中华人民共和国轻工行业标准
中华人民共和国轻工行业标准
丁业 和信息 化部批 准 《 品T业企业 诚信 管理 体系(MS建立 及实施 通用要 求》 食 品T 业企业 诚 信评价 准则 》 食 C ) 和《 2
附件 :
2项 食 品工 业行 业标 准 编 号 、 称 、 要 内容 及 起始 实施 日期 名 主
中华 人 民共 和 国轻 工行 业标 准
46 评 价与声 明 .
店茹 盛 基 妇
政 策 法 规
l /& l C、 AW
引
言
本 标 准规定 了食 品一 业 企业 建立 和 实施 诚 信管 理体
诚信 是 食品 r\企 业 的基本 要求 , 中华 人 民共 和 国 系时 的基 本要 求 。 I 《
食 品安 全 法》 《 和 中华 人 民共 和 国食 品 安 全法 实 施 条 例 》 对 食品 一业 企 业 的诚 信体系 建设 提 出 了要求 ,也 明确 了 厂
前 言
本 标 准 由中华人 民共和 国工 业 和信息 化部 消 费 品工
本 标准 由中国轻 工业联 合会 归 口。 会认 证认 可技术研 究所 。
2 规 范 性 引 用 文 件 3 术 语 和 定 义
本标 准 负责起 草单 位 :国家 认证 认 可监督 管 理委 员
4 诚 信管 理体 系通用 要求
政 策 法 规
P 0LCY & A V l
中华 人 民共 和国工业 和信 息化 部公告
工科[ 1] 1 号 2 0 0  ̄ 1 6
项行 业标 准 ( 准编号 、 标 名称 、 主要 内容 及起始 实施 日期见 附件 ) 现予公 布 。 , 以上 2项标 准 由中 国标 准 m版社 出版 。 附件 : 食 品工业行 业标 准编 号 、 2项 名称 、 主要 内容 及起始 实施 日期
轻工行业国家标准(根据中华人民共和国国家标准公告2019年第14号、

2020-07-01 2020-07-01 2020-07-01 2020-07-01 2019-12-31 2020-07-01 2019-12-31
2020-07-01 2019-12-31 2019-12-31 2020-07-01
上接第 32 页
程和完成情况进行绩效考评。
第五章 法律责任
第二十条 项目承担单位应当对国家标准制修订项目进展 情况和资金使用情况进行自查,发现有违反财经纪律、财务制 度和本办法规定的,应当及时予以纠正。
国内外 标准动态
捍卫生活品质 推动产业升级
皮革 化学试验 N- 甲基吡咯烷酮(NMP)和 N- 乙基吡咯烷酮
22
GB/T 38409-2019
(NEP)的测定
23
GB/T 38410-2019
皮革化学品 鞣剂中鞣质含量的测定 过滤法
24
GB/T 38411-2019
皮革化学品 皮革加工助剂中游离甲醛的测定
皮革和毛皮 化学试验 短链氯化石蜡的测定 皮革化学品 合成鞣剂中鞣质含量的测定 皮革和毛皮化学品 铬鞣剂中六价铬及还原性的测定
2020-07-01
2020-07-01
2020-07-01
GB/T 38408-2019
皮革 材质鉴别 显微镜法
2020-07-01
《轻工标准与质量》2020 年第 1 期 39
第二十三条 有关主管部门及其工作人员存在滥用职权、 玩忽职守、徇私舞弊等违法违纪行为的,按照《中华人民共 和国预算法》、《中华人民共和国公务员法》、《中华人民 共和国监察法》、《财政违法行为处罚处分条例》等法律法 规和国家有关规定追究相应责任;涉嫌犯罪的,依法移送司 法机关处理。
第二十一条 财政部对标准经费预算执行情况进行监督。市 场监管总局对标准经费使用情况进行定期或不定期的监督检查。
轻工行业国家标准
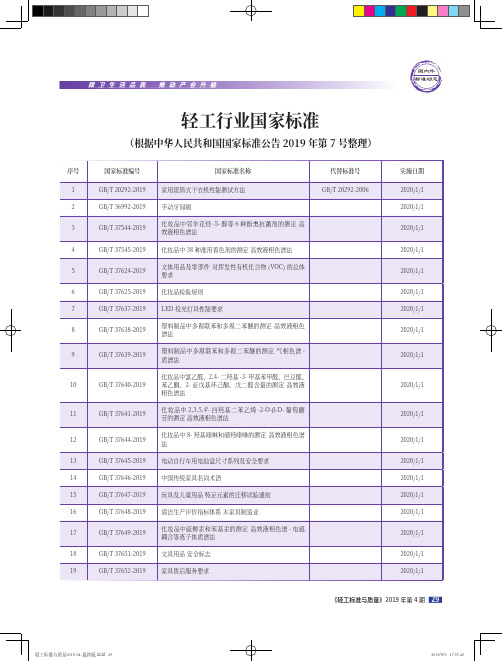
家用滚筒式干衣机性能测试方法
手动牙间刷
化妆品中邻伞花烃 -5- 醇等 6 种酚类抗菌剂的测定 高 效液相色谱法
化妆品中 38 种准用着色剂的测定 高效液相色谱法
文体用品及零部件 对挥发性有机化合物 (VOC) 的总体 要求
化妆品检验规则
LED 投光灯具性能要求
塑料制品中多溴联苯和多溴二苯醚的测定 高效液相色 谱法
捍卫生活品质 推动产业升级
国内外 标准动态
轻工行业国家标准
(根据中华人民共和国国家标准公告 2019 年第 7 号整理)
序号 1 2 3 4 5 6 7 8
9
10
11
12 13 14 15 16 17 18 19
国家标准编号
国家标准名称
代替标准号
GB/T 20292-2019 GB/T 36992-2019 GB/T 37544-2019 GB/T 37545-2019 GB/T 37624-2019 GB/T 19 GB/T 37637-2019 GB/T 37638-2019
GB/T 37639-2019
GB/T 37640-2019
GB/T 37641-2019
GB/T 37644-2019 GB/T 37645-2019 GB/T 37646-2019 GB/T 37647-2019 GB/T 37648-2019 GB/T 37649-2019 GB/T 37651-2019 GB/T 37652-2019
电动自行车用电池盒尺寸系列及安全要求
中国传统家具名词术语
玩具及儿童用品 特定元素的迁移试验通则
清洁生产评价指标体系 木家具制造业
化妆品中硫柳汞和苯基汞的测定 高效液相色谱 - 电感 耦合等离子体质谱法
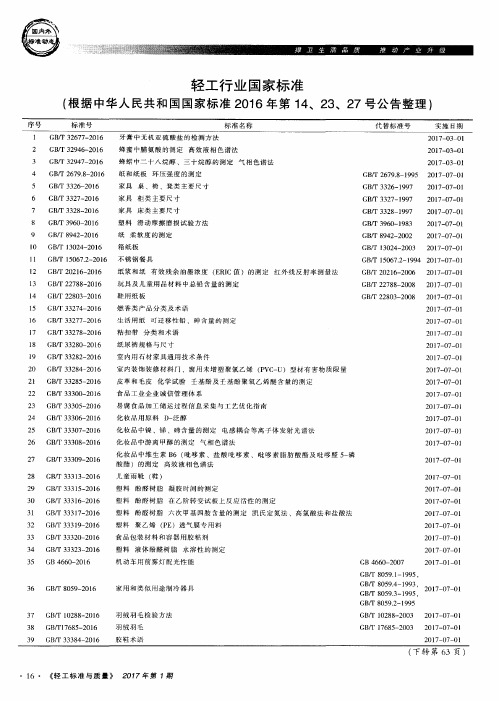
轻工行业国家标准(根据中华人民共和国国家标准2016年第14、23、27
c , r 肥 z 肯 尼 亚竞
件~ 要 求
、
在 本标 准 的 范 围之 内 。
姜 霎 善 电
A 模 C 质 量 要 求 。2 0 1 7 - 0 1 - 2 0
块 大于 1 0 W ( 标 准 测试 条 件 下 的 峰 值 功 率 ) 的 照 明 电 器 或 套 件 不
度 是 有 困难 的 。无论 使 用 准 确 度 多 高 的温 度 计 和 采 用 多 好 的 测 量 方 法 ,如 果 选 择 的温 度 计 不 适 合 ,对 温 度 计 的 特 性 和 误 差 不 了解 ,均 不 能 得 到 满 意 的结 果 ,所 以 在 温
( 2 )知 道温度计 的响应速度 、可靠性及互换性如何 ;
G / T B T / N / E U / 4 4 6 欧盟
苯 并 三 唑 基 四甲 基 丁 基 酚 ( MB B T ) 前在 化 妆 品 法 规 欧 盟 委 员 会 物 质亚 甲 基双 一 E C) 1 2 2 3 / 2 0 0 9附 录 V I 第2 3项 中作 为 授 权 的 紫 外 线 防 晒 剂 在 化 妆 法 规 草案 . ( O % 上 述 使 用 条 件 的安 全 性 经 化 妆 品 与 非 食 品 科 修 订 关 于 化 品 中最 大 浓度 为 1 S C C N P F )在 1 9 9 8年 确 认 ,但 这 种 意 见 不 包 括 纳 米 形 保 护 人 类 健 康 妆 品 的 欧 洲 学 委 员 会 ( 式 。 消 费 者 安 全 科 学 委 员会 ( s c c s )2 0 1 5年 3月 2 5 1 3 采 纳 了 在 皮 安 全 议 会 和 理 事 肤 用化 妆 品 中浓 度 低 于 1 0 %的 纳 米 形 式 是 安 全 的科 学 意见 。 本 欧 盟 会 法规 ( E Q B T作 为 紫 外 线 防 晒 剂在 化 妆 No , 1 2 2 3 / 2 0 0 9 委 员 会 法 规 草 案 旨在 授 权 纳 米 形式 MB
中华人民共和国轻工行业标准QB T 1859-2004香粉、爽身粉、痱子粉

中华人民共和国轻工行业标准QB/T 1859-2004香粉、爽身粉、痱子粉前言本标准是对QB/T 1859—1993《香粉、爽身粉、痱子粉》的修订,主要对如下内容进行了修改:——增加了GB 5296.3《消费品使用说明化妆品通用标签》的引用;——净含量按国家技术监督局令[1995]第43号《定量包装商品计量监督规定》执行。
本标准由中国轻工业联合会提出。
本标准由全国香料香精化妆品标准化技术委员会归口。
本标准由强生(中国)有限公司、上海家化联合股份有限公司和雅芳(中国)有限公司负责起草。
本标准主要起草人:闻萍、王寒洲、黄少娟。
本标准于1985年首次发布为轻工业部部标准QB 966—1985《香粉、爽身粉、痱子粉》,1993年11 月第一次修订为轻工行业标准QB/T 1859—1993《香粉、爽身粉、痱子粉》,本次为第二次修订。
本标准自实施之日起,代替原轻工业部发布的轻工行业标准QB/T1859—1993《香粉、爽身粉、痱子粉》。
香粉、爽身粉、痱子粉1 范围本标准规定了香粉、爽身粉、痱子粉的术语和定义、产品分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于以粉体原料为基质,添加其他辅料成分配制而成的香粉、爽身粉、痱子粉。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 5296.3 消费品使用说明化妆品通用标签GB/T 13531.1 化妆品通用试验方法pH值的测定QB/T 1684 化妆品检验规则QB/T 1685 化妆品产品包装外观要求JJF 1070-2000 定量包装商品净含量计量检验规则国家技术监督局令[1995]第43号定量包装商品计量监督规定卫法监发[2002]第229号化妆品卫生规范3 术语和定义3.1香粉由粉体基质、护肤和香精等原料配制而成,用于人面部的护肤品。
中华人民共和国轻工业行业标准

中华人民共和国轻工业行业标准QB/T1952.1_99软体家具沙发1999-07-12 发布2000-01-01实施国家轻工业局发布前言本标准是对ZB/TY81002.1-89《软体家具沙发》(该标准曾由国轻行)[1999]112号文发布转化标准号为QB/T3661.1-99,内容同前)和QB/T1952.1-94《软体家具沙发质量检验及分等综合评定》两项行业标准进行修订,并将该两项标准合并为一项产品标准。
本标准与原标准在技术内容上有以下变更:增加了沙发面料----皮革的理化性能要求,以及泡沫塑料拉伸强度和压缩永久变形的测定;补充了耐久性试验后压缩量c和蛇簧沙发耐久性试验次数的分级指标的要求;增加了沙发用料,木材含水率和耐久性试验通过次数的标识要求。
本标准附录A、附录B和附录C都是标准的附录。
本标准由国家轻工业局行业管理司提出。
本标准由全国家具标准化中心归口。
本标准起草单位:上海市家具研究所。
本标准主要起草人:沈炎熊自本标准实施之日起,国家轻工业局发布的行业标准QB/T3661.1-99《软体家具沙发》和行业标准QB/T1952.1-94《软体家具沙发质量检验及分等综合评定》作废。
1范围本标准规定了沙发的定义、产品分类、技术要求、试验方法、试验规则及标志、包装、运输和贮存。
本标准适用于供会客、休息等用途的普通沙发。
本标准不适用于特殊用途的沙发。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T3324_1995 木家具通用技术条件GB/T3325_1995 金属家具通用技术条件GB4689.4_84 皮革物理性能测试厚度的测定GB4689.5_84 皮革抗张强度和伸长率的测定GB4689.6_84 皮革撕裂力的测定GB4689.20_1996 皮革涂层粘着牢度测定方法GB4893.4_85 家具表面漆膜附着力交叉切割测定法GB4893.6_85 家具表面漆膜光泽测定法GB4893.7_85 家具表面漆膜耐冷热温差测定法GB4893.8_85 家具表面漆膜耐磨性测定法GB/T4893.9_92 家具表面漆膜抗冲击测定法GB/T6343_1995 泡沫塑料和橡胶表观(体积)密度的测定GB/T6344_1996 软质泡沫聚合物材料拉伸强度和断裂伸长率的测定GB6669_86 软质泡沫聚合材料压缩永久变形的测定GB8808_88 软质复合塑料材料剥离试验方法GB13022_91 塑料薄膜拉伸性能试验方法QB/T1327_91 皮革表面颜色摩擦牢度测试方法3定义3.1沙发是使用软质材料、木质材料或金属等材料制成的,具有弹性的,有靠背和扶手或无扶手的座具。
qb 2453.1-1999标准

qb2453.1-1999标准一、概述QB2453.1-1999标准,也被称为《QB标准第1部分:基本要求》,是中华人民共和国轻工业行业标准之一,主要用于规范QB类产品的基础技术要求。
QB类产品通常指日常生活用品,如牙刷、肥皂、餐具等。
本标准旨在确保产品质量和安全,维护消费者权益。
二、主要内容本标准主要包括以下几部分:1.基本要求:包括产品的名称、型号、规格、材料、结构、制造日期或有效期等。
这些信息应当清晰地标注在产品上,以便消费者识别和购买。
这些要求应当符合相关法律法规和标准。
3.试验方法:为确保产品质量符合标准,本标准规定了相应的试验方法和检测流程。
4.判定规则:根据试验结果,本标准规定了产品是否符合QB标准,以及相应的合格等级和不合格等级。
5.标志、包装、运输和储存:本标准还规定了产品的标志、包装、运输和储存要求,以确保产品在流通环节三、实施情况自本标准实施以来,QB类产品的生产、销售和市场监管得到了有效规范。
然而,随着市场的发展和消费者需求的多样化,QB标准也需要不断更新和完善。
四、建议和展望为了更好地规范QB类产品市场,建议相关部门加强标准的宣传和培训工作,提高生产企业的意识和能力。
同时,加强市场监管,对不符合QB标准的产品进行严格查处,维护消费者权益。
此外,随着科技的发展和消费者需求的不断变化,QB 标准也需要与时俱进,不断更新和完善,以适应市场的变化和发展。
未来,随着电子商务和网络购物的兴起,QB标准将面临新的挑战和机遇。
相关部门应加强与电商平台的合作,共同推动QB标准的实施和普及,为消费者提供更加安全、可靠的产品。
同时,加强国际合作,借鉴国际先进经验,提高QB标准的国际竞争力。
总之,QB2453.1-1999标准在规范QB类产品市场方面发挥了重要作用,但仍需不断完善和提高适应性和可操作性。
通过加强宣传、培训和市场监管,以及加强国际合作,我们可以为消费者提供更加安全、可靠的产品,促进QB类产品的健康发展。
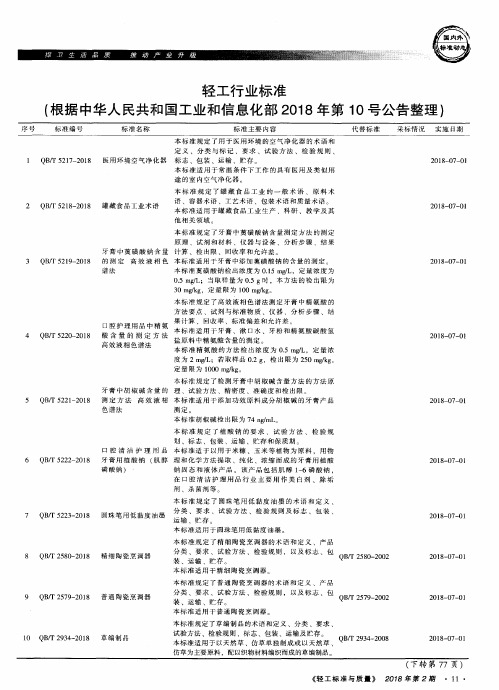
轻工行业标准(根据中华人民共和国工业和信息化部2018年第10号公告整理)
参 考 文 献 :
器开始下坡 的具体 时间点。其原因为 :仿形 轮驱动开沟
『11赵 其 斌 .玉 米 免 耕 深 松 全 层 施 肥 精 播 机 的 操 作
器 运 动 ,两 者 标 记 点 发 生 的 运 动 完 全 农 机 ,2017 (4):51—52.
T 业 用 缝 纫 机 计 算 缝 纫 机 的 产 品 分 类 、 要 求 、 试 验 方 法 、检 验 规 则 ,
16 QB/T 5228—2018 机 控 制 筒 式 综 合 送 料 以及 标 志 、包 装 、运 输 、贮 存 。
平 缝 缝 纫 机
本 标 准 适 用 于 缝 制 皮 革 、人 造 革 、 帆 布 等 中 厚 料 及 一
段 内 开 沟 器 于 平 地 运 动 ;40~50 S时 间 段 内 开 始 进 入 下
【2】黄 启 娟 , 秦 纹 .小麦 深 松 分 层 施 肥 精 播 机 械 化
坡 状 态 。
技 术 推 广 应 用 浅 析 【『】.山 东 农 机 化 ,2017 (1):28—
3 结 束 语
30.
而 10~50 S时 问 段 内 ,标 在 仿 形 轮 质 心 上 的点 发 生 竖 向 程 中 的仿 形 能 力 均 能 达 到 使 用 标 准 。
位 移 ,表 明该 时段 内仿 形 轮 进 入 下 坡 状 态 :
(3)仿 形 轮 和 开 沟器 间距 发 生 的变 化 并 未 影 响 开 沟
本 标 准规 定 了 工业用 计 算 机控 制 综 合送 料 平 缝 缝纫 机
工 业 用 缝 纫 机 计 算 的 术语 和 定 义 、产 品分 类 、要 求 、试验 方 法 、检验 规
14 QBf 5226—2018 机 控 制 综 合 送 料 平 缝 则 、标 志 、产品 使用说 明 书 、包 装 、运输 和 贮存 。
轻工行业国家标准

实施日期
2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-07-01 2020-03-01 2020-03-01 2020-03-01
2020-03-01
2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01 2020-03-01
纸、纸板和纸制品 丙烯酰胺的测定
34
GB/T 37860-2019
纸、纸板和纸制品 邻苯二甲酸酯的测定
35
GB/T 37869.3-2019 玻璃容器 真空凸缘瓶口 第 3 部分:三旋 38 普通规格
36
GB/T 37869.4-2019 玻璃容器 真空凸缘瓶口 第 4 部分:三旋 38 中等规格
层级目录
46
GB/T 38011-2019
鞋类 整鞋试验方法 帮带拔出力
地埋式滴灌管2020030114gbt202022019农业用乙烯乙酸乙烯酯共聚物eva吹塑棚膜gbt2020220062020030115gbt212422019烟花爆竹禁限用物质定性检测方法gbt2124220072020030116gbt220492019鞋类鞋类和鞋类部件环境调节及试验用标准环境gbt2204920082020030117gbt231662019发制品术语gbt2316620082020030118gbt231702019发制品假发头套及头饰gbt2317020082020030119gbt266932019计时仪器手表机心的形状尺寸和名称gbt2669320112020030120gbt267142019油墨圆珠笔和笔芯gbt2671420112020030121gbt320172019水性墨水圆珠笔和笔芯gbt3201720152020030122gbt378382019纸浆铜乙二胺ced溶液动力粘度的测定2020030123gbt378412019塑料薄膜和薄片耐穿刺性测试方法2020030124gbt378422019热塑性塑料球阀2020030125gbt378432019地毯耐酸性食物颜色沾色性能的测定2020030126gbt378512019玻璃容器小口瓶标准公差2020030127gbt378522019玻璃容器以容器底部作基准的高度和口部不平行度试验方法2020030128gbt378532019中性墨水圆珠笔和笔芯2020030129gbt378542019广口玻璃容器封合面平面度偏差试验方法20200301轻工标准与质量201905indd492019101418
QB-T-3521-1999

7 标志、包装、运输、贮存
了.1 卷筒的包装内层必须使用沥青防潮纸两层,并用一层塑料薄膜进行满包,打上堵塞,外包五层定量
不小于 loog/m“的包装纸,全涂水玻璃粘贴。 7.2 在卷筒两端面上,把包装纸折叠平整,用封头机压平,端面上贴一层直径与纸卷直径接近的圆形包 装纸 ,然后按箭头指示方向贴好包装标志 ,再用封头机挤压烫平 。最后用编织带在卷筒两头各捆一道 。编
/liuyx866
Na,'-Na,'X 1000
GX4
式中:Na,+— 由试样测得的PNa换算成Na+值,mg; Na y'— 由 空 白测得的PNa换算成Na十值,mg;
G— 绝 干 试 样 s/'r 3521一 1999
附加说明 : 本标准 由轻工业部造纸工业 司提出。 本标准 由全国造纸标准化 中心归 口。 本标准由四川省乐山造纸厂负责起草 。 本标准主要起草人彭宏 、陶利霞、张跪、陈文峰。 本标准参照苏联标准 rOCT 645-1979《电缆纸》
A3 测定步骤
称取 风 干 试样 Sg(精确至。.00 01 妒,一份测定水分,另一份于瓷柑锅中,先低温炭化,再移人高温
炉 中,在(575士25)`C温度下灼烧至无黑色炭素,冷后加人 1:I的盐酸 2mL溶解,在电热板上加热蒸 干,再加人 1:1盐酸溶液 2mL蒸干,最后加人 2mL浓盐酸蒸干,冷却后 ,分次用无钠水溶解柑祸内残
电杂质以及 肉眼可见的孔眼。 4.5 最大长度不大于 40mm的浆块,每卷不多于 4个。 4.6 卷筒两边应松紧一致,每卷断头不超过 3个,断头处应有明显标记。
5 试验方法
5.1 试样的采取按 CUB/T 450的规定进行 。 5.2 纸张尺寸按 GB/T 451.1 进行。 5.3 纸的厚度按 GB/T 451.3进行。 5.4 纸的定量按 GB/T 451.2进行 。 5.5 透气度按 GB/T 458(肖伯尔法)进行测定。 5.6 抗张强度按 GB/T 453进行测定。 5.7 撕裂度按 GB/T 455.1和 GB/T 455.2进行测定。 5.8 水抽提液电导率按 GB/T 7976进行测定。
轻工行业国家标准(根据中华人民共和国国家标准公告2019年第4号、第

16《轻工标准与质量》2019年第3期捍卫生活品质 推动产业升级国内外标准动态序号国家标准编号国家标准名称代替标准号实施日期1GB 30255-2019室内照明用LED 产品能效限定值及能效等级GB 30255-20132020/5/12GB 37478-2019道路和隧道照明用LED 灯具能效限定值及能效等级2020/5/13GB/T 17030-2019食品包装用聚偏二氯乙烯(PVDC)片状肠衣膜GB/T 17030-20082019/12/14GB/T 18454-2019液体食品无菌包装用复合袋GB/T 18454-20012019/12/15GB/T 37422-2019绿色包装评价方法与准则2019/5/106GB/T 37425-2019包装 非危险货物用柔性中型散装容器2019/12/17GB/T 18623-2011地理标志产品 镇江香醋GB 18623-20022019/5/10序号国家标准样品编号国家标准样品名称研 制 单 位有效期1GSB 02-3608-2019塑料简支梁冲击性能测定用标准样品 C40北京华塑晨光科技有限责任公司、中国石油化工有限公司北京燕山分公司树脂应用研究所3年2GSB 02-3609-2019塑料拉伸性能测定用标准样品 E13北京华塑晨光科技有限责任公司、中国石油化工有限公司北京燕山分公司树脂应用研究所3年3GSB 11-3622-2019乳粉中脂肪定量分析标准样品中国检验检疫科学研究院27个月4GSB 11-3623-2019乳粉中蛋白质定量分析标准样品中国检验检疫科学研究院27个月轻工行业国家标准(根据中华人民共和国国家标准公告2019年第4号、第6号整理)轻工行业国家标准样品公告(根据中华人民共和国国家标准公告2019年第5号整理)。
轻工行业国家标准

轻工行业国家标准(根据中华人民共和国国家标准公告2018年第17号整理)序号国家标准编号国家标准名称代替标准号实施日期1GB/T 742-2018造纸原料、纸浆、纸和纸板 灼烧残余物(灰分)的测定(575℃和900℃)GB/T 742-20082019-07-012GB/T 1546-2018纸浆 卡伯值的测定GB/T 1546-20042019-07-01 3GB/T 1912-2018字典纸GB/T 1912-20072019-07-014GB/T 5173-2018表面活性剂 洗涤剂 阴离子活性物含量的测定 直接两相滴定法GB/T 5173-19952019-07-015GB/T 5174-2018表面活性剂 洗涤剂 阳离子活性物含量的测定 直接两相滴定法GB/T 5174-20042019-07-016GB/T 5401-2018纸浆 碱溶解度的测定GB/T 5401-20042019-07-01 7GB/T 5836.1-2018建筑排水用硬聚氯乙烯(PVC-U)管材GB/T 5836.1-20062019-07-01 8GB/T 5836.2-2018建筑排水用硬聚氯乙烯(PVC-U)管件GB/T 5836.2-20062019-07-01 9GB/T 10335.2-2018涂布纸和纸板 轻量涂布纸GB/T 10335.2-20052019-07-01 10GB/T 10335.3-2018涂布纸和纸板 涂布白卡纸GB/T 10335.3-20042019-07-0111GB/T 10339-2018纸、纸板和纸浆 光散射和光吸收系数的测定(Kubelka-Munk法)GB/T 10339-20072019-07-0112GB/T 10801.2-2018绝热用挤塑聚苯乙烯泡沫塑料(XPS)GB/T 10801.2-20022019-07-01 13GB/T 12654-2018书写用纸GB/T 12654-20082019-07-0114GB/T 12914-2018纸和纸板 抗张强度的测定 恒速拉伸法(20mm/min)GB/T 12914-20082019-07-0115GB/T 13380-2018交流电风扇和调速器GB/T 13380-20072019-07-01 16GB/T 14629.1-2018小湖羊皮GB/T 14629.1-19932019-07-01 17GB/T 14629.4-2018猾子皮GB/T 14629.4-19932019-07-01 18GB/T 14787-2018黄鼬皮GB/T 14787-19932019-07-01 19GB/T 14788-2018貉皮GB/T 14788-19932019-07-01 20GB/T 15818-2018表面活性剂生物降解度试验方法GB/T 15818-20062019-07-01 21GB/T 16799-2018家具用皮革GB/T 16799-20082019-07-01 22GB/T 19278-2018热塑性塑料管材、管件与阀门 通用术语及其定义GB/T 19278-20032019-07-01 23GB/T 19812.4-2018塑料节水灌溉器材 第4部分: 聚乙烯(PE)软管 2019-07-01 24GB/T 20155-2018电池中汞、镉、铅含量的测定GB/T 20155-20062018-12-28 25GB/T 20811-2018废纸分类技术要求GB/T 20811-20062019-07-01 26GB/T 22364-2018纸和纸板 弯曲挺度的测定GB/T 22364-20082019-07-01 27GB/T 23332-2018加湿器GB/T 23332-20092019-07-01 28GB/T 24999-2018纸和纸板 D65亮度最高限量GB/T 24999-20102019-07-01国内外标准动态23《轻工标准与质量》2019年第1期24《轻工标准与质量》2019年第1期29GB/T 27741-2018纸和纸板 可迁移性荧光增白剂的测定GB/T 27741-20112019-07-0130GB/T 35451.2-2018埋地排水排污用聚丙烯(PP)结构壁管道系统 第2部分:聚丙烯缠绕结构壁管材 2019-07-0131GB/T 36911-2018运输包装指南 2019-07-0132GB/T 36920-2018锁具 术语 2019-07-0133GB/T 36921-2018牙膏中维生素B2、维生素B3和维生素B6的测定 高效液相色谱法 2019-07-0134GB/T 36922-2018玩具中有机磷阻燃剂含量的测定 气相色谱-质谱联用法 2018-12-28 35GB/T 36923-2018珍珠粉鉴别方法 X 射线衍射分析法 2019-07-0136GB/T 36924-2018钟表使用说明技术规范 2019-07-0137GB/T 36925-2018家用和类似用途电器的模块化 电冰箱的设计导则 2018-12-28 38GB/T 36926-2018家用和类似用途电器的模块化 空调器的设计导则 2018-12-28 39GB/T 36927-2018儿童饰品判定指南 2019-07-0140GB/T 36928-2018压光机术语 2019-07-0141GB/T 36929-2018皮革和毛皮 化学试验 全氟辛烷磺酰基化合物(PFOS)和全氟辛酸类物质(PFOA)的测定 2019-07-0142GB/T 36930-2018珍珠粉 2019-07-0143GB/T 36931-2018工业洗涤机械术语 2019-07-0144GB/T 36932-2018家用和类似用途电器安装及布线通用要求 2019-07-0145GB/T 36933-2018面向儿童的家用电器设计导则 2019-07-0146GB/T 36934-2018面向老年人的家用电器设计导则 2019-07-0147GB/T 36935-2018鞋类 鞋号对照表 2019-07-0148GB/T 36936-2018鞋类 鞋号术语 2019-07-0149GB/T 36942-2018化妆品中10种生物碱的测定 液相色谱串联质谱法 2019-07-0150GB/T 36943-2018电动自行车用锂离子蓄电池型号命名与标志要求 2019-07-0151GB/T 36944-2018电动自行车用充电器技术要求 2019-07-0152GB/T 36945-2018电动自行车用锂离子蓄电池词汇 2019-07-0153GB/T 36946-2018皮革 化学试验 多环芳烃的测定 气相色谱-质谱法 2019-07-0154GB/T 36947-2018面向老年人的家用电器用户界面设计规范 2019-07-0155GB/T 36949-2018双端LED 灯(替换直管形荧光灯用) 性能要求 2019-07-0156GB/T 36970-2018消费品使用说明 洗涤用品标签 2019-07-0157GB/T 36972-2018电动自行车用锂离子蓄电池 2019-07-0158GB/T 36975-2018鞋类通用技术要求 2019-07-0159GB/T 36979-2018LED 产品空间颜色分布测量方法 2019-07-0160GB/T 36985-2018纸、纸板和纸制品 挥发性有机化合物的测定 2019-07-0161GB/T 37031-2018半导体照明术语2018-12-28国内外标准动态。
中华人民共和国轻工业行业标准

中华人民共和国轻工业行业标准中华人民共和国轻工业行业标准QB/T 3896-1999代替GB/T 11953-1989钢板网1.主题内容与适用范围本标准规定了低碳钢板钢板网的型式尺寸、技术要求、试验方法、检验规则、标志、包装、运输、储存等。
本标准适用于建筑、防护、通风、隔离等工程方面的钢板网。
2.引用标准GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 912普通碳素结构钢和低合金结构钢薄板技术条件3.产品分类3.1产品标记3.1.1标记3.1.2钢板网标记示例板厚为1.2mm,短节距为12mm,网面宽度为2000mm,网面长度为4000mm的钢板网。
GW 1.2×12×2000×40004.钢板网技术要求4.1钢板网精度4.1.1丝梗厚度d应符合GB 912材料厚度的规定。
4.1.2丝梗宽度b的极限偏差应不超过基本尺寸的±10%,但允许L 1000mm的钢板网,整张网面超偏差宽丝梗不得超过4根(连续不的超过2根),其最大宽度应小于相邻丝梗宽度的125%。
L 1000mm的钢板网,整张网面超偏差宽丝梗不得超过2根,其最大宽度应小于相邻丝梗宽度的130%。
4.1.3网格短节距TL的极限偏差应不超过表2规定。
表2 mm TL极限偏差TL极限偏差TL极限偏差TL极限偏差5±0.4012+0.90-0.7022+1.30-1.1044+0.90-0.70 8+0.70-0.6014+0.70-1.1029+0.90-0.7055+2.70-2.201510+0.80-0.6018+1.10-1.0036+2.00-1.6065+3.20-2.704.1.4网面长度L、宽度B的极限偏差应表3 mm类别LB极限偏差L 1000+120 0+25 0L 1000+20 04.1.5网面长短差C不超过L的1.3%。
轻工行业标准(根据中华人民共和国工业和信息化部2016年第37、56号
2 01 7 - 01 - 01
注 3 :洗 涤 剂 配 方 中 的 典 型 无 机 组 分 , 如 氯 化 钠 、 硫 酸钠 、硼 酸 钠 、 三 聚 磷 酸 钠 、 过 硼 酸 钠 、硅 酸 钠
等 不 干 扰 ,但 过 硼 酸 钠 以 外 的漂 白 剂 在 分 析 前 应 予 以破 坏 ,且 样 品应 完 全 溶 于 水 。
7 Q B / T 4 9 7 2 — 2 0 1 6 暂 养 型 海 水 精
镁 等 有 利 于 水 产 品 存 活 的 无 机 盐 .经 混 合 均 匀 配 制 而 成 ,稀 释 后 与 海 水 主要 成 分 相 类 似 的 、供 海 水 类
食用水产品暂养的盐产品。
2 01 7- 01 — 0l
采 标 情 况 实 施 日期
Q B , r , s — z 。 鍪 蓑 曩 蕃 鬟 效 霪 釜 菁 蒿 黑
( 下铺 ) 、 电热 垫 。
2 0 1 7 - 0l 一 0l
本 标 准 规 定 了调 味 盐 的 要 求 、试 验方 法 、检 验 规 则 、
标 签 及 标 志 、包 装 、运 输 、贮 存 。
本 标 准 规 定 r测 定 表 面 活性 剂 原 材 料 和 按 配方 制 造
.
检 验 规 则 、标 志 、包 装 、运 输 、贮 存 。
2 01 7- 01 — 01
的 产 品 中 阳 离 子 表 面 活 性 剂 的 电 位滴 定 法 。 本 标 准 适 用 于 分 析 阳 离 子 表 面 活 性剂 。 若 以质 量 分 数 表 示 分 析 结果 时 ,则 阳离 子 表 面 活 性 表面活性剂
・
1 0・ 《 轻 工标 准 与 质 量》
轻工行业国家标准——根据中华人民共和国国家标准公告2020年第1号、第4号整理

实施日期 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01 2020-10-01
注:作为标准化工作的重要标准之一的 GB/T 1.1-2020《标准化工作导则 第 1 部分:标准化文件的结构和起草规则》已经于 2020 年 3 月 31 日(中 华人民共和国国家标准公告 2020 年第 4 号公告)发布,将全部代替 GB/T 1.1-2009《标准化工作导则 第 1 部分:标准的结构和编写》,自 2020 年 10 月 1 日起实施。
国内外 标准动态
捍卫生活告 2020 年第 1 号、第 4 号整理
序号 1 2 3 4 5 6 7 8 9 10 11 12
国家标准编号 GB/T 38464-2020 GB/T 38465-2020 GB/T 38466-2020 GB/T 38467-2020 GB/T 38474-2020 GB/T 38494-2020 GB/T 38607-2020 GB/T 38608-2020 GB/T 38609-2020 GB/T 38610-2020 GB/T 38611-2020 GB/T 38612-2020
国家标准名称 人造革合成革试验方法 耐揉搓性的测定 人造革合成革试验方法 耐寒性的测定 藤家具通用技术条件 家具用改性木材技术条件 家用不锈钢水槽 陶瓷器抗冲击试验方法 办公家具 桌台类 稳定性、强度和耐久性测试方法 油墨中可挥发性有机化合物(VOCs)含量的测定方法 家用深油炸锅 性能测试方法 家用电动洗干一体机 性能测试方法 办公家具 办公工作椅 稳定性、强度和耐久性测试方法 人造革合成革试验方法 拉伸负荷及断裂伸长率的测定
中华人民共和国轻工行业标准
QB/T******--200*饮料制造取水定额(征求意见稿)1、范围本标准规定了饮料制造取水定额的术语和定义、取水量计算方法和单位产品取水量定额。
本标准适用于饮料制造过程中取水量的管理。
本标准适用的包装容器为聚酯瓶、易开盖金属罐、铝制两片罐、塑料薄膜和其他薄膜复合制造的容器、玻璃瓶和其他塑料容器等。
本标准不适用于固体饮料。
2、规范性引用文件下列文件中的条款通过在本标准中引用而构成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用本标准。
然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用本标准。
GB 7119 评价企业合理用水技术通则GB 10789 饮料通则GB/T 12452 企业水平衡与测试通则GB/T 18820 工业企业产品取水定额编制通则3、术语与定义下列术语与定义适用于本标准。
3.1 取水量 quantity of water intake饮料企业在生产过程中从各种水源(自来水、地表水、地下水)提取之水量,即一级计量水表的水量。
3.2 单位产品取水量 quantity of water intake for unit product生产每吨产品需要从水源提取的水量。
3.3 主要生产取水量 quantity of water intake for major produce是指从原料的清洗、前处理直至产品制造全过程的耗水量。
此外,还应包括清洗装备用水和制备饮料用水的水处理装置所损耗的水。
3.4 辅助生产用水 water usage for auxiliary produce包括锅炉房、机修、制冷、空压机及真空泵站、污水处理站、化验室和贮运等的用水。
3.5附属生产用水 water usage for accessory produce包括企业办公、食堂、厕所、洗浴、洗衣房、环境清洁与绿化的用水。
轻工行业国家标准(根据中华人民共和国国家标准2017年第18、22、23、26号公告整理)
如印尼 的甲醛 、土耳其 的偶 氮 、哥伦 比亚 的铅要求 ,不 我 国造 成 重 大 影 响 的 玩 具 技 术 性 贸 易 措 施 ,并 在 TBT
像 欧 美 能 提 供 大量 的 毒 理 学 支 撑 。三 是 认 证 、标 签 等 程 例会上联 合有关 成员提出特别贸易关注 。五 是提高 自主
具 检 测 、4个 国 家 不 认 可 ILAC—MRA 实验 室 等 :二 是 发 估 .研 究 通 报 是 否 符 合 TBT协 定 ,视 情 况 向 WTO提 交
展 中 国 家 设 置 的 检 测 项 目及 其 限值 的 科 学 性 不 如 欧 美 , 评 议 意见 ,此 外 给 企业 提 供 共 性 应 对 指 导 。 四 是 识 别 对
建 立 玩 具 技 术 性 贸 易 措 施 研 究 评 议 基 地 。在 玩 具 产 业 聚
【2】 中 国海 关 总署 .统 计 月报 【DB/OL].2017—07—
集 地 建 立 评 议 基 地 。形 成 检 验 检 疫 机 构 牵 头 、地 方 政 府 01.http://w ww .custom s.gov.cn/custom s/index/index.htm1.
GB,I1 l8742.1—2oO2 GB厂r 18742.2—2002
2018一o5一Ol 2018—05—01
2018一O5一O1
4 GB,I1 34446—2017 固 定 式 通 用 LED灯 具 性 能 要 求
201 8—05—01
5 GB/Z 34447—2017 照 明设 备 的锐 边 试 验 装 置 和试 验程 序 锐 边试 验
201 8一O5—01
6 GB/T 34448—2017 生 活用 纸 及纸 制 品 甲 醛 含 量 的 测 定
中华人民共和国轻工行业标准食品工业企业诚信评价准则
( : 8 { ? A
中华 人 民共和 国轻 工行 业标 准
食 品工业 企 业诚 信评 价 准 则
Q/ 4 22 0 BT 1 —0 1 1
Cr d t v l a i n no m s o f o i us r e e pr s s e i e a u to r f r o d nd t y nt r ie
食 品工业
G / 21 信用 B T 2 17
企业 法 定代表 人( 实 际控 制 人) 或 信用 ; 企 业食 品质量安全保 障组织体系及相应管理制度 ;
G / 3 9 企业 质量 信用 等级 划分通 则 BT271
义 、 价 原则 、 价要 素和 评分规 范 。 } 平 评 . 本标准适 用于食品T业企业诚信管理 体系 的评价 委托 42 三年 内有 以下 行 为的企业 无参 评 资格 :
方、 受委托方和监督机构验证食品T业企业的诚信保 障能力。 2规 范性 引用文 件
下列 文件 对于 本文件 的应用 是 必不 可少 的 。凡 是 注
a )未按 Q / l l 准要求建立企业诚信管理体系 : BT 4 l 标 b )发生 重大 食 品安全 事故 ; c 1其 他严 重失信 行 为 。
日期 的引用 文件 , 仪注 日期 的版本 适用 于本 文件 。凡是不 5 评 价 要 素
. 注 日期 的引用 文件 , 其最 新 版本f 括所 有 的修 改单) 包 适用 51 企 业 基 本 状 况 于 本 文 件
5 评价 要素
6 评 分 规 范
本标准 主要起草人 : 王伟 、 乔东 、 王贵宝 、 申玉茹 、 宋全厚 、
张玲 、 赵艽 、 秦志光 、 南庆贤、 居乃琥 、 曹虎 、 谷雨 、 高观 、 王建德 、 解罔富、 刘凌 、 昆冈 、 宋 于建洋 、 沈志勇 、 刘静 、 谭晓东 、 涂阳纯 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QB/T******--200*
饮料制造取水定额
(征求意见稿)
1、范围本标准规定了饮料制造取水定额的术语和定义、取水量计算方法和单位产品取水量定额。
本标准适用
于饮料制造过程中取水量的管理。
本标准适用的包装容器为聚酯瓶、易开盖金属罐、铝制两片罐、塑料薄膜和其他薄膜复合制造的容器、玻璃瓶和其他塑料容器等。
本标准不适用于固体饮料。
2、规范性引用文件下列文件中的条款通过在本标准中引用而构成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用本标准。
然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用本标准。
GB 7119 评价企业合理用水技术通则
GB 10789 饮料通则
GB/T 12452 企业水平衡与测试通则
GB/T 18820 工业企业产品取水定额编制通则
3、术语与定义下列术语与定义适用于本标准。
3.1 取水量quantity of water intake
饮料企业在生产过程中从各种水源(自来水、地表水、地下水)提取之水量,即一级计量水表
的水量。
3.2 单位产品取水量quantity of water intake for unit product
生产每吨产品需要从水源提取的水量。
3.3 主要生产取水量quantity of water intake for major produce
是指从原料的清洗、前处理直至产品制造全过程的耗水量。
此外,还应包括清洗装备用水和制备饮料用水的水处理装置所损耗的水。
3.4 辅助生产用水water usage for auxiliary produce 包括锅炉房、机修、制冷、空压机及真空泵站、污水处理
站、化验室和贮运等的用水。
3.5 附属生产用水water usage for accessory produce
包括企业办公、食堂、厕所、洗浴、洗衣房、环境清洁与绿化的用水。
4、计算方法
4.1 一般规定
4.1.1 饮料制造的取水量系指用于产品的主要生产、辅助生产和附属生产的总取水量。
不包括综合利用产品的生产、基建、消防和生活区用水。
4.2 单位产品取水量
饮料制造单位产品取水量按式(1)计算:
Vui=Vi/Q ⑴
式中:Vui ------------ 单位产品取水量,单位为立方米每吨产品(mVt );
Vi ――年取水量的总和,单位为立方米(mi);
Q――年生产合格产品之总量,单位为吨(t )。
5、取水定额
饮料制造取水定额指标见表1。
表1 饮料制造取水定额指标
②表中一级为国内先进水平,二级为国内较好水平,三级为当前国内一般水平。
③表中带有附加调节系数的产品,其取水定额为表中所列的取水定额X调节系数。
例如,用回收玻璃瓶
灌装的碳酸饮料,其二级的取水定额是:2.5X 1.2= 3.0 m3/t产品。
④表中浓缩果蔬汁的取水定额指浓缩苹果汁,其它浓缩果蔬汁的调节系数的计算式为:单位产品原料
消耗量* 7,假设单位浓缩橙汁的原料消耗量是14,则其调节系数为14- 7 = 2。
⑤以果蔬原料直接制造的果蔬汁及其饮料,则再增加0.8 X果蔬原浆的取水定额。
⑥因技术原因只能低速热灌装的纸塑包装(如Elopak)果蔬汁产品,含果肉的调节系数为 3.0,清汁型
为 2.5。
6. 取水定额使用说明
6.1 饮料制造取水定额是企业取水的主要依据,是评价饮料企业节约用水水平的指标。
饮料制造取水定额可作为企业用水日常管理的辅助指标。
6.2 取水定额标准值为饮料制造最高准许值,企业在实际运行中的取水量应低于本指标。
6.3 饮料制造企业在水定额管理中的水平衡测试应符合GB/T 12452之规定。
附录A
饮料制造企业节水规范
为指导饮料制造节水技术开发和推广应用,推动节水技术进步,提高用水效率和效益,促进水资源的可持续利用,特制订《饮料制造企业节水规范》,供企业参照应用。
本规范主要参考了《中国节水技术政策大纲》,并结合我国饮料制造企业当前的实际情况编写。
A.1 饮料制造的生产用水主要包含工艺用水、洗涤用水、热力和冷却用水。
A.2 饮料用水
根据各种水源水(自来水、地表水和地下水)水质和产品要求合理选用饮料用水
的水处理方法,首先采用水的利用效率较高的工艺和装备,其顺序依次为:沙滤+碳
滤、石灰法、离子交换法、电渗析、超滤和反渗透。
A.3 采用蒸汽冷凝水回收再利用技术,建立蒸汽冷凝水回收网络和闭式回收系统,选用漏气率小、背压度大的节水型疏水器或无泵背压自动提升回收技术。
回收的蒸汽冷凝水可作锅炉用水、离子交换柱的再生用水或其它工艺用水的场合。
蒸汽冷凝水的回收率应达到80% 以上。
A.4 冷却水
A.4.1 对间接冷却的换热设备采用冷却水循环技术,选用高效环保节水型冷却塔,其运行过程的浓缩倍数不低于3。
在冷却水循环系统中采用防腐、阻垢、微生物处理技术,采用旁滤器。
A.4.2 回收和循环利用空气压缩机和制冷压缩机的冷却水。
A.4.3 回收和循环利用直接冷却包装产品的冷却水。
A.5 采用串联用水,提高水的利用率。
回收洗瓶、冲罐水,可将其用于隧道式冷却机的产品冷却用水。
冲洗金属罐的热水可用于温瓶机或常压巴氏杀菌装置;冷冲洗用水可作为间壁式冷却设备的冷却水。
A.6 回收水处理设备中的反冲洗用水。
A.7 采用双效以上蒸发浓缩技术,使用热压缩式蒸汽回收系统。
回收利用产品浓缩过程中产生的蒸汽冷凝水。
A.8 推广酸、碱液和清水回收的CIP 装置。
对工艺管线较长的物料管采用排空技术。
A.9 选用高效换热设备、推广物料换热节水技术,优化换热流程和换热器组合,发展新型高效换热器。
A.10 推广节水节能型生产技术装备,推广无菌灌装技术。
热水回收的杀菌机、巴里砍式淋水杀菌装置和无篮杀菌装置等,推广应用鼓胀板式蜂窝夹套技术制作的夹套容器。
A.11 依照不同工艺换热设备及其工况条件合理选择蒸汽疏水阀。
杜绝各种阀门的跑冒滴漏。
A.12 用高压水枪冲洗地面和设备,减少用水量和废水排放。
A.13 加强用水的统计和管理,对重点用水系统和设备配置计量水表和控制仪表。
有条件的企业可实现计算机和自动监控系统。
A.14 加强对生产工艺技术的研究,采用节能节水的技术路线。
A.15 新建厂房要对生产废水和生活污水分别设置排水管道。
生产废水、尤其是果蔬原料的清洗水应加以回收,回收方法可采用机械过滤和澄清,也可采用漩液分离器等装置。
果蔬原料清洗废水的回收率应达到80% 以上。
A.16 推广和开发中水利用,鼓励使用中水灌浇绿地。
A.17 企业应根据用水原始记录和用水系统流程的实际情况,定期进行水平衡测试工作,並作为企
业合理用水考核依据之一。