VERICUT软件在切削加工中应用
VERICUT仿真系统在数控加工中的应用(Word可编辑版)
VERICUT仿真系统在数控加工中的应用(最新版)-Word文档,下载后可任意编辑和处理-【摘要】本文结合加工实例介绍了VERICUT仿真系统在数控加工中的应用,创建了数控磨床的实体模型及待加工毛坯模型,并输入G代码对工件进行了模拟加工,以验证其数控程序的正确性。
【关键词】 VERICUT仿真创建模型模拟加工VERICUT是美国CGTECH公司开发的一种运行于Windows 或UNIX系统的计算机上先进的专用数控加工仿真软件,用于制造业CNC数控机床加工仿真和优化。
该软件取代了传统的切削实验部件方式,通过模拟整个机床加工过程和校验加工程序的准确性,来帮助用户清除编程错误和改进切削效率[1]。
VERICT的如下6个模块能满足工厂目前各项要求:(1)验证模块验证模块具有仿真和验证三轴铣床和两轴车床所需的所有功能。
可以再VERICUT中定义毛坯模型或者从CAD系统输入毛坯模型,还可以仿真多个同步运动的刀具。
(2)优化模块优化模块基于切削条件和需切削材料量自动修正进给率。
优化模块可以读入刀具路径文件,可以根据每部分切削材料量的不同,选中符合切削条件的指定最佳进给率。
(3)机床仿真模块机床仿真模块可帮助用户完成整个CNC机床的真实三维仿真,就如同实际生产一样,同时它还具有最精准的碰撞检测功能。
该软件会检测所有机床零件,并模拟运动得出零件间的碰撞和接近碰撞的情况。
(4)多轴模块随着零件和机加工操作变得越来越复杂,出现错误的机会也会随之增加。
设计加工工序时,用户不会拿刀具路径的精度、零件质量和机床及机械工人的安全去冒险。
多轴模块可以仿真和验证4轴和5轴铣和磨削加工的过程。
(5)自动比较模块而自动比较模块可以把一个表面、一组表面或一个实体模型的外壳与仿真加工后的零件进行比较,通过指定两实体模型的重合比较,可以容易地辨别出擦伤、碰撞或残余的材料,这是检验仿真加工件是否符合设计的一种新的手段。
(6)接口模块该软件可以从UG、CATIA、Pro/E等所有主流三维建模软件的加工模块里直接调用该软件进行仿真和优化。
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析1. 引言1.1 绪论随着制造业的不断发展,数控仿真加工也面临着一些问题和挑战。
在复杂零部件加工过程中,可能会出现碰撞或工艺分析不足的情况,影响加工效率和产品质量。
改进数控仿真加工的方法和技术显得尤为重要。
本文将对数控仿真加工的概念进行介绍,探讨VERICUT软件在实际应用中的优势,分析数控仿真加工面临的问题与挑战,并提出改进办法,旨在为制造企业提供更好的数控仿真加工解决方案。
通过对这一领域的研究和探讨,我们可以不断提升制造业的技术水平和竞争力,推动行业的持续发展与创新。
2. 正文2.1 数控仿真加工的概念数控仿真加工是指利用计算机软件模拟数控加工过程,通过虚拟的方式对实际加工过程进行模拟和验证。
它是数控加工的重要环节,可以帮助企业提高产品质量、提高生产效率、缩短产品研发周期。
数控仿真加工的过程主要包括建模、加工路径规划、刀具路径优化、仿真验证等环节。
在建模阶段,需要将产品模型导入软件中,并设置加工参数。
在加工路径规划阶段,软件会根据产品模型和加工参数生成最优的加工路径。
在刀具路径优化阶段,软件会对加工路径进行优化,以提高加工效率和质量。
在仿真验证阶段,软件会模拟实际加工过程,检查加工路径是否正确、避免碰撞等问题。
通过数控仿真加工,可以有效减少加工中的错误和风险,提高产品质量和生产效率。
还可以更好地利用刀具和机床资源,减少生产成本。
数控仿真加工在各种制造行业中得到广泛应用,并且随着技术的不断发展,其应用范围和功能也在不断扩展,为企业的发展提供了强大的支持。
2.2 VERICUT软件的应用VERICUT软件是一款专门用于数控机床仿真的软件,在制造业领域广泛应用。
其主要功能包括对数控程序进行模拟和验证,以确保加工过程中的安全性和效率性。
VERICUT软件可以帮助用户发现潜在的加工问题,并提供改进建议,从而降低生产成本和提高生产效率。
首先,VERICUT软件可以对数控程序进行精确的仿真,包括刀具路径、物料去除情况等。
VERICUT仿真技术在数控加工工厂中的应用
装配方式将各种规格的刀柄和 刀具装配 在一起形成 刀具库 。一
般 模 拟 高 速 机 床 、 多 轴机 床仿 真 时 ,为 了避 免 加 工 中 的大 余 量 切 削 等 问题 ,Fu e e g h5 刃 长 度 ) 设 置 在 合 理 的切 削长 1t L n t ( 0 应 度 范 围 ,这 样 还 能检 查摆 角加 工 中 ,刀 杆 与 零 件 的 干 涉 问 题 。
调试和验证 ,经过校对后入库保存 。
一
、
工 艺 系 统仿 真 环 境 构 建 程 序
二 、仿 真 技 术 系统性 应 用
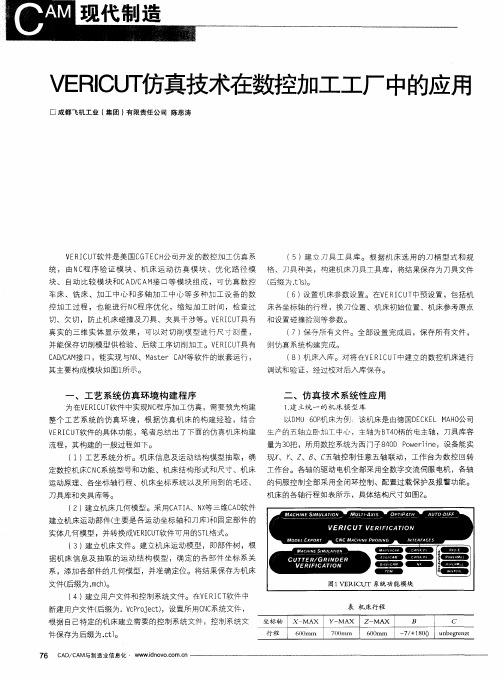
1建 立统 一 的 机 床模 型 库 . 以 D U 6 P 床 为 例 :该 机 床 是 由德 国 D C E M H 公 司 M 0机 EK L A O
为 在 V RC T 件 中实 现 N 程 序 加 工 仿 真 ,需 要预 先构 建 E IU软 C
7 C D C M与制造业信息化 ・ , win v o n 6 A/A v o oc r c d n
行 程
60 0 mm
70 0 mm
60 0 mm
一 / 1 o u bgez 7+ 80 n e rn t
栏 目主持 :丁海 骜 投稿 信箱 :dn h o c dc m. ig a @i .o c a n
新 建 用户 文 件 ( 后缀 为 .VPoe t,设 置 所 用 CC crj c) N 系统 文件 ,
表 机床行程
坐标 轴 X A M X y— MA X Z— MA X B C
根据 自己特定 的机床建立需要 的控制系统文件 ,控制系统文
件 保 存 为 后 缀 为 .t。 cl
切 、 欠 切 ,防 止 机 床 碰 撞 及 刀 具 、 夹 具 干 涉 等 。 V RC T 有 和设置碰 撞捡测等参数。 E IU 具
基于VERICUT的数控加工程序切削参数优化
■
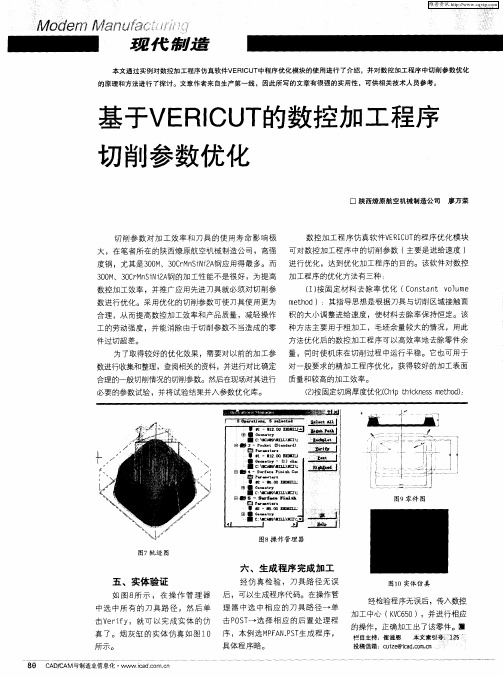
图1 O实体仿真
如 图8 示 ,在 操 作 管 理 器 后 ,可以生成程序代码。在操作 管 所 中选 中所 有 的 刀具路 径 ,然后 单 理 器 中选 中相 应 的 刀具路 径一 单
击 V 1 y e f ,就可 以完成 实体 的仿 击 P S 一 选 择相 应 的后 置处 理程 r OT
量均 匀区域按 固定切屑 厚度优化 ,余量不均 匀的区域
备 注
零件材料 :合 金钢 刀片材质 :A Z 5 径 C 30
向 切 削 深度 : ≤5 m m
表 2用 于 优 化 的 数 据 主轴转速/ ( r mn / i )
对公 司加 工的零件一般 具有 毛坯 加工余量很大 且外形较复杂 的特 点 ,我们选择 了按 固定材料 去除率
为 了取得较好的优化效果 ,需要 对以前的加工参 量 ,同时使机床在 切削过程中运行平稳 。它也可 用于 数进行收集和整理 ,查阅相关的资料 ,并进行对 比确定 对一般要求 的精加 工程序优化 ,获得较好 的加 工表面 合理的一般切削情况 的切削参数。然后在现场对其进行 质量和较 高的加工效率 。 必要 的参 数试验 ,并将试验结果并入参数优化库。
经检验程序无误后 ,传入数控 加工中心 ( V6 0),并进行相应 KC 5
的操作 ,正确加工 出了该零件。圈
栏霄主持: 崔滋息 本文索写号 5 l j2 叠
投稿信箱 :c ie cdc mc 。 uz @i . . a o n
真 了。烟灰 缸 的实体 仿真 如 图1 序 ,本例 选M F NP T O P A .S 生成 程序 ,
合理 ,从 而提高数控加 工效率和产 品质量 ,减轻操作 积 的大小调 整进给 速度 ,使材料去 除率保持恒定 。该 工的劳动强度 ,并能消除 由于切 削参数不 当造 成的零 种方 法主要 用于粗 加工 ,毛坯余量较大 的情 况 ,用此
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析我们可以了解一下VERICUT这款软件。
VERICUT是CGTech公司开发的一款专门用于数控加工仿真的软件,它可以在电脑上模拟数控机床的运行过程,通过模拟刀具的运动轨迹和材料去除情况来检查加工过程中是否存在碰撞、程序错误、刀具磨损等问题。
通过VERICUT的仿真,可以提前发现并避免加工过程中的错误和问题,从而节省生产时间和成本。
VERICUT被广泛应用于航空航天、汽车、船舶、模具、医疗器械等高端制造领域。
在数控仿真加工过程中,VERICUT的应用可以带来许多好处。
它可以确保产品质量。
通过仿真加工,可以及时发现加工过程中的错误和问题,从而保证产品的精度和质量;它可以提高生产效率。
通过仿真加工,可以避免因错误程序和碰撞而导致的生产中断,提高生产效率;它可以降低生产成本。
通过提前发现问题并进行改进,可以减少因错误加工导致的浪费,降低生产成本。
VERICUT的数控仿真加工技术在现代制造业中具有非常重要的意义。
目前VERICUT的数控仿真加工技术还存在着一些问题和不足。
最突出的问题就是仿真精度不够高。
目前,VERICUT的仿真精度主要取决于数学建模和运算的精度,而这种精度对于一些高精度加工来说还不够。
VERICUT的仿真速度也比较慢,无法完全满足现代制造业对于高效生产的需求。
有必要对VERICUT进行改进,提高其数控仿真加工的精度和速度。
针对VERICUT的数控仿真加工技术存在的问题和不足,可以提出一些改进方案。
可以利用人工智能技术来提高仿真精度。
目前,人工智能技术在模拟仿真领域已经取得了一定成绩,可以通过机器学习和深度学习的方法来提高仿真模型的精度,以更准确地模拟加工过程中的情况。
可以利用并行计算技术来提高仿真速度。
随着计算机硬件的不断发展,利用并行计算技术可以大幅提高仿真的速度,从而满足现代制造业对于高效生产的需求。
还可以加强对软件算法的优化,提高其运算效率和速度。
vericut9 案例介绍
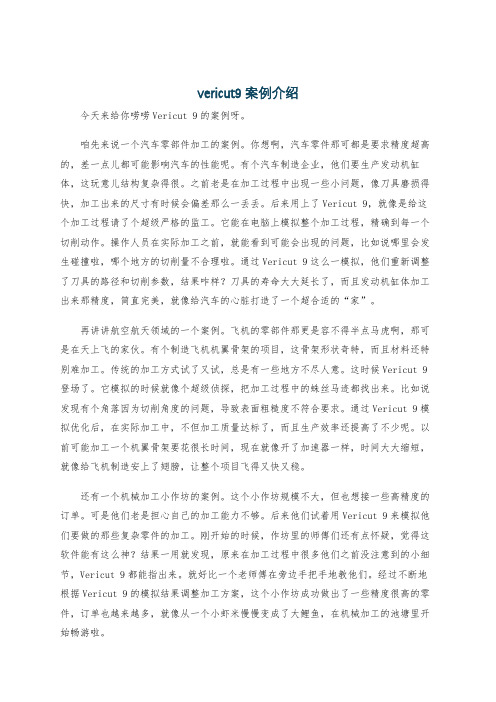
vericut9 案例介绍今天来给你唠唠Vericut 9的案例呀。
咱先来说一个汽车零部件加工的案例。
你想啊,汽车零件那可都是要求精度超高的,差一点儿都可能影响汽车的性能呢。
有个汽车制造企业,他们要生产发动机缸体,这玩意儿结构复杂得很。
之前老是在加工过程中出现一些小问题,像刀具磨损得快,加工出来的尺寸有时候会偏差那么一丢丢。
后来用上了Vericut 9,就像是给这个加工过程请了个超级严格的监工。
它能在电脑上模拟整个加工过程,精确到每一个切削动作。
操作人员在实际加工之前,就能看到可能会出现的问题,比如说哪里会发生碰撞啦,哪个地方的切削量不合理啦。
通过Vericut 9这么一模拟,他们重新调整了刀具的路径和切削参数,结果咋样?刀具的寿命大大延长了,而且发动机缸体加工出来那精度,简直完美,就像给汽车的心脏打造了一个超合适的“家”。
再讲讲航空航天领域的一个案例。
飞机的零部件那更是容不得半点马虎啊,那可是在天上飞的家伙。
有个制造飞机机翼骨架的项目,这骨架形状奇特,而且材料还特别难加工。
传统的加工方式试了又试,总是有一些地方不尽人意。
这时候Vericut 9登场了。
它模拟的时候就像个超级侦探,把加工过程中的蛛丝马迹都找出来。
比如说发现有个角落因为切削角度的问题,导致表面粗糙度不符合要求。
通过Vericut 9模拟优化后,在实际加工中,不但加工质量达标了,而且生产效率还提高了不少呢。
以前可能加工一个机翼骨架要花很长时间,现在就像开了加速器一样,时间大大缩短,就像给飞机制造安上了翅膀,让整个项目飞得又快又稳。
还有一个机械加工小作坊的案例。
这个小作坊规模不大,但也想接一些高精度的订单。
可是他们老是担心自己的加工能力不够。
后来他们试着用Vericut 9来模拟他们要做的那些复杂零件的加工。
刚开始的时候,作坊里的师傅们还有点怀疑,觉得这软件能有这么神?结果一用就发现,原来在加工过程中很多他们之前没注意到的小细节,Vericut 9都能指出来。
VERICUT软件在数控加工技术培训中的应用技巧
主轴箱为固定部件,夹具为三爪卡盘。 →右键单击→在光标菜单选 A P P E N D
机床坐标原点为卡盘右端面中心,机 →选 XLINEAR”,添加 X 轴。同样方法,
床坐标系如图 1 示。
添加其他部件,得到部件树如图2所示。
因为机床坐标系的 X 轴正方向指
C O M P O N E N T A T T R I B U T E S 中改 TOOL INDEX 分别为 1、2、3、4,指 定刀具号。
(4)建立部件树 先设 C O N T R O L 为“F A N U C — 0 T ”:选菜单“S E T U P → C O N T R O L → O P E N ”,在弹出对话框中设“S H O R T
四工位电动刀架、步进电机驱动的经 C U T ”为“C G T E C H _ L I B R A R Y ”,选 济型车床。所用数控系统为 FANUC — “fan0t.ctl”打开后建部件树。选菜单
TYPE 选择为 MODEL FILES 类型,按
B R O W S E 找到相应 S T L 格式文件,
向操作者方向,则在添加 Z 轴部件时, N O R M A L S 方向应设为 O U T W A R D 。
由于默认 Z 轴部件的 X 轴正方向为远离
1)工件 STOCK 可用 VERICUT 的
(3)建立刀具库; (4)在 VERICUT 软件中新建用户 文件,设置所用 CNC 系统,并建立机 床运动模型,即部件树; (5)添加各部件的几何模型,并准 确定位; (6)设置机床参数; (7)保存所有文件。
下面以 CJK6132 经济型数控车床 为例进行说明。
(1)机床概述 此车床为卧式、平床身、前刀座、
(6)单击操作界面上的“选择 NC 程序”,指定刚才编写的 NC 程序。
基于VERICUT数控加工切削参数的优化
主 轴 转 速 n = 75 ~ 3750 r / min, 进给速度 = 5. 6 kW, 工作行程: x = 630 mm, Vmax = 0. 25 ~ 6 350 mm / min。 y = 400 mm, z = 500 mm。 ( 2 ) 零 件材 料 : 硬 铝 , 外 形 尺寸 为 : 250 mm × 205 mm × 50 mm。 ( 3 ) 刀具: 刀齿数 z = T1 : D = 25 mm, R = 3 mm, H = 60 mm, 硬质合金 。 2, 刀齿数 z = T2 : D = 13 mm, R = 3 mm, H = 50 mm,
{g ( n
i
X' = minT[ n f aw a p ] f a w ap ) ≤ 0
式中: i = 1,2,… ,7
3
3. 1
优化实例
下面以模具型腔加工工序为例, 说明其优化过程 。 试验条件 ( 1 ) 机床: VMC10 镗铣加工中心 , 机床额定功率 P
2
切削参数的优化
上述数学模型的目标函数和约束方程都为非线性
方程 , 如果采用传统的优化算法 , 不仅计算复杂而且 不容易搜索出全局最优解 。 采用 VERICUT 优化模块来 求解, 此方法简便易懂, 它的优化设置是自动化, 并且 是用户可选择的 。 而所谓基于 VERICUT 的优化设计, 是指基于切削 条件和切削的材料量, 通过重新计算进给速度或主轴 转速, 以满足最小加工时间的目标函数及最大机床功 率等约束条件的要求, 从而产生一个优化的刀具轨迹 文件 。 这一功能由 VERICUT 内部的 Optipath 模块来完 成, 可实现 NC 代码优化, 重新生成优化后的刀具轨迹
32
ቤተ መጻሕፍቲ ባይዱ
NC机床切削仿真软件VERICUT教程.ppt

保存文件/进程 颜色设置
报告 输出
影象拷贝
日志文件命名/清空
打开文件/进程 另存为
属性 编辑刀轨文件/文本文件
图象记录/回放
自动保存
退出
视图(View)
视图方向 选择/存储视图方位
视图布局 属性
工具栏
视图方向(View Orientation)
NOTE:当使用者用Analysis分析模型的厚度特征之间的距离 等时应确保View Orientation的动态视图为OFF状态
在定刀轨方向对话框中用户可指定多个 刀轨方向
刀具控制(Tool control)
操作者可以设置刀具在切削仿真中的显示情况及选择刀库
刀库管理(Tool manager)
点击ToolsTool manager 用户可以创建一个与NC加工相关的刀具
库 根据实际的 加工情况添加 刀具定义刀具 参数
根据实际零件尺寸定义毛坯大小
根据实际的加工坐标系调整vericut…中world coordinate system 或tool coordinate system( 通常用于多刀轨坐标系)相对mold coordinate system的位置 本例涉及三段程序所以采用tool coordinate system
(Machining type)及文件 开始段(Start cut)和停止段 (Stop At)的位 置等。
指定相对应的机床文件
点击刀轨文件对话框的设置(setting…) 出现对话框
可指定相关的 job文件 、 ctl文件、mch文 件及程控方法 (programming method)
指定刀轨方向
仿真步骤
针对UGII用户post process产生的G代码进行仿真的操作 步骤:
基于VERICUT的数控加工技术应用研究

际情 况相 பைடு நூலகம்应 的仿 真场景 , 足 培训 需要 。 满
关键词: 控 ; 真; 数 仿 VERI CUT
中图分 类号 : G 5 6 T 9 . T 0 ; P3 19
文献 标 志码 : B
XU u .W AN G n H i Fa
Applc to s a c n CNC o e sn c noog a e n t ia i n Re e r h o Pr c s i g Te h l y b s d o he VER I CU T
切削模 型 可测 量尺 寸 , 能保 存 模 型 供 检 验 和 后续 并
目前 , 内 已经 有少 数 高 等 院校 将 计算 机仿 真 国
初 步 运 用 于 数 控 操 作 人 才 培 训 的 教 学 之 中 , 时 也 同
工序 切削加 工 。VE C RI UT软件 目前 已广泛 应 用 于
Vericut软件在数控加工仿真中的应用
第2卷第1期2009年3月上海电气技术JOURNAL OF SH ANGH A I ELECT RIC T ECH N OLOGYVo l.2No.1Mar.2009文章编号:1674-540X(2009)01-011-04收稿日期作者简介周吉(),男,本科,主要从事数控研制开发工作,z j @Vericut软件在数控加工仿真中的应用周吉,徐志明(上海电气集团股份有限公司中央研究院,上海200070)摘要:阐述了Vericut 软件对数控机床仿真环境的构建过程,通过以SE305M 五轴双转台联动数控加工中心为原型构建仿真机床和虚拟仿真加工,展现了Vericut 在数控加工仿真中的优越性,极大地提高数控编程的效率和质量。
关键词:Vericut 软件;仿真;STL 模型中图分类号:T P 391.9文献标识码:AVericut in the Aplication of N C M achining SimulationZH O U J i ,X U Zhiming(Shanghai Elect ric Group Co.,Lt d.,Cent ral A cademe,Shanghai 200070,China)Abstra ct:T his paper expounds Ver icut software for NC machine tools simulation envir onment,through the process of the construction of the dual axis stabilized SE305M five of N C machining center for the prototype linkage of constructing virtual simulation processing machine and simulation shows that in the NC machining simulation of ver icut super iority,greatly enhancing the efficiency and quality of CNC programming.Key words:Vericut software;simulation;ST L model为CNC 机床生成完美的NC 程序是一件复杂的工作。
基于VERICUT二次开发的数控加工切削力仿真研究
( . c ol f c a o i nier g U ie i f l t ncSinea dT cn l yo C ia C e g 1 Sh o o Meh t n s g ei , nvr t o e r i c c n eh oo f hn , h n- r cE n n sy E c o e g
真 , 时 对 加 工 区 域 的 温 度 场 情 况 , 屑 形 成 , 削 应 同 切 切
点是基 于强大 的建模 仿真 功 能 , 以实 现复 杂加 工过 可 程 的仿 真 , 缺点是材料 的本构方程描 述不够详 细 , 对材
料 的特 性 输 入 不 够 精 确 , 致 结 果 误 差 很 大 。 导
仿真是 根据 刀具和工件 的几何信 息 、 材料 的物理性 能 、 刀具 的物理性 能 ( 料 、 层 、 损等 ) 切 削过程 外 部 材 涂 磨 、
利用通 用的有 限元软 件 可 以进 行 切削 力仿 真 , 优
条件 ( 却 、 滑等 ) 冷 润 以及 机床 动 态 特 性 , 立 物 理 仿 建 真环境 , 对加工过 程 中的切削力 、 削功率进行模 拟 仿 切
C T软 件提 供 的二 次 开发 工具 O t a P ( pi i a U pi t A Io t z pt a pi t npormm n t fc ) 在数 控 ph m e h— p l ai rga igi e ae , c o n r 加 工几何 仿 真 完成 后 即 时 提 取 加 工 过 程 的切 削参 数 。根 据 切 削 力 经验 模 型 , 过 MF m coo 通 C( ir f st fu d t ncas 编程 开发 切 削力仿 真 结果 输 出界 面 , 到数 控 加 工过 程 中切 削 力数 值 的 变化 曲线 , o n ai l ) o s 得
VERICUT软件在数控仿真加工中的应用
C OCCUPATION872012 08案例ASESVERICUT软件在数控仿真加工中的应用文/秦如明文基本功的训练为基点,在教学活动的设计上应注意激发学生的学习动因,开发学生的学习潜能,提高学生的学习效能。
此外,教师在教学过程中要注意学法的指导,落实学生主体的参与性,以提高语文教学的可操作性。
3.实践性课程教学的构建叶圣陶先生说过:“语言文字的学习,出发点在‘知’,而终极点在‘行’,到能够行的地步,才算具有这种生活能力。
”目前,语文教学应用性差的现实问题,使我们的语文教学在能力培养和素质教育的目标上收效甚微。
我们知道,能力的生成要靠知识的内化、拓展、迁移和训练,要使学生获取知识、培养能力、提升素养,仅靠课堂的讲解与练习永远无法达到,这就要求教师要着力开发和应用语文课程的实践性资源,拓展学生语文学习的空间,增强学生在各种平台应用语文的意识。
开发实践资源,可以从两方面入手。
一方面是在课堂内,教师对课程实践资源标准的把握要突出其训练价值,即它能使教师拿来训练学生有效思维、阅读、写作与口语交际,激发语文学习的潜能,提高相应的语文能力,而不只具有导向价值。
例如一篇美文的教学,如果不能激起学生思考、质疑的积极性,实用文写作的教学不能应付学生社会生活的实际需求,那么教和学两者都将难以真正促成能力的生成。
对此,我们可以借助开展一些富有渐进性和全员参与性的小型活动来调动学生的兴趣,如常态的背诵、朗读、口头作文、辩论、演讲之类,或充满创意的模仿表演、角色体验等。
另一方面是在课堂外,教师可借助校园文化平台开展丰富多彩的语文实践活动,如在节日活动、艺术活动、社团活动和社会实践中指导学生参加演讲、诗文朗诵、学生会及各社团的竞选等,来锻炼他们的口头表达能力和人际交往能力。
教师可以指导学生为学校的广播站和社刊投稿来提升学生的写作能力;可以指导学生出黑板报、宣传栏等训练他们获取、研究、合成信息的能力;还可以指导学生在筹办活动时撰写活动方案、海报,在专业实习和社会实践时写实习报告或专业小论文,以此提升他们应用写作的能力。
基于vericut滚齿切削过程仿真及应用

图1 VERICUT滚齿仿真工作流程图2 滚齿机床三维模型2. VERICUT仿真环境的建立第一步,选择机床控制系统。
由于滚齿机有三个直线轴X、Y、Z,三个旋转轴A、B、C共6轴,因此需选择能够驱动6轴的高级数控系统:fan30im。
第二步,搭建机床运动关系链。
根据机床运动的逻辑依附关系,建立运动链,导入相应的机床部件三维模型,可在机床视图里进行查看。
命名轴序时尽量和实际机床相一致,禁止出现A1、A2等带数字的轴序,它将对数控程序造成干扰,如A1 100,系统无法分辨是A轴1100的坐标位置还是A1轴100齿轮在加工时应全程遵循一定的转速比i: i=Z/N (1)式中 Z——齿轮齿数; N——滚刀头数。
滚刀轴线与齿轮轴线正交中心距为a:a=0.5(d a1+d a2)-h1 (2)式中 d a1——齿轮大径; d a2——滚刀大径; h1——齿轮齿全高。
滚刀旋向通常与齿轮旋向一致,机床上滚刀旋转角度为β:β=β1-β2(3)式中 β1——齿轮螺旋角; β2——滚刀螺旋角。
当滚刀与齿轮螺旋角旋向不一致时两者相加;滚齿通常一次切削到位或粗精两刀加工,因此共有逆铣、顺铣、顺顺、顺逆、逆逆及图4 滚齿宏程序第四步,设置工艺参数。
输入滚刀、齿轮结构参数和机床加工参数即可进行仿真加工。
主要加工参数见表1。
3. 过程仿真在机加仿真过程中,软件会进行大量布尔运算导致计算机卡顿,无法观察仿真过程。
对此,取齿轮环形结构的1/6进行仿真,相当于运算量变为原来的1/6。
在仿真过程中,VERICUT可支持仿真速度调图3 机床运动关系链auto1950 / 2020年第 3 期15图5 滚齿仿真结果滚齿仿真结果分析及应用通过VERICUT滚齿仿真可以直观看出刀具与机床有无碰撞、空行程是否过多、刀具设计是否正确图6 仿真结果分析沉切量符合设计要求,轴向进给量过大,齿根粗糙度大。
可通过减小轴向进给量、降低滚刀头数来优化滚齿加工过程。
VERICUT的数控仿真加工及改进办法分析

VERICUT的数控仿真加工及改进办法分析VERICUT是一款用于数控加工的仿真软件,可以模拟数控机床的加工过程、检查刀具路径和避免碰撞等。
本文将分析VERICUT的数控仿真加工以及改进办法,并探讨其在制造业中的应用。
VERICUT的数控仿真加工可以帮助用户准确地模拟实际的加工过程。
通过输入CAD模型和刀具路径等相关数据,VERICUT可以生成虚拟机床并进行仿真加工,显示刀具路径、加工时间、剩余材料等信息。
这对于用户来说非常有用,可以帮助他们在实际加工之前评估刀具路径的正确性、确定加工时间和材料利用率,从而提高加工的效率和质量。
VERICUT可以检查刀具路径和避免碰撞。
在加工过程中,刀具路径的设计非常重要,不仅要确保完成加工的要求,还要保证刀具不会与工件或夹具等发生碰撞。
VERICUT可以对刀具路径进行检查,及时发现并警示由于设计错误导致的潜在碰撞问题,从而避免了工件和机床的损坏,节约了生产成本。
虽然VERICUT在数控加工仿真中具有很多优点,但仍然存在一些改进的办法。
VERICUT的仿真模型需要与实际机床精准匹配,以确保仿真结果的准确性。
在实际加工中,机床的结构、控制系统等特性都会对加工过程产生影响。
为了获得更准确的仿真结果,需要将实际机床的参数和特性输入到VERICUT中,并进行精准的匹配。
VERICUT目前仅支持单一零件的加工仿真,对于复杂的多工件加工过程支持不足。
虽然可以通过多次运行VERICUT来模拟多工件的加工过程,但这样会增加用户的操作复杂度和时间消耗。
改进VERICUT使其能够支持多工件的加工仿真将会更加实用和高效。
VERICUT在仿真结果的可视化呈现上可以进行改进,提供更直观、易于理解的结果展示方式。
当前的仿真结果主要以二维图像或数值数据的形式呈现,对于一些非专业人士来说理解起来可能有一定的难度。
可以考虑在仿真结果中增加可视化图形或动画的展示,使用户更直观地了解刀具路径和加工过程。
VERICUT数控仿真软件在实际生产中的应用

可进行加工过程 的仿真。
式 ,影响应力和应变的计算精度。MW
图7 成形性分析云图
( 稿 日期 :2 10 2 ) 收 00 6 5
三 2 1 年第 1 期 2 00 8
WWW. met wor ng7 50 com al ki 9 .
参磊 工冷 工 加
自定心卡盘的模型 ;在 S c t k的模型下调 入零件 的毛 o 丕 图形文件 ( 立体 ) ;在 D sn的模 型下调入零 件的成 eg i 吾 图形文件 ;在加工刀具 中创建上述 刀具明细 ( 刀具号
组建树建立机床 的几何模型 ,创建机床各 运动轴 、l , 、 z、A、B并设 置其 位 置及 相互 运 动关 系 ,创建 机 床 主
1 增压器叶轮三轴联动加工模拟仿真 .
针对增压器叶轮的形状特性 ,编程 时我选择 的机床 是不带旋转 台的 D MG的 D C 4 M 6 V立式加工 中心 ,而其 分度则 由 H I E H I N 5 0数控软件的 G代码功能 ED N A N T C 3
呈 序的仿真加工 ( 仿真过 程如 图 1 所示 ) 。仿真后 叶轮
粪 型如图 2所示。
经过上述仿真加工后的叶轮程序传入 D 4 MC6 V立式 Ⅱ 中心进行实物加工没 有出现任何质量 问题 ,也省去 工 实物的试切削加工过程 ,同时刀具的使用也很稳定。
图 3 导风轮毛坯
图 4 仿 真加工后模型
VERICUT_切削优化
VERICUT 切削优化
VERICUT优化就是模拟生成过程切削 模型,根据当前所使用的刀具及每步走 刀轨迹,计算每步程序的切削量,在和 切削参数经验值或刀具商推荐的刀具切 削参数进行比较。经过分析,当余量大 时,VERICUT就降低速度;余量小时, 就提高速度,进而修改程序,插入新的 进给速度。
两种方式结合优化
同时使用上述两种方式的优化,VERICUT会 比较两种方式的优化速度,选取较小的速度做 为最终的优化速度。
1. 打开项目文件: optipath_volume_removal_mm.VcProject 2. 打开刀具管理器 选择刀具1,添加>优化>新
• 进给/转速:用于对选中的刀具进行切削 条件以及切削速度优化方法的设置。 • 设定:用于为优化处理设定优化记录单 位,何时添加更多切削步,最小/最大优 化的进给速度,以及如何优化圆和样条 曲线等。 • 极限:用于指定刀具切削特征的极限值 • 硬材料:用于设定难加工材料和一些特 殊的切削环境的进给速度调整因素
设定刀具2的优化数据
保存刀具文件 调用优化库:优化>控制
比较优化前后的程序
• 切削速度优化方法
恒定体积去除率切削方式优化 恒定切削厚度方式优化 两种方式结合优化
恒定体积去除率切削方式优化
单位时间内,刀具去除材料体积较大时,进 给速度降低;反之,进给速度提高。此种优化 方式主要由于材料切削余量变化较大的加工。
恒定切削厚度方式优化
这种优化方法是在切削时通过变化进给 率保持恒定的切削厚度。该优化模式主 要用于半精加工和精加工,可以提高加 工效率和零件表面质量。
• 垂直下刀:用于控制沿刀具轴切进或抬刀时优 化的进给速度 • 切入/切出:用于控制刀具切入/切出材料时优化 进给速度 • 角度:用于刀具不同角度斜向切入材料设置优 化的进给速度 • 深度表:用于对选定刀具在优化过程中,通过 表格设置优化的切削多种深度的优化的进给速 度 • 切宽表:用于对选定刀具在优化过程中,通过 表格优化当小于刀具宽度的切削调整被优化的 进给速度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
VERICUT软件在数控加工技术培训中的应用技巧2006-11-24 作者:廖桂波 张林 转载自:CAD/CAM与制造业信息化 网友评论 0 条 点击进入论坛 一、引言随着我国数控机床在工业装备中占有率的提高,对数控机床的操作人员、编程人员的需求急 传统培训模式下,由于数控机床价格昂贵,每个培训机构拥有的机床数量有限,学员只能轮 二、VERICUT软件VERICUT软件就是一种能满足上述需求的数控加工仿真系统,它由美国CGTECH公司开发,当 VERICUT软件用于数控编程培训仅需有NC程序验证模块和机床运动仿真模块,若要进行四轴 三、数控加工工艺系统的仿真环境构建要进行NC程序仿真,需要预先构建整个工艺系统的仿真环境,一般过程如下:(1)工艺系统分析,明确机床CNC系统型号、机床结构形式和尺寸、机床运动原理、机床坐 (2)建立机床几何模型,用三维CAD软件建立机床运动部件和固定部件的实体几何模型,并 (3)建立刀具库;(4)在VERICUT软件中新建用户文件,设置所用CNC系统,并建立机床运动模型,即部件树; (5)添加各部件的几何模型,并准确定位;(6)设置机床参数;(7)保存所有文件。
下面以CJK6132经济型数控车床为例进行说明。
(1)机床概述此车床为卧式、平床身、前刀座、四工位电动刀架、步进电机驱动的经济型车床。
所用数控图1 CJK6132经济型数控车床的机床坐标系(2)部件分类依VERICUT软件部件分类原则,部件分类如表1所示。
表1 机床部件分类(3)建立部件的3D模型用SolidWorks软件造型,以运动单元建模,可不按照机床零部件连接结构构建。
BASE可四零(4)建立部件树先设CONTROL为“FANUC—0T”:选菜单“SETUP→CONTROL→OPEN”,在弹出对话框中设“S因为机床坐标系的X轴正方向指向操作者方向,则在添加Z轴部件时,由于默认Z轴部件的X轴图2 所得到的目录树(5)在TOOL MANAGER中建立刀具库以常用的外圆粗车刀、精车刀、螺纹刀、切断切槽刀为例,分别记为1、2、3、4号刀。
刀柄(6)添加机床几何模型先添加工件、卡盘、主轴、四把刀具、刀架转动部分,其他再按配合关系加入。
添加STL模1)工件STOCK可用VERICUT的圆柱体CYLINDER建模,设置半径、长度,从POSITION选项的PO2)主轴卡盘和卡爪添加时,卡盘右端面中心应定位在坐标系原点处,卡爪调入模型后,用3)调节刀架转动部分部件,应定位X、Z向位置使转动中心在坐标系原点,并调整Y方向位置4)其他部件可调入后用配合方式定位。
(7)设置参数选菜单“SETUP→G-CODE→SETTING”,在弹出对话框中选“JOB TABLES”选项,在TABLE Ninitial machine location(机床初始位置):300 0 750(X Y Z 坐标用空格间隔)machine reference location(机床参考点):300 0 750input program zero(工件编程原点):0 0 200(200为Z方向工件原点距机床坐标系原点距离) 选TOOL TABLES选项,在列表框中选择如下参数进行添加:Gage offset index (刀具号) values (刀尖点偏置值:刀尖到刀架中心距离)1 120 0 902 120 0 903 120 0 90120 0 90还有一些参数,如机床行程、换刀方式、NC程序类型和碰撞设置等,可进行相应操作,这里不再重 (8)保存文件分别保存用户文件USR、控制系统文件CTL、机床文件MCH。
为便于使VERICUT软件开始运行即进入自图3 虚拟机床环境四、用定制功能建立易于软件操作的定制面板因VERICUT软件为全英文界面,为使培训学员易于操作,可用定制功能定制面板。
由菜单“File→C 4 右键菜单图5 CJK6132车床定制面板图五、进行仿真操作,检验NC程序正确性用定制好的操作面板时,操作过程如下:(1)单击上面建立的桌面快捷方式,启动VERICUT,并调用所需用户文件和进入所需工作目录。
(2)单击菜单“File→custom interface”,进入已定制好的操作界面。
(3)在定制操作界面设置工件半径、长度。
(4)在定制操作界面设置工件原点Z值。
(5)单击操作界面上的“新建NC程序”,打开记事本输入NC程序,并保存(编写NC程序应按当前工 (6)单击操作界面上的“选择NC程序”,指定刚才编写的NC程序。
(7)单击工具条上的“单步仿真”或“连续仿真”键,开始加工仿真。
(8)用测量工具测量工件尺寸,检查加工结果。
用缩放、移动和旋转工具,能从不同视点观察、测量工件。
仅更换NC程序、设置不同工件尺寸,即 六、结束语本文基于VERICUT软件构建了数控车床加工培训的仿真环境,不占用机床机器时间,培训效率高。
用已有 0 位对此文章感兴趣的网友发布了看法我来评两句请您在这里发表您的个人看法,发言时请各位遵纪守法并注意语言文明!今日推荐·QQ旋风2新版发布 将清爽下载进行到底(图)·浅谈上网行为管理软件的鉴别·打造淡雅风格“承诺”签名文字效果[组图]·用Photoshop把普通照片变生动创意广告[组图]·教你备份带分组的所有QQ好友名单·QQ所有用户可离线传输文件·解密QQ聊天记录文件存储方式·泰信实时反垃圾邮件系统(TSPAM)·Word表格及Excel中斜线表头的绘制方法[组图]·Office 2003好技巧 从图片中抠出文字进入论坛需求急剧增大,如何高效、只能轮流上机床操作,效率发,当前最新版本为V5.4。
V 行四轴以上机床的培训,还需机床坐标系统以及所用到的型,并转换成VERICUT软件可部件树;用数控系统为FANUC—0T,X可四零件一体建模,也可各设“SHORT CUT”为“CGTEC 件的X轴正方向为远离操作者。
刀柄先用SolidWorks软件STL模型时应注意将模型TYP 项的POSITION输入框可设置工后,用MATE配合定位,第二、向位置使装刀位置与刀柄底BLE NAME列表框中选择如下原点距离),这里不再重复。
软件开始运行即进入自己的用户文件,可编辑VERICUT.BAT 文件,将其中R改为所需的用户文件名。
另外板。
由菜单“File→Custom interface”,进入定制界面。
按F7进入编辑模式,再按F7退出编辑模式,用PAGE UP/进入所需工作目录。
编写NC程序应按当前工艺环境,如刀具号)。
设置不同工件尺寸,即可进行所需程序和工件的加工仿真。
时间,培训效率高。
用同样方法可构建数控铣床、加工中心的培训仿真环境,应用于教学。
此方式基于完整的加工登录邮箱: 密码:匿名发表技术文库(共有 46732 篇文章)操作系统办公软件实用知识网络管理Windows系列 WindowsXP Win2000/NT Win9x/Me UNIX系列 SUN系列 LINUX系列 Lotus系列 FreeBSD Word Excel Outlook OFFICE系列 Powerpoint Access FrontPage 金山系列 行业应用 其他多媒体 图形图像 电子贺卡 屏幕保护 冲浪宝典 文件传输 及时信息 电子邮件 网络应用 网络工具 注Web服务器 FTP服务器 Mail服务器 文件共享服务器 域名服务器 路由器应用 代理服务器 无线局域网 软件开发WEB开发软件工程数据库C/C++ VC/ C++Build C# Java VB/ .NET PowerBuilder Delphi 汇编 控件技术 其他HTML ASP PHP JSP XML/SOAP JavaScript Perl/CGI VBScript Discuz! X-Spacec SupeSite需求分析 项目管理 软件测试 文档与合同管理 UML CMM/CMMI与过程改进 软件企业管理 软件质量管理SQLServer FoxPro Oracle Access Sybase DB2 MySQL 国产数据库设计在线信息安全行业信息化管理信息化网页设计 Dreamweaver FireWorks 设计理念 CSS Photoshop/Image 平面设计 CorelDraw PhotoImpact 反病毒专区 系统漏洞 网络安全 黑客技术 防火墙 VPN 入侵监测 存储备份 软件加密/信息加密档案 教育 金融 电信 电力 石化 交通运输 酒店餐饮 纺织服装 商业分销 水利 电子电器 外贸 机械 ERP MES 人力资源HRM CAD/PDM/CPC GIS/GPS/RS CRM 进销存 财务 流程管理 物流和供应链SCM OA/KM/移动开发渠道大学产品技术答疑无线开发 BREW SMARTPHONE J2ME SymbianOS K-JAVA渠道管理 营销策略 品牌推广 销售技巧与管理 企业战略重点推荐领军企业技术文库精益研发对症下药解决企业产品研发中的常见问题安世亚太之精益研发平台PERA[组图]金融业的六西格玛(三)制药行业质量管理[组图]金融业的六西格玛(一)JMP和Minitab的比较[组图]JMP半导体行业应用——模拟均匀性靶心转换[组图]用较少的硅片解决筛选实验中的混杂问题[组图]你的产品能再贵些么?[组图]ANSYS计算报告:舰载天线系统辐射特性计算[组图]+更多领军技术文库正航软件 百胜软件 绿盟科技 点击科技 安世亚太 金算盘 北信源VRV MYTONG贸促通 福建顶点 畅想软最新专题1SaaS 09年全球采用率达90%?22009:RFID技术时代到来?3鲍尔默:企业应升级到Windows 74Linux操作系统密码攻略5微软新操作系统—Windows 76IT领袖看奥运7如果云计算 IT将何去何从8开源精神的化身——Linux9人肉搜索 天使OR魔鬼?10玩转科技奥运电子杂志订阅点击电子杂志名称查看样刊输入E-mail地址即可订阅订阅中国软件网第一新闻/商机速递订阅娱乐周刊E-mail技术热点1局域网加快网速之另类妙招2操作系统常见驱动故障及解决方法3电话销售引人注意的开场白4iexplore.exe病毒盗取QQ密码5感性电话销售技巧6教你快速点亮QQ上的QQLive图标[组图] 7XP再谈C盘瘦身 让你电脑提速8QQ空间纯黑色背景全黑全屏皮肤代码9电脑死机大全,看完你就是高手了10重装系统后,如何让电脑更快?文件,可编辑VERICUT.BAT 文件,将其中R改为所需的用户文件名。