焊接用胶说明
几种文物修复中常用胶水的介绍「冰社收藏说-」
几种文物修复中常用胶水的介绍「冰社收藏说-」在文物的补配修复中,对于矿化严重的青铜器—也称为脱胎器的,仅能以胶粘修复。
糠酥的全脱胎器,用手一掰即碎,此时便不能以焊接修复处理,只能使用胶粘修复但胶粘修复操作过程在具体的文物修复中也不是想象中的那么容易,用胶一粘即好,具体用到每件文物中来,都是有讲究的。
各类质地破损文物的粘接修复,采用相适用的胶体来粘接很重要,可以说文物修复质量的好坏,一半取决于用胶的恰当性,另一半才是粘接技巧的掌握,配用适用胶的好坏会直接影响文物修复后的效果。
适用于残损文物修复的用胶有数十种,按胶体分为腻子型、双组分膏体型、单组分膏体型、快凝液体型,以及借助溶剂与温化的固体材料型等五大类用胶。
哪种胶适合于哪类质地文物的粘接,一要考虑粘接剂的强度,二要考虑被粘接器物主体与胶体的亲和性(兼容性)、耐久性与可再处理性本文将结合我们在不同质地文物修复中所采用的不同胶型来谈淡胶体与文物的配适问题。
文物修复中的常用胶体1.腻子型胶体型铜质修补剂、铁质修补剂、云石胶、魔力原子灰胶捧、3101钛得修补胶等均属于此种胶体。
铜质修补剂及配套使用工具云石胶及固化剂2.双组份膏体型914快干胶(天津产)、金属强力胶(德国产)、AAA超能胶、40c6金属专用粘接台湾)、6101环氧树脂/聚酰胺(常用环氧树脂固化剂中的一种)等均属于此种胶体。
AAA快速粘接剂914快干胶(天津产)3.单组分膏体型此种胶型包括401胶、801胶、715胶、聚醋酸乙烯乳液(白乳胶)、室温硫化单组分硅橡胶等。
801胶401胶4.快凝液体型此种胶包括502瞬时胶粘剂、三秒胶、安特固强力胶SG(日产)、汉高特快超能胶(广东)、信迪牌瞬间强力胶(浙江)、乐泰特快超能胶(广东)等502瞬时粘接剂5.固体材料胶型固体胶:一种以动物胶、动物胶抗凝剂、脂肪酸盐、溶剂、防腐剂为主要原料制得的固体胶,可在-20℃~40℃环境中用于粘贴各种纸张。
添加增效剂后制得的固体胶粘贴性能明显提高。
焊接剂胶水使用方法

焊接剂胶水使用方法
【胶水的使用】
1、在使用前,注意准备工具:需要有梳子、切割刀、磨光机、清洁布等工具;
2、在目标表面(带有胶水的部分)添加一层油漆,使其平整无缝;
3、将胶水小心均匀涂在表面上,并将它推平,我们可以使用梳子或特殊工具滚动胶水,确保它完全均匀分布在表面上;
4、涂料后,用热水清洁表面,将表面上的胶水洗净;
5、使用切割刀将涂膜割开,将割开的部分放到一旁;
6、使用磨光机对曾经切割过的63焊接剂胶水表面进行烫平,以确保它拥有光滑的表面;
7、使用清洁布将表面上的尘埃仔细擦拭;
8、将边捆的表面涂上胶水,使其均匀,并用梳子将其推平;
10、将双面胶带放在已经涂有胶水的表面,等待它凝固;
11、将拉伸带放在已经涂有胶水的表面,用良好的压力将带子紧贴在表面;
12、用切割刀将双面胶带割开;
13、将表面的拉伸带紧贴,并使用切割刀将其割开;
14、用清洁布将表面上的残余物擦拭干净,确保其外观无缝;
15、将热水清洗表面,让63焊接剂胶水完全凝固。
1、使用时应该在常温下保存,而且要避免阳光直射,以免影响胶水的性能。
2、遇到有潮湿的情况,应该使用干燥剂,减少对潮湿对胶水的损伤;
3、由于不同的厂家有不同的使用方法和特殊的质量标准,请务必注意查看使用说明书;
4、定期检查胶水的使用状况;如果发现有变硬、变质等现象,请立即更换;
5、不要将胶水与其它原料混合搅拌使用,以防止产生有害物质。
溶剂型钎焊胶水

溶剂型钎焊胶水摘要:1.溶剂型钎焊胶水的概述2.溶剂型钎焊胶水的性能特点3.溶剂型钎焊胶水的应用领域4.溶剂型钎焊胶水的使用方法与注意事项5.总结正文:溶剂型钎焊胶水是一种在工业生产中广泛应用的焊接材料,它具有优异的焊接性能和稳定性。
本文将对溶剂型钎焊胶水的性能特点、应用领域、使用方法以及注意事项进行详细介绍,以帮助大家更好地了解和运用这种胶水。
一、溶剂型钎焊胶水的概述溶剂型钎焊胶水是一种以溶剂为基质的钎焊胶水,其主要成分包括树脂、溶剂和助剂。
这种胶水具有优异的粘接性能,能够快速渗透到焊接部位,实现牢固的焊接效果。
二、溶剂型钎焊胶水的性能特点1.良好的焊接性能:溶剂型钎焊胶水能够快速渗透到焊接部位,焊接强度高,焊点饱满。
2.耐热性好:溶剂型钎焊胶水在高温环境下具有较好的稳定性,不易脱落。
3.耐腐蚀性强:溶剂型钎焊胶水对大多数金属和非金属材料具有良好的耐腐蚀性。
4.操作简便:溶剂型钎焊胶水具有较长的操作时间,便于操作人员操作。
5.环保性能:溶剂型钎焊胶水中的溶剂符合环保要求,对环境影响较小。
三、溶剂型钎焊胶水的应用领域溶剂型钎焊胶水广泛应用于电子、家电、汽车、航空航天、机械等领域,主要用于焊接金属和非金属材料,如铜、铝、塑料、陶瓷等。
四、溶剂型钎焊胶水的使用方法与注意事项1.使用前,请将待焊接的表面进行清洁,去除油污、氧化物等。
2.将胶水均匀涂抹在待焊接部位,适当加压,使其紧密接触。
3.焊接过程中,保持温度在150-200℃左右,焊接时间根据实际需求调整。
4.焊接完成后,需进行固化处理,固化条件为室温下放置24小时。
5.固化后,可进行后续加工。
6.注意使用过程中避免接触眼睛和皮肤,如不慎接触,请立即用清水冲洗。
7.溶剂型钎焊胶水应存放在阴凉、干燥、通风处,远离火源和热源。
五、总结溶剂型钎焊胶水具有优异的焊接性能和稳定性,广泛应用于各个领域。
通过了解其性能特点、应用领域、使用方法以及注意事项,我们可以更好地发挥其在实际生产中的作用,提高生产效率,降低成本。
M-Bond 200 胶水粘贴应变片 指导说明书
M-Bond 200胶水粘贴应变片简介经Vishay Micro-Measurements 验证的M-Bond 200胶水,因其快速室温固化和易于操作,被认为是一种极好的实验室通用粘合剂。
在操作正确并使用合适的应变片的情况下,M-Bond 200可用于大于60 000微应变的高延展性测试、疲劳研究以及温度大于+95 °C 或低于-185°C 下的循环验证测试。
正常的使用温度范围在-30°C 至+65°C 。
M-Bond 200适合于所有的Vishay Micro-Measurements 应变片和大部分普通结构材料。
当粘贴于塑料时,需注意,为达到最佳性能,粘合剂的流动性应保持最小。
在表面温度+20°C 至+30°C ,相对湿度30%至65%的环境下使用,可达到最佳的可靠性。
M-Bond 200催化剂是特别配置用于调节粘合剂的反应速度。
催化剂应少量的使用以达到最好的效果,过多的催化剂会带来许多问题,例如,粘合强度降低,粘合剂脆化,胶合层厚度控制变难,溶剂挥发需要的时间延长,等等。
因为M-Bond 200暴露在高湿度的环境中粘结性会变弱,所以必须使用适当的保护涂层。
该粘合剂将随时间变得坚硬和更脆,尤其在高温时。
由于这些原因, M-Bond 200通常不推荐用于超过1或2年的安装。
为达到良好的效果,应运用以下所介绍的经验证的Vishay Micro-Measurements 安装附件产品以及使用过程和技术(参考目录A-110)。
在此贴片过程中使用的产品有:• CSM 脱脂剂 或 GC-6异丙醇 • 硅砂纸• M-Prep 调节剂 A • M-Prep 中和剂 5A • GSP-1 纱网状海绵 • CSP-1 棉签• PCT- 2M 应变片安装胶带储存期限M-Bond 200 在+24°C 下,打开后并且在每次使用后立即拧紧瓶盖的情况下,保存期限为3个月。
Modified Resin系列电子焊接胶水说明书
ROSIN RESINS SOLUTION FOR SOLDERING FLUX> Modified Resin SystemSOLDERINGFLUXESLiquid soldering flux for electronics has the property to remove the oxidizing materials on the PCB surface. Gum Rosin, Modified Rosins Resins are the key raw materials have 1~45 %Wt. in the formulation of Rosin Fluxes, and have 2~8 %Wt. in the Low-Solids/No-Clean Fluxes. The actives of rosin acid remove the oxides and extending tin material on the PCB surface. Also forming a coating on the solder joints to prevent re-oxidation.Rosin-based flux used for soldering in electronics industry because it has a combination of favorable properties:•Rosin acid is able to remove the metaloxides at soldering temperature andprotects the cleaned metal.•Wetting PCB surface and has a sufficientlylow viscosity to remove reaction productswith a good thermal conductivity whenmelting.•Wide process window and long process lifeCHOOSE THECORRECT ROSINRESINS FORSOLDERINGFLUXA correct soldering flux product is required following features…✓Removes the oxides and wetting the PCB surface.✓Melting as liquid soldering flux at the soldering temperature and forming a coating on the PCB surface.✓The brightness flux has heat stabilization, easy to dry, free of moisture and hygroscopy.✓The low surface tension. Easy flowing after heating.✓No splash in melting.✓Eco-friendly. Do not produce harmful gases and irritating odors.✓Non conductive, non corrosive, non side-effect of residues.Low-Solids/No-Clean Fluxes to the IPC designatorsFLUX TYPE FLUX COMPOSITIONPARTIAL DESIGNATORSOLVENTSOLIDS CONTENT (MOST COMMONLY)DESIGNATOR MARKET PRESENCE/AVAILABILITYCONTAINING HALIDESLow-solids/No-cleanRosinROAlcohol2% to 8%ROL1/0Most CommonROM1/0Rare ROH1/0NeverModified ResinREAlcohol2% to 8%REL1/0Most CommonREM1/0RareREH1/0Never VOC-free Low-solids/NCOrganicORAlcohol (non VOC-free)Water (VOC-free)1.5% to 6.0%ORL1/0Most Common ORM1/0Occasionally ORH1/0UncommonIPC DESIGNATORSJ-STD-004SOURCE:Choosing the Correct Soldering Flux Types and Their Advantages/Disadvantages ©Eddie Groves,Jonathan WolMany Low-solids/No-clean fluxes contain two or more types of gum rosin, modified resins to achieve their best performance. FOREVEREST supplies the full range of rosin resins for soldering fluxes.CODE CHEMICALS NAMECAS COLOR SOFTENING POINTACID VALUE SUBSTITUTEAR120240Acrylic Acid Modified Rosin 83137-13-7●○○○○●●○○○●●●○○D459Disproportionated Rosin 8050-09-7●●●○○●●○○○●●●○○H106Hydrogenated Rosin 65997-06-0●●●○○●●○○○●●●●○MR75Maleated Rosin 8050-28-0●●●●●●●○○○●●●●●DA125200Modified Rosin -●○○○○●●●●○●●●●●Arakawa ™KE-604FPR-95Polymerized Rosin 65997-5-9●●●●●●●●○○●●●○○FPR-115Polymerized Rosin 65997-5-9●●●●●●●●○○●●●○○FPR-140Polymerized Rosin65997-5-9●●●●●●●●●○●●●○○H101Water-White Hydrogenated Rosin65997-06-0○○○○○●●○○○●●●●○H103Water-White Hydrogenated Rosin65997-06-0○○○○○●●○○○●●●●○Foral ™AX-E Table 1.Modified Rosin List for Soldering Fluxes•Rosin resin color can effect the color of residues, especially on the BGA reworking process. • A lower softening point will produce the sticky residues and may cause pseudo soldering.•In manufacturing, the acid value of rosin resins can be used to measure the raw materials purity and process control level.CODE CHEMICALS NAME CAS COLOR SOFTENING POINT ACID VALUE SUBSTITUTER/X Gum Rosin8050-09-7●●○○○●○○○○●●●●●YPR/WW Gum Rosin8050-09-7●●○○○●○○○○●●●●●Table2.Gum Rosin List for Soldering FluxesCODE CHEMICALS NAME CAS COLOR SOFTENING POINT ACID VALUE SUBSTITUTEGEHR100D Colorless GlycerylHydrogenated Rosinate65997-13-9○○○○○●●○○○○○○○○Arakawa™KE-311/ KE-100GEHR100H Colorless GlycerylHydrogenated Rosinate65997-13-9○○○○○●●○○○○○○○○Arakawa™KE-311/ KE-100PEHR100D Colorless PentaerythritolHydrogenated Rosinate64365-17-9○○○○○●●○○○○○○○○Arakawa™KE359PEHR100E Colorless PentaerythritolHydrogenated Rosinate64365-17-9○○○○○●●○○○●○○○○Arakawa™KE359105Hydrogenated TerpeneResin106168-39-2○○○○○●●○○○○○○○○Clearon™P105Table3.Colorless Rosin Ester List for Soldering FluxesREMARKa)The columns of color, softening point, acid value are designed by the visualized relative index. Kindly contact us for TDS documents, or download TDS online via Document Center.b)Arakawa™is a trademark of Arakawa Chemical Industries, Ltd. Foral™is a trademark of Eastman Chemical Company. Clearon™is a trademark of Clearon Corporation.•Halogenated hydrocarbon solvents show detergency and rapid decontamination effetely.But toxic and pollute the environment.•Eco-friendly organic solvents have powerful dissolving power for soldering residues.anic Solvents List for Soldering ApplicationCODE/PURITY CHEMICALS NAME CAS APPLICATIONGER85Glyceryl Rosinate8050-31-5Forming AgentG1004Glyceryl Rosinate8050-31-5Forming AgentGMS40Glyceryl Monostearate123-94-4Forming AgentGMS90Glyceryl Monostearate123-94-4Forming AgentRA908Rosin Amine61790-47-4Surfactant95%α-Pinene80-56-8Cosolvent98%Β-Pinene127-91-3Cosolvent85%Turpentine8006-64-2CosolventAlthough rosin esters and hydrogenated terpene resin can't remove the metal oxides effectivelydue to the low acid value, they still can bring benefits like increased viscosity, improveduniformity and gloss, and better thermal conductivity when added at a proper proportion.Welcome to contact FOREVEREST for more details.PRODUCT DESCRIPTION FEATURE BENEFITS FOR FLUXESAR120240 A derivative from additive reaction of gum rosinwith acrylic acid.•Higher softening point•High acid value•Improved oxidation resistance•Improved thermal stability•Light color•Not easy to crystallize•Higher activation temperature limit•Good rheological, wettability, thermalstability and oxidize resistance•Less flux residue•Significantly improved activity owing to thehigh acid valueD459A compound of dehydroabietic acid anddihydroabietic acid, the D459 is processedthrough catalytic reaction of gum rosin onproper temperature.•Improved oxidation resistance•Improved thermal stability•Lower acid value*not easy to crystallize•Good rheological, wettability, thermalstability and oxidize resistance•Lower acid value may affect the chemicalactivity of fluxes in certain degreeH106Gum rosin that has been partially/fullyhydrogenated via a catalytic process. It chieflyconsists of different resin acids, especially abieticacid.•Good oxidation resistance•Good thermal stability•Light color•Not easy to crystallize•Good rheological, wettability, thermalstability and oxidize resistance•Light color flux residue after solderingH101 H103MR75Made from gum rosin and maleic anhydride bycompounding reacting.•High acid value•Improved oxidation resistance•Improved thermal stability•Not easy to crystallize•Higher activation temperature limit•Good rheological, wettability, thermalstability and oxidize resistance•Less flux residue•Significantly improved activity owing to thehigh acid valueTable5.1Buyer Guide For Soldering FluxPRODUCT DESCRIPTION FEATURE BENEFITS FOR FLUXESDA125200Modified Rosin •Good oxidation resistance•Good thermal stability•Higher softening point•Light color•Not easy to crystallize•Excellent rheological, wettability, thermalstability and oxidize resistance•Higher activation temperature limit•Less flux residue•Significantly improved activity owing to thehigh acid valueFPR-95Made from gum rosin by polymerization viacatalyst which composed predominately ofdimeric acids derived from rosin with lesseramounts of monomeric resin acids and neutralmaterials of rosin origin.•Higher softening point•Improved oxidation resistance•Improved thermal stability•Not easy to crystallize•Good rheological, wettability, thermalstability and oxidize resistance•Higher activation temperature limitFPR-115FPR-140Table5.2Buyer Guide For Soldering FluxTable5.3Buyer Guide For Soldering FluxPRODUCT DESCRIPTION FEATURE BENEFITS FOR FLUXESR/X Also called colophon, produced by steam-distilling fresh liquid pine resin to vaporize thevolatile liquid terpene components. It chieflyconsists of different resin acids, especially abieticacid.•Easily softened and oxidized•Poor thermal resistance•Tend to crystallize•Base rosin for general use•Suitable chemistry for fluxesYPR/WWTable5.4Buyer Guide For Soldering FluxPRODUCT DESCRIPTION FEATURE BENEFITS FOR FLUXESGEHR100DA kind of super light color tackifying rosin resin,which is esterified from refined hydrogenatedrosin and edible glycerol, and through seriescombined technologies units of catalytichydrogenation. •Good oxidation resistance•Good thermal stability•High purity•Higher softening point•High tack•Very light color•Not easy to crystallize•As a tackifier to improve the rheological,stability and viscosity of flux paste•Good film-forming property•Good thermal conductivityGEHR100HPEHR100DA kind of super light color tackifying polyols resin,which is esterified from refined gum rosin bypentaerythritol, and through series combinedtechnologies units of catalytic hydrogenation.•Good oxidation resistance•Good thermal stability•High purity•Higher softening point•High tack•Very light color•Not easy to crystallize•As a tackifier to improve the rheological,stability and viscosity of flux paste•Good film-forming property•Good thermal conductivityPEHR100E105Hydrogenated Terpene Resin •Good oxidation resistance•Good thermal stability•High purity•Higher softening point•High tack•Very light color•Not easy to crystallize•As a tackifier to improve the rheological,stability and viscosity of flux paste•Good film-forming property•Good thermal conductivityBUYER GUIDETable5.5Buyer Guide For Soldering Flux APPLICATION DESCRIPTIONForming Agent •Forming agent is the role of the flux solvent is volatilized after the active agent carrying a uniform film on theprinted board, the ability to obtain better on the tin to prevent the tin solder splash and uneven.Surfactant •To improve the flux performance to meet the different needs of different uses, opt-inhibitor, foaming agent, brightener or matting agent.Cosolvent •The cosolvent is used for improving the solubility ofsurfactants and forming agents. Reduce deposition, andincreases the wettability of the pastes.BACK TO LISTTHANK YOU Foreverest Resources Ltd. is a family-owned company, which specializes in pine chemicals and provides reliable and comprehensive solutions for pre-sale & after-sale services. With 30 years of history in R&D of forest chemicals products in China, we focus on supplying the substitutes of natural products.Our products include modified resins, terpene based derivatives, flavour & fragranceingredients, and other biobased chemicals.Phone: 86.0592.5105533Fax: 86.0952.5151667*************************************A1112-1113 ONEPARK WUYUAN BAY XIAMEN 361010 CHINA More Details…➢Products List➢Rosin Derivatives➢Polyterpene Resins➢Solution Center➢Tackifier Center➢Electronic Industry cn=Foreverest,o=ForeverestResourcesLtd.,ou=DigitalMarketingDivision,email=****************,c=CN。
装焊车间用胶类型及分布位置概述

装焊车间用胶类型及分布位置概述袁井丽;宋现爽;汤湧【摘要】随着汽车行业的快速发展,粘接密封成为汽车生产所必需的一类重要辅助制造方式,应用越来越广泛.对装焊车间用胶的类型及分布位置做了重点介绍,包括点焊密封胶、减震胶、结构胶、补强胶片及隔断等,用于指导车身粘接密封优化设计以及新车型开发中白车身用胶的涂布.最后简要描述了装焊用胶中现存问题及未来发展展望.【期刊名称】《汽车实用技术》【年(卷),期】2018(000)015【总页数】3页(P232-234)【关键词】装焊用胶;粘接密封;设计优化【作者】袁井丽;宋现爽;汤湧【作者单位】华晨汽车研究院,辽宁沈阳 110005;华晨汽车研究院,辽宁沈阳110005;华晨汽车研究院,辽宁沈阳 110005【正文语种】中文【中图分类】U466前言随着汽车产业的发展,人们对汽车舒适性的要求越来越高,“安全、舒适、环保、节能、轻量化”已成为未来汽车的发展趋势。
因此,粘接密封作为汽车生产所必需的一类重要辅助制造方式,应用越来越广泛[1]。
各种密封粘接材料根据其性能特点的差异,在车身上的使用位置和作用也有差异,本文详细概述了装焊车间常用胶材料类型及分布位置,包括点焊密封胶、减震胶、结构胶、补强胶片及隔断等。
1 点焊密封胶点焊密封胶[2]是以合成橡胶为主体,添加具有导电性能的物质制成,主要应用在装焊车间,起到防振、防尘、防锈的作用,确保连接部位的密封性。
点焊密封胶适用于车身所有焊缝处,尤其是装焊之后易被其他零件遮蔽的或者不易涂布焊缝胶的竖立焊缝,此外,同焊缝密封胶并用可以密封容易被锈蚀或质量要求高的车身缝隙,如防火墙前隔板处、顶盖流水槽、下车身和侧围两总成焊合处、乘客舱及后行李箱及地板周圈等需要重点密封的位置[1],起到防风、防水、防尘以及阻隔噪音的作用。
此外,对于车顶前围等重点部位的焊缝,建议采用点焊胶和焊缝胶的双道密封方式。
尤其要注意车身焊接件之间的搭接顺序和零件形面的高低关系,以防止导水不利,造成积水等问题。
焊缝密封胶种类
焊缝密封胶种类焊缝密封胶是一种用于填充和密封焊缝的材料,它具有防水、防尘、防氧化和绝缘等功能。
根据不同的应用需求,有多种类型的焊缝密封胶可供选择。
1. 丙烯酸酯密封胶丙烯酸酯密封胶是一种常见的焊缝密封胶,其主要成分是丙烯酸酯树脂。
它具有优异的附着力和密封性能,能够有效填充焊缝,防止液体、气体和灰尘渗入焊缝,提高焊接件的密封性能。
丙烯酸酯密封胶还具有良好的耐候性和耐化学性,能够在不同环境条件下长期稳定工作。
2. 硅橡胶密封胶硅橡胶密封胶是一种以硅橡胶为基础材料制成的焊缝密封胶。
硅橡胶具有良好的耐热性、耐寒性和耐老化性能,能够在高温或低温环境下保持良好的密封效果。
硅橡胶密封胶还具有良好的电绝缘性能和耐化学性,能够在电子、电气和化工等领域广泛应用。
3. 聚氨酯密封胶聚氨酯密封胶是一种以聚氨酯树脂为基础材料制成的焊缝密封胶。
聚氨酯密封胶具有优异的粘接性能和抗冲击性能,能够有效填充焊缝,提高焊接件的强度和密封性能。
聚氨酯密封胶还具有较好的耐候性和耐腐蚀性,能够在恶劣环境下长期使用。
4. 丁基橡胶密封胶丁基橡胶密封胶是一种以丁基橡胶为基础材料制成的焊缝密封胶。
丁基橡胶密封胶具有良好的耐油性、耐溶剂性和耐酸碱性,能够在油田、化工和汽车等领域广泛应用。
丁基橡胶密封胶还具有较好的耐热性和耐候性,能够在高温或恶劣环境下保持良好的密封效果。
5. 聚硫密封胶聚硫密封胶是一种以聚硫化合物为基础材料制成的焊缝密封胶。
聚硫密封胶具有良好的耐化学性和耐温性,能够在化工、航空航天和船舶等领域广泛应用。
聚硫密封胶还具有较好的柔韧性和耐老化性能,能够在复杂的工况下保持良好的密封效果。
总结起来,焊缝密封胶种类繁多,每种类型的密封胶都具有其独特的特点和适用范围。
在选择焊缝密封胶时,需要根据具体的应用需求和工作环境来综合考虑,以确保焊接件具有良好的密封性能和长久的使用寿命。
同时,在使用焊缝密封胶时,也需要遵循相关的使用说明和操作规范,以确保其有效发挥作用。
电焊铸工胶的使用方法

电焊铸工胶的使用方法
电焊铸工胶是一种专门用于焊接和铸造领域的胶水,具有很强的粘合力和抗剪切性能。
以下是电焊铸工胶的使用方法:
1. 准备工作:清洁要粘合的表面,确保表面干燥、清洁、平整。
如果表面有油污或灰尘,使用清洁剂或酒精清洁表面。
2. 涂胶:将电焊铸工胶涂在其中一个表面上,用刮刀或刷子均匀涂布。
注意不要使用过多的胶水,以免过度浸润和流动。
3. 接合:将另一个表面缓慢地放置在已涂胶水的表面上,并用手轻轻压合,确保两个表面贴合紧密。
4. 固定:用夹子或胶带等物品固定接合部位,以保持稳定。
等待固化时间,一般为24小时,具体时间根据胶水的固化时间而定。
5. 后续处理:待胶水完全干燥后,可以对粘合部位进行必要的后续处理,如打磨、切割等。
注意事项:
1. 电焊铸工胶涂布时要均匀,不要过量。
过量的胶水会使粘合部位不稳定,流动性太大。
2. 在使用电焊铸工胶时,必须遵守产品说明书中的使用要求。
不要将产品用于不适合的材料和场合,以免引起意外。
3. 粘合部位的温度应在5℃~35℃之间,过高或过低会影响固化效果。
4. 在使用过程中,如发现不适合的现象,应立即停止使用,并咨询专业人士的意见。
胶水特性介绍
1)502胶水特性介绍2)801建筑胶水配方3)AB胶4)导电型胶粘剂5)紫外光固化粘合剂6)热熔压敏胶粘剂的特性7)水性强力快干胶8)透明水晶胶使用说明9)密封胶粘剂简介10)特种瞬干胶11)全透明环氧AB胶12)特级万能胶粘合剂13)超强万能胶粘合剂14)总结胶粘剂的选择一502胶水特性介绍502胶水特性介绍-502强力胶水,无色透明流动性良好的液体,易挥发,遇水即聚合固化。
本产品单组份、固化速度快、使用方便、粘接力强、粘接材料广泛,可用于钢铁、有色金属、橡胶、皮革、塑料、陶瓷、玻璃、木材等,但用于聚乙烯、聚丙烯、聚四氟乙烯制品,材料表面需经特殊处理。
广泛用于电器、仪表、机械、电子、光仪、医疗、轻工民用等到行业。
二801建筑胶水配方原料重量%聚乙烯醇 10.26水 84.93甲醛 3.74~4.21尿素适量盐酸 0.74~10.53氢氧化钠中和用量生产工艺:将水加入反应锅中,升温至70℃,然后徐徐加入聚乙烯醇,并升温至90~95℃,使聚乙烯醇完全溶解。
将聚乙烯醇溶液冷却至80~85℃,滴加盐酸,再搅拌20分钟,加入甲醛进行缩合,大约需要60分钟左右。
降温并调节pH值后,加入尿素进行氨基化处理,经取样检验合格后,把pH调至中性,降温40~50℃,出料。
产品应符合下列标准:外观:微黄或无色透明液体固体份:11~12%游离甲醛含量:≤1%pH值:7~8比重:1.05三AB胶1)AB胶的优点-1、可以油面粘接。
2、粘接材料广泛。
3、固化速度快。
室温下5-10分钟可定位。
4、工艺简单,不需精确称量及混合,A、B两组份二面涂胶合拢即可。
5、无需专门的加温、加压施胶设备。
6、抗冲击强度高,可用作结构粘接。
2)AB胶使用方法及注意事项使用方法方法一:室温下(25℃)将A胶和B胶以目测1:1比例重叠涂布或在一个被粘件涂A胶,另一被粘件涂B胶,然后粘在一起,前后做2-3次磨合后固定5-10分种。
方法二:室温下(25℃)将A胶和B胶以目测1:1比例用涂塑胶料片混合后立即涂于待粘合的表面,固定5-10分钟即可基本定位。
焊缝密封胶种类
焊缝密封胶种类焊缝密封胶种类是焊接工程中常用的一种材料,它能够填充焊缝间的微小空隙,提供密封作用,确保焊接接头的完整性和耐用性。
下面将介绍几种常见的焊缝密封胶种类,帮助您选择合适的材料。
1. 耐高温密封胶:在高温环境下使用的密封胶,能够承受高温引起的热胀冷缩,具有良好的耐高温性能。
这种密封胶适用于焊接接头在高温工况下的密封需求,如航空航天、核工业等领域。
2. 耐腐蚀密封胶:针对酸碱腐蚀性环境中焊接接头的密封需求,采用耐腐蚀密封胶是一个明智的选择。
这种密封胶能够有效地防止酸碱介质对焊缝的腐蚀,延长焊接接头的使用寿命。
3. 柔性密封胶:在焊缝密封过程中,接头周围可能存在微小的差异和不规则之处。
柔性密封胶的特点是具有一定的延展性和弹性,能够填充这些差异并提供良好的密封效果。
它适用于不同形状和尺寸的接头,能够确保焊接接头的完全密封。
4. 高强度密封胶:有些焊缝需要承受较大的机械负荷或压力,因此需要使用高强度密封胶。
这种密封胶具有优秀的耐久性和强度,能够有效地抵抗外界力量的影响,确保焊接接头的密封性能。
5. 无挥发性密封胶:对于一些特殊应用场景,如电子元器件、微电子设备等,挥发性物质可能对器件产生损害。
因此,无挥发性密封胶是一种理想的选择。
它不会释放出挥发性物质,不会对接头周围的设备产生危害。
在选择焊缝密封胶时,应根据具体的焊接接头要求进行评估和选择。
考虑到胶水的化学成分、环境要求、工作温度等因素,选择合适的密封胶。
此外,还需根据施工方式和固化时间等因素,灵活选择适合的密封胶。
总之,正确选择焊缝密封胶种类对于确保焊接接头的密封性能至关重要。
不同种类的密封胶适用于不同的场景和要求,合理选用能够提高焊接接头的耐久性和可靠性。
希望以上介绍对您有所帮助!。
SMD使用说明-中文
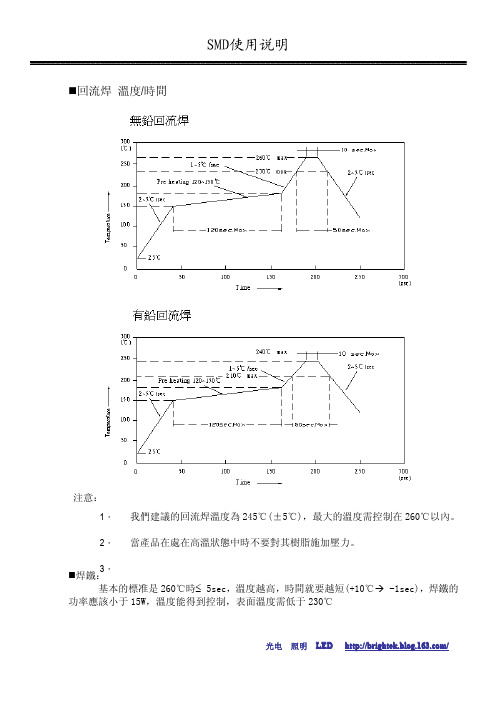
�回流焊 溫度/時間
注意: 1. 2. 我們建議的回流焊溫度為 245℃(±5℃),最大的溫度需控制在 260℃以內。 當產品在處在高溫狀態中時不要對其樹脂施加壓力。
3. 回流焊的次數應小于或等于兩次 �焊鐵: 基本的標准是 260℃時≤ 5sec,溫度越高,時間就要越短(+10℃� -1sec),焊鐵的 功率應該小于 15W,溫度能得到控制,表面溫度需低于 230℃
光电 照明 LED /
SMD使用说明
选取如下图:
吸嘴外径大於等於產品
3、吸嘴高度设置 在正面发光二极管 SMT 时吸嘴下压高度是引响 LED 品质的直接因素,因吸嘴下压太深 会压迫 LED 胶体导至内部金线变形或断裂,造成 LED 不 亮或闪烁﹔LED的焊盤同PCB焊盤 剛好接觸最好,吸嘴高度设置如下图:
光电
照明
LED
/
SIDE 规格参数 VIEW 系列 25-30W 280-300℃ <3S TOP30 20系列 TOP3 528系 列 2530W 320350℃ <5S TOP5 050系 列 2530W 350℃ <5S HPR系 列
烙铁 温度 焊接时间
25-30W 300320℃ <3S
25-30W 350℃ <5S
B、回流焊接: 1、推荐使用图表中的温度曲线。
2、锡膏选择 建议选用溶点在 230℃左右的锡膏 二、吸嘴 1. 吸嘴设置不当产生的异常 ,选取合适的吸嘴是提高产品品质的关健所在,因 LED 与其它电子元件不同,它所承担的不只是电性的输出还有光学部份的输出,因此 特性就 决定了 LED 的命运在 SMT 过程中变的比较脆弱。 若机器吸嘴下压高度设 置的不当, 即当吸嘴在吸起和放下材料的时候都有可能造成对 LED 内部金线的损 伤造成 LED 的不亮或闪烁及品质问题。 2. 吸嘴选取 ,客户在 SMT 时直径尽量选择比 LED(胶体)发光面大的吸嘴防止吸 嘴下压高度设置的不当造成对 LED 内部金线的损坏。根据不同产品吸嘴
汽车白车身焊接工艺用胶

艺使车身表面增添了许多由焊接而 造成的凹坑,严重影响了车身的外 观质量。为了解决这个问题。国外 从上世纪70年代开始采用粘接取代 点焊的方法来生产汽车车门、发动 机罩和行李厢盖的折边结构,所用 的粘接剂称为折边胶。图1为折边 工艺过程示意图。 折边胶工艺选择、设计遵循 的原则:a.根据不同车型,不同部 位,不同烘烤工艺选择合适的折边 产品。b.涂胶部位、涂胶数量要正 确,一般用量胶条直径为1mm。 用量过多会在折边时溢出,固化后 形成胶瘤,影响后续接缝胶施工; 过少则会导致粘接强度下降,同时 出现空腔。在后续涂布的接缝胶固 化时空气膨胀导致表面鼓出气泡。 c.在冬季选用折边胶时,尽量采用 折边胶黏度低的产品,易于施工。
涂胶设备 现在汽车厂大都采用涂胶泵 配以涂胶枪进行涂胶,效率高,胶 的利用率也高。而在自动化率较高 的车间有时会采用机器人进行自动 涂胶。 胶枪是通过压缩空气提供动 力的打胶工具,其需空气压力为
10bar=lBiblioteka MPa=145psi,胶枪嘴的
2013-45(No.6)MTM■遗技术与材辩Ⅸ汽车与配件》
万方数据
又称发泡胶、隔振胶,主要 用于发动机盖、行李厢盖、顶盖和 车门等内外板之间,用来减弱钢板 与加强梁在行车过程中的振动和噪 声,提升整车的舒适性;减少或完 全取消结合焊点,提高车身外表美 观性。 它一般由合成橡胶或树脂添加 发泡剂而成,经过固化膨胀,能将 覆盖件同加强筋结合为一体,起到 减振降噪的作用。常用减振膨胀胶 的膨胀率为30%~50%,单车用胶 量在4009左右。 膨胀胶的断面尺寸为直 径约8 m m的圆,每段长度约
5.旁路密封胶
来封堵空腔是解决旁路噪声问题较 理想的方法。 旁路密封胶主要用于汽车旁 路空腔填充,在焊装车间装配,到 涂装车间经电泳烘烤膨胀后而充满 立柱空腔,将空腔密封,从而降 低汽车行驶过程中产生的旁路噪 音,经测试可降低车内噪声膨胀率 300%~700%。旁路密封胶具有高 膨胀、低密度、耐各种前处理液, 在底涂、中涂、面涂工序过程中能 充分固化膨胀,且不污染电泳液、 面漆的特点。旁路密封胶现场使用
凯思密高强度焊接胶使用说明书

凯思密高强度焊接胶使用说明书
在决定粘合金属之前,可以首先考虑焊接,焊接可以为连接金属件提供更坚固、更稳定的保持。
但是,如果没有合适的设备或者是工艺需求,请按照以下步骤将金属成功地粘接到金属上。
第1步:选择合适的胶水
凯思密高强度焊接胶提供了更快速的粘接,当粘接面尺寸不大,同时金属表面无间隙地紧密贴合在一起时推荐使用,因为额外的空间可能会影响结合的牢固程度。
凯思密高强度焊接胶粘接金属基本上几十秒内就可初步粘接,具有一定的粘接强度,24h之后达到最大强度。
第2步:清洁
首先,通过清洁和打磨彻底清除表面上的任何碎屑。
另外,请小心不要用裸手触摸粘合表面,因为皮肤上的油脂会粘在表面上并干扰粘合剂。
用细砂纸打磨两个表面以增加质感,因为这样可以更容易形成一个结合点。
第3步:应用胶水
胶水应用,是胶水粘接效果的重要影响因素,无论使用何种胶水,请务必按照包装上的说明进行操作,避免粘合剂太多或太少,影响使用效果。
使用胶水时,注意不要让自己或其他材料溅入工作区域,并且始终确保您的空间通风良好。
第4步:夹紧
建议可以将两个部件夹紧在一起,或在胶合后找到另一种施加压力的方法。
这样可以获得更强的粘合力,因为大多数高强度胶水在完全固定之前都会经过化学固化过程。
按照胶水包装上的干燥时间进行操作,以便两块胶片有足够的时间形成粘合。
焊接胶 302
焊接胶 302焊接胶是一种用于连接金属、塑料、陶瓷等材料的重要材料。
它具有优异的粘接性能和耐高温、耐腐蚀的特点,广泛应用于工业生产和日常生活中。
焊接胶302是一种高性能的焊接胶,它采用先进的配方和工艺制成。
这种胶水具有出色的粘接力和耐候性,能够在室温下快速固化,并形成坚固耐用的连接。
它适用于各种金属材料的粘接,如铁、铜、铝等,同时也适用于塑料和陶瓷等非金属材料的连接。
焊接胶302的使用非常简便,只需将胶水涂抹在需要连接的材料表面,然后将它们紧密压合在一起即可。
胶水会在几分钟内开始固化,并在24小时内完全固化。
固化后的连接具有极高的强度和耐久性,能够承受较大的拉力和剪切力。
焊接胶302不仅适用于工业生产中的焊接,也广泛应用于家庭维修和装饰等领域。
比如,在家庭装修中,我们经常会用到焊接胶302来连接墙壁上的金属装饰物,如挂钩、壁灯等。
它的优良粘接性能可以确保装饰物牢固地固定在墙壁上,不易脱落。
而且,由于焊接胶302的颜色透明,使用后几乎看不到胶水的存在,不会影响装饰效果。
除了家庭装修外,焊接胶302还可以用于汽车维修和电子产品组装等领域。
比如,在汽车维修中,我们可以使用焊接胶302来连接车身上的金属零件,如车门、车窗等。
它的高粘接力可以确保零件牢固地固定在一起,提高了车身的整体强度。
在电子产品组装中,焊接胶302可以用于连接电路板上的元件,确保电路的稳定性和可靠性。
焊接胶302是一种高性能的焊接胶,具有优异的粘接性能和耐候性。
它的应用范围广泛,不仅适用于工业生产,也适用于家庭维修和装饰等领域。
无论是连接金属材料还是非金属材料,焊接胶302都能够提供坚固耐用的连接,满足人们对于连接材料的需求。
让我们在使用焊接胶302时,更加方便快捷地完成各种连接任务,为生活和工作带来便利。
焊接用胶说明

•汽车焊装用胶• |-折边胶系列• |-结构粘接胶系列• |-结构胶带系列• |-点焊密封胶系列• |-点焊胶带系列• |-减震膨胀胶系列• |-减震膨胀胶带系列• |-补强胶片系列• |-空腔阻断产品系列•汽车总装用胶• |-自干型密封胶• |-丁基风窗密封胶• |-丁基胶带系列•汽车涂装用胶• |-指压密封胶系列• |-丁基阻尼胶片系列• |-接缝密封胶系列• |-接缝胶带系列• |-PVC防石击涂料系列•其他类• |-模型胶泥系列• |-刮削显示剂• |-电子灌封胶系列• |-双组份环氧粘接胶系列•减震膨胀胶系列一、特点及用途以合成橡胶、增粘树脂为基料的热固性减震胶。
主要用于车门、侧围板、箱盖、发动机盖等外板与加强筋或骨架之间的减震粘接,经电泳工序后固化,将外板与加强梁粘接在一起,阻止了两个刚性材料碰撞震动,同时阻止或减弱了其他震动在两个刚性材料之间的直接连续传播。
通过减震胶的粘接,增加车身稳定性,加固了车体结构,改变了车体固有振动频率,降低了部分外板产生的共震和共鸣,提升了NVH性能。
产品施工性能优异,具有极佳的堆砌性、抗下垂性、充填性,可机械或人工涂布。
产品固化温度范围宽,对金属基材具有优异的粘接性,不含有机溶剂,无毒、无刺激性气味,对环境无污染。
二、主要性能项目类别主要技术指标LY-180LY-182(膨胀型)LY-182(非膨胀型)外观均匀膏状物,无沉淀、离析、结块、结皮、外来杂质密度,g/cm3 1.3-1.5旋转粘度,Pa.s6500~140007500~150006500~14000不挥发物含量,%≥93≥95流淌性mm常温≤5标准固化条件下≤5硬度,邵氏A10-4020-4510-30剪切强度,MPa油面≥0.8非油面≥1.0体积膨胀率,%20-50≤10过烘烤性剪切强度,MPa ≥0.6欠烘烤性≥0.6其他性能可与客户协商确定三、使用方法使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
同仁牌焊接剂胶水说明书
同仁牌焊接剂胶水说明书
1、清洁被粘接物表面的水分、灰尘、油渍、锈斑及其它污物,保持洁净、干燥、平整。
2、使用时将A、B组分按1:1比例混合搅拌均匀,涂于被粘物表面,
3、贴合时尽量能作旋转吻合,3-5分钟胶液初固,1小时达到可使用强度,24小时达到最佳强度。
4、在-30℃至180℃可以使用(不可一次大量混合胶液)
5、如果焊接剂胶水刚滴在手上,此时我们快速将手放进凉水中泡几分钟,这时就可以发现焊接剂变成了一种固体,然后再将焊接剂从皮肤表面扣下来,这个方法在胶水还没有完全干的时候比较有效。
6、由于我们的焊接剂胶水可以很好的粘合比较硬的物体,但是对于一些柔韧性比较大的话,没有很好的长期效果,如果是两根手指被焊接剂黏在一起,就用力揉搓这两个手指缝隙之间的胶水。
6、还可以在被焊接剂粘上的地方滴几滴焊接剂,使原来的焊接剂融化,固化了的焊接剂胶水会慢慢软化,然后我们迅速用水洗掉。
焊接用胶说明
∙汽车焊装用胶∙ |-折边胶系列∙ |-结构粘接胶系列∙ |-结构胶带系列∙ |-点焊密封胶系列∙ |-点焊胶带系列∙ |-减震膨胀胶系列∙ |-减震膨胀胶带系列∙ |-补强胶片系列∙ |-空腔阻断产品系列∙汽车总装用胶∙ |-自干型密封胶∙ |-丁基风窗密封胶∙ |-丁基胶带系列∙汽车涂装用胶∙ |-指压密封胶系列∙ |-丁基阻尼胶片系列∙ |-接缝密封胶系列∙ |-接缝胶带系列∙ |-PVC防石击涂料系列∙其他类∙ |-模型胶泥系列∙ |-刮削显示剂∙ |-电子灌封胶系列∙ |-双组份环氧粘接胶系列∙减震膨胀胶系列一、特点及用途以合成橡胶、增粘树脂为基料的热固性减震胶。
主要用于车门、侧围板、箱盖、发动机盖等外板与加强筋或骨架之间的减震粘接,经电泳工序后固化,将外板与加强梁粘接在一起,阻止了两个刚性材料碰撞震动,同时阻止或减弱了其他震动在两个刚性材料之间的直接连续传播。
通过减震胶的粘接,增加车身稳定性,加固了车体结构,改变了车体固有振动频率,降低了部分外板产生的共震和共鸣,提升了NVH性能。
产品施工性能优异,具有极佳的堆砌性、抗下垂性、充填性,可机械或人工涂布。
产品固化温度范围宽,对金属基材具有优异的粘接性,不含有机溶剂,无毒、无刺激性气味,对环境无污染。
二、主要性能项目类别主要技术指标LY-180LY-182(膨胀型)LY-182(非膨胀型)外观均匀膏状物,无沉淀、离析、结块、结皮、外来杂质密度,g/cm3 1.3-1.5旋转粘度,Pa.s6500~140007500~150006500~14000不挥发物含量,%≥93≥95流淌性mm常温≤5标准固化条件下≤5硬度,邵氏A10-4020-4510-30剪切强度,MPa油面≥0.8非油面≥1.0体积膨胀率,%20-50≤10过烘烤性剪切强度,MPa ≥0.6欠烘烤性≥0.6其他性能可与客户协商确定三、使用方法使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
二保焊防堵膏开票大项

二保焊防堵膏开票大项【知识文章】如何深入理解和使用二保焊防堵膏开票大项?导语:在现代工业生产中,焊接是一项重要且常见的工艺。
为了确保焊接接头的质量和稳定性,常常需要使用到二保焊防堵膏开票大项。
本文将深入探讨二保焊防堵膏开票大项的定义、作用、使用方法以及与其他相关产品的区别和优势,帮助读者从多个角度全面理解和使用该产品。
一、二保焊防堵膏开票大项的定义与作用1. 定义二保焊防堵膏开票大项,简称二保防堵膏,是一种常用于焊接工艺中的密封胶。
它主要由高温防尘胶和密封胶两部分组成,能够有效阻止氧气和水分渗入焊接接头,从而提高焊接接头的稳定性和耐久性。
2. 作用二保焊防堵膏开票大项的作用主要有以下几个方面:(1)防腐蚀:二保防堵膏能够在焊接接头表面形成一层阻隔层,防止氧气和水分进入,从而减少接头的锈蚀和腐蚀。
(2)密封性能:二保防堵膏具有良好的密封性能,能够填充焊接接头的微小间隙,形成完全密封的环境,以防止焊接接头周围的污染物渗入。
(3)耐高温性能:二保防堵膏能够承受高温环境下的极端条件,确保焊接接头在高温下能够保持良好的性能和稳定性。
(4)润滑性:二保防堵膏具有一定的润滑性,可减少焊接接头的摩擦和磨损,从而延长焊接接头的使用寿命。
二、二保焊防堵膏开票大项的使用方法1. 准备工作在使用二保焊防堵膏开票大项之前,需要先进行一些准备工作,包括清洁焊接接头表面、修复损坏的接头等。
2. 施工步骤(1)搅拌:将二保防堵膏充分搅拌均匀,确保两种膏剂充分混合。
(2)涂抹:使用刷子或沾取适量防堵膏,均匀地涂抹在焊接接头表面上,确保每个部位都得到充分覆盖。
(3)固化:等待防堵膏自然固化,时间根据具体产品说明而定。
(4)检查:检查已涂抹的部位是否覆盖完整,如有不完整的地方,需进行补涂。
三、二保焊防堵膏开票大项与其他相关产品的区别和优势1. 与普通膏剂的区别相比于普通膏剂,二保防堵膏具有更好的耐高温性能和密封性能,能够在焊接接头长时间使用中保持稳定性和耐用性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•
• |-折边胶系列
• |-结构粘接胶系列
• |-结构胶带系列
• |-点焊密封胶系列
• |-点焊胶带系列
• |-减震膨胀胶系列
• |-减震膨胀胶带系列
• |-补强胶片系列
• |-空腔阻断产品系列
•汽车总装用胶
• |-自干型密封胶
• |-丁基风窗密封胶
• |-丁基胶带系列
•汽车涂装用胶
• |-指压密封胶系列
• |-丁基阻尼胶片系列
• |-接缝密封胶系列
• |-接缝胶带系列
• |-PVC防石击涂料系列
•其他类
• |-模型胶泥系列
• |-刮削显示剂
• |-电子灌封胶系列
• |-双组份环氧粘接胶系列
•
减震膨胀胶系列
一、特点及用途
以合成橡胶、增粘树脂为基料的热固性减震胶。
主要用于车门、侧围板、箱盖、发动机盖等外板与加强筋或骨架之间的减震粘接,经电泳工序后固化,将外板与加强梁粘接在一起,阻止了两个刚性材料碰撞震动,同时阻止或减弱了其他震动在两个刚性材料之间的直接连续传播。
通过减震胶的粘接,增加车身稳定性,加固了车体结构,改变了车体固有振动频率,降低了部分外板产生的共震和共鸣,提升了NVH性能。
产品施工性能优异,具有极佳的堆砌性、抗下垂性、充填性,可机械或人工涂布。
产品固化温度范围宽,对金属基材具有优异的粘接性,不含有机溶剂,无毒、无刺激性气味,对环境无污染。
二、主要性能
项目类别
主要技术指标
LY-180LY-182(膨胀型)LY-182(非膨胀型)外观均匀膏状物,无沉淀、离析、结块、结皮、外来杂质密度,g/cm3 1.3-1.5
旋转粘度,Pa.s6500~140007500~150006500~14000
不挥发物含量,%≥93≥95
流淌性mm
常温≤5标准固化条件下≤5
硬度,邵氏A10-4020-4510-30剪切强度,MPa
油面≥0.8
非油面≥1.0
体积膨胀率,%20-50≤10
过烘烤性剪切强度,
MPa ≥0.6
欠烘烤性≥0.6
其他性能可与客户协商确定
三、使用方法
使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
被粘接-密封件尽量少油、干燥无锈蚀。
用注胶枪或注胶机械将本品呈点状或条状,打在加强筋上或车身骨架上。
与外板组合并采用点焊、卷边、压合等工艺定位(注意:施胶区自然配合不可加压)。
经电泳工序烘烤后固化,即可将钢板与加强梁起到粘接、隔震作用。
如采用机械注胶方式,涂胶机械压缩比建议最小为55:1。
使用前双方需根据应用方车身情况选择合适剪切强度、硬度、膨胀率产品,并做好相应产品试用工作。
四、包装、运输及贮存
钢桶装,每桶250kg或25kg;硬塑料管装,每支400g,每箱50支。
本产品为非危险物品,可按一般化学产品运输。
运输过程,应防止雨淋,日光曝晒。
原包装平放贮存在阴凉干燥的库房内,严禁侧放、倒放,防止日光直接照射,并远离热源。
库房存放请遵循先进先出原则。
折边胶系列
一、特点及用途
以改性环氧树脂为基料的单组份糊状热固性结构胶粘剂。
主要用于车门、发动机罩、后备箱罩或类似零件的折边部位,也可用于部分点焊部位,经电泳工序固化后,对折边或点焊部位起到结构粘接、密封防腐作用。
产品施工性能优异,具有良好的抗下垂性,可机械或人工涂布。
产品固化温度范围宽,对油面钢板和镀锌钢板有良好的粘接力。
产品不含有机溶剂,无毒、无刺激性气味,对环境无污染。
其他性能可与客户协商确定
三、使用方法
使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
被粘接-密封件尽量少油、干燥无锈蚀。
用注胶枪或注胶机将本品呈条状打在被粘接表面,与内板采用包边、点焊等工艺组装。
经电泳工序烘烤后固化,即可起到粘接、防腐作用。
如采用机械注胶方式,涂胶机械压缩比建议最小为48:1;冬季施工环境温度低时,本品粘度增大,可能导致注胶困难,建议施工前对本品采用预先加热方式,加热温度不要超过45℃,累计加热时间不要超过8h。
未固化前产品可采用丙酮、二甲苯等有机溶剂清除,固化后产品只能采取机械方法清除。
使用前双方需根据应用方情况选择合适剪切、剥离强度产品,并做好相应产品试用工作。
四、包装、运输及贮存
钢桶装,每桶250kg或25kg;硬塑料管装,每支400g,每箱50支。
本产品为非危险物品,可按一般化学产品运输。
运输过程,应防止雨淋,日光曝晒。
原包装平放贮存在阴凉干燥的库房内,严禁侧放、倒放,防止日光直接照射,并远离热源。
库房存放请遵循先进先出原则。
LY-185半结构胶
一、特点及用途
以合成橡胶、环氧树脂为基料的热固性半结构胶。
主要用于外板与加强筋或骨架之间的大缝隙(≥2mm)高强度粘接,经电泳工序后固化,将外板与加强梁粘接在一起,阻止了两个刚性材料碰撞震动,同时阻止或减弱了其他震动在两个刚性材料之间的直接连续传播。
通过半结构胶的粘接,增加车身稳定性,加固了车体结构,改变了车体固有振动频率,降低了部分外板产生的共震和共鸣,提升了NVH性能。
产品施工性能优异,具有极佳的堆砌性、抗下垂性、充填性,可机械或人工涂布。
产品固化温度范围宽,对金属基材具有优异的粘接性,不含有机溶剂,无毒、无刺激性气味,对环境无污染
二、主要性能
项目类别主要技术指标
均匀膏状物,无沉淀、离析、结块、结皮、外来杂质密度,g/cm3 1.3-1.6
不挥发物含量,%
≥95
流淌性mm
常温≤5标准固化条件下
≤5
硬度,邵氏A40-70剪切强度,MPa
油面≥2.0
非油面≥2.5体积膨胀率,%≤10
过烘烤性
剪切强度,
MPa ≥0.6
欠烘烤性
≥0.6
其他性能可与客户协商确定
三、使用方法
使用本产品前,请参照本产品安全技术数据(MSDS),了解有关预防措施和安全建议,做好相应的预防措施。
被粘接-密封件尽量少油、干燥无锈蚀。
用注胶枪或注胶机械将本品呈点状或条状,打在加强筋上或车身骨架上。
与外板组合并采用点焊、卷边、压合等工艺定位(注意:施胶区自然配合不可加压)。
经电泳工序烘烤后固化,即可将钢板与加强梁起到粘接、隔震作用。
如采用机械注胶方式,涂胶机械压缩比建议最小为55:1。
使用前双方需根据应用方车身情况选择合适剪切强度、硬度、膨胀率产品,并做好相应产品试用工作。
四、包装、运输及贮存
钢桶装,每桶250kg或25kg;硬塑料管装,每支400g,每箱50支。
本产品为非危险物品,可按一般化学产品运输。
运输过程,应防止雨淋,日光曝晒。
原包装平放贮存在阴凉干燥的库房内,严禁侧放、倒放,防止日光直接照射,并远离热源。
库房存放请遵循先进先出原则。