国标与美标焊接符号标识区分
槽钢焊接符号
槽钢焊接符号一、槽钢介绍槽钢是一种常见的钢材型材,其截面形状呈槽状,常用于建筑、桥梁、工程、机械制造等领域。
由于其形状特殊,对槽钢的焊接有一定的要求,需要使用特定的焊接符号。
二、焊接符号的作用焊接符号是一种图形符号,用于表示焊缝的形状、尺寸、位置、焊接方法和技术要求等信息。
它可以在焊接图纸上标示出具体的焊接要求,方便焊接工人理解和执行。
三、槽钢焊接符号的分类槽钢焊接符号根据不同的标准和要求可以分为多种类型,常见的包括美标符号和国标符号。
美标符号一般以字母表示,国标符号一般以数字表示,下面将对这两种符号进行详细介绍。
3.1 美标符号美标符号采用字母、数字和符号结合的方式,表示了焊缝的形状、尺寸、位置和其他关键信息。
常见的美标符号有以下几类:•矩形符号:表示直角焊缝。
•V型符号:表示V型焊缝。
•U型符号:表示U型焊缝。
•J型符号:表示J型焊缝。
•焊接角符号:用于表示在不同焊接角度下的符号。
3.2 国标符号国标符号采用数字和符号结合的方式,用于表示焊缝的形状、尺寸和其他关键信息。
国标符号相对简洁明了,易于理解和执行。
常见的国标符号有以下几类:•直缝焊缝符号:用于表示直缝焊缝的形状和尺寸。
•斜缝焊缝符号:用于表示斜缝焊缝的形状和尺寸。
•V型焊缝符号:用于表示V型焊缝的形状和尺寸。
•U型焊缝符号:用于表示U型焊缝的形状和尺寸。
四、槽钢焊接符号的应用槽钢焊接符号在实际应用中具有重要意义,它能够确保焊接质量和效率,提高工作效率。
以下是槽钢焊接符号的常见应用场景:1.建筑结构中的焊接:槽钢常常用于建筑结构中,比如钢结构、桥梁、楼板等,对槽钢的焊接符号要求较高,需要保证焊缝的质量和强度。
2.机械制造中的焊接:槽钢在机械制造中的应用广泛,如机床、起重设备、输送设备等,焊接过程中需要准确地使用焊接符号,以确保焊接质量和机械性能。
3.管道工程中的焊接:在一些管道工程中,槽钢常用作管道支架、连接器等,对焊接质量和符号的要求十分严格,需要符合相关标准和规范。
焊接符号的识别
焊接符号的识别
什么是焊接符号
焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么用
焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:
(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊缝的基本符号
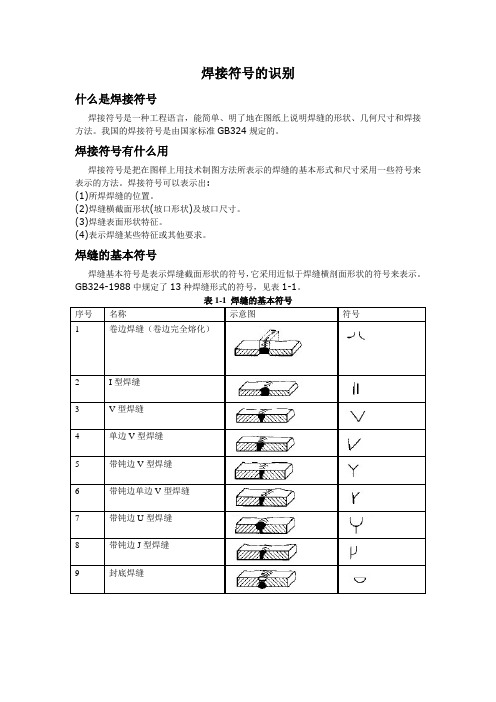
焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表1-1。
表1-1 焊缝的基本符号
焊缝的辅助符号
辅助符号表示焊缝表面形状特征的符号,见表1-2。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表1-2 辅助符号
焊缝的补充符号
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表1-3。
表1-3 补充符号
中外常用焊接符号的不同含义
表示焊脚高为5mm 在箭头侧焊接
示焊中心
5mm在箭头侧焊接
表示焊脚高为5mm
在非箭头侧焊接。
焊接图纸符号解读,终于能看懂了

焊接图纸符号解读,终于能看懂了展开全文一般的机械人刚开始看焊接图纸,有看天书的赶脚。
本文罗列了各种焊接图纸符号和解读。
基本坡口符号坡口符号焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
焊接符号详解

在指引线的尾部表注相同焊缝的数量N和焊接方 法。
焊缝标注与说明见表7-4。
表7-4 常见焊缝标注及说明
图7-37 焊接装配图实例(支架)
在CAXA电子图板中的尺寸标注中提供了焊接符号的标注 方法。选择尺寸标注中的焊接符号将弹出如图7-38所示的对话 框。
在焊缝基本符号的上侧或下侧,标注坡口角度α;
图7-34 双面焊缝(单边V形焊缝)
焊接图应将焊接件的结构和焊接有关的技术参数表示清楚。
如图7-32a、b所示。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧,如图7-33中的角焊缝符号。
常见焊缝的基本符号如表7-1所示,它用来说明焊缝横截面的形状,线宽为标注字符高度的1/10,如字高为3.
图7-31 焊缝的指引线
(3)、箭头线对于焊缝的位置一般没有特殊的要求。当箭头 线直接指向焊缝时,可以指向焊缝的正面或反面。但当标注单 边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时, 箭头线应当指向有坡口一侧的工件。如图7-32a、b所示。
(a)
(b)Leabharlann (c)图7-32 基本符号相对基准线的位置(U、V形组合焊缝)
辅助符号见表7-2所示,它是表示焊缝表面形状的符号, 如凸起或凹下等;
补充符号见表7-3所示,它是用来表示焊缝的范围等特 征的符号。
表7-2 焊缝的辅助符号
(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为 箭头线)和两条基准线(其中一条为实线,另一条为虚线,基 准线一般与图纸标题栏的长边平行)必要时可以加上尾部 (90°夹角的两条细实线),如图7-31所示。
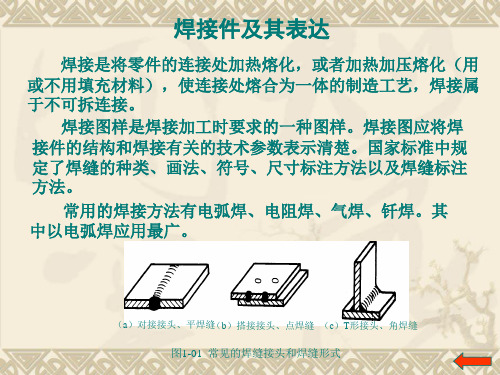
常用的焊接方法有电弧焊、电阻焊、气焊、钎焊。其 中以电弧焊应用最广。
焊接很难学吗,焊接符号很难辨认?国标与欧标的标示有什么不同?
焊接很难学吗,焊接符号很难辨认?国标与欧标的标示有什么不同?焊接是一门专业,真正的想搞懂,搞明白,是要下一份功夫的。
不同的标示方式代表不同的焊接形式。
而焊接形式又被焊接位置,板材厚度,焊接检测方式等来决定。
所以,根据笔者多年工程设计经验,基础焊接知识很重要,打牢基础,基本可以处理工作中80%的问题。
剩下的20%自己真要好好看书和平时积累了。
常用的焊接为角焊缝(Fillet weld),半熔透(Part penetration weld)和全熔透(Full penetration weld),他们都可以烧平焊,立焊和仰焊。
这些是常用的,记住这些就够了,记住他们焊接原理,焊接符号即可。
至于通常说的I形焊缝,K形焊缝和Y形焊缝等,都是焊缝形式,不是焊缝类型。
1. 角焊缝板材不需要开破口,两块板放在一起,直接焊接即可。
2. 半熔透是在其中一块板上面开破口,但破口的深度一般不会超过板的一半。
这种一般用在密封,但又不需要承受很大力的位置比较多。
比如封板等3. 全熔透一般有两种情况,一种是主梁(主受力件)之间,开破口焊接。
一般小于20厚的板,开单V破口;20~25厚的板会开K形破口;25以上的,基本都是X形破口。
最常用的是但V破口和K形破口。
X形破口在船厂比较常见,其它地方很少。
还有几个常用的,点焊(主要用于装配过程当中,用途是暂时固定构件),断焊(焊一段,隔一段距离再焊一段,主要用于薄板非受力构件,也是装饰构件)。
还有一个重要的符号,很多地方会用到,就是磨平符号,主要用于半熔透和全熔透焊缝上。
以上几种焊接形式,基本囊括80%常见的工程焊接形式,知道以上几种焊接方法和原理,工作中很少遇到焊接的问题。
以上焊接符号,全部是国标(中国标准)的表示方法。
国内和国外的焊缝形式,有什么区别呢?1. 中国大陆一般使用国标2. 中国香港,澳门,台湾,一般使用英标比较多(EN)3. 日本,新加坡或者一些欧美国家,使用DNV,ABS和AWS的标准比较多。
美标与国标焊接规范对比
81
SAW
6~10
F
b=0
±0
0,+1.5
AWS D1.1
SMAW GMAW FCAW
SAW
6(max) 所有 10(max) 所有
10(max) F
R=T1/2 R=0 到 3
R=0
+2,-0 +2,-0
±0
+2,-3 +2,-3
+2,-0
总结
JGJ 81
I 型坡口 T 型接头、角接接头,背部清根,差异主要体现在偏差允许值上,AWS 所允许的偏差范围大于 JGJ81。
所有
6(10)
45° 30°
b:0,+1.5
b:-1.5,+6
0~2
a1: 0°,+10° a1: -5°,+10°
GMAW FCAW
6(min)
所有
6(10)
45° 30°
P:0,+1.5 0~2
P:0,+2
SAW 10(min)
45° F 6(10)
30°
b:0,+1.5
b:-1.5,+6
2 a1: 0°,+10° a1: -5°,+10°
所允许的偏差范围大于 JGJ81。
b
a1
p b:0,+1.5
b:-3,+1.5
SMAW
6(min) 所有
a1: 0°,+10° a1: -5°,+10°
0~3 60° 0~3
P:0,+1.5
P:不限制
GMAW FCAW
b:0,+1.5
焊接符号大全.
焊接符号什么是焊接符号焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接方法。
我国的焊接符号是由国家标准GB324规定的。
焊接符号有什么作用焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
焊接符号可以表示出:(1)所焊焊缝的位置。
(2)焊缝横截面形状(坡口形状)及坡口尺寸。
(3)焊缝表面形状特征。
(4)表示焊缝某些特征或其他要求。
焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一1988《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号讲解

04d8dd
焊接符号的组成
基准线 Reference line 箭头 Arrow 焊缝符号 Basic weld symble 焊缝尺寸及其它参数 Dimension and other data 补充符号 Supplementary symble 轮廓符号 Finish symble 尾巴 Tail 其它信息 Specification, process, or other references 焊接符号由8部分组成 焊接符号由 部分组成
焊接符号的含义
Straight arrow
焊接符号的含义
Straight arrow
焊接符号的含义
Broken arrow
焊接符号的含义
Broken arrow
焊接符号的含义
焊接符号组合
焊接符号的含义
焊接符号组合
焊接符号的含义
Fillet weld size 焊角高的含义
焊接符号的含义
Fillet weld size 焊角高的含义
焊接符号的含义
焊接符号的含义
焊接符号的含义
焊接符号的含义
焊接符号的含义
焊接符号的含义
每个焊接符号的意义
焊接符号的含义
Melt-thru符号的含义 符号的含义
焊接符号的含义
尺寸标注
各项尺寸标注的位置
尺寸标注
位置: 位置: 焊角高: 焊角高:左边 长 度:右边
04d8dd
2
焊接符号的定义
从焊接符号中可得到以下信息: 从焊接符号中可得到以下信息: 1. 焊缝类型(如填角焊或者坡口焊) 焊缝类型(如填角焊或者坡口焊) 2. 坡口型式(如单面坡口或者双 型坡口) 坡口型式(如单面坡口或者双V型坡口 型坡口) 3. 焊缝尺寸(如填角焊焊角高 焊缝尺寸(如填角焊焊角高12mm) ) 4. 焊接方法(如SMAW或者 焊接方法( 或者GTAW) 或者 ) 5. 钝边和间隙(如如钝边 钝边和间隙(如如钝边1-2mm,间隙 ,间隙2-mm) ) 6. 焊接次序(如管线先焊内侧,后外侧) 焊接次序(如管线先焊内侧,后外侧) 7. 焊缝长度(如设备底座填角焊:50-150) 焊缝长度(如设备底座填角焊: ) 8. 以及其它的一些信息(如现场焊缝) 以及其它的一些信息(如现场焊缝)
焊接符号说明
金属焊接及钎焊方法在图样上的表示代号
气焊
31氧-燃气焊 311氧-乙炔焊 312氧-丙烷焊 313氢-氧焊
32空气-燃气焊 321空气-乙炔焊 322空气-丙烷焊
33氧-乙炔喷焊(堆焊)
金属焊接及钎焊方法在图样上的表示代号
压焊 41超声波焊 42摩擦焊 43锻焊 44高机械能焊 441爆炸焊 45扩散焊 47气压焊 48冷压焊
辅助符号见表1-02所示,它是表示焊缝表面形状的符号, 如凸起或凹下等;
补充符号见表1-03所示,它是用来表示焊缝的范围等特 征的符号。
表1-02 焊缝的辅助符号
1-03 焊缝补充符号
(2)、指引线采用细实线绘制,一般由带箭头的指引线(称为 箭头线)和两条基准线(其中一条为实线,另一条为虚线,基 准线一般与图纸标题栏的长边平行)必要时可以加上尾部 (90°夹角的两条细实线),如图1-02所示。
(4)、基准线的虚线也可以画在基准线实线的上方,如图103c所示。
(5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧, 如图7-33中的角焊缝符号。当箭头线指向焊缝的另一侧时,基 本符号应标注在基准线的虚线侧,如图7-32c中的V形焊缝的标 注以及7-33中下方的角焊缝。
图7-33 基本符号相对基准线的位置(双角焊缝)
量进行焊接。
激光焊具有如下特点:
1)激光束能量密度大,加热过程极短,焊点小,热影响区 窄,焊接变形小,焊件尺寸精度高;
2)可以焊接常规焊接方法难以焊接的材料,如焊接钨、钼、 钽、锆等难熔金属;
3)可以在空气中焊接有色金属,而不需外加保护气体; 4)激光焊设备较复杂,成本高。
激光焊可以焊接低合金高强度钢、不锈钢及铜、镍、钛
(6)、标注对称焊缝和双面焊缝时,基准线中的虚线可省略。 如图7-34、7-35所示。
焊接符号详解
图7-31 焊缝的指引线
2021/6/20
7
(3)、箭头线对于焊缝的位置一般没有特殊的要求。当箭头 线直接指向焊缝时,可以指向焊缝的正面或反面。但当标注单 边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时, 箭头线应当指向有坡口一侧的工件。如图7-32a、b所示。
(a)
(b)
(c)
图7-32 基本符号相对基准线的位置(U、V形组合焊缝)
性的方法修改标注的参数(右键单击对应的焊接符号,选择
“2属021/性6/20”即可弹出图7-39所示的对话框)。
16
图7-39 Solid Edge draft焊接符号的标注
2021/6/20
17
部分资料从网络收集整 理而来,供大家参考,
感谢您的关注!
焊接及其表达
2021/6/20
1
焊接件及其表达
焊接是将零件的连接处加热熔化,或者加热加压熔化(用 或不用填充材料),使连接处熔合为一体的制造工艺,焊接属 于不可拆连接。
焊接图样是焊接加工时要求的一种图样。焊接图应将焊 接件的结构和焊接有关的技术参数表示清楚。国家标准中规 定了焊缝的种类、画法、符号、尺寸标注方法以及焊缝标注 方法。
2021/6/20
图7-38 CAXA电子图板的焊接符号标注
15
图7-38中包含了焊接符号中的基本符号、辅助符号、 补充符号,使用时直接点击的图标,并在相应的尺寸编辑 框中输入焊缝尺寸数值,按下对话框中的“确定”即可进 行标注。如果箭头线两侧都有焊接符号,两侧焊接符号相 同时虚线位置选“无”(不要虚线),两侧焊缝不同时, 应当选择虚线的位置,并选择对话框右侧的符号位置 “下”,标注另一侧的焊缝符号及数值。对于对称焊缝, 只选基本符号即可。
焊接基础知识 ---焊接符号
1
2
2.焊缝符号 2.焊缝符号
10. 卡特焊接符号示例
序号 示例 说明 双面交错断续角焊缝, 焊脚尺寸为5毫米,每 段焊缝长度为50毫米, 相邻焊缝中心间距为 100毫米。 断续角焊缝,焊缝在 箭头侧,焊脚尺寸为5 毫米,每段焊缝长度 为50毫米,相邻焊缝 中心夹角为180°。 焊缝在箭头侧,焊脚 尺寸为5毫米,熔深为 2毫米。
δ α b p c R
ι n e K d s
N H h β
2.焊缝符号 2.焊缝符号
6.焊缝尺寸符号标准位置 6.焊缝尺寸符号标准位置
⑴ 焊缝横截面上的尺寸标在基本符号的左侧。 ⑵ 焊缝长度方向尺寸标在基本符号的右侧。 ⑶ 坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下 侧。 ⑷ 相同焊缝数量符号标在尾部。 ⑸ 当需要标注尺寸数据较多又不易分辨时,可在数据前面增加相应的 尺寸符号。 ⑹ 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。 ⑺ 在基本符号的右侧无任何标注且又无其它说明时,意味着焊缝在焊 件的整个长度上是连续的。 ⑻ 在基本符号的左侧无任何标注且又无其它说明时,表示对接焊缝要 完全焊透。 ⑼ 塞焊缝、槽焊缝带有斜边时,应该标注孔底部的尺寸。
1
2
3
2.焊缝符号 2.焊缝符号
11. 卡特焊缝尺寸符号
符号 名称 符号 名称 符号 名称
T
工件厚度
H
焊缝高度
L
焊缝长度
P
熔透深度
D
度
R
焊缝根部间隙
有什么问题?
焊接基础知识
之焊接接头与焊接符号
焊接接头与焊接符号
1.焊接接头 1.焊接接头 焊接接头分为5 对接接头,角接接头,T 焊接接头分为5类 对接接头,角接接头,T型 接头,搭接接头,端接接头 每种接头有其对应的焊缝符号,见附件。
美标与国标焊接规范对比

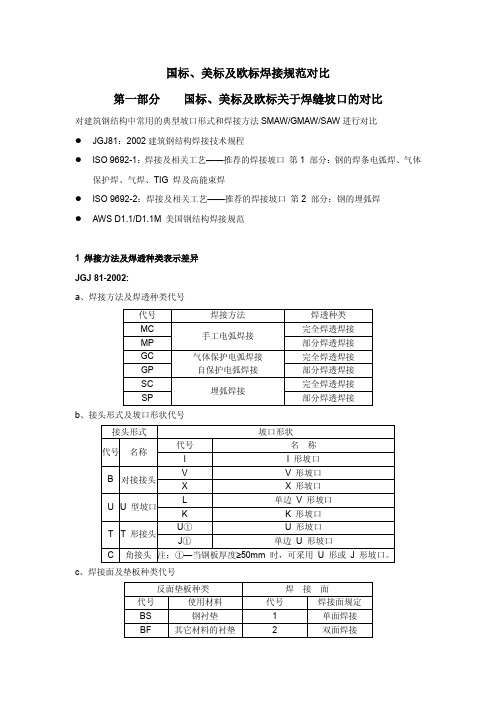
国标、美标及欧标焊接规范对比第一部分国标、美标及欧标关于焊缝坡口的对比对建筑钢结构中常用的典型坡口形式和焊接方法SMAW/GMAW/SAW进行对比●JGJ81:2002建筑钢结构焊接技术规程●ISO 9692-1:焊接及相关工艺——推荐的焊接坡口第1 部分:钢的焊条电弧焊、气体保护焊、气焊、TIG 焊及高能束焊●ISO 9692-2:焊接及相关工艺——推荐的焊接坡口第2 部分:钢的埋弧焊●AWS D1.1/D1.1M 美国钢结构焊接规范1 焊接方法及焊透种类表示差异JGJ 81-2002:a、焊接方法及焊透种类代号代号焊接方法焊透种类MC手工电弧焊接完全焊透焊接MP 部分焊透焊接GC 气体保护电弧焊接自保护电弧焊接完全焊透焊接GP 部分焊透焊接SC埋弧焊接完全焊透焊接SP 部分焊透焊接b、接头形式及坡口形状代号接头形式坡口形状代号名称代号名称I I 形坡口B 对接接头V V 形坡口X X 形坡口U U 型坡口L 单边V 形坡口K K 形坡口T T 形接头U①U 形坡口J①单边U 形坡口C 角接头注:①—当钢板厚度≥50mm 时,可采用U 形或J 形坡口。
c、焊接面及垫板种类代号反面垫板种类焊接面代号使用材料代号焊接面规定BS 钢衬垫 1 单面焊接BF 其它材料的衬垫 2 双面焊接d、焊接位置代号焊接位置平焊横焊立焊仰焊代号 F H V O e、坡口各部分的尺寸代号代号坡口各部分的尺寸t 接缝部位的板厚(mm)b 坡口根部间隙或部件间隙(mm)H 坡口深度(mm)p 坡口钝边(mm)a 披口角度(°)f、焊缝表示方法AWS D1.1-2008:焊缝表示方法:接头类型符号-母材厚度和熔深符号焊缝类型符号-焊接方法符号2 坡口形式比较2.1 典型坡口形式全熔透焊缝差异:符合标准焊接方法 板厚 焊接位置 坡口尺寸 允许偏差 坡口示意图零件图用 装配用 JGJ 81SMAW 3~6 所有 b=t/2 0,+1.5 -3,+1.5GMAW FCAW3~8 所有 b=0~3 0,+1.5 -3,+1.5 SAW 6~12 F b=0 ±0 0,+1.5 AWS D1.1SMAW6(max ) 所有 R=T1/2 +2,-0 +2,-3 GMAW FCAW10(max ) 所有 R=0到3 +2,-0 +2,-3 SAW10(max ) F R=0 ±0 +2,-0 16(max )FR=0±0+2,-0总结 I 型坡口对接接头,背部清根,差异主要体现在偏差允许值上,AWS 所允许的偏差范围大于JGJ81。
焊接接头图纸符号最新国际标准解析
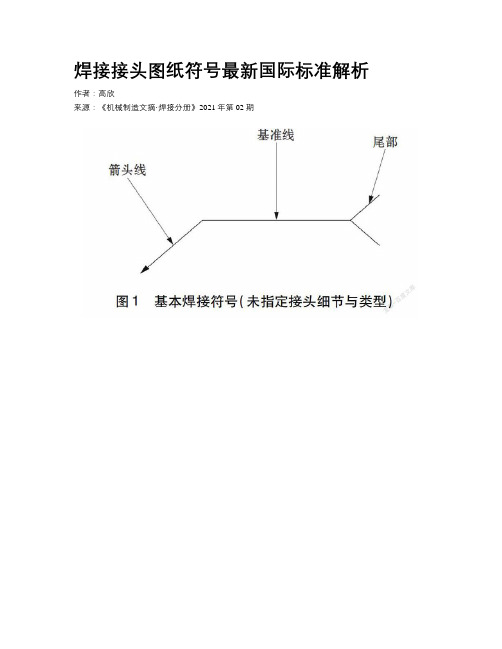
焊接接头图纸符号最新国际标准解析作者:***来源:《机械制造文摘·焊接分册》2021年第02期摘要:隨着中国焊接制造国际化融合程度越来越高,焊接制造国际合作越来越多,焊接接头图纸符号符合国际规范化标注要求也越来越高。
国际标准化组织(ISO)也于2013年和2019年升级了ISO 2553《焊接和相关工艺方法—图纸符号表示—焊接接头》,目前ISO2553:2019第五版作为图纸焊接接头标注的最基本国际标准,清晰的介绍了焊接接头种类、图纸符号种类、焊缝的标注、坡口准备、应用实例。
国际标准的推广和应用将大大统一焊接标注准确性,减少标注歧义,搭建起焊接制造的国际合作技术交流基础平台,为焊接行业内的设计、工艺标注和制造生产等环节提供执行及参考依据。
关键词:国际标准; 焊接接头; 图纸符号; 焊接标注中图分类号: TG 47Abstract: With the increasingly high degree of international integration of welding manufacturing in China, more and more international cooperation in welding manufacturing is achieved, and the drawing symbols of welded joints meet the requirements of international standardization. The international organization for Standardization (ISO) also upgraded ISO 2553 “Welding and allied processes — symbolic representation on drawings —welded joints” in 2013 and 2019. At present, the fifth edition of ISO 2553:2019 is the most basic international standard for welded joint symbolic representation on drawings. It clearly introduces the types of welding joints,drawing symbols, weld symbols, groove preparation and application examples. The promotion and application of this international standard will greatly unify the accuracy of welding marking, reduce the ambiguity of marking, and build a basic platform for international cooperation and technical exchange of welding manufacturing, and provide the implementation and reference basis for the design, process, manufacturing and production of welding industry.Key words: international standards; welded joint; symbolic representation on drawings; welding symbols0 前言不同国家和地区早期都有自身的焊接接头符号标准,如欧盟引用EN 22553:1997(2013年后直接转化ISO 2553作为欧洲标准),美国引用AWS A2.4: 2012,澳大利亚引用 AS 1101-3: 2005,日本引用JIS C Z 3021: 2010。
国际标准焊接符号(ISO 2553)
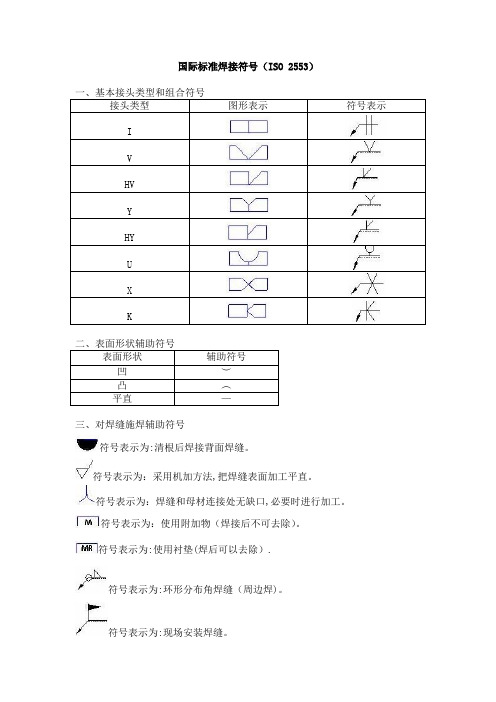
国际标准焊接符号(ISO 2553)一、基本接头类型和组合符号接头类型图形表示符号表示IVHVYHYUXK二、表面形状辅助符号表面形状辅助符号凹︶凸︵平直—三、对焊缝施焊辅助符号符号表示为:清根后焊接背面焊缝。
符号表示为:采用机加方法,把焊缝表面加工平直。
符号表示为:焊缝和母材连接处无缺口,必要时进行加工。
符号表示为:使用附加物(焊接后不可去除)。
符号表示为:使用衬垫(焊后可以去除).符号表示为:环形分布角焊缝(周边焊)。
符号表示为:现场安装焊缝。
四、焊缝标记方法。
1、说明。
①箭头线与基线是以一定角度相交连接的,对于需进行坡口加工后焊接形式的焊缝,可以用箭头线表示。
该箭头线总是指向需进行加工的这个面。
②基线大多平行进行标记,在一些特殊情况允许垂直进行标记.③焊缝符号可以在基线上方,也可在基线下方标注。
在一张图样中尽可能使用同样标注方法。
2、单面焊的焊缝表示。
▲焊缝位于表示符号所指正面(如图一所示)如果焊缝表示符号位于基线实线一侧,那么焊缝位于箭头线所指一侧.(图一)▲焊缝位于表示符号所指背面(如图二所示)如果焊缝表示符号位于基线虚线一侧,那么焊缝位于箭头所指一侧的背面.(图二)3、双面焊缝.可以采用组合焊缝进行表示,不需要虚线表示(如图三所示)。
(图三)4、其它表示符号。
▲焊缝的厚度表示在符号左边,长度表示在符号右边.▲焊缝厚度可以用两种方法表示:①可用焊缝厚度表示②可以用焊脚长度表示。
▲一般情况下,角焊缝厚度符号只标注单一数字,不会在数字前加“a”或“z”,按常规此数字都表示是焊缝厚度(焊喉)尺寸。
a = 焊缝厚度 z = 焊脚长度25、断续焊接(间断焊)的角焊缝▲说明:①断续焊接角焊缝标注由长度说明引出n 表示焊缝数量L表示单个焊缝长度e表示焊缝之间的间隔②举例:A、单侧焊接断续焊缝。
B、双侧对称焊接断续焊缝。
C、双侧错位排列断续角焊缝。
6、补充说明除上面所指出对称焊缝说明外,也可对焊缝标注一些附加说明,这些附加说明标注于基线尾部及交叉线内。
国标与美标焊接符标识区分
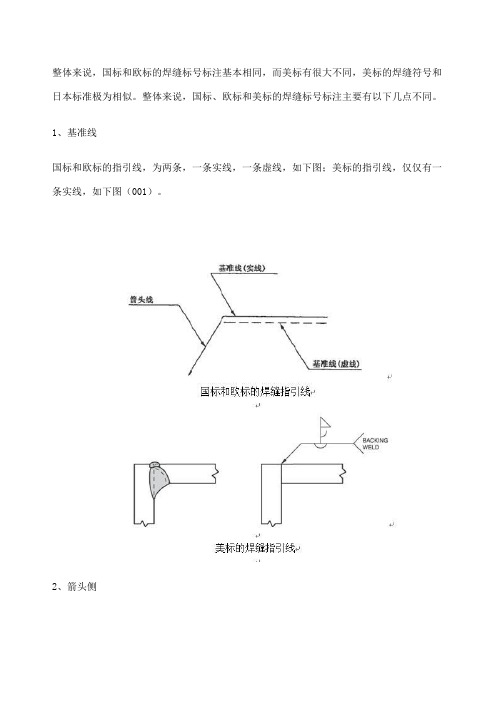
整体来说,国标和欧标的焊缝标号标注基本相同,而美标有很大不同,美标的焊缝符号和日本标准极为相似。
整体来说,国标、欧标和美标的焊缝标号标注主要有以下几点不同。
1、基准线
国标和欧标的指引线,为两条,一条实线,一条虚线,如下图;美标的指引线,仅仅有一条实线,如下图(001)。
2、箭头侧
国标和欧标的箭头侧,标注在实线基准线一侧,有可能在线上或者线的下面,如下图;美标的箭头侧,只能标注在实线基准线下侧。
无论国标和欧标,还是美标,有坡口的情况下,箭头都要指向坡口侧如下图(002)。
3、断续角焊缝间距
国标和欧标的断续焊缝间距,为两段相邻焊缝尾首端的距离;美标的的断续焊缝间距,为两段相邻焊缝中心的距离。
且间距标法不一样,如下图,国标和欧标的断续焊缝间距标在括弧()中,而美标的断续焊缝间距标在—号后。
如下图(003)
4、点焊缝
国标和欧标的点焊缝数量,标在圆的后侧,如下图;美标的点焊缝数量,标在圆的上下侧,如下图(004)
5、参考标准
A ?国标 GB/T 324
B ?欧标 ISO 2553
C ?美标 AWS A2.4。
焊缝符号及焊接符号美标
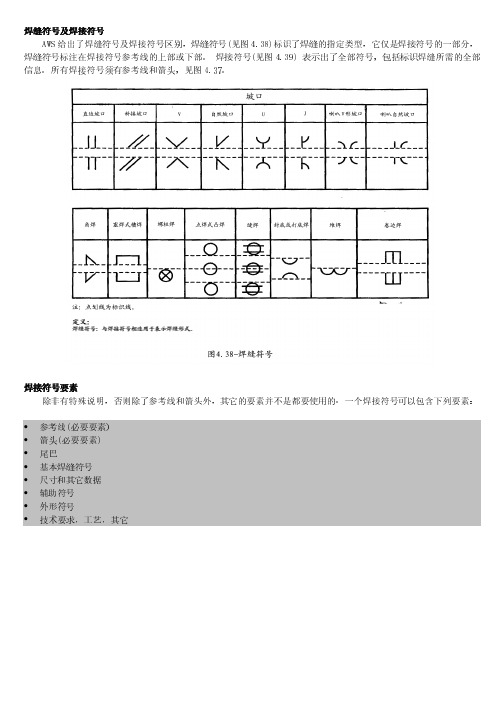
焊缝符号及焊接符号焊缝符号及焊接符号AWS给出了焊缝符号及焊接符号区别,焊缝符号(见图4.38)标识了焊缝的指定类型,它仅是焊接符号的一部分,焊缝符号标注在焊接符号参考线的上部或下部。
焊接符号(见图4.39) 表示出了全部符号,包括标识焊缝所需的全部信息。
所有焊接符号须有参考线和箭头,见图4.37。
焊接符号要素焊接符号要素除非有特殊说明,否则除了参考线和箭头外,其它的要素并不是都要使用的。
一个焊接符号可以包含下列要素:•参考线(必要要素)•箭头(必要要素)•尾巴•基本焊缝符号•尺寸和其它数据•辅助符号•外形符号•技术要求,工艺,其它参考线总是划成水平线。
它用来表示焊缝符号和其它数据,对在其上标识的任何要素都有其具体的含义。
参考线以下被称为箭头端, 参考线以上称为另一端。
在图4.40表示了这一惯例。
箭头方向不改变参考线的含义。
带有基本焊缝符号的多参考线标识方法如图4.41所示。
连接参考线的箭头指向需焊接的坡口或区域。
它或许有折角,或许无折角,或许带有多个箭头。
当所示箭头带有折角时,折角箭头总是指向接头需开坡口的工件,如图4.42所示。
图4.42还标识了多个箭头指向同一焊缝的不同位置。
多个箭头的另一个例子表示在图4.60中。
在图中箭头指向的线段清楚的标明了要求的接头或焊接范围。
箭头要尽可能指向实线(可见线),箭头有时也许会指向虚线(隐蔽线)。
焊接符号的尾巴用来标明焊接和切割工艺,焊接技术要求,程序,及标明焊缝所需的附加信息。
当不需要用焊接工艺,技术要求,其它程序及附加信息尽一步描述焊接内容时,焊接符号的尾巴可以省掉。
图4.43针对焊接符号尾巴进行了描述。
图中提及的工艺,参考文献,技术要求,规范及其它与焊接有关的文件也许会通过增加在焊接符号尾巴上的参考信息来说明。
包含在参考文件中的信息不一定需要在焊接符号中重复(见图4.44)图纸中可通过指定的单一焊接符号为典型(或缩小为TYP) 来避免同一焊接符号的重复,其箭头指向相应接头(见图4.45)。
AWS2.4焊接符号与国标区别

AWS焊接符号与中国标准焊接符号比较时间:2008-12-05 05:32:31 来源:锅炉吧作者:锅炉吧AWS其英文全称为American Welding Society,即:美国焊接学会。
AWS焊接符号标准在世界各地得到广泛的应用。
因AWS焊接符号标准与中国的焊接符号标准(GB324)有所不同,对于经常接触国外图纸的朋友来说掌握AWS焊接符号标准是很必要的,本站下载频道已经提供了AWS A2.4-98标准的下载,如果有时间的朋友建议还是读读英文原版的。
1.焊接符号所在基准线上的位置不同所表示的意义也不同与中国标准相同,焊接符号也包含基准线和箭头线这样的基本元素,同样也有辅助符号,焊接符号的表示方式基本上都差不多。
例如,角焊缝国标的和AWS标准的表示的都是用三角符号。
不过,焊接符号所在基准线的位置,所表示的意思却恰恰相反。
下面三个图表示的是两个钢板的焊接,A、B、C三个图是等效的。
(当然,对于C图,虚线位于基准线上方,焊接符号位于基准线下方,也与这三个图是等效的,这里就不再多讲。
)从上面图中可以看到,对于AWS当焊接符号位于基准线下面时,焊接在箭头指示侧,如A图所示;当焊接符号位于基准线上面时,焊接在非箭头指示侧,如B图所示。
可以这么理解,AWS焊接符合和中国标准的焊接符号表示的焊接位置正好是相反的。
2.断续焊的焊接符号不同下面两个图表示的意思是一样的,即:焊角高度为5,焊缝长度为100,焊缝间隙为100的一个焊接示意图。
从以上两个图可以看出,AWS 标准的断续焊所指的焊缝间距是两个相邻焊缝中心的距离,而国内表示的却是相邻焊缝之间的间隙。
以上两处对比为两标准的焊接符号的明显差别,具体的还得查AWS 标准及中国标准。
焊接符号及焊接标注方法

《焊接接头与焊接符号》培训资料一、焊接接头焊接接头共有五种形式,对接,角接,T形,搭接与端接接头。
如图4、2所示,这五种基本接头形式都有一定的焊缝与焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸与结构。
形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
焊缝的形式就是用接头的几何形状来表示的。
接头的几何形状就就是焊前的截面尺寸及形状。
从截面方向上瞧一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
所以,焊接及检验人员应具备相当的能力来识别对于一给定接头的几何形状的各个特征。
与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单边角度、坡口角度、坡口半径焊缝类型如图4、2所示,每种接头类型都有各种不同的焊缝。
以AWS A2、4“焊接,钎焊及无损探伤检验的标准符号”作为参考,共有九类焊缝及与其相关的焊缝符号,每一类焊缝中有各种相应的焊缝形式。
这九类焊缝包括:坡口焊缝;角焊缝;塞焊及槽焊;螺拄焊;点焊或凸焊;缝焊;封底焊及背面焊;堆焊;端接焊缝。
焊接设计人员可根据需要,选取最适合的接头形状与焊缝类别。
选取时,可考虑以下因素:易焊的接头;成熟的焊接工艺;适当的结构设计;焊接成本二、焊缝符号与焊接符号标准:国家标准GB 324;美国标准AWS A2、4。
表1 焊缝的基本符号:就是表示焊缝横截面形状特征的符号。
序号名称示意图符号1卷边焊缝①(卷边完全熔化)2 I 形焊缝3 V 形焊缝4 单边V形焊缝5 带钝边V形焊缝6 带钝边单边V形焊缝7 带钝边U形焊缝8 带钝边J形焊缝9 封底焊缝10 角焊缝11 塞焊缝或槽焊缝12 点焊缝13 缝焊缝①不完全熔化的焊缝用I形焊缝表示,并加注焊缝有效厚度。
表2 焊缝的辅助符号:焊缝的辅助符号就是表示焊缝表面形状特征的符号序号名称示意图符号说明1 平面符号焊缝表面齐平(一般通过加工)2 凹面符号焊缝表面凹陷3 凸面符号焊缝表面凸起不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精心整理
整体来说,国标和欧标的焊缝标号标注基本相同,而美标有很大不同,美标的焊缝符号和日本标准极为相似。
整体来说,国标、欧标和美标的焊缝标号标注主要有以下几点不同。
1、基准线
国标和欧标的指引线,为两条,一条实线,一条虚线,如下图;美标的指引线,仅仅有一条实线,如下图(001)。
2、箭头侧
国标和欧标的箭头侧,标注在实线基准线一侧,有可能在线上或者线的下面,如下图;美标的箭头侧,只能标注在实线基准线下侧。
无论国标和欧标,还是美标,有坡口的情况下,箭头都要指向坡口侧如下图(002)。
3、断续角焊缝间距
国标和欧标的断续焊缝间距,为两段相邻焊缝尾首端的距离;美标的的断续焊缝间距,为两段相邻焊缝中心的距离。
且间距标法不一样,如下图,国标和欧标的断续焊缝间距标在括弧()中,而美标的断续焊缝间距标在—号后。
如下图(003)
4、点焊缝
国标和欧标的点焊缝数量,标在圆的后侧,如下图;美标的点焊缝数量,标在圆的上下侧,如下图(004)
5、参考标准A?国标GB/T324 B?欧标ISO2553 C?美标AWSA2.4。