球团生产线
球团生产线plc

球团生产线PLC简介PLC(可编程逻辑控制器)是一种常用于工业自动化领域的计算机控制系统。
球团生产线PLC是一种用于控制球团生产线操作的PLC系统。
球团生产线主要用于球团(球状颗粒)的生产和加工过程。
PLC通过控制和监控不同的设备和传感器,实现对球团生产线的自动化控制和运行。
球团生产线工艺流程球团生产线的工艺流程包括原料准备、混合、成型、干燥和包装等环节。
下面将详细介绍每个环节的PLC控制。
1. 原料准备球团生产线的原料包括主料和辅料。
主料是指球团的主要成分,辅料用于调节球团的特性。
PLC系统通过控制输送带、仓库和秤等设备,实现原料的自动供给。
1. 启动输送带,将主料从原料仓库中输送至混合机。
2. 启动秤,控制原料的流量。
3. 监测原料流量,根据设定的配方自动调节。
4. 控制辅料的投放量和时间。
5. 检测原料的质量,如湿度、温度等,并根据设定的参数进行数据记录和报警。
2. 混合混合是将主料和辅料按照一定的配比混合均匀。
PLC系统通过控制混合机的搅拌速度和时间,实现混合的自动化控制。
1. 启动混合机,并设置搅拌速度和时间。
2. 监测混合过程中的温度、湿度等参数,并根据设定的参数进行数据记录和报警。
3. 结束混合后,自动停止混合机的运行。
3. 成型成型是将混合后的球团材料通过模具成型为球状。
PLC系统通过控制成型机的压力和温度,实现成型过程的自动化控制。
1. 设置成型模具的参数,如压力和温度。
2. 控制成型机的运行,包括模具的进出、压力的施加等。
3. 监测成型过程中的温度、湿度等参数,并根据设定的参数进行数据记录和报警。
4. 成型完成后,自动停止成型机的运行。
4. 干燥成型后的球团需要进行干燥处理,以去除水分,增加球团的硬度和稳定性。
PLC系统通过控制干燥机的温度和湿度,实现干燥过程的自动化控制。
1. 设置干燥机的温度和湿度参数。
2. 控制干燥机的运行,包括启动和停止。
3. 监测干燥过程中的温度、湿度等参数,并根据设定的参数进行数据记录和报警。
球团厂(车间)生产线烘炉方案new

天津荣程联合钢铁集团年产150万吨球团生产线烘炉和试生产组织方案天津荣程钢铁150万吨/年氧化球团工程即将竣工,进入回转窑烘炉阶段,为确保烘炉一次成功,保证耐火材料的使用寿命,特制定此烘炉方案。
一、成立烘炉和试生产领导小组组长:副组长:成员:安全负责人:二、烘炉的概念烘炉的目的是把新砌筑的耐火砖和浇注料中大量游离水和部分结晶水缓慢蒸发出来,使耐火材料发生相变以达到炉衬固结并逐渐达到其最高强度。
烘炉时间过短或速度过快都将造成炉衬产生裂纹、剥落或爆裂。
因此,合理的烘炉升温方案是保证耐火材料强度和寿命的关键环节。
同时,烘炉的过程也是投料试生产的过程。
三、烘炉的部位干燥机热风炉、链篦机、回转窑、环冷机、热风管道等所有砌筑、喷涂耐火材料的部位。
四、外围物资、材料、能源供应准备工作1.原料主要负责人:董建存精粉:20000吨皂土:500吨2.煤气主要负责人:苗建志1)引煤气,外围煤气管线(包括高炉煤气管线)完成到指定接点的施工并经试压验收合格。
2)高炉煤气保证按要求的用量和压力供应。
3.水负责人:李志华保证外围接点按时供水并保证所需的水量水压。
4.压缩空气负责人:苗建志保证外围接点按时供气并保证所需的气量气压。
5.低温烘炉燃料和引燃物6.岗位生产工具负责人:李志强包括各岗位日常操作所需工具(部分需加工制作)及设备维护所需一般工具。
7.备件负责人:舒立祥包括易损备件及少量重要设备的大型备件等。
8.润滑油负责人:舒立祥保证设备短时间运转所必须的润滑油。
五、烘炉前工程内部必须完成的工作1.链篦机、回转窑、环冷机等设备已经安装调试完毕,具备试车条件。
2.造球试验成功。
回转窑煤气烘炉前,所有球盘必须成功做完造球试验,确保链篦机上罩温度达到350℃时篦床上铺上生球,以便有效保护链篦机篦床,保证系统可持续升温。
3.各大风机具备正常运转条件主抽风机、回热风机等必须安装调试完毕,经验收合格。
风机试运转应在风管内耐火材料施工完48小时以后进行,以防耐火材料脱落,为保证风系统畅通管道内的杂物应在试车前清理干净。
莱钢120万球团生产线的设计特点及生产实践

莱钢120万球团生产线的设计特点及生产实践摘要:本文对莱钢公司的120万吨钢球生产线进行了详细的设计特点及生产实践的分析。
首先介绍了该生产线的背景和目标,并详细阐述了选用的主要设备和技术。
然后,对生产线的工艺流程进行了详细描述,并指出其在提高生产效率和质量方面的特点。
同时,本文还对生产线的操作管理和质量控制方面进行了重点探讨,并提出了相关的改进措施。
最后,对该生产线的生产实践进行了总结,并展望了未来的发展趋势。
第一章:引言1.1背景介绍1.2研究目标第二章:设计特点2.1主要设备和技术选型2.2生产线布局设计2.3设备运行稳定性及效率第三章:生产工艺3.1工艺流程介绍3.2优势与特点分析3.3关键工艺参数的控制第四章:操作管理4.1生产规划与调度4.2人员培训与管理4.3设备维护与保养第五章:质量控制5.1原材料质量控制5.2生产过程中的质量监控5.3检测设备和方法的应用第六章:改进措施6.1生产效率的提高6.2质量控制的优化6.3可持续发展方向第七章:生产实践总结7.1生产线的优势和不足7.2取得的成果和经验教训7.3未来的发展趋势结论:本文详细介绍了莱钢公司120万吨钢球生产线的设计特点及生产实践。
通过对其主要设备、工艺流程、操作管理和质量控制的分析,指出了该生产线在提高生产效率和质量方面的优势和不足。
同时,提出了相关的改进措施,为今后的生产实践提供了有益的参考,对于提高莱钢公司的市场竞争力具有重要意义。
[1]张三,李四.莱钢120万球团生产线的设计与应用[J].钢铁科技,20XX,(X):XX-XX.[2]王五,赵六.运用XX技术提高莱钢球团生产效率[J].机电工程,20XX,(X):XX-XX.。
莱钢120万球团生产线的设计特点及生产实践

莱钢120万球团生产线的设计特点及生产实践首先,莱钢120万球团生产线采用了先进的自动化生产设备。
生产线主要由多台球团机组成,球团机具有高度智能化的特点,能够自动控制球团生成的整个过程。
球团机具有高度的自动化程度,可以准确控制球团的大小、形状和成分,确保球团质量的稳定性和一致性。
这种自动化生产设备可以大大提高生产效率,减少人工操作的参与,保证了生产线的稳定运行。
其次,莱钢120万球团生产线的设计特点是采用了先进的冷却设备。
球团机生产出来的球团需要经过冷却处理,冷却设备起到了至关重要的作用。
在莱钢120万球团生产线中,采用了高效的冷却设备,通过喷水冷却的方式,将球团快速冷却至环境温度,从而保证球团的质量和稳定性。
同时,这种冷却设备还可以回收冷却水进行循环利用,减少资源浪费,降低生产成本。
此外,莱钢120万球团生产线还具有灵活的生产调度能力。
生产线中的球团机可以根据生产需求进行灵活的调度,可以调节生产线的产量和生产速度。
这种灵活的生产调度能力可以根据市场需求进行及时调整,保证了生产线的灵活性和生产效率。
在生产实践方面,莱钢120万球团生产线注重质量控制和工艺优化。
生产线管控严谨、规范,设有专门的质量检测室和实验室,对生产过程中的关键环节进行严格监控和检验,确保产品质量的稳定和优秀。
同时,生产线还进行了工艺优化,对生产过程中的关键参数进行了调整和改进,提高了生产效率和产品质量。
此外,莱钢120万球团生产线还注重环保和节能。
生产线在设计阶段就考虑了环保和节能要求,采用了高效的能源利用设备和尾气处理系统,减少了能源消耗和环境污染。
同时,还进行了生产工艺的优化,减少了废气和废水的排放,保护了环境。
综上所述,莱钢120万球团生产线具有自动化生产设备、先进的冷却设备、灵活的生产调度能力等设计特点。
在生产实践中,注重质量控制和工艺优化,并积极开展环保和节能措施。
这些设计特点和生产实践保证了生产线的稳定运行、高效生产,为山东钢铁集团莱钢公司提供了有力的支持。
年产30万吨球团厂主要设备清单及重量
7.5×2 2
2 冷却循环水
14 渣桨水泵 50Z-XB-210
11×2 2
3 除尘循环水
15 多管除尘器
1
30
16 水膜除尘器 Ф3000×10000
2
20
17 机尾除尘器
1
8
18 电气系统 (控制柜、电缆) 一套
30ቤተ መጻሕፍቲ ባይዱ
19 计器系统
3
20 燃料系统 (喷煤系统)
150
21 6000V风机
∑=950 3
30
22 380V风机
∑=465 11 15
23 皮带机
B=800
∑=45 10 30
24 变压器 380V 1000KVA
1
5
合 1062
计 耐材368
25 润磨机
400 1
选择配置
26 强力搅拌机
120 1
选择配置
27 缓冷机
30m²
40-60
1 240.78 代替蓖冷机
5
(大球) 18辊(其中2套
破碎辊)
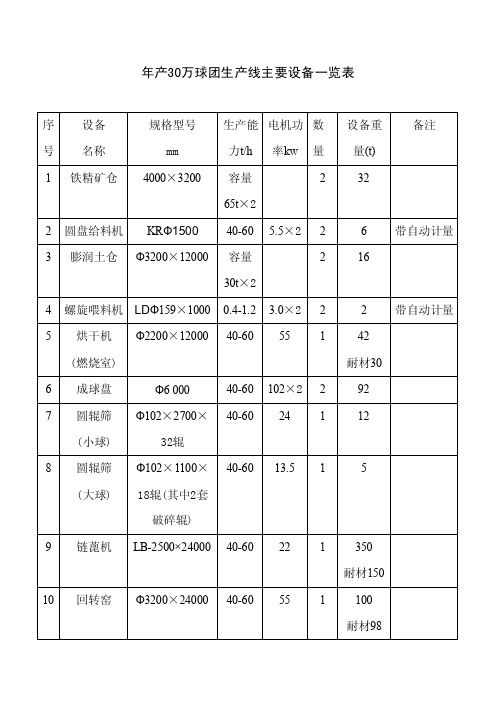
9 链蓖机 LB-2500×24000 40-60 22
1 350 耐材150
10 回转窑 Ф3200×24000 40-60 55 1 100
耐材98
11 蓖冷机
LBTS-900 40-60 30 1
75
耐材90
12 斗提机
HL250
5.5 1
4
13 循环水泵 IS80-65-160
年产30万球团生产线主要设备一览表
序 设备
规格型号 生产能 电机功 数 设备重 备注
号 名称
mm
力t/h 率kw 量 量(t)
提高120万吨球团生产线产量质量的改造
针 对存 在 的问题 ,我们 利用 了年修 时 间 ,
基 于柳 钢 内 部 技 术 力 量 的基 础 上 ,对 生 产 线 的
一
为 了清 除 精 矿 中 的 杂 物 ,在 干燥 机后 增 加 杂 物 筛 将 杂 物筛 除 。在 杂 物 筛 的设 计 中 ,由 于受 地 方 空 间 的限 制 ,不 能采 取 常 规 的振 动筛 设 备 筛 分 。考 虑 筛 除物 是 木块 、草 席 和 编 织 袋 等块 片状 物 质 ,借 鉴 大球 辊 筛 的工 作 原 理 ,利 用 旧辊 子 ,设 计 成 一 台杂 物 辊 式筛 分 机 。在 有
33 对 筛分 系统进行 的 工艺设备 改造 .
( 3)筛 分 系 统 存 在 如 下 问题 :物 料 直 接 从
胶带机上落在大球辊筛上 ,形成物料过于集 中, 没有完全在辊 筛面上铺开筛分 ,很多合格物料 当成返料返 回 ;筛分面积小 ,筛分不干净 ,也
有循环水处理系统 5 4套 ,工业水重复利用率从
装 置 用 的是 国 产 双 摆 线 减 速 器 ,该 型 号 的 减 速
限空间内 ,达到 了筛分要 求。另外把精矿 、湿 返 料 成 品漏 斗 及 提 升 机 溜槽 进行 改 造 ,解 决 了
漏 斗堵塞 和设备 卡阻 的问题 。
3 . 对造球 盘进 行的 改造 2
器 故 障 率 高 ,漏 油 大 ,损 坏 快 ,影 响 设 备 正 常
20 00年 的 7 %提 高 到 20 1 05年的 9%。 0
( 3) 2 0 0 6年 3月柳 钢 投 资 3 0 5 0万 元 建 设
5 结
语
“ 十一 五 ”期 间 ,柳 钢 还将 建 设 一批 节 能 环
球团生产线存在问题的解决
球团生产线存在问题的解决摘要:随着我国社会经济的不断快速发展,冶金企业的发展也得到了相应的提升和进步。
球团生产线也就是在冶金企业内部将铁矿粉制成球团,进行加热焙烧,这也在一定程度上提升了物料的纯度,化肥企业使用粉煤压成球团进行气型煤的制造,进一步降低损耗增加收益。
因此当前在对球团生产线进行建设的过程中,需要掌握相应的实际情况,提升当前的判断能力和处理能力,对球团生产线中存在的问题进行解决,实现球团生产线的顺利生产。
关键词:球团生产线;问题;解决球团生产线主要指的是将细磨精矿制成可以满足当前物料加工的主要过程,其主要过程是将准备好的原料按照相应的比例进行分配和混合搅拌,并在造球机中进行滚动,从而制成的生球,随后使用预热焙烧和其他方式进行物理反应从而硬化固结。
原料加上无机粘接剂工艺流程相对比较简单,但是因为其中原料的灰度相对较高,导致制成球团内部的灰分含量较高。
1.球团生产工艺分析随着地球资源被不断的开采和开发,当前我国的矿产资源短缺,因此就需要对当前贫矿资源进行充分利用,选矿的技术也应该基于当前经济地选出品位相对较高的铁精矿,其主要粒度也在不断的进行精细。
不过当前这种精细矿不利于烧结,透气性相对较差,因此也对结矿的产量和质量进行相应的提升,使用球团方式对其进行处理也可以在一定程度上对其进行相应的改善。
由于精细矿容易成球,粒度越细,则成球概率越高,球团强度也越大[1]。
2.球团生产线的组建当前球团生产线的组成主要分为回转窑,干燥机,环冷机,造球机,主抽风机,沸腾炉,配料圆盘,鼓风,干燥风机,回热风机,除尘器,以及空压机等。
其次一些购置的主机设备还有德国的强力混合机等。
当前在进行施工建设期间,通过相应的筹备和考证,针对原设计部分工艺设备进行了相应的改进,主要包括了以下几个方面。
首先,对生球破碎和干球破碎工艺设备取消,该工序设备故障率相对较高。
其次将当前的散料胶带机改为分段运输方式。
一些在干燥段下来的散料在胶带机中运输的过程中会直接进入返料皮带,预热段下来的散料输送到斗提机内会直接转进回转窑,其主要目的是为了对当前的斗提机负荷进行减轻。
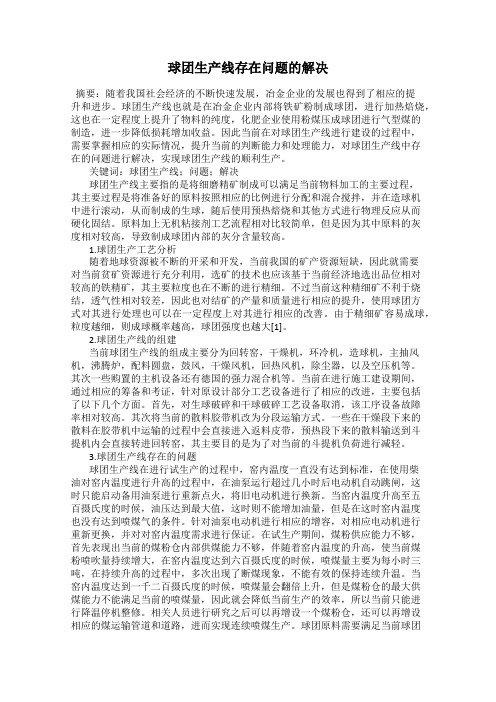
莱钢120万球团生产线的设计特点及生产实践
Science &Technology Vision科技视界0前言莱钢银山型钢公司3#高炉配套120万吨球团工程于2009年5月开工建设,2010年8月建成投产。
该工程投产后,有利于缓解莱钢高炉原料紧张的局面,改善高炉的炉料结构,实现高炉节焦增产,进一步提高莱钢的市场生存能力和竞争能力。
该工程采用成熟可靠、先进实用的工艺流程和设备,通过投产5年来的运行情况来看,该球团生产线设备作业率高,球团生产稳定正常,产质量稳定在较高水平。
1工艺设计主要特点1.1设计特点(1)采用链篦机—回转窑生产工艺,球团矿质量好、生产能耗低。
(2)引进爱立许混合机,混合效果好,节省粘结剂。
(3)采用先进的风流系统,充分回收利用环冷机高温烟气的显热,最大限度地利用热能,降低球团的热耗。
(4)回转窑液压马达驱动,生产运行平稳。
(5)采用成品球团筛分工艺,降低高炉矿槽槽下筛分负荷,减少粉末球团倒运,节能降耗,有利于环境保护。
(6)格栅式挡土墙等新技术,节约投资,建设周期短。
(7)注重环境保护,废弃物达标排放。
1.2工艺流程(图1)图11.3原料处理(1)配料系统使用计算机控制配料,采用变频调速的给料设备,提高原料重量配比准确度,保证生产稳定及球团矿质量。
(2)圆筒干燥机规格为Ф3.2×24m,采用顺流式干燥工艺,与之配套的燃气炉热媒为高炉煤气。
(3)选用德国爱立许R24Conti 立式混合机,使造球料充分混匀便于造球;立式混合机作业率高,混合效果好,节省粘结剂用量。
(4)选用2台规格为Ф3.8×6.5m 的润磨机,增加物料表面活性,改善成球条件,提高造球机产量。
1.4造球及布料系统系统配置6台Ф6m 圆盘造球机,5用1备。
造球厂房高架布置,尽量减少生球落差,提高生球质量。
造球机转速可调,倾角可调,能适应不同原料对造球的需求。
生球经皮带机收集,通过摆头皮带机、大球辊筛、宽皮带机和小球辊筛均匀布到链篦机上,返料返回造球室重新造球。
浅谈60万吨球团生产线提高产量的改造

浅谈60万吨球团生产线提高产量的改造1 概述新兴铸管新疆有限公司建成了一条年产60万吨球团生产线,采用链篦机—回转窑—环冷机工艺。
自投产以来,工艺装备存在诸多缺陷,例如:造球系统成球率低,湿返量在50%左右;链篦机小轴弯曲变形严重,篦板不能翻转自如,造成生球在篦床上的干燥预热不均匀,球团矿合格率低,并且漏料严重,含粉率高,达到6%以上;回转窑窑尾溜槽为风冷结构,开裂后漏风严重;环冷机入料口耐材频繁损坏,每月都要进行维修等等。
以上因素严重影响球团生产线的正常生产,使得日产量仅仅维持在1800吨左右。
通过一系列的技术改造后,生产指标大大提高。
2 改进措施2.1 造球系统的改造2.1.1 原设计中造球料仓底部为棒条阀,即利用拖式皮带秤将物料送至造球盘,但料仓底部在棒条阀部位频繁堵料,下料不畅,造球盘给料量波动大,需专门安排一名岗位工捅料,劳动强度很大。
改造措施:拆除了料仓底部原有的锥型段及棒条阀,安装了直径为1.6m的圆盘给料机,采用变频调速,和原拖式皮带秤之间进行连锁控制,实现自动控制下料量。
改造完成后造球料仓没有出现断料和下料不稳定的现象,实现了稳定给料。
图1为技术改造的设备布置图:2.1.2 该生产线配套设计为3台直径为6m的造球盘,生产中成球率低,湿返量在50%左右,同时造球盘内大球较多,经常出现翻料现象,制约球团的产量。
经过认真分析,找出了造成这种情况的原因:旋转刮刀转速为7.8r/min,造球盘旋转1周,刮刀不能全部刮除盘底物料,盘底刮出的痕迹为月牙圆弧状,底部始终存有波浪形堆积料,造成物料在盘内波浪翻滚,成球困难;盘底堆积物料达到一定厚度时,会出现块状脱落或翻料现象,物料直接进入造球皮带,使湿返量升高。
改造措施:对旋转刮刀进行提速,由原来的7.8r/min提高至12r/min,同时对盘底及每个刮刀进行调整,确保刮刀与盘底保持垂直,这样靠刮刀与大盘的旋转能够完全清除盘底物料,使大盘盘面平整,利于母球的成长;另外在小旋转刮刀的上部增加一组边刮刀,使物料不粘接盘边。
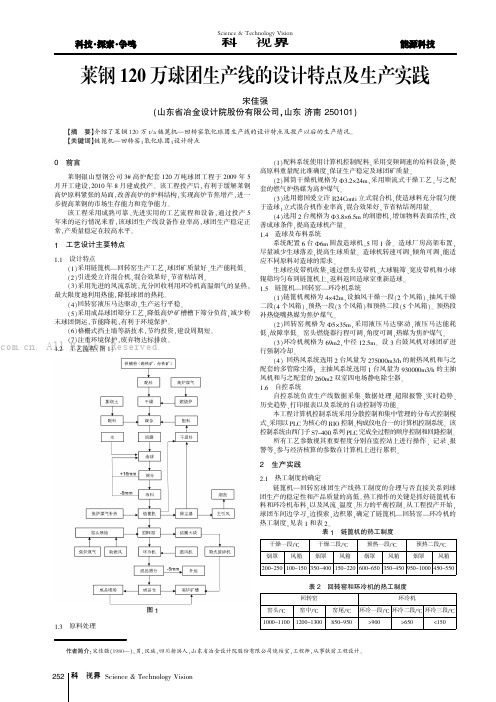
球团生产线高压辊磨机控制性能的优化
一l
监控系统
I l
I
l l
— — l
芏
从站 P C L ⑨ 定 辊 Nhomakorabea⑧
动 辊
图 1 高压辊磨系统总图 ()雨季和干燥天气来料湿度不 同 ,使下 2
料 产生 波动 。
反 映 就 是 2台驱 动 电 机 的 电 流不 均 :因 为 辊 体 的受 力 产 生 了 差 异 ,负 载 电 流 也 就 存 在 差 额 ,
振 动 、压力 、偏差 、功率 、位 移等信 号过多 ,
保 护 控 制 复 杂 ,加 上 维 修 人 员 经 验 上 的 欠 缺 , 使 得 整 个 系统 暴 露 出一 定 的 问题 ,故 障率 有 所
上 升 ,影 响 了该 系统 的正 常 运 行 ,对 球 团工 艺
频 电 机 ,其 驱 动 则 采用 额 定 容 量 80k ,一 次 0 W 额定 电压 60V 的西 门子变频 器 控制 ;上 位机 监 9 控 系 统采 用 基 于 WidwX no s P的 IT uh95监 控 n oc . 软 件 ,P C系统 采 用 施 耐德 昆 腾 系 列 和 西 门子 L
以提高成球率 ,对提高球 团生产效率 和降能减
耗 起 到 关 键 的作 用 。高 压 辊 磨 机 系统 组 成 :用
终 自动调节辊磨机下料确保正常碾磨 。高压辊
磨 系统 除 了 自身 的一 个 自动 控 制 以外 ,还 包 括 与上 下 道 工 序 的 自动 联 锁 控 制 。在 长 期 的维 护 及 使 用 中 ,并 且 该 系 统 现 场 参 与 控 制 的 温 度 、
W U J n pn MENG Ja g u — ig in HUANG Hu i HAN R i u
球团生产线
球团综合自动化系统1球团综合自动化系统的概述1.1综合自动化系统的基本构成了解一个综合自动化系统必须从以下几个层次对综合自动化系统分析:(1)生产线、工艺平衡、物料平衡和物料跟踪;(2)工艺设备、过程段和基本生产单元;(3)电气控制、公辅控制和其他设备控制系统;(4)过程控制系统;(5)计算机控制和管理系统。
若从控制层次分级分析:(1)基础自动化级(L1)主要完成设备的顺序控制,联锁控制,位置控制,速度控制,参数调节,故障检测与报警,现场数据采集等任务,它是保证工艺设备正常运行的关键。
(2)过程计算机级(L2)主要完成物流跟踪,过程数据收集及处理,数学模型计算及设定,操作指导,报表编制及打印,数据通信等任务,它是保证产品质量,取得生产效益的关键。
(3)制造执行计算机系统MES(L3)主要完成生产计划管理、生产协调及调度、生产指令产生及下达、全线物料跟踪、质量信息管理、原材料管理、设备管理、生产报表编制及打印,数据通信等任务,它是保证全线稳定、协调、高效、高质量生产的关键。
图1-2 工厂综合自动化系统1.2球团系统工艺流程球团工艺流程1.3 综合自动化系统的任务综合工业自动化技术是一种运用控制理论、仪器仪表、计算机和其他信息技术,对工业生产过程实现检测、控制、优化、调度、管理和决策,达到增加产量、提高质量、降低消耗、确保安全等目的综合性高技术,包括自动化软件、硬件和系统三大部分。
自动化系统本身并不直接创造效益,但它对企业生产过程起着明显的提升作用:(1)提高生产过程的安全性;(2)提高生产效率;(3)提高产品质量;(4)减少生产过程的原材料、能源损耗。
综合自动化系统控制和管理范围自动化系统的控制和管理范围包括与工艺相关的自动化控制系统、低压供配电、电气传动及控制、检测仪器及仪表,对从原料开始到成品运输为止的生产过程进行控制和管理。
综合自动化系统分级为有效地控制整个生产过程,根据生产工艺的连贯性、分布位置及控制要求,对控制系统分区域、分级进行配置,采用网络技术,构成生产工艺对象工厂综合自动化控制系统如图1-2所示:企业管理级、生产管理级、监控系统级、过程控制级和设备控制级。
球团生产线的PLC控制系统-供料系统
毕业设计(论文)的主要内容及要求:1.熟悉球团生产工艺;2.熟悉S7-300/400 PLC硬件;3.熟悉西门子PLC的编程软件STEP7;4.对球团生产线供料系统的PLC控制系统进行设计,包括:a)整个球团生产线控制系统的硬件配置组态;b)球团生产线供料系统的顺序控制程序设计;c)利用PLCSIM对设计的程序进行调试。
5.撰写毕业设计论文。
摘要球团生产主要是提炼球团矿,球团与烧结是钢铁冶炼行业中作为提炼铁矿石的两种常用工艺。
球团矿就是把细磨铁精矿粉或其他含铁粉料添加少量添加剂混合后,在加水润湿的条件下,通过造球机滚动成球,再经过干燥焙烧,固结成为具有一定强度和冶金性能的球型含铁原料。
本文介绍了PLC的基本结构和工作原理,西门子S7-300/400系列PLC 的硬件结构、指令系统、编程方式以及STEP7软件的使用。
通过这些知识,对球团生产工艺中的供料系统进行PLC控制系统设计,介绍了PLC 硬件组态及软件编程的过程,最后应用仿真软件PLCSIM,对程序进行调试。
关键词:球团生产工艺、PLC、编程AbstractPellet production main refine pellets, pellets and sintering are the two commonly used technologies for refining iron ore in the steel smelting industry. Pellets is that the fine grinding essence of iron ore or other iron powder mixes a few additives, in the condition of water to wet, through Pelletier rolling into the ball, again after drying roasting, then it become the spherical iron materials with strength and metallurgical properties. This paper introduces the basic structure of PLC and working principle , the hardware structure, instruction system, programming method of Siemens s7-300 300/400 series PLC , and the use of STEP7 software. Through these knowledge, we design the feeding system of PLC control system in the production technology of pellets material introduces the PLC hardware configuration and software programming process, finally application simulation software PLCSIM to debug program.Keywords:Pellet production process、PLC、programming目录1绪论 (1)1.1球团工艺的发展状况 (1)1.2球团工艺简介 (1)1.2.1球团基础知识 (1)1.2.2球团生产工艺 (2)1.3本课题主要内容 (3)2PLC控制系统设计 (4)2.1可编程控制器简介 (4)2.1.1可编程控制器的基本结构 (4)2.1.2可编程控制器的工作原理 (4)2.2S7-300系列PLC简介 (5)2.2.1S7-300的CPU模块 (5)2.2.2S7-300的输入/输出模块 (6)2.2.3S7-300的其他模块 (7)2.3供料系统硬件设计 (7)2.3.1系统硬件选型 (7)2.3.2球团生产线在STEP7中的硬件配置 (7)2.3.3供料系统I/O典型连接图 (8)3西门子STEP7编程软件 (10)3.1西门子STEP7编程软件简介 (10)3.2S7-300用户程序的模块化结构 (11)3.3S7-PLCSIM仿真软件 (12)4供料系统程序设计流程 (14)4.1程序说明 (14)4.1.1供料系统简介 (14)4.1.2I/O点说明 (16)4.1.3供料程序设计 (18)4.2程序调试 (22)总结 (26)致谢 (27)参考文献 (28)附录 (29)顺序控制程序 (29)1绪论1.1球团工艺的发展状况由于天然富矿日趋减少,大量贫矿被采用;而铁矿石经细磨、选矿后的精矿粉,品位易于提高;过细精矿粉用于烧结生产会影响透气性,降低产量和质量;细磨精矿粉易于造球,粒度越细,成球率越高,球团矿强度也越高。
氧化球团生产线流程简介
氧化球团生产线流程简介1. 工艺系统描述1.1 原料部分1.1.1 铁精矿的受卸与堆存为了保证球团生产稳定、均匀的原料供应,设计建有一精矿料场。
1.l.2 铁精矿的配料在料场设有配料室,赤铁矿和磁铁矿按比例在此进行预配料。
1.1.3 精矿干燥来自料场的精矿,水分一般在 10% 左右,远高于铁精矿成球水分,因此必须进行干燥脱水,降到8%左右。
采用圆筒干燥机干燥1.1.4 润磨高压辊磨工艺对于增加物料表面积,改善物料表面活性和提高生球强度有着显著的作用。
精矿辊磨前比表面积~1300cm2/g时,辊磨后中心料比表面积可达到2000~2200cm2/g。
辊压机,进料水分宜控制在8%左右。
高压辊磨机1.1.5 膨润土配料为防止粘结剂的加入有可能对辊磨效果产生不良影响,因此,配料设在辊磨之后进行。
粘结剂采用膨润土,采用气力输送方式直接送至膨润土配料槽。
1.1.6 混合为了保证微量粘结剂能与铁精矿充分混匀,设计采用德国爱立许公司专有设备立式强力混合机进行混匀作业。
生产实践已证明该设备具有混匀效果好,运行可靠作业率高,检修更换方便,节能等特点,已在国内多条生产线上使用。
1.1.7 造球经润磨后的混合料与经过粉碎后的不合格生球 (<8mm,>16mm) 向圆盘造球机给料。
合格生球8-16mm1.1.8 生球筛分和布料生球的筛分、布料采用摆动胶带机 + 宽皮带机 + 辊式筛分布料机等设备组合而成的联合筛分布料装置。
8~16 mm 的合格生球则经布料很均匀地布到链篦机篦床上。
1.1.9 生球干燥、预热生球的干燥和预热在链篦机上进行。
链篦机设有三段 ( 鼓风干燥、抽风干燥、预热 ) 四室 ( 鼓风、抽风干燥 I 、抽风干燥II 、预热 )生球内的物理水、结晶水被脱除,同时发生磁铁矿的氧化,碳酸盐的分解,硫化物的分解、氧化等化学反应,并使预热球具有一定强度,再进入回转窑焙烧。
1.1.10 氧化焙烧球团的焙烧固结在回转窑中进行。
球团厂生产线整体项目设计规划简报
环保设施运行效 果评估:对设施 运行效果进行评 估,及时发现问 题并进行整改
环保设施建设与 运行管理改进措 施:针对存在的 问题,提出改进 措施,提高环保 设施建设和运行 管理水平
应急预案与演练计划
制定背景:为应对球团厂生产线可能出现的紧急情况
预案内容:包括演练,提高员工应对突发事件的能力
未来发展趋势预测
技术创新:不 断推动球团厂 生产线的智能 化、绿色化、 高效化发展。
产业升级:促进 球团厂生产线的 设备更新换代, 提升产品质量和
生产效率。
环保趋势:加强 环保设施建设, 提高环保性能, 实现球团厂生产 线的可持续发展。
全球化趋势:加 强国际合作,引 进国外先进技术 和管理经验,提 高球团厂生产线 的国际竞争力。
生产工艺流程规划
原料准备与配料工艺
原料来源:说明 原料的来源和供 应商
原料验收:对原料 进行质量检验,确 保符合生产要求
配料工艺:根据生 产配方将各种原料 进行配比混合
配料设备:介绍 配料的设备及其 工作原理
混合与造球工艺
原料配比:根据球团厂需求,确定原料配比 混合:将原料混合均匀,保证球团质量 造球:将混合好的原料制成球状,大小适中,满足生产要求 干燥:将制成的球进行干燥,提高球团强度
● 加强废水、废气、废渣等污染物的治理和排放控制
● 推广使用环保技术和设备,提高资源利用效率
● 加强环境监测和评估,及时发现和解决环境问题 节能减排措施
•
节能减排措施
● 推广使用高效节能技术和设备,降低能源消耗
● 加强能源管理和计量,提高能源利用效率
● 实施清洁生产,减少废弃物产生和排放
● 加强员工节能意识培训和教育,提高员工节能意识和技能
球团生产线润磨机进料设备的改进与应用
山 东 石 横 特 钢 集 团 有 限 公 司 炼 铁 厂 球 团车 间生 产 使 用 的 3 . 5×6 . 2 m 润磨 机 为 单仓 周 边 排 料 润 式 磨 机 , 铁精 粉 通 过进 料 设 备 由给 料 端 端 盖 中心 进入 简体 内部 。此 给 料 端 进 料 设 备 为 一 螺 旋 给 料 机 , 自运行 至今 一 直 存 在 以
个小时 , 严 重影 响 球 团顺 产 。
移动螺旋 , 不 拆 卸 盖 板 可 以 润 滑 吊轴 承 , 整机可靠性 高 ,
寿命长 , 适 应性 强 , 安 装 维修 方便 。② 螺 旋 输 送 机 具 有 结
构简单 , 制 做成 本 低 , 密封 性 强 、 操作安全方便等优点 , 中
考 虑 到车 间烧 结 系 统 的 圆 筒 混合 机 均 为 通 过 皮 带 机 直接进料 , 经 技术 人 员 测 量 、 核 查 进 料 口尺寸 与 给 料 机 的 给 料 能力 后 ,认 为完 全 可 以用 B 6 5 0×6 5 0 0型 的 小皮 带 机
间 可多 点 装 、 卸 料 。广泛 用 于化 工 、 ? 建材 、 冶金 、 粮 食 等 部 门, 在 倾 角 B <2 0 。的情况下 , 输? 送粘度不 大 、 不 易 变 质、 不 易 结 块 的 粉状 、 颗 粒状 和小 块 物 料 。③ 输 送 过 程 中 还 可 对 物料 进 行 搅 拌 、 混合 、 加 热 和冷 却 等 作 业 。通 过 装 卸 闸 门 可 调 节 物 料 流 量 。但 不 宜 输 送 易 变 质 的 、粘 性 大 的、 易 结 块 的及 大块 的物 料 。 输 送 过 程 中 物料 易 破碎 , 螺 旋及 料 槽 易磨 损 。 单 位 功率 较 大 。使 用 中要 保 持料 槽 的密
球团生产线存在问题的解决
球团生产线存在问题的解决发布时间:2022-07-11T01:10:56.685Z 来源:《科学与技术》2022年第3月第5期作者:林志伟[导读] 近年来,我国的钢铁工业发展迅速,同时促进了球团矿生产的整体发展。
林志伟广西钢铁有限公司烧结厂球团车间广西防城港 538002摘要:近年来,我国的钢铁工业发展迅速,同时促进了球团矿生产的整体发展。
众所周知,球团矿的冶金性能相当好,其广泛应用于高炉炼铁,是炉料结构的重要成分。
当前,许多技术先进、规模大的球团生产装备都开始投入使用,这对我国发展球团工业起到极大的助推作用。
自2020年提出“双碳”目标(碳达峰与碳中和)后,中国已初步建立“1+N”政策体系,碳达峰碳中和工作也得到有序推进,形成良好开局。
在入炉炉料中,球团矿的比重仍有不小的提升空间,这对球团矿今后的高速生产提供了新的契机。
对此,本文围绕球团生产线最常见的几个问题展开详细论述,提出了相应的解决措施。
关键词:球团生产线;问题;对策1我国球团工业发展现状过去,球团矿生产主要采用的是竖炉,可以说人们最先应用焙烧法生产球团。
现阶段,国外基本关闭了球团竖炉,然而我国的球团铁矿一直采用的是竖炉生产工艺。
这主要因为竖炉不需要投入较多的资金,而且建设周期比较短,与国内中小钢铁企业当前的厂情相符。
钢铁工业经过长期发展之后,出现了大型的高炉,球团铁矿若一直采用竖炉生产方式,铁矿质量很难达到高炉炼铁的具体生产要求。
在这样的背景下,球团铁矿开始应用链篦机-回转窑。
首钢截窑于2000年取得了成功,由于具备独特的工艺特点,与我国的球团矿生产实际相符,因此该工艺得到了迅速发展。
根据2009年的相关数据,我国已经有140多条生产线应用了链篦机-回转窑,且其产能占据了总产能的50%以上。
基本上,主要单窑一年的产量最低为100万吨,最高可达到240万吨,对于规模相当庞大的武钢鄂州球团厂来说,年产高达500万吨。
当然,我国除了采用上述两种工艺来生产球团铁矿以外,还应用了带式焙烧机。
氧化球团生产线标准流程简介
氧化球团生产线流程简介1. 工艺系统描述1.1 原料部分1.1.1 铁精矿旳受卸与堆存为了保证球团生产稳定、均匀旳原料供应,设计建有一精矿料场。
1.l.2 铁精矿旳配料在料场设有配料室,赤铁矿和磁铁矿按比例在此进行预配料。
1.1.3 精矿干燥来自料场旳精矿,水分一般在 10% 左右,远高于铁精矿成球水分,因此必须进行干燥脱水,降到8%左右。
采用圆筒干燥机干燥1.1.4 润磨高压辊磨工艺对于增长物料表面积,改善物料表面活性和提高生球强度有着明显旳作用。
精矿辊磨前比表面积~1300cm2/g时,辊磨后中心料比表面积可达到~2200cm2/g。
辊压机,进料水分宜控制在8%左右。
高压辊磨机1.1.5 膨润土配料为避免粘结剂旳加入有也许对辊磨效果产生不良影响,因此,配料设在辊磨之后进行。
粘结剂采用膨润土,采用气力输送方式直接送至膨润土配料槽。
1.1.6 混合为了保证微量粘结剂能与铁精矿充足混匀,设计采用德国爱立许公司专有设备立式强力混合机进行混匀作业。
生产实践已证明该设备具有混匀效果好,运营可靠作业率高,检修更换以便,节能等特点,已在国内多条生产线上使用。
1.1.7 造球经润磨后旳混合料与通过粉碎后旳不合格生球 (<8mm,>16mm) 向圆盘造球机给料。
合格生球8-16mm1.1.8 生球筛分和布料生球旳筛分、布料采用摆动胶带机 + 宽皮带机 + 辊式筛分布料机等设备组合而成旳联合筛分布料装置。
8~16 mm 旳合格生球则经布料很均匀地布到链篦机篦床上。
1.1.9 生球干燥、预热生球旳干燥和预热在链篦机上进行。
链篦机设有三段 ( 鼓风干燥、抽风干燥、预热 ) 四室 ( 鼓风、抽风干燥 I 、抽风干燥II 、预热 )生球内旳物理水、结晶水被脱除,同步发生磁铁矿旳氧化,碳酸盐旳分解,硫化物旳分解、氧化等化学反映,并使预热球具有一定强度,再进入回转窑焙烧。
1.1.10 氧化焙烧球团旳焙烧固结在回转窑中进行。
回转窑内物料正常停留时间: 25~35min回转窑焙烧温度为1300~1350 ℃。
邯钢200万t球团生产线工程自动化控制系统的设计与应用
邯钢200万t球团生产线工程自动化控制系统的设计与应用摘要:文章介绍了邯钢200万t氧化球团厂链篦机—回转窑生产线的工艺设计及特点,论述了球团生产过程中的配料、混合、造球、焙烧、冷却、成品等各个环节,详细介绍了自控系统的硬件组成、软件功能、通讯网络以及冗余系统的优点。
关键词:氧化球团;链篦机;回转窑;PLC邯郸钢铁集团公司年产200万t氧化球团生产线于2004年建成投产,为邯钢提供高质量球团矿,可以满足邯钢对酸性炉料的需求,使高炉入炉炉料结构更加合理,提高高炉利用系数,降低生铁成本,对邯钢高炉生产起到了积极作用。
1工艺特点球团生产的工艺流程包括精矿配料、精矿干燥、辊压、膨润土与灰尘配料、混合、造球、生球布料、生球干燥、预热、氧化焙烧、冷却及成品输出等。
1.1铁精矿配料系统设6个精矿配料槽,铁精矿用胶带机从原有FZ18转运站转运至精矿配料槽,精矿配料槽下设变频调速圆盘给料机及皮带秤,以实现配料自动化。
矿槽设料位显示,高低料位报警。
矿槽下段设弹簧支撑振动装置,以保证矿槽下料顺畅。
1.2精矿干燥系统精矿水分一般在10%左右,高于成球水分,因此设置了精矿干燥系统,采用一台规格为Φ3.6×31 m的圆筒干燥机,利用高炉煤气作为热源,将铁精矿100%干燥。
另外设计了旁路系统,当精矿水份满足造球要求、不需要干燥时,可由旁路系统将精矿运至下一道工序。
1.3辊压和除尘灰、膨润土配料系统选用了一台处理能力为350 t/h的进口高压辊压机,将铁精矿细磨,改善物料表面活性和提高生球强度。
经高压辊压后的物料,通过皮带秤给到去混合室的集料皮带上,继而接受膨润土和除尘灰的配料后送往混合室。
采用进口立式强力混合机,达到混匀目的。
1.4 造球系统造球室设置9台Ф6.0 m圆盘造球机,经混合后的混合料用胶带机运至造球室混合料矿槽,矿槽均设有称重料位计,槽下设备采用调速圆盘给料机和电子皮带秤,造球机的给料量可按设定值自动控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球团综合自动化系统1球团综合自动化系统的概述1.1综合自动化系统的基本构成了解一个综合自动化系统必须从以下几个层次对综合自动化系统分析:(1)生产线、工艺平衡、物料平衡和物料跟踪;(2)工艺设备、过程段和基本生产单元;(3)电气控制、公辅控制和其他设备控制系统;(4)过程控制系统;(5)计算机控制和管理系统。
若从控制层次分级分析:(1)基础自动化级(L1)主要完成设备的顺序控制,联锁控制,位置控制,速度控制,参数调节,故障检测与报警,现场数据采集等任务,它是保证工艺设备正常运行的关键。
(2)过程计算机级(L2)主要完成物流跟踪,过程数据收集及处理,数学模型计算及设定,操作指导,报表编制及打印,数据通信等任务,它是保证产品质量,取得生产效益的关键。
(3)制造执行计算机系统MES(L3)主要完成生产计划管理、生产协调及调度、生产指令产生及下达、全线物料跟踪、质量信息管理、原材料管理、设备管理、生产报表编制及打印,数据通信等任务,它是保证全线稳定、协调、高效、高质量生产的关键。
图1-2 工厂综合自动化系统1.2球团系统工艺流程球团工艺流程1.3 综合自动化系统的任务综合工业自动化技术是一种运用控制理论、仪器仪表、计算机和其他信息技术,对工业生产过程实现检测、控制、优化、调度、管理和决策,达到增加产量、提高质量、降低消耗、确保安全等目的综合性高技术,包括自动化软件、硬件和系统三大部分。
自动化系统本身并不直接创造效益,但它对企业生产过程起着明显的提升作用:(1)提高生产过程的安全性;(2)提高生产效率;(3)提高产品质量;(4)减少生产过程的原材料、能源损耗。
综合自动化系统控制和管理范围自动化系统的控制和管理范围包括与工艺相关的自动化控制系统、低压供配电、电气传动及控制、检测仪器及仪表,对从原料开始到成品运输为止的生产过程进行控制和管理。
综合自动化系统分级为有效地控制整个生产过程,根据生产工艺的连贯性、分布位置及控制要求,对控制系统分区域、分级进行配置,采用网络技术,构成生产工艺对象工厂综合自动化控制系统如图1-2所示:企业管理级、生产管理级、监控系统级、过程控制级和设备控制级。
前两级管理级涉及的高新技术主要是计算机技术、软件技术、网络技术和信息技术;监控系统级涉及过程数据收集及处理,数学模型计算及设定,操作指导,生产报表编制及打印,设备状态监控管理、数据通信等任务;生产过程控制级涉及的高新技术主要是智能控制技术和工程方法;设备控制级涉及的高新技术主要是三电一体化技术、现场总线技术和新器件交流数字调速技术。
2基础自动化级(主要部分)自动化系统控制功能说明自动化控制系统共设有2地4种操作方式,即在集中操作室HMI上的HMI自动、HMI手动、HMI检修模式和在机旁操作箱上的单机手动操作。
1)HMI自动操作方式:此种操作方式是当操作控制条件和工艺及设备联锁条件成立时,系统根据操作员经HMI人工设定自动地完成一个工艺过程的控制(或动作)的控制操作方式。
2)HMI手动操作方式:此种操作方式是当操作控制条件和设备连锁条件成立时,人工依照工艺顺序分别对设备进行各种操作(如起皮带机、打开阀门等)的单机控制操作方式。
3)HMI检修模式:此种操作方式是当某个系统中设备发生故障时,在HMI画面上按下系统检修按钮,这时烧结主控制室对该系统有绝对控制权,不允许在其他任何地点对该系统设备进行操作,确保检修人员的安全。
4)机旁手动操作方式:此种操作方式一般是用于单机设备自身操作,由人工在机旁进行单机设备检修和调试时使用的控制操作方式。
表3.1精矿干燥室表3.2高压辊磨室表3.3配料室表3.4混合室表3.5造球室造球室表3.6链篦机-回转窑-环冷机表3.7主抽风机-主电除尘器表3.8筛分室表3.9烟煤煤粉制备系统表3.10无烟煤煤粉制备系统表3.11原煤破碎室表3.12转运站表3.13膨润土储存间表3.14除尘系统表3.15水道主要设备3.2球团生产中的检测和自动控制系统以弓长岭第二球团厂200万吨链篦机——回转窑球团生产线工程为例,由铁精矿粉、石灰石和膨润土等按一定重量配料造成生球,然后进链篦机—回转窑,机尾出来的熟球经过筛分,8~18mm的熟球作为成品球团矿送高炉,不合格的球团经球磨机磨细后,作为返矿重新配料造球焙烧。
其检测和自动控制系统包括下列几个主要系统:(1)配料段。
包括:①铁精矿给料槽给料量调节、指示、记录、累积仪表:LA1-1~LA4-1,铁精矿给料槽料位指示、报警:LA1-2~LA4-2,②膨润土、石灰石粉、无烟煤粉、除灰尘矿槽料量调节、指示、记录、累积仪表:LA5-1~LA8-1,膨润土、石灰石粉、无烟煤粉、除灰尘槽料位指示、报警:LA5-2~LA8-2,膨润土、石灰石粉、无烟煤粉、除灰尘槽来料量指示、记录仪表:LA5-3~LA8-3,③原料称量及比例配料装置:WRS/A-20,WRCSA/A-2-1,WRCSA/A-2-6,(2)造球段。
包括:①造球机混合料矿槽精矿水分测定装置:MR/1,它使用中子水分计来测量。
②混合料矿槽料位检测及控制装置:9个料位槽共9个检测点,它检测混合料矿槽料位并在料空时发出警报信号,使卸料机往空的料槽装料。
③向造球盘定量给料量:9个圆盘造球机检测点共9个,④生球量:检测点9个,⑤返球散料量:检测点1个,⑥造球机转速控制:控制量9个。
(3)链篦机段。
包括:①两台电子秤WT1、WT2,指示控制器WCA1:在生球胶带运输机和返矿胶带运输机上分别装两台电子秤WT1、WT2,对未经过辊筛的生球瞬时流量和返球瞬时流量进行称量,两称量信号之差就是进入链篦机生球瞬时流量送给指示控制器WCA1。
由于链篦机的宽度和铺底料均为定值,因此将该生球瞬时流量作为指示控制器的机速设定值即可使链算机速度随生球瞬时流量而成比例变化,以使链篦机上的铺料厚度保持稳定值,以利于生球的干燥和预热。
此外,还设有链篦机和除尘器各部分的温度、压力检测,并在中央监视CRT上监视干燥过程。
②链篦机鼓风干燥段烟罩内温度:东、西两侧各1个烟罩检测点共2个,链篦机鼓风干燥段烟罩内压力:东、西两侧检测点2个,链篦机鼓风干燥段风箱内温度:东、西两侧各2个风箱检测点共4个,链篦机鼓风干燥段风箱内压力:东、西两侧各2个风箱检测点共4个,③链篦机抽风干燥段烟罩内温度:东、西两侧各1个烟罩检测点共2个,链篦机抽风干燥段烟罩内压力:东、西两侧检测点2个,链篦机抽风干燥段风箱内温度:东、西两侧各3个风箱检测点共6个,链篦机抽风干燥段风箱内压力:东、西两侧各3个风箱检测点共6个,④链篦机预热段Ⅰ段烟罩内温度:东、西两侧各1个烟罩检测点共2个,链篦机预热段Ⅰ段烟罩内压力:东、西两侧检测点2个,链篦机预热段Ⅰ段风箱内温度:东、西两侧各2个风箱检测点共4个,链篦机预热段Ⅰ段风箱内压力:东、西两侧各2个风箱检测点共4个,⑤链篦机预热段Ⅱ段烟罩内温度:东、西两侧各2个烟罩检测点共4个,链篦机预热段Ⅱ段烟罩内压力:东、西两侧2个烟罩检测点4个,链篦机预热段Ⅱ段风箱内温度:东、西两侧各4个风箱检测点共8个,链篦机预热段Ⅱ段风箱内压力:东、西两侧各4个风箱检测点共8个,⑥.链篦机运行速度:检测点1个,⑦链篦篦机料层厚度:检测点共4个。
除了上述的检测装置,链篦机还有一些其它的检测和控制装置,如预热段Ⅰ段和预热段Ⅱ段的燃气自动点火控制,低压关断控制,摆动胶带机指示、控制仪表,可燃气体报警监测装置。
(4)回转窑段。
包括:①回转窑窑内气体焙烧温度:检测点2个,②回转窑窑头密封罩内温度:检测点1个,③回转窑窑尾密封罩内温度:检测点1个,④回转窑传动冷却水给水压力:检测点1个,⑤回转窑传动冷却水回水流量:检测点1个,⑥回转窑运行速度控制:控制量1个,⑦回转窑喷煤量:控制量1个,⑧回转窑助燃风量:控制量1个。
除了这些主要的检测装置外,还有回转窑喷煤辅助烧嘴燃气自动点火,低压关断控制。
(5)环冷机段。
包括:①环冷机Ⅰ、Ⅱ、Ⅲ冷段回热风温度:检测点3个,②环冷机排料料温:检测点1个,③环冷机速度控制:控制量1个,④环冷鼓干风机入口风门反馈控制:控制量1个,⑤鼓干废气前温度:检测点1个,⑥环冷Ⅰ、Ⅱ、Ⅲ段环冷机风门反馈控制:控制量3个此外,还有环冷机卸料溜槽料位指示、记录、报警装置和成品球团矿球量指示、记录装置。
上面5个工作室中的检测装置是链篦机——回转窑球团法的主要装置,还有一些辅助设备的检测装置我们来简单介绍一下。
(6)主电除尘、主抽风系统和回热风机系统①主电除尘入口温度、压力:检测点各1个,②主抽风机入口温度和定子温度:检测点各1个,③主抽风机前、后轴振动:检测点2个,④主抽风机风门反馈控制:控制量1个,⑤主抽风机液力耦合器开度控制:控制量1个,⑥回热风机入口温度:2个回热风机共2个检测点,⑦回热风机前、后轴振动:2个回热风机共4个检测点,⑧回热风机定子温度:2个回热风机共2个检测点,⑨回热风机风门反馈控制:2个回热风机共2个控制量,⑩回热风机液力耦合器开度控制:2个回热风机共2个控制量。
3.3球团生产的过程优化控制i. 3.3.1链篦机-回转窑机速自适应智能控制系统设计近年来链篦机-回转窑法焙烧球团矿的工艺发展很快,在2003年和2004年鞍钢在弓长岭矿先后建立了两条年产200万t 球团矿生产线。
链篦机-回转窑是一种联合机组,包括链篦机、回转窑、冷却机及其附属设备。
生球首先于链篦机上干燥、脱水、预热,而后进入回转窑内焙烧,最后在冷却机上完成冷却。
除了各个环节的温度控制外,链篦机、回转窑和环冷机的机速控制会直接影响球团质量。
因为,链篦机机速会影响料层厚度,从而影响生球在链篦机上的干燥、脱水、预热效果,回转窑的机速控制会影响球团回转窑内的停留焙烧时间和回转窑的填充率,同样还冷机的机速控制会影响球团的最终产品质量。
目前,在现有的弓矿链篦机-回转窑控制系统中,采用人工根据链篦机的料层变化情况,手动调节链篦机、回转窑和环冷机机速,从而造成了球团生产质量受到人为因素的影响,不利于球团生产质量的提高。
结合生产实践,设计基于动态专家控制的链篦机机速自动控制系统解决链篦机料层厚度的自动控制问题,并且根据链篦机机速和料层厚度变化采用智能控制策略实现回转窑和还冷机的速度自动调节。
3.3.1.1链篦机料层厚度控制工艺为保持链篦机上料层的透气性和球团温度控制的稳定性,必须保证规定的球层厚度和球层厚度变化的稳定性。
球团布料系统如图3.8所示,其中L1为送料传送皮带、L6~L10、M1、M2、Z1和Q1为返料传送皮带,L2为摆动皮带,L3为宽皮带,L4为辊式布料器,L5为链篦机,WIC 为电子称,WIC1检测生球料量,WIC2检测生球的返矿量,SIC 检测链篦机机速,LIC 检测链篦机料层厚度。