熔化极气体保护焊课程教案
熔化焊接培训教案模板范文

一、课程名称:熔化焊接技术培训二、授课对象:焊接技术爱好者、焊接从业者、焊接技术人员三、课程目标:1. 使学员掌握熔化焊接的基本原理和操作技能;2. 提高学员焊接质量,降低焊接缺陷;3. 增强学员的安全意识,预防焊接事故的发生;4. 使学员具备一定的焊接技术分析能力。
四、课程内容:一、熔化焊接基础知识1. 熔化焊接的定义及分类2. 熔化焊接的原理3. 熔化焊接的特点及应用二、焊接材料1. 焊条、焊丝、焊剂、保护气体等焊接材料的选择与使用2. 焊接材料的性能及对焊接质量的影响三、焊接设备1. 焊机、焊枪、焊炬等焊接设备的使用与维护2. 焊接设备的性能及对焊接质量的影响四、焊接工艺1. 焊接接头形式及焊接顺序2. 焊接参数的确定及调整3. 焊接工艺的编制与实施五、焊接缺陷分析及预防1. 常见焊接缺陷的类型及产生原因2. 焊接缺陷的检测与评定3. 焊接缺陷的预防措施六、焊接安全与环保1. 焊接作业中的安全操作规程2. 焊接作业中的环境保护措施3. 焊接作业中的职业健康防护七、焊接案例分析1. 优秀焊接案例分享2. 焊接事故案例分析八、实操训练1. 焊条电弧焊实操2. 气体保护焊实操3. 等离子弧焊实操五、教学方法:1. 讲授法:系统讲解熔化焊接技术相关知识;2. 案例分析法:通过实际案例,提高学员的分析能力;3. 实操训练法:使学员掌握焊接操作技能;4. 互动讨论法:鼓励学员积极参与,提高学员的沟通能力。
六、考核方式:1. 理论考试:检验学员对熔化焊接基础知识的掌握程度;2. 实操考核:检验学员的焊接操作技能;3. 安全意识考核:检验学员的安全意识及对焊接事故的预防能力。
七、课时安排:1. 理论课程:共计40课时;2. 实操课程:共计20课时。
八、教学进度安排:1. 第一周:熔化焊接基础知识;2. 第二周:焊接材料;3. 第三周:焊接设备;4. 第四周:焊接工艺;5. 第五周:焊接缺陷分析及预防;6. 第六周:焊接安全与环保;7. 第七周:焊接案例分析;8. 第八周:实操训练。
熔化极气体保护焊

2.送丝装置 送丝系统通常是由送丝机(包括电动机、减速器、 校直轮、送丝轮)、送丝软管、焊丝盘等组成。盘 绕在焊丝盘上的焊丝经过校直轮和送丝轮送往焊 枪。 根据送丝方式的不同,送丝系统可分为四种类型: 推丝式、拉丝式、推拉丝式、行星式(线式)。
3.焊枪 熔化极气体保护焊的焊枪分为半自动焊焊枪(手握 式)和自动焊焊枪(安装在机械装置上)。在焊枪内 部装有导电嘴(紫铜或铬铜等)。焊枪还有一个向 焊接区输送保护气体的通道和喷嘴。喷嘴和导电 嘴根据需要都可方便地更换。此外,焊接电流通 过导电嘴等部件时产生的电阻热和电弧辐射热一 起,会使焊枪发热,故需要采取一定的措施冷却 焊枪。
4、适用的焊材 适用于焊接大多数金属和合金,最适于焊接碳钢和 低合金钢、不锈钢、耐热合金、铝及铝合金、铜 及铜合金及镁合金。
对于高强度钢、超强铝合金、锌含量高的铜合金、 铸铁、奥氏体锰钢、钛和钛合金及高熔点金属, 熔化极气体保护焊要求将母材预热和焊后热处理, 采用特制的焊丝,控制保护气体要比正常情况更 加严格。
4.焊枪角度
50~70度,需依据现场情形及工件焊接工艺要求来定!
5.焊丝干伸长度 焊接时,焊丝端头距导电嘴端部的距离。 根据气体的保护性,飞溅物在喷嘴处的附着情况和不 同的焊接电流来设定焊丝的干伸长度。 焊丝的干伸长度过长时: (1) 焊机上的电压计出现偏移,电流减少,这是因为由于 焊丝伸出部分的阻抗发热使 电压降加大 ,导致电流减少。 (2) 与相同的电流时的情况比较,焊丝的熔化量增加。 (3) 气体的保护作用下降,这是因为喷嘴与母材之间的 距离变大。
熔化极气体保护焊
班级:材加10A 姓名:李青荃
A.熔化极气体保护焊的原理及分类 B.熔化极气体保护焊设备的主要构成 C.影响焊接施工的因素
《熔化极气体保护焊》课程教案

技能目标:会装拆焊丝盘,会调整送丝机构 态度目标:细致沉着 教学重点:焊丝的结构、分类、牌号和主要成分
教学难点:送丝机构的原理和调整方法 课 型:理实一体化课 主要教学方法: 讲授教学法、示范教学法
教
学
过
程
Ⅰ、教学准备:
准备好课件、一体化实训场。
Ⅱ、组织教学:
湖南机电职业技术学院教案
第 五 次教案 第 1 页
《熔化极气体保护焊》课程教案
备课组长签名:次
日期
课 题:CO2 气保焊丝的选用、装盘及送丝速度调整训练(一)
教学目标(知识、技能、态度目标 ) 知识目标:1、掌握 CO2 气保焊丝的组成结构、分类、牌号及选用与管理
1. 考勤 2. 询问作业完成情况。 Ⅲ、导入: 1. 气体的理想流动状态及流态辨识和调整
2. 焊丝对焊接的作用。
教学方法与时间分配
5’检查到课情况,询问课后学习 情况,解答学生疑问。 10’前讲回顾
问题导入(稍提)
湖南机电职业技术学院教案
第 五 次教案 第 2 页
教
学
过
程
教学方法与时间分配
Ⅳ、新 课:
一、焊丝的作用与结构 1.焊丝的作用 2.焊丝的组成结构 二、焊丝的分类与牌号 1.焊丝的分类 2.焊丝的牌号及常用焊丝的主要成分 3. 焊丝的选用与管理 三、送丝机构
1. 对送丝机构的要求 2. 送丝机构的工作原理与组成结构 3. 送丝机构的调整 四、送丝机构的调整训练 1. 焊丝盘装拆 2. 送丝速度调整 Ⅴ、课堂小结:
(1) 焊丝的分类、牌号、选用与管理要求 (2) 对送丝机构的要求及送丝机构的调整
10’老师讲解。 20’老师详细讲解。
熔化极惰性气体保护电弧焊
熔化极惰性气体保护电弧焊一、教学目的:掌握MIG焊的特点及应用了解MIG焊设备的组成掌握MIG焊熔滴过渡的特点理解亚射流过渡的意义理解MIG焊保护气体的选用掌握焊接工艺参数的选择了解脉冲MIG焊,窄间隙MIG焊等其他MIG方法二、教学重点:MIG焊的特点及应用MIG焊熔滴过渡的特点——亚射流过渡MIG焊接工艺参数的选择三、教学难点:MIG焊熔滴过渡的特点——亚射流过渡MIG焊保护气体的选用四、参考学时数:4~6学时五、主要教学内容:第一节 MIG焊的特点及应用一、MIG焊的基本原理MIG焊是才采用惰性气体作为保护气,使用焊丝作为熔化电极的一种电弧焊方法。
使用的保护气体通常为氩气或氦气或它们的混合气体作为保护气。
二、MIG焊的特点1、焊接质量好2、焊接生产率高3、适用范围广MIG焊的缺点在于无脱氧去氢作用,因此对母材及焊丝上的油、锈敏感;另外,MIG焊的抗风能力差,设备比较复杂。
三、MIG焊的应用MIG焊适合焊接低碳钢、低合金钢、耐热钢、不锈钢、有色金属及其合金等多种材料。
第二节 MIG焊设备一、组成及要求1、焊接电源MIG焊的时候,我们一般都是采用直流反接。
半自动焊时,使用的焊丝比较细,一般小于2.5mm;自动焊时,使用的焊丝直径常大于3mm。
2、送丝机构MIG焊的送死机构和CO2焊相似,分为推丝式、拉丝式和推拉丝式。
如果焊丝比较细的话,一般选用拉丝式和推拉丝式比较好。
3、焊枪焊枪分为半自动焊枪和自动焊枪,有水冷和气冷两种形式。
4、控制系统控制系统的主要作用是:引弧前预先送气,焊接停止时,延迟停气;送死控制和速度调节;控制主回路的通断等。
5、供气、供水系统供水系统主要用来冷却焊枪,防止焊枪烧损。
二、典型控制电路(一)焊机的组成及作用(二)各主要部分的工作原理1、ZPG2-500型弧焊整流器2、SS-2型半自动送丝机构3、Q-1型半自动焊枪(三)焊机控制电路的工作过程第三节 MIG焊工艺一、熔滴过渡特点MIG焊采用一种介于短路过渡和射流过渡之间的一种特殊形式,称为亚射流过渡。
教案-气体保护电弧焊(4学时)-杜锦军
第五章气体保护电弧焊一、本章教学目的:1、了解气体保护电弧焊的基本原理和设备2、了解气体保护焊的冶金特点3、了解气体保护焊的熔滴过渡形式及飞溅的防止措施。
二、教学重点、难点重点:气体保护电弧焊的基本原理设备及冶金特点(其它内容简单串讲)三、培训课时:4学时四、教学方法:讲授法、多媒体教学法五、教学内容:附后六、思考1、气体保护电弧焊主要应用在哪些方面?5.1气体保护电弧焊的基本知识一)原理:利用外加气体作为电弧介质并保护电弧和焊接区的电弧焊称为气体保护电弧焊。
简称:气保焊二)应用:气保焊与其他焊接方法相比有很多优点,近几年发展很快,应用范围越来越宽。
1、分类:1)按电极是否熔化分为:(1)非熔化极(钨极)惰性气体保护焊(TIG);(2)熔化极气体保护焊(GMAW);2)按保护气体分为:(1)熔化极惰性气体气体保护焊(MIG);(2)氧化性混合气体保护焊(MAG);(3)二氧化碳气体保护焊(4)管状焊丝气体保护焊(FCAW)。
三)特点:1、明弧,可见性好,基本可以不清渣;2、热量集中,焊接速度快,变形小;3、便于实现焊接过程机械化、自动化,特别是全位置机械化焊接;4、可焊范围广,规格范围宽;5、对环境、清理要求高;6、电弧温度高,弧光更强;7、焊接设备较复杂,价格也较贵。
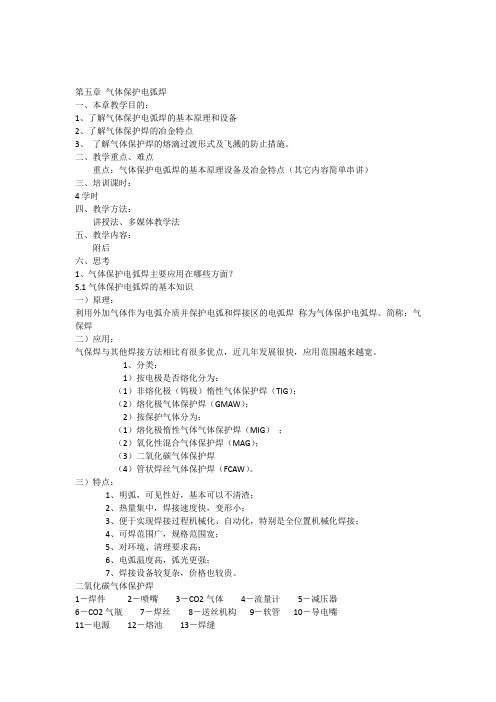
二氧化碳气体保护焊1-焊件2-喷嘴3-CO2气体4-流量计5-减压器6-CO2气瓶7-焊丝8-送丝机构9-软管10-导电嘴11-电源12-熔池13-焊缝氩弧焊:熔化极氩弧焊、钨极氩弧焊7.2气体保护焊的安全操作一、安全技术要点:1、具有焊条电弧焊的基本安全特点;2、大电流密度、强弧光、高温度、强紫外线作用下产生的高浓度有害气体,高于焊条电弧焊4—7倍,特别要注意通风;3、加强对高频震荡器防护;4、对电极材料的放射性元素要采取有效防护措施,特别是修磨电极时更要采取防护措施,工作后要手;5、所用气瓶都属高压压缩气瓶,要执行使用规定。
6、气体保护焊对气体纯度要求较高,气瓶内气体不可用尽,以防杂质气体倒灌。
项目四熔化极惰性气体保护焊课程名称焊接方法与设备班级授课
缺点:成本较高;对杂质敏感。
三、MIG焊的应用
材料:常用黑色和有色金属均可(但由于成本的原因,多用于有色金属的焊接)
厚度:厚、薄均可(薄板除短路过渡外,还可用脉冲)
位置:可全位置
结构:中、厚板的有色金属结构,尤其是铝合金结构,如铝罐等
[教学总结]:
1.MIG焊的基本原理
2.MIG焊的特点及应用
教学后记
MIG焊与CO2焊对比讲解,有利于学生理解和掌握。
二、MIG焊的特点
1.与TIG焊相比,连续送丝,电流密度大,焊丝熔化速度快,不需要频繁停机,生产效率高。
2.与CO2电弧焊相比,熔化极氩弧焊电弧状态稳定,熔滴过渡平稳,飞溅很少。
3.由于惰性气体不与熔化金属产生冶金反应,避免氧化和氮化,在电极焊丝中不需要加入特殊的脱氧剂,使用与母材同等成分的焊丝即可进行焊接。
4.几乎可以焊接所有金属,尤其适用于铝合金、铜合金、钛合金和不锈钢的焊接,直流反接焊接铝及铝合金,对母材表面的氧化膜有良好的阴极雾化清理作用。
5.焊接成本比CO2电弧焊高,焊接生产率也低于CO2电弧焊
6.焊接准备工作要求严格,包括对焊接材料的清理和焊接区的清理等
7.厚板焊接中的封底焊焊缝成形不如TIG焊质量好
MIG焊弥补了其不足。
[知识链接]:
一、MIG焊的基本原理
采用与母材相近材质的焊丝作为电极,,可熔化的焊丝与焊件之间的电弧作为热源来熔化焊丝与母材金属,焊丝熔化后形成熔滴过渡到熔池中,与熔化的母材共同形成焊缝。以惰性气体作为保护气体,向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属避免受周围空气的有害作用。
项目四熔化极惰性气体保护焊
第二章 熔化极气体保护焊讲义
第二章熔化极气体保护焊2.1熔化极气体保护焊方法的原理熔化极气体保护焊(英文简称GMAW)采用可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝与母材金属,并向焊接区输送保护气体,使电弧、熔化的焊丝、熔池及附近的母材金属免受周围空气的有害作用。
连续送进的焊丝金属不断熔化并过度到熔池,与熔化的母材金属融合形成焊缝金属,从而使工件相互连接起来,如图2.1所示。
图2.1 熔化极气体保护焊的工作原理2.2熔化极气体保护焊的分类熔化极气体保护焊根据保护气体的种类不同可分为:熔化极惰性气体保护焊(英文简称MIG)、熔化极氧化性混合气体保护焊(英文简称MAG)和CO2气体保护电弧焊三种。
1.熔化极惰性气体保护焊(MIG):保护气体采用氩气、氦气或氩气与氦气的混合气体,它们不与液态金属发生冶金反应,只起保护焊接区使之与空气隔离的作用。
因此电弧燃烧稳定,熔滴过度平稳、安定,无激烈飞溅。
这种方法特别适用于铝、铜、钛等有色金属的焊接。
2.熔化极氧化性混合气体保护焊(MAG):保护气体由惰性气体和少量氧化性气体混合而成。
由于保护气体具有氧化性,常用于黑色金属的焊接。
在惰性气体中混入少量氧化性气体的目的是在基本不改变惰性气体电弧特性的条件下,进一步提高电弧的稳定性,改善焊缝成型,降低电弧辐射强度。
3.二氧化碳气体保护电弧焊(CO2):保护气体是CO2,有时采用CO2+O2的混合气体。
由于保护气体的价格低廉,采用短路过度时焊缝成型良好,加上使用含脱氧剂的焊丝可获得无内部焊接缺陷的高质量焊接接头,因此这种方法已成为黑色金属材料的最重要的焊接方法之一。
2.3熔化极气体保护焊设备的主要构成熔化极气体保护焊设备主要由下部分构成:1.焊接电源及控制装置2.送丝装置3.焊枪4.气体流量调整器5.连接电缆和软管其中,控制装置和焊接电源一般是做成一体的。
2.3.1焊接电源有关焊接电源的内容将在下面各种焊接方法中分别介绍。
2.3.2送丝装置送丝装置由下列部分构成:①.焊丝送进电机②.保护气体开关电磁阀③.送丝滚轮焊丝供给装置是专门向焊枪供给焊丝的,在机器人焊接中主要采用推丝式单滚轮送丝方式。
熔化极惰性气体保护电弧焊
石家庄理工职业学院教案第一节熔化极惰性气体保护焊的特点和应用一、熔化极惰性气体保护焊的基本原理熔化极惰性气体保护焊是采用惰性气体(氩气或氦气)或它们的混合气体作为保护气体,焊丝既作为电极又作为填充金属,在焊接过程中焊丝不断熔化并过渡到熔池中去,成为焊缝金属的一部分。
以Ar或He作保护气体时,称之为熔化极惰性气体保护焊,简称为MIG焊接。
如果用Ar+O2、Ar+CO2或者Ar+CO2+O2等混合气体作为保护气体则称之为熔化极活性混合气体保护焊,简称为MAG焊接。
二、熔化极惰性气体保护焊的特点由于熔化极惰性气体保护焊采用的是惰性气体作为保护气体,与埋弧焊、焊条电弧焊等其它熔化极电弧焊相比,它具有如下一些特点:1.焊接质量好由于采用惰性气体作保护气体,保护效果好,焊接过程稳定,变形小,飞溅极少或根本无飞溅。
2.焊接生产率高由于是用焊丝作电极,可采用大的电流密度焊接,因而母材熔深大,焊丝熔化速度快。
3.焊接范围广由于采用惰性气体作保护气体,不与熔池金属发生反应,保护效果好,几乎所有的金属材料都可以焊接。
三、熔化极惰性气体保护焊的应用熔化极惰性气体保护焊适合于焊接低碳钢、低合金钢、耐热钢、不锈钢、有色金属及其合金。
低熔点或低沸点金属材料如铅、锡、锌等,不宜采用熔化极惰性气体保护焊。
目前在中等厚度、大厚度铝及铝合金板材的焊接,已广泛地应用熔化极惰性气体保护焊。
所焊的最薄厚度约为1mm,厚度基本不受限制。
[教学总结]:1.熔化极氩弧焊方法的原理2.熔化极氩弧焊方法的应用作业P132 1、2第二节 MIG焊设备一、组成及要求熔化极惰性气体保护焊设备主要由焊接电源、送丝机构、焊枪、控制系统、供水供气系统等部分组成。
1、焊接电源为了保证焊接过程稳定,减少飞溅,焊接电源均采用直流电源,且反接。
2、送丝机构送丝机构与CO2气体保护焊的送丝机构相似,分为推丝式、拉丝式和推拉丝式。
3、焊枪焊枪分为半自动焊枪和自动焊枪,有气冷和水冷两种形式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教学难点:根据故障表现分析故障原因 课 型:理实一体化课 主要教学方法: 讲授教学法、示范教学法、案例教学法
教
学
过
程
Ⅰ、教学准备:
准备好课件、一体化实训场。
Ⅱ、组织教学:
1. 考勤 2. 询问作业完成情况。 Ⅲ、导入: 1. 气保焊丝应怎样选择,送丝速度如何调整
教学方法与时间分配
5’检查到课情况,询问课后学习 情况,解答学生疑问。 10’前讲回顾
1. 故障源判断 2. 故障排除流程 3. 故障排除方法 四、送丝机构拆装训练 1. 拆卸准备、拆卸过程记录 2. 装配及调试 Ⅴ、课堂小结:
(1) 送丝机构的工作原理与结构 (2) 送丝机构的常见故障及排除
10’老师讲解常见故障表 现。
30’根据故障表现,分析故 障原因。
20’以对象为中心,判断故 障源并制定相对应措施,排 除故障。
湖南机电职业技术学院教案
第 六 次教案 第 1 页
《熔化极气体保护焊》课程教案
备课组长签名:______________
教师签名: 易传佩
班次
日期
课 题:CO2 气保焊丝的选用、装盘及送丝速度调整训练(二)
教学目标(知识、技能、态度目标 ) 知识目标:1、掌握送丝系统常见故障的排除方法
技能目标:能排除送丝系统故障 态度目标:勤于思考,善于分析 教学重点:送丝系统故障及排除
2. 送丝系统出现故障怎么办?
问题导入,简要提出
湖南机电职业技术学院教案
第 六 次教案 第 2 页教学过源自程教学方法与时间分配
Ⅳ、新 课:
一、送丝系统故障表现 1.不送丝或送丝不畅 2.电流或电压不稳 二、送丝系统故障原因分析 1.送丝电机及其驱动电路故障 2.送丝执行机构故障 3. 送丝速度控制信号故障 三、送丝机构故障排除
90’老师拆解和装配示范并 讲解,然后学生训练,老师 指导。
10’老师引导学生归纳
Ⅵ、作业布置:
5’作业要求、答题方法。
(1) 列表归纳送丝机构的故障表现,形成原因和排
除方法。 Ⅶ、课后分析: