技能鉴定,年可鉴定100O 人次扩充机械装配与维修技术实训基地 1个 预期目标:在现有2010平方米机械装配与维修技术实训基地基础上,进行社会调研,完成扩充方案的论证,做好设备采购的准备工作,满足机械制造专业群、数控技术专业群实践教学要求,生产性实训条件在国内同类院校中处于领先水平,教学效益最大化验收要点:1 .进行社会调研,完成机械装配与维修技术实训基地扩充建设方案和拟采购设备的论证工作 2 .原有虎钳300台,铳床4台,车床2台,磨床2台及划线平台等其它量具和附件设备473件套,满足机械制造专业群、数控技术专业群实践教学要求,可同时容纳201名学生进行机械装配维修等技能训练3.完成50万元的设备采购和安装调试,新增100KVA 变压器1台4 .具有生产性实训载体,每年可生产台钻500台5 .具备装配钳工等5个工种的职业技能鉴定能力,年可鉴定100o 人次预期目标: 为加强汽车检测与维修技术专业的实践教学能力,通过社会调研,完成2010平方米汽车检测与维修技术实训基地的建设,教学设备先进,满足汽车检测与维修技术专业技能训练要求,实现一体化教学,具有生产性实训条件和社会服务能力 验收要点: 1 .进行社会调研,完成汽车整车实训、发动机故障检测实训、汽车电气实训、汽车四轮定位检测实训、汽车制动和侧滑检测实训、汽车底盘实训、汽车发动机拆装与检修实训等7个实训单元建设方案的论证2.完成180万元的设备采购和安装调试,新增主要设备:桑塔纳3000等6辆整车及相关的检测设备、东风日产颐达发动机等7个发动机试验台及相关的检测设备、桑塔纳3000电气实验台等9个汽车电气实验台及部分电气总成、故障电脑诊断仪、汽车示波器、四轮定位仪、四柱举升机、四合一检测线、轮胎平衡仪等主要设备150多台(套)3 .具有整车实训、汽车发动机故障排除、车辆操纵稳定性等性能的检测及汽车电气理论、底盘理论、发动机构造理论实训教学和社会培训功能4 .可同时容纳100名学生进行实训新建汽车检测与维修技术实训基地实训单元7个 预期目标:汽车检测与维修技术实训基地运行正常,满足汽车检测与维修技术专业汽车发动机检测与维修、汽车电器检测与维修、汽车底盘检修、汽车安全系统检修等技能训练要求,一体化教学效果较好,实训条件达到国内高职院校一流水平验收要点:1 .汽车整车实训、发动机故障检测实训、汽车电气实训、汽车四轮定位检测实训、汽车制动和侧滑检测实训、汽车底盘实训、汽车发动机拆装与检修实训等7个汽车实训单元运行正常,并具有生产性实训特征 2 .具有整车检修实训、汽车发动机故障排除、车辆操纵稳定性等性能的检测及汽车电气理论、底盘理论、发动机构造理论实训教学,可同时容纳100名学生进行实训 3 .具有社会培训等服务功能。
APQP开发计划进度表

计和开发总策划-APQP进度表
文件编号: 输出文件
备注
QR8.3-34小组可行性承诺
QR8.3-35产品设计和开发输出评审 QR8.3-36 APQP产品设计阶段评审报 告
QR8.3-37产品/过程质量体系评审 QR8.3-38过程设计和开发输入评审
计和开发总策划-APQP进度表
文件编号: 输出文件
QR8.3-16样件控制计划
QR8.3-17新设备工装和试验设备检查表 QR8.3-18新设备工装检测设备开发计划 进度表 QR8.3-19产品安全防护表
计和开发总策划-APQP进度表
文件编号: 输出文件
备注
QR8.3-20产品材料用量规格表(BOM) QR8.3-21工程规范审查意见 QR8.3-22产品防错一览表 QR8.3-23可制造性和装配性设计 QR8.3-24模具配置申请表 QR8.3-25模具设计任务书 QR8.3-26模具制造报价单 QR8.3-27模具供方评定表 QR8.3-28模具加工合同 QR8.3-29模具跟踪评审验收记录 QR8.3-30正样样品检验、小结报告 QR8.3-31设计和开发验证记录 QR8.3-32设计和开发确认记录 QR8.3-33设计和开发更改记录
32 设计和开发确认
1
/技术
33 设计和开发更改
1
/技术
项目名 称:
序号
内容
34 小组可行性承诺 35 产品设计和开发输出 36 产品设计阶段评审 第三阶段:过程设计和开发 37 产品/过程质量体系评审 38 过程设计和开发输入评审
设计和开发总策划-APQP进度表
料号:
产品+过程设计
工期
完成 日期
完成 日期
1-2月
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如有你有帮助,请购买下载,谢谢!
北京燕山石化公司CFB锅炉项目
监测换热器设备的制造、测试等方面进度、交货状况说明
1、制造规范
1、产品制造标准
GB HX102-1993 《化工机械设备焊接标准》
HG JQ13.1-1998 《化工防腐标准》
HG JB2932 《水处理设备制造技术》
2、产品设计标准
GBJ5102-87 《工业循环水设计规范》
3、产品检验、验收标准
HG/T2160-91 《冷却水动态模拟实验方法》
GB/T3310-98 《信号传输性能试验方法》
中石化实验标准《冷却水分析和实验方法》
4、产品包装、运输标准
HG/JB2536-92 《机械加工设备包装运输标准》
JB98003-87 《水处理设备油漆、包装技术条件》
2、交货时间:
2005年11月3日前
3、交货地点:
施工现场或仓库
4、交货方式:
承包商提供的全部设备全部采用现场验收交货,由甲方和供货方共同开箱验收,保证交货设备符合招标、投标文件中各项指标。
5、运输条件:
承包商提供运输。
.
6、油漆、标志、储运和运输要求
1、卖方按照买方提供的漆号进行喷漆。
2、木箱包装,包装标准按技术协议中规定的要求执行。
3、木箱采用锯齿型布钉,间距选择合理,按GB349选择使用钢钉。
4、箱底便于叉车搬运(预留托叉空间)。
5、货物固定在箱底上。
6、包装箱标示由买方规定。
7、储存场所应具有良好的环境,并保证设备完好无损。
8、装卸和运输过程中要保证包装的完整。
9、正常储运装卸条件下,应保证产品从发货之日起一年内不因包装不善而引起锈蚀、残
缺、散失等现象。
7、制作网络图:
1页
2页
3页。